

Как работать на зиг-машине
После того как выше устройство приобретено или сконструировано, можете приступать к обработке металла. Машина в использовании отличается простотой, но есть важные нюансы, о которых стоит рассказать дополнительно:
- Обрабатываемая деталь должна быть дополнительно закреплена посредством специального упора. Степень фиксации регулируется при помощи соответствующих винтов.
- Передней край заготовки следует вставить между роликами станка.
- Управление вторым роликом станка осуществляется посредством рукоятки.
- Ролики приводятся в движение при помощи специальной ручки (в станках с ручным приводом).
Для полноценной обработки детали может понадобиться несколько циклов. После того как необходимый результат будет достигнут, заготовку можно извлекать и рабочих узлов станка.
Republished by Blog Post Promoter
Сферы применения оборудования для зиговки
Оборудование, предназначенное для выполнения зиговки, даже несмотря на то что название такой технологической операции знакомо преимущественно специалистам по металлообработке, активно используется в различных сферах деятельности. Зиговочные машины являются практически незаменимыми для изготовления элементов кровельных конструкций, в частности, для формирования их кромок.
Примеры элементов водостока, выполненных на зиговочном станке
Следует отметить, что в строительной сфере зиговочные станки нашли очень широкое применение. Используя такие машины, из листового металла, в частности, изготавливают следующие элементы строительных конструкций и коммуникационных систем: части водосточных и воздуховодных систем, изоляцию для теплотрасс и др. В строительной отрасли преимущественно используется зиговочное оборудование ручного типа, так как оно отличается небольшими габаритами и незначительным весом, не требует для своей работы подвода электричества и может применяться практически в любом месте.
Зиговочный станок также можно использовать для того, чтобы надежно соединить между собой цилиндрические заготовки, выполненные из тонколистового металла. Ролики для оснащения зиг машины такого типа при прохождении через них цилиндрической заготовки формируют на ней замки, при помощи которых и осуществляется соединение двух деталей.
Прокатка замка на колене воздуховода
При выполнении соединений с использованием замков, в отличие от сварки, на металлические детали не оказывается термическое воздействие, что исключает возможность их коробления. Кроме этого, такая машина, своими руками изготовить которую также можно, не требует для своего применения никаких дополнительных расходных материалов.
Чтобы расширить функциональные возможности, которыми обладает зиговочная, в том числе и ручная, машина, ее можно дооснастить дополнительными рабочими органами. Оснащенные таким образом машины можно использовать не только в качестве зиговочного, но также гибочного и профилирующего оборудования. Современные зиговочные станки промышленного назначения часто оснащаются автоматизированными системами управления, что повышает их производительность и точность выполняемых с их помощью технологических операций.
Специальные насадки позволяют делать фальцы для соединения тонкостенных труб
Это интересно: Элементы художественной холодной ковки — фото, видео, эскизы
Как работать на зиг-машине
После того как выше устройство приобретено или сконструировано, можете приступать к обработке металла. Машина в использовании отличается простотой, но есть важные нюансы, о которых стоит рассказать дополнительно:
- Обрабатываемая деталь должна быть дополнительно закреплена посредством специального упора. Степень фиксации регулируется при помощи соответствующих винтов.
- Передней край заготовки следует вставить между роликами станка.
- Управление вторым роликом станка осуществляется посредством рукоятки.
- Ролики приводятся в движение при помощи специальной ручки (в станках с ручным приводом).
Для полноценной обработки детали может понадобиться несколько циклов. После того как необходимый результат будет достигнут, заготовку можно извлекать и рабочих узлов станка.
Republished by Blog Post Promoter
Общие достоинства масла BP Visco 3000 10W40
Данное смазочное средство обладает всесезонностью, что особенно важно в нашей нестабильной климатической полосе. Качество масла находится на высшем уровне, что подтверждают лабораторные анализы и многолетний опыт водителей транспортных средств. Достоинства:
Достоинства:
- В качестве одного из самых главных достоинств, можно считать высокую стойкость к окислению и формированию коррозии на компонентах двигателя;
- Масло BP Visco 3000 10W40 будет гарантировать Вам стабильную работу во все сезоны года, благодаря сбалансированному составу жидкости;
- В отличие от некоторых других смазочных средств данной ценовой категории, не содержит хлористых веществ, вследствие этого не дает образоваться осадку в деталях двигателя;
- Моющие качества смазочного средства не заставят жаловаться. Мотор всегда будет оставаться чистым;
- Обеспечивает низкую силу трения между движущимися частями двигателя, что является гарантом более эффективной работы мотора, без лишнего потребления топлива.
Стоит выделить относительную бюджетность BP Visco 3000 10W40. Среди разнообразия масел на рынке, Visio предстает в максимально выгодном свете.
При покупке данного масла стоит опасаться подделок. Защитой от некачественного товара является покупка у проверенных закупщиков с подтвержденными сертификатами, гарантирующими качество продукции.
Мы привели основные факторы, почему стоит остановиться на BP Visco 3000 10W40. В конечном счете, выбор останется за Вами. С информацией полученной из данной статьи Ваш выбор будет более правильный и предусмотрительный.
Изготовление станка в домашних условиях
Покупать профессиональный зиговочный станок стоит, если работать с листовым металлом приходится часто. Для редких домашних работ экономичнее будет собрать станок в домашних условиях самостоятельно. Для этого нужно найти подходящие чертежи в интернете или книгах, а также необходимые детали. Для простейшего аппарата потребуются:
- корпус аппарата;
- ограничительный щиток;
- колеса для зубчатой передачи;
- кронштейн;
- рабочие валы;
- формирующие ролики;
- цилиндр-хвостовик.
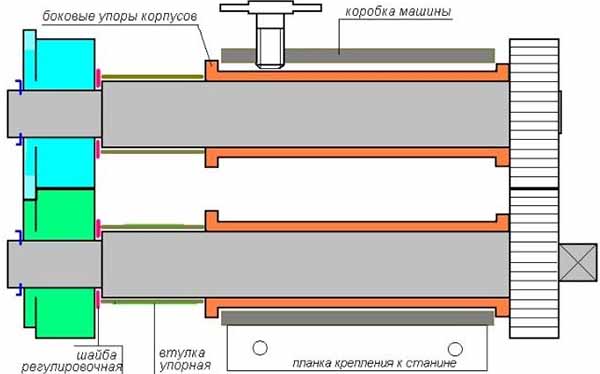 Схема зиговочного станка
Схема зиговочного станка
План сбора оборудования
Корпус изготавливают со съемной крышкой и защитным кожухом из металла толщиной до 5 мм. Его высота зависит от размера валов, плюс нужно учесть расстояние между ними. Чтобы свободно поднимать прижимной вал, понадобится не менее 2,5 см.
 Сборочный чертеж
Сборочный чертеж
Для закрепления устройства понадобится станина высотой около 25 см и шириной по размеру корпуса. Ее делают из двух пластин металла, сопряженных в T-образной форме. Крепление аппарата производится специальным стопорным винтом, цилиндрический хвостовик должен войти в чашку кронштейна, вокруг которого поворачивается корпус машины.
Зубчатые колеса обычно берут от старых мотоциклов. А валы вытачивают под их внутренний диаметр. В нижнем рабочем валу нужно просверлить отверстие для ручки. Саму ручку можно сварить или использовать деталь от обычной мясорубки. Под передний подшипник прижимного вала подставляют подвижную опору для более простой выемки материала.
Роликовые детали придется вытачивать самостоятельно. Тем, кто часто применяет зиговочное оборудование, стоит подобрать для этих элементов закаленную сталь. Стоит сразу выточить несколько пар разного профиля. После вытачивания их нужно будет хорошо отполировать. Главный поперечник каждой детали обязан соответствовать расстоянию между центрами колес с зубцами при рабочей сцепке.
Отверстия под роликовые элементы высверливают в центре ограничительного щитка из металла. В среднем его длина составит 18 см, ширина – 12 см, толщина – 3 мм. Ролики фиксируют шплинтами, под которым сверлятся отверстия. При этом учитывается длина самих роликов и толщина шайб. Шплинты реально заменить шпильками либо даже обычными гвоздями.
 Принципиальная схема и описание самодельной зигмашины
Принципиальная схема и описание самодельной зигмашины
Электрический зиговочный станок
В домашних условиях можно создать и электрический зиговочный станок. Механическая часть аналогична ручному изделию, но вращение роликов будет осуществляться с помощью электрического привода. Станок оснащают редукционным двигателем с мощностью в 200 B и 15 оборотов в минуту. Соотношение червячного редуктора – до 1:100. Приводить оборудование в движение можно с помощью педали, например, от старой швейной машины.
Зиг-станок позволит соединять металлические элементы в тех случаях, когда сварка невозможна или неэкономична. Производить зиговку в домашних условиях довольно просто и для этого не требуется специальных знаний либо дополнительных расходных материалов.








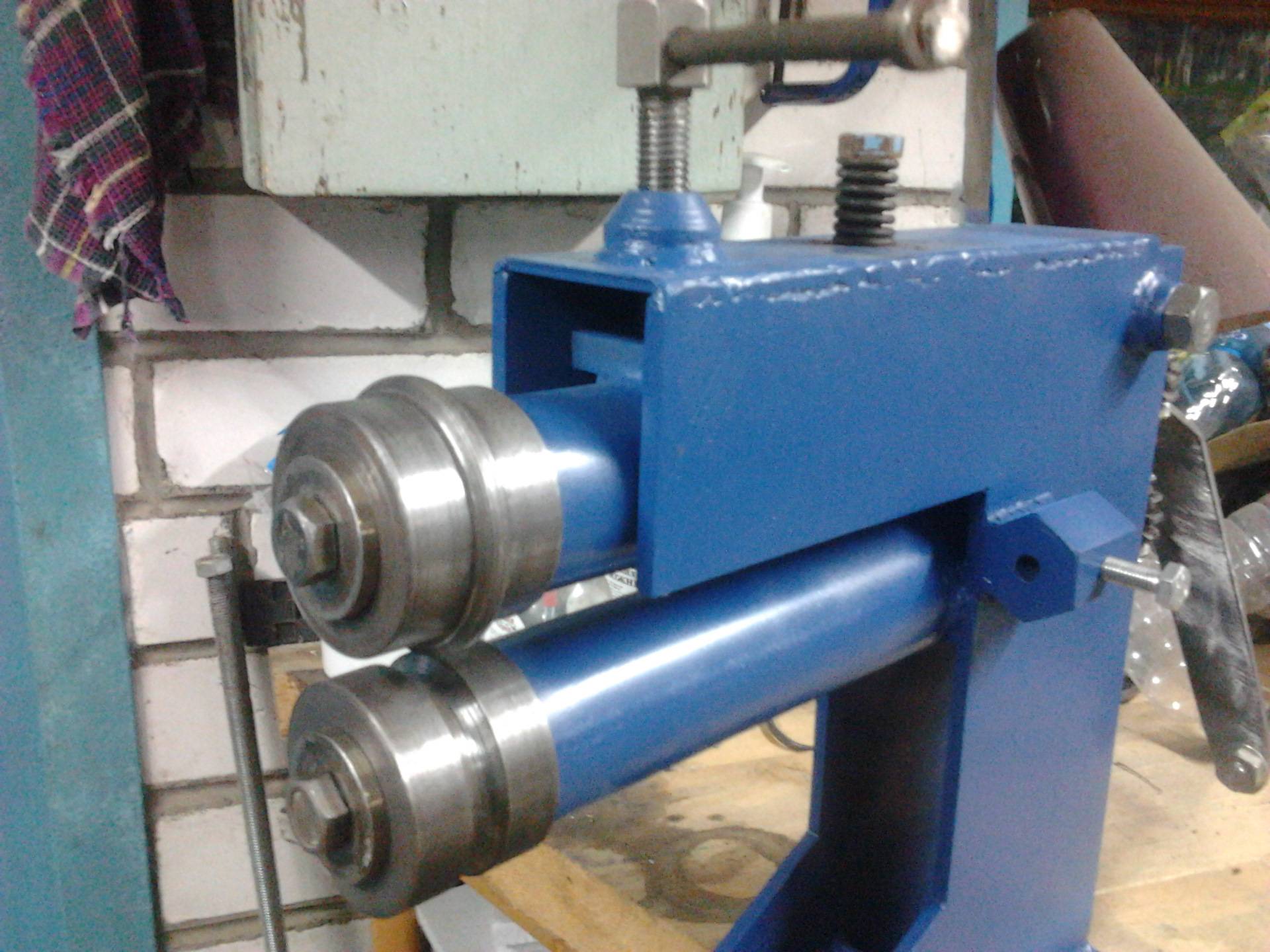
Конструктивные особенности и назначение
Основную функцию станка – зиговку, которая являет собой процесс нанесения на металлическую заготовку специальных углублений, устройство может качественно выполнять благодаря особенной конструкции. Наличие зиговки на поверхности даже очень тонкого листового металла способно сделать его гораздо прочнее. Главное в этом случае правильно подобрать параметры углубления создаваемого устройством.

Принцип работы зиговочного станка состоит из следующих ключевых моментов:
- Оператор размещает заготовку между двумя роликами станка.
- Валы машины фиксируют деталь.
- Затем валы приводятся в движение.
- В ходе вращения этих механизмов, закрепленная заготовка тоже начинает свое движение. Рабочие ролики обладают необходимыми выступами, которые углубляются металлическую заготовку на заданную глубину.
Сделать зиг-машину: простую и надёжную. Устройство, чертёж, размеры деталей и роликов.
При медленной загрузке основные чертежи и рисунки этой страницы можно открыть и посмотреть в каталоге «Чертежи, схемы, рисунки сайта».
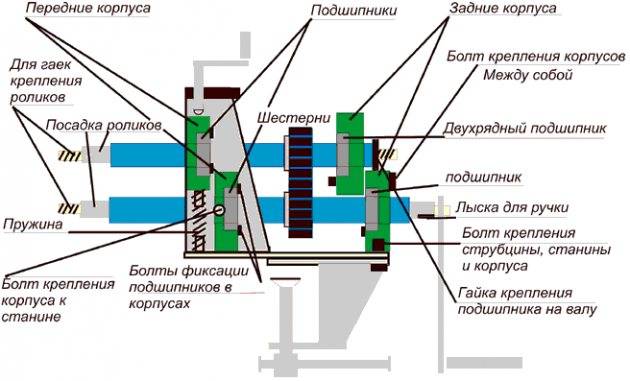
Предлагается наиболее доступный для самостоятельного изготовления, успешно апробированный вариант. Качество обработки заготовок, надёжность и долговечность вполне сопоставимы с заводскими аналогичными механизмами. Усовершенствовать эту конструкцию можно включив в схему подшипниковые узлы, резьбовые крепления зубчатых колёс и роликов, механизм подъёма верхнего вала и т. д. Корпус верхнего вала имеет возможность вертикального хода 10 — 12 мм при заправке обрабатываемой детали. Корпус нижнего вала крепится в коробке машины неподвижно. Боковые упоры корпусов вала предотвращают их осевое смещение в коробке машины.
Втулки упорные исключают осевое смещение валов в своих корпусах. Сменные шайбы позволяют регулировать рабочий зазор в роликовой паре.
Зубчатые колёса подобрать диаметром около 60 мм.
Зучатые колёса можно закрепить любым способом (хоть на сварку), снимать их с вала не будет необходимости. Отверстия под шплинт для фиксации роликов наметить и просверлить с учётом длины роликов и толщины регулировочных шайб.
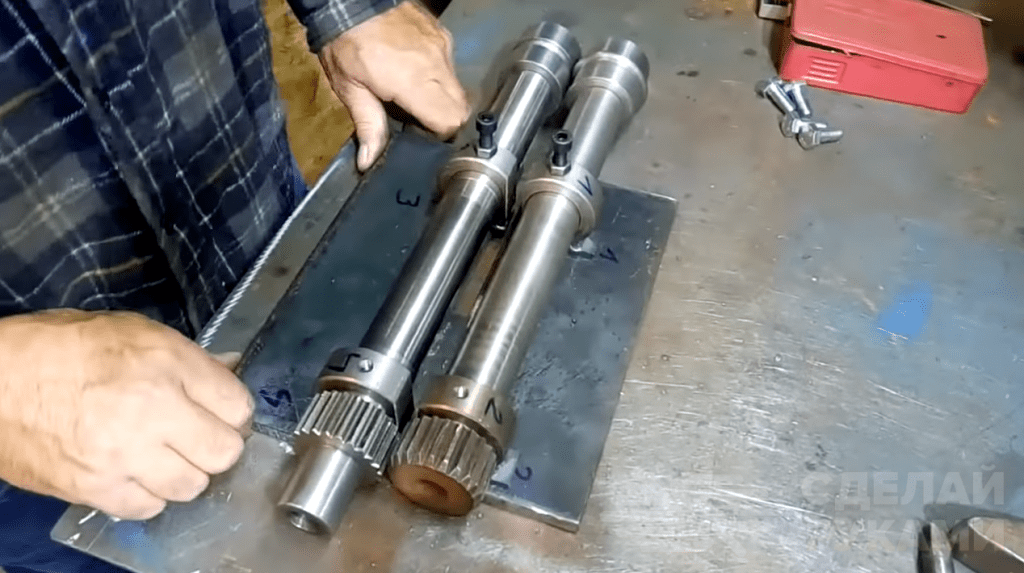
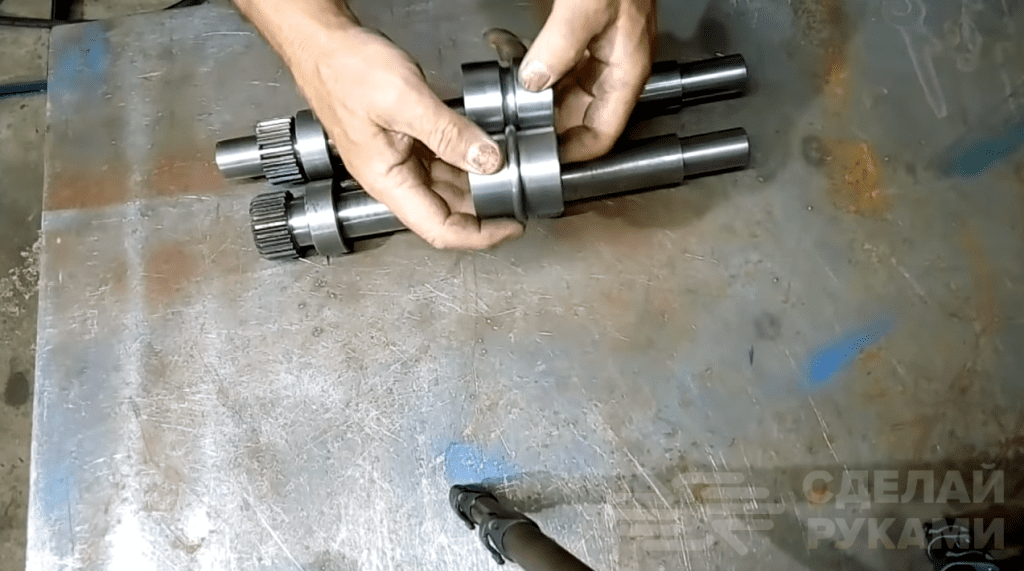
Корпус вала. 2 детали:
Размеры могут быть другие. Главное — соблюдать соответствие в местах посадки и сопряжения деталей.
Коробка зиг-машины.
Толщина материала 4 — 5 мм, можно применить элементы металлопроката. Внутренний размер 120* уточнить (определить) как общую высоту корпусов вала, сложив их в рабочее положение (между ними будет зазор 7 — 10 мм) и прибавить ещё 10 — 12 мм для вертикального хода верхнего вала.
Если верхняя крышка коробки будет несъёмная, то перед её окончательным закреплением надо установить (вложить в коробку) корпусы валов. Размер наружней высоты — ориентировочный.
Станина зиг-машины.
Станина машины крепится к её коробке любым способом; разборный — удобнее при транспортировке. Высота станины 250 мм, ширина — по коробке.
Щиток упорно-ограничительный:
Размер 180 на 120 мм или др.; толщина листа 2 — 3 мм; фигурное отверстие очертить и вырезать по роликам зиг-машины в их рабочем положении. Штанги приварить.
Приводная рукоятка ручной зговочной машины:
Размеры указаны ориентировочно, окончательно подобрать длину рукоятки и размер её отгиба с учётом высоты зиг-машины.
Ролики зиг-машины.
Основной диаметр ролика зиг-машины выбрать равным межцентровому расстоянию шестерён (зубчатых колёс) находящихся в рабочем зацеплении. Здесь этот диаметр условно указан как Ф55* мм.
Материал для изготовления роликов зиг-машины желательно взять поддающийся термической закалке, но и выточенные из обыкновенной Ст3 долго прослужат без ощутимого износа — что конечно зависит от объёма выполняемых работ.
В качестве шплинтов можно применить обычный гвоздь 2,5 мм, но верхний ролик, как более нагруженный в осевом направлении, будет постепенно выгинать тонкий шплинт влево, поэтому для его фиксации возможно придётся применить более надёжную деталь или способ.
asp-hpz.narod.ru
Область применения
Чаще всего зиговочные станки применяют в строительной сфере. Посредством такого аппарата можно изготовить целый ряд просто незаменимых конструкций: элементы воздуховодных систем, водосточные трубы, запчасти для теплотрасс. В этой сфере деятельности используют в основном ручные зиговочные станки. Они стоят относительно дешево, обладают небольшими габаритами. Кроме того, для их использования не надо подводить электричество.
При помощи зиговочных станков часто обрабатывают детали цилиндрической формы. Ролики такого станка во время прохождения через цилиндр делают на нем специальные замки, к которым и крепятся другие детали. Такой метод обработки оказывает меньшее отрицательное действие на заготовку, чем сварочный процесс. Еще одним преимуществом зиг-машины считают отсутствие необходимости в дополнительных расходных материалах.
Кроме того, классический зиговочный станок может быть усилен дополнительным оборудованием, которое значительно расширит его функциональные возможности. С помощью модифицированной зиг-машины можно выполнять гибку металла, его профилирование. Зиг-машины могут быть ручными и оснащенными автоматизированной системой управления.
Сделать зиг-машину: простую и надёжную. Устройство, чертёж, размеры деталей и роликов.
При медленной загрузке основные чертежи и рисунки этой страницы можно открыть и посмотреть в каталоге «Чертежи, схемы, рисунки сайта».
Предлагается наиболее доступный для самостоятельного изготовления, успешно апробированный вариант. Качество обработки заготовок, надёжность и долговечность вполне сопоставимы с заводскими аналогичными механизмами. Усовершенствовать эту конструкцию можно включив в схему подшипниковые узлы, резьбовые крепления зубчатых колёс и роликов, механизм подъёма верхнего вала и т. д. Корпус верхнего вала имеет возможность вертикального хода 10 — 12 мм при заправке обрабатываемой детали. Корпус нижнего вала крепится в коробке машины неподвижно. Боковые упоры корпусов вала предотвращают их осевое смещение в коробке машины.
Втулки упорные исключают осевое смещение валов в своих корпусах. Сменные шайбы позволяют регулировать рабочий зазор в роликовой паре.
Зубчатые колёса подобрать диаметром около 60 мм.
Зучатые колёса можно закрепить любым способом (хоть на сварку), снимать их с вала не будет необходимости. Отверстия под шплинт для фиксации роликов наметить и просверлить с учётом длины роликов и толщины регулировочных шайб.
Корпус вала. 2 детали:
Размеры могут быть другие. Главное — соблюдать соответствие в местах посадки и сопряжения деталей.
Коробка зиг-машины.
Толщина материала 4 — 5 мм, можно применить элементы металлопроката. Внутренний размер 120* уточнить (определить) как общую высоту корпусов вала, сложив их в рабочее положение (между ними будет зазор 7 — 10 мм) и прибавить ещё 10 — 12 мм для вертикального хода верхнего вала.
Если верхняя крышка коробки будет несъёмная, то перед её окончательным закреплением надо установить (вложить в коробку) корпусы валов. Размер наружней высоты — ориентировочный.








Станина зиг-машины.
Станина машины крепится к её коробке любым способом; разборный — удобнее при транспортировке. Высота станины 250 мм, ширина — по коробке.
Щиток упорно-ограничительный:
Размер 180 на 120 мм или др.; толщина листа 2 — 3 мм; фигурное отверстие очертить и вырезать по роликам зиг-машины в их рабочем положении. Штанги приварить.
Приводная рукоятка ручной зговочной машины:
Размеры указаны ориентировочно, окончательно подобрать длину рукоятки и размер её отгиба с учётом высоты зиг-машины.
Ролики зиг-машины.
Основной диаметр ролика зиг-машины выбрать равным межцентровому расстоянию шестерён (зубчатых колёс) находящихся в рабочем зацеплении. Здесь этот диаметр условно указан как Ф55* мм.
Материал для изготовления роликов зиг-машины желательно взять поддающийся термической закалке, но и выточенные из обыкновенной Ст3 долго прослужат без ощутимого износа — что конечно зависит от объёма выполняемых работ.
В качестве шплинтов можно применить обычный гвоздь 2,5 мм, но верхний ролик, как более нагруженный в осевом направлении, будет постепенно выгинать тонкий шплинт влево, поэтому для его фиксации возможно придётся применить более надёжную деталь или способ.
asp-hpz.narod.ru
Особенности конструкции
Классическая конструкция имеет следующие особенности:
- Основным конструктивным элементом можно назвать сочетание двух пластин. Многие производители проводят создание этих пластин прибегая к методу гидроабразивной резки. Рассматриваемый метод имеет высокую точность.
- В образованном пространстве между двумя пластинами расположены два вала, которые и являются основным элементам, контактирующим с заготовкой.
- Из двух установленных валов верхний подвижный. Его передвижение происходит за счет специального прижима винтового типа. Отметим, что качественная зиг машина самодельная должна оказывать равномерное воздействие на всю заготовку, так как только в этом случае получается качественная зига.
- Главным параметром, который можно устанавливать при помощи блока управления, ручной или автоматический, является глубина зигования.

Форма зига может быть различной, зависит от вида установленных роликов. Поэтому создавая зиговочный станок своими руками следует предусмотреть возможность замены роликов.

Ролики зиговочных станков
Особенности конструкции
Классическая конструкция имеет такие особенности:
- Главным конструктивным элементом можно назвать сочетание двух пластин. Многие производители проводят создание этих пластин прибегая к методу гидроабразивной резки. Указанный метод имеет большую точность.
- В образованном пространстве между двумя пластинами располагаются два вала, являющиеся основным элементом, контактирующим с заготовкой.
- Из двух установленных валов верхний подвижный. Его передвижение происходит за счет специального прижима винтового типа. Отметим, что качественная зиг машина должна оказывать равномерное воздействие по всей заготовке, так как только в этом случае получается качественная зига.
- Главным параметром, который можно выставлять при помощи блока управления, ручной или автоматический, является глубина зигования.
Форма зига может быть различной, зависит от вида применяемых роликов. Поэтому создавая зиговочный станок самостоятельно, следует предусмотреть возможность смены роликов.

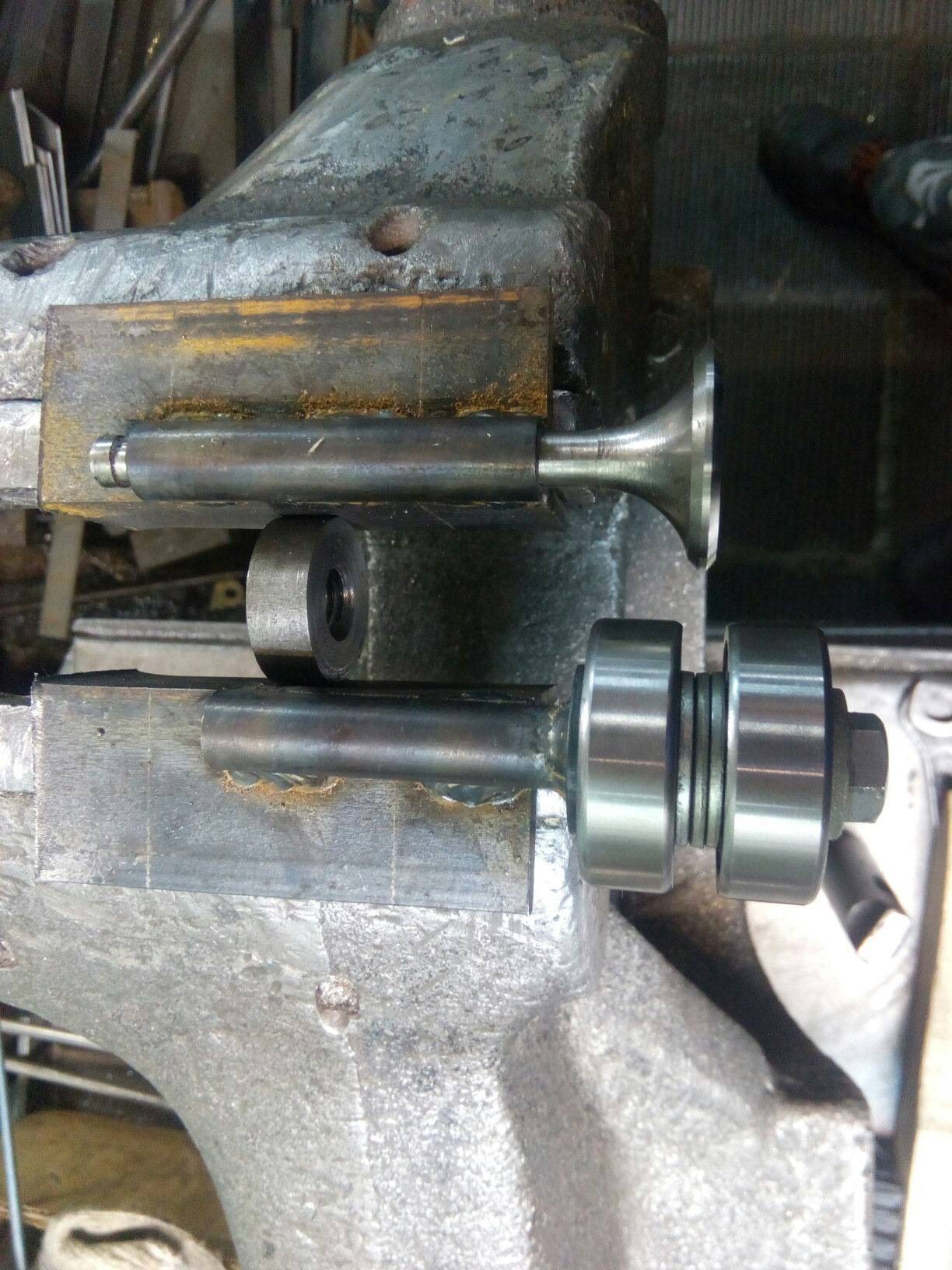
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
Виды роликов для зиг машин

ролики для зигмашины
Производители могут менять маркировку выпускаемых роликов, приводим наиболее распространенные наименования.
- V — для оформления кромок изоляционных коробов и труб, накатывания проволоки с помощью ZB ZA;
- S — для производства зигов-стопоров и ребер жесткости;
- SK — для выполнения ребер прямоугольного сечения. Широкие ребра используются для фиксации каучуковых уплотнителей при изготовлении вентиляционных каналов круглого сечения;
- E, EV — гофрируют края труб, делая поперечник меньше для раструбных соединений. Используются для изготовления вентиляционных и водосточных труб и дымоотводов. Вальцы EV выполняют одновременно стопорное ребро и гофрирование;
- BC — загибают кромки на деталях плоской формы для отбортовки элементов воздуховодов прямоугольного сечения, используются при изготовлении заглушек круглой формы;
- KA — в набор входят четыре ролика (две пары) для соединения патрубков круглого сечения с дальнейшей точечной сваркой. Выполняют соединение с нахлестом от 8 до 12 мм, используются при изготовлении небольших серий воздуховодов и дымоотводов;
- BS, F — выполняют двойной фальц вертикального замка с высотой отбортовки от 4 до 12 мм, она подбирается с учетом толщины материала;
- BB — выполнение отбортовки кромок врезок различной формы, включая тройники, а также для загиба короткого фальца вертикального замка;
- KB — осаживание вертикального замка. Фальцы замка выполняются на вальцах ВВ, ВS и F. Они применяются для соединения отводов и переходов вертикальных фальцев, деталей водосливов и воздухоотводов;
- BD — выполняют отбортовку кромок труб круглого сечения большой длины;
- ZB, ZA — закатывают по кромке трубы проволоку. Предварительно кромка подгибается на роликах V. Эта процедура необходима для увеличения жесткости труб из тонких листов металла, она производится исключительно на зигмашинах;
- AV — сопряжение врезок в вентиляционные заготовки винтовым способом, обеспечивает герметичность;
- DIN 71550 — выполняет полукруглые ребра на заготовках труб небольших поперечников для крепления гибкого шланга. Минимальный поперечник трубы составляет 1 см, работает по любым видам металла. Такой тип вальцов совместим не со всеми типами оборудования;
- M — выполняют отрезание заготовок труб по поперечнику. В комплекте с держателем из листов вырезает кольца.
Конструктивные особенности и назначение
Основную функцию станка – зиговку, которая являет собой процесс нанесения на металлическую заготовку специальных углублений, устройство может качественно выполнять благодаря особенной конструкции. Наличие зиговки на поверхности даже очень тонкого листового металла способно сделать его гораздо прочнее. Главное в этом случае правильно подобрать параметры углубления создаваемого устройством.

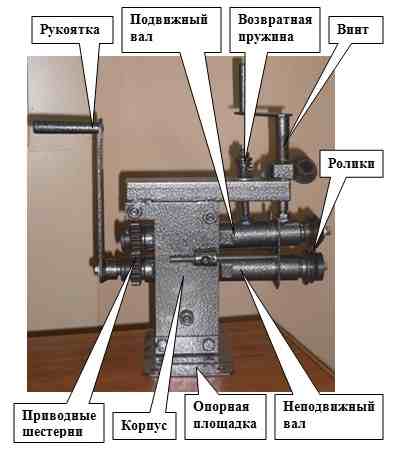
Кроме обычной зиговки, современные станки подобного типа способны выполнять и ряд других функций – резку, бортовку, создание рельефа на поверхности заготовки. Чем мощнее привод у станка, тем более сложную и качественную работу он способен выполнять. Несмотря на отличия в приводной системе, большинство зиговочных станков имеют сходное строение, в которое входят: нижний и верхний вал, ролики, основу, винт регулировки, рукоятку управления, шестерни.










Принцип работы зиговочного станка состоит из следующих ключевых моментов:
- Оператор размещает заготовку между двумя роликами станка.
- Валы машины фиксируют деталь.
- Затем валы приводятся в движение.
- В ходе вращения этих механизмов, закрепленная заготовка тоже начинает свое движение. Рабочие ролики обладают необходимыми выступами, которые углубляются металлическую заготовку на заданную глубину.
Преимущества
Независимо от типа зиговочного оборудования все они обладают своими преимуществами, которые позволяют проводить необходимые работы с высоким уровнем качества. К ним относится:
Если взять ручную зигмашину, то она экономная, поскольку не требует никаких финансовых затрат, кроме физической силы
Также ее мобильность позволяет производить работы в удобном для этого месте без использования электроэнергии.
Кроме этого, небольшие габариты механизма позволяют использовать минимальное количество площади для ее размещения.
При ее помощи можно изготовлять различные рифления на поверхности листового металла качественно, тем самым повышая его прочность.
Что касается стационарных зиг станков, то они также не занимают много места, но отсутствует мобильность такого оборудования.
Непосредственно одним из достоинств считается тот факт, что при помощи зиговки можно соединять детали изделий без использования сварки или других подобных способов.
Качество производимых изделий соответственно выше, и что немаловажно можно использовать материал более твердой структуры, но обладающего достаточно высокой пластичностью, что, в свою очередь, позволяет проводить работы без повреждения листового материала.
Помимо этого, повышается эстетический вид изделия.. В любом случае такое оборудование позволяет изготовить детали с необходимым рифлением, особенно если учесть, что на сегодняшний день разновидностей зигового нанесения рельефа на листовой материал имеется большое количество. В любом случае такое оборудование позволяет изготовить детали с необходимым рифлением, особенно если учесть, что на сегодняшний день разновидностей зигового нанесения рельефа на листовой материал имеется большое количество
В любом случае такое оборудование позволяет изготовить детали с необходимым рифлением, особенно если учесть, что на сегодняшний день разновидностей зигового нанесения рельефа на листовой материал имеется большое количество.
Что касается недостатков, то единственным из них является то, что при выполнении ручной зиговки листового металла потребуется прилагать достаточно много физического труда, но это никаким образом не влияет на качество выполняемой работы.
Основные назначения зиговочного оборудования
Подобные станки по своему назначению применяются для работ, связанных с жестяными материалами, что имеют цилиндрическую форму. Поэтому его очень часто используют для увеличения прочности металлического изделия, в качестве соединительного профиля, а также применяется в виде обработки кромок листового металла. Помимо этого, его используют:
- В производстве цилиндрических изделий в виде вентиляционных и водоливных труб.
- С его помощью на металлических изделиях из тонкого железа делаются специальные замки, что позволяет с легкостью соединять различные железные детали без применения сварочной аппаратуры.
- В производстве теплоизоляции трубопроводов.
- Часто употребляют в обработке обечаек.
- В кровельных работах для резки и развальцовки водосточных труб.
- В производстве фасонных частей вентиляции.
- Также применяется в процессе изготовления комплектующих деталей для водосточных систем.
Но наибольшее распространенное применение зиг станков является процесс гофрирования тонколистного материала, что имеет цилиндрическую форму.
Классификация зиговочного оборудования по типу привода
Наиболее простой как по своей конструкции, так и по принципу действия, является зиговочная машина ручная. Все манипуляции с таким оборудованием, как следует из его названия, осуществляются вручную. К таким манипуляциям, в частности, относятся: прижим валов с рабочими роликами, для чего используется специальная рукоятка, расположенная в верхней части устройства; прокручивание роликов вместе с зажатой между ними заготовкой: такое действие также выполняется посредством специальной рукоятки рычажного типа.
Для эффективного использования зиговочного станка простейшего ручного типа требуются определенные навыки и сноровка, так как его оператору необходимо одновременно крутить рукоятку и удерживать обрабатываемую заготовку в требуемом положении, тем самым задействовав обе руки. Ручная зиговочная машина по причине невысокой мощности установленного на ней привода может использоваться для обработки листовых заготовок, толщина которых не превышает 1,5 мм.

Ручной зиговальный станок подходит для периодического использования в домашней мастерской
Более мощной, производительной, но и более дорогой по своей стоимости является зиговочная машина с электроприводом. Такие зиг машины правильнее всего относить к оборудованию электромеханического типа, так как в их конструкции присутствует и ручной механический привод, который обеспечивает сжатие листовой заготовки между рабочими роликами. За счет электрического привода такого оборудования происходит вращение рабочих роликов и, соответственно, вращательное движение обрабатываемой заготовки.
Включение и отключение электрического привода машины осуществляется посредством ножной педали, благодаря чему обе руки оператора всегда остаются свободными для выполнения манипуляций с обрабатываемой деталью. Наличие электрического привода, которым оснащены подобные зиговочные станки, как уже говорилось выше, значительно повышает их производительность, что дает возможность успешно применять эти машины для оснащения предприятий, производящих металлопродукцию крупными сериями. Кроме этого, мощность такого станка позволяет применять его для обработки заготовок из листового металла, толщина которого доходит до 5 мм.

Электромеханические зиговальные машины, как правило, могут оснащаться дополнительными приспособлениями для обработки заготовок сложной конфигурации
Зиговочные машины могут оснащаться и гидравлическим приводом, который еще больше увеличивает мощность оборудования. Технические возможности подобных машин позволяют успешно использовать их для обработки листового металла даже достаточно значительной толщины. Гидравлический привод зиговочного оборудования данного типа отвечает за прижим рабочих роликов к поверхности заготовки, а их вращение и, соответственно, движение обрабатываемой детали обеспечивает приводной механизм электрического типа. Несмотря на все преимущества, которыми отличаются гидравлические зиговочные машины, имеют они и недостатки: большие габаритные размеры и значительную массу, поэтому такое оборудование в основном используют крупные производственные предприятия.





