Клеймо
Клейма располагают на средней линии листа вдоль прокатки.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сваренного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика наружной стороны шва, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке. Если сварные соединения выполнялись несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков, участвовавших в его выполнении.
Клеймо наваривается на расстоянии 40 – 60 мм от сваренного стыка.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварнос о шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны чере. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны шва, в знаменателе – с внутренней.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика, выполнившего шов с наружной стороны, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Клейма ставятся с наружной стороны.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской или электрографом, и указывается в паспорте сосуда.
Клеймо ( диаметром 12 мм с изображением букв Пм), удостоверяющее проверку пористой массы.
| Разные требования. |
Клеймо должно быть завода-изготовителя или электротехнической лаборатории.
| Полуавтомат модели МФ75. |
Клейма изготовляют слесари с помощью штихелей, пуансонов ( обратников), напильников и надфилей. Разница состоит лишь в том, что на пуансоне буквы и цифры имеют изображение не рельефное, а углубленное и зеркальное. На одном конце заготовки пуансона опиливают скосы под углом 30, оставляя припуск на обработку, а затем надфилями обрабатывают контур выступов внутри цифр и букв. Сырые заготовки пуансонов проверяют на алюминиевой пластинке.
Клеймо ставится на нерабочей части пластинки. Применение пластинок без клейма или самодельных, а также установка вместо одной двух и более пластинок запрещается.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны шва, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Не могу себя найти в НАКС, что следует предпринять?
Иногда при запросе система не выдает результатов. Вариантов отказа может быть несколько:
- неточность в наборе букв или цифр;
- сбой в системе, но это достаточно редкое явление.
В обоих случаях следует повторить запрос, но если попытки снова неуспешны, значит нужно обращаться за разъяснениями в центр НАКС – по месту вашей аттестации. Возможно, там просто забыли внести необходимые данные в реестр или имеются иные обстоятельства.
Следует также учитывать, что сразу после прохождения лицензирования и получения по его итогу личного удостоверения в реестре НАКС сварщиков найти себя по фамилии не получится
. Все сведения из сертификата, в силу человеческого фактора, могут отмечаться в автоматизированной базе в течение двух недель. Обращайтесь к работодателям, когда уверены, что сведения в реестре уже присутствуют, чтобы не разбираться – подлинные ли у вас документы.
Где и когда нужно ставить
По правилам ФНП от 8 октября 2014 года при работе на опасных производственных объектах (ОПО) клеймо ставится возле каждого шва, если толщина соединяемых деталей больше 6 мм. К ОПО относят несущие металлоконструкции, грузоподъемные механизмы, оборудование, работающее под давлением, трубопроводы для перекачки агрессивных веществ и т. д. При сварке арматуры и деталей толщиной меньше 6 мм ставить оттиск необязательно.
Постановка клейма не должна сопровождаться образованием наклепки, подкалки, истончением металла. Код на оттиске должен легко читаться до конца срока службы объекта. Сведения об отпечатках заносят в журнал учета сварочных работ и протокол испытания соединений.

Сварщик обязан оставлять оттиски на местах, указанных в технической документации объекта. Если таких данных нет, клеймо проставляют на расстоянии не меньше 40 мм от шва. Когда сварочные работы выполнены одним мастером достаточно одного отпечатка на месте, удобном для осмотра.
Если работа проводилась несколькими сварщиками, каждый указывает свой код возле начала и конца соединений.
При выполнении двухсторонних швов на сложных объектах клеймо проставляют на наружной стенке. При сварке разными мастерами отпечаток делают как обыкновенную дробь. В числитель ставят код сварщика, выполнившего наружный шов, в знаменатель ответственного за внутренний.
На кольцевом шве делают не меньше двух оттисков, один около точки пересечения с продольным соединением. Места клеймения заключают в рамку из несмываемой краски яркого цвета. На кольцевых швах большой протяженности отпечатки ставят через каждые 2 м.
Как добиться попадания в реестр?
Попадают в реестр только после прохождения процедуры сертификации в расположенных практически по всей стране аттестационных центрах, которые аккредитованы при НАКС. Она включает тестирование на знание теории и демонстрацию имеющихся навыков по выбранному сварщиком конкретному виду сварки, группе техоборудования и виду выполняемых сварочных работ.
Весь набор профессиональных знаний, который требуется для выполнения всех нормативов переаттестации, специалист может получить в ходе самостоятельного изучения или после обучения на курсах повышения квалификации в учебных центрах, созданных для отработки узкоспециальных навыков, при НАКС.
Обучающие программы агентства составляются с учетом базовой подготовки аттестуемого сварщика и его профспециализации.
После успешной сдачи экзаменов сварщик получает на руки два документа:
- Собственно само аттестационное свидетельство НАКС.
- Заверенный подписями членов аттестационной комиссии протокол.
Сертификат признается действующим только при существовании сведений о нем в реестре НАКС.
Документы для прохождения
Для того, чтобы сварщик смог выйти на аттестационные мероприятия, ему необходимо заранее предоставить в центр НАКС следующий комплект бумаг:
- заявление от своего имени или от организации, где он работает;
- медсправку;
- дипломы об имеющемся образовании и свидетельства о пройденной профильной подготовке по сварке;
- выписку из трудовой книжки, свидетельствующую о накопленном опыте;
- засвидетельствованные акты проверки знаний нормативов техники безопасности;
- несколько фотографий.
Поиск аттестованных сварщиков
После введения указанных выше данных открывается окно, где система требует подтвердить, что вход осуществил не робот — выполните задание по выбору представленных картинок и нажмите окно с надписью «Я не робот». Затем нажимайте клавишу Фильтр, после чего система откроет все данные реестра, если у вас распространённая фамилия, то введите дополнительно полностью имя и отчество, а не только инициалы, адрес центра выдачи удостоверения и даты сдачи экзаменов. На вывод любых данных в каталоге НАКС нет ограничений.
Клавиша с надписью «Подробнее» открывает список допусков, которые имеет обладатель удостоверения, например, к нефтедобывающему производству или эксплуатация оборудования для котельных. Поэтому найти себя в НАКС по личному клейму или фамилии в реестре довольно просто, при этом становится доступной информация о сроках действия выданного удостоверения, полученный разряд и занимаемая должность.
Самостоятельно изменить имеющуюся в реестре информацию или добавить недостоверные сведения — невозможно.
Требования к заводской табличке
4.1. На каждом котле, автономном пароперегревателе и экономайзере предприятием-изготовителем должна быть прикреплена заводская табличка по ГОСТ 12971 с маркировкой паспортных данных, нанесенных ударным или другим равноценным способом.
(Измененная редакция, Изм. N 2).
4.1.1. Маркировка на паровых котлах должна содержать следующие данные:
наименование, товарный знак и при необходимости местонахождение (город) предприятия-изготовителя;
обозначение парового котла по ГОСТ 3619, парового энерготехнологического котла по ГОСТ 22530;
номер котла по системе нумерации предприятия-изготовителя;
номинальную паропроизводительность в т/ч;
рабочее давление в МПа (кгс/см2);
номинальную температуру пара в °С.
(Измененная редакция, Изм. N 1, 2).
4.1.2. Маркировка на водогрейных котлах должна содержать следующие данные:
наименование, товарный знак и при необходимости местонахождение (город) предприятия-изготовителя;
обозначение котла по ГОСТ 21563;
номер котла по системе нумерации предприятия-изготовителя;
номинальную теплопроизводительность в МВт (Гкал/ч);
рабочее давление на выходе в МПа (кгс/см2);
номинальную температуру воды на выходе в °С.
4.1.3. Маркировка на автономном пароперегревателе должна содержать следующие данные:









наименование, товарный знак и при необходимости местонахождение (город) предприятия-изготовителя;
номер пароперегревателя по системе нумерации предприятия-изготовителя;
номинальную паропроизводительность в т/ч;
рабочее давление на выходе в МПа (кгс/см2);
температуру пара на выходе в °С.
4.1.4. Маркировка на автономном экономайзере должна содержать следующие данные:
наименование, товарный знак и при необходимости местонахождение (город) предприятия-изготовителя;
номер экономайзера по системе нумерации предприятия-изготовителя;
номинальный расход воды в т/ч;
рабочее давление на выходе в МПа (кгс/см2);
температуру воды в °С.
4.2. На днищах барабанов или на корпусах котлов, а также на коллекторах должны быть нанесены клеймением следующие данные:
наименование и товарный знак предприятия-изготовителя;
заводской номер изделия;
расчетное давление в МПа (кгс/см2);
расчетная температура стенки в °С и марка стали (только на коллекторах пароперегревателя). Места размещения указанных данных выбирает предприятие-изготовитель и указывает их в инструкции по монтажу и эксплуатации.
4.1.2-4.2. (Измененная редакция, Изм. N 2).
4.3. Табличка предприятия-изготовителя должна быть закреплена заклепками или при помощи сварки и поддерживающей пластины, которая должна быть надежно прикреплена к корпусу или металлоконструкциям котла, пароперегревателя или экономайзера.
4.4. Табличка предприятия-изготовителя должна быть изготовлена из металлов, устойчивых к воздействию окружающей среды. Табличка должна быть хорошо видна.
4.5. На табличке предприятия-изготовителя должно быть поставлено клеймо ОТК.
Как и где получить клеймо
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, — процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства.
Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя.
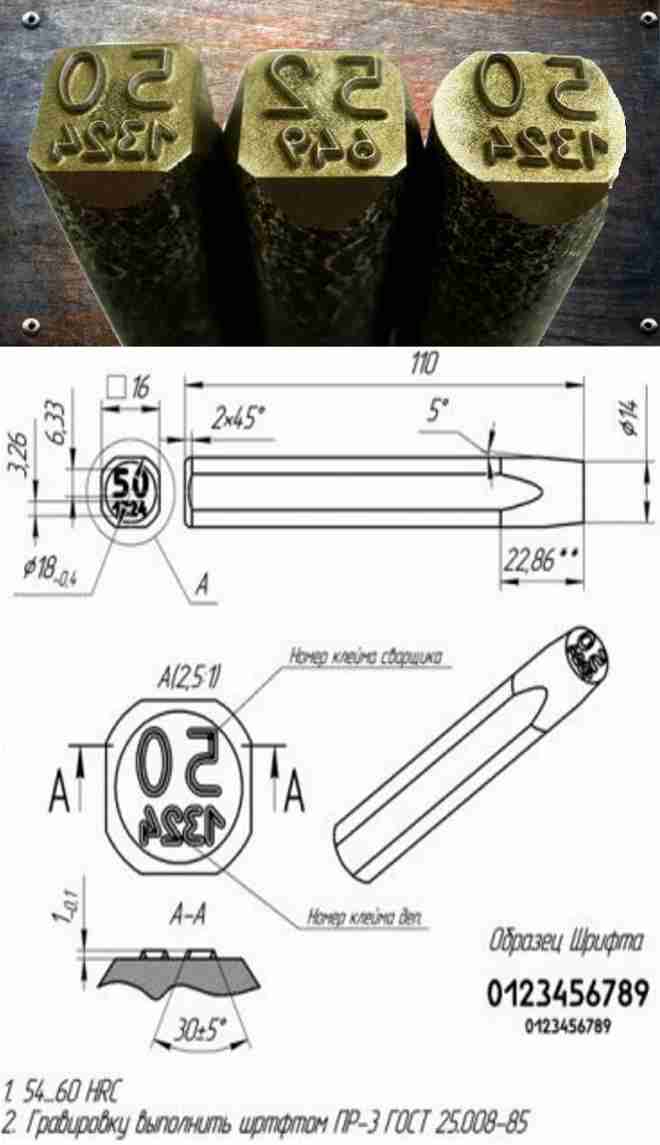
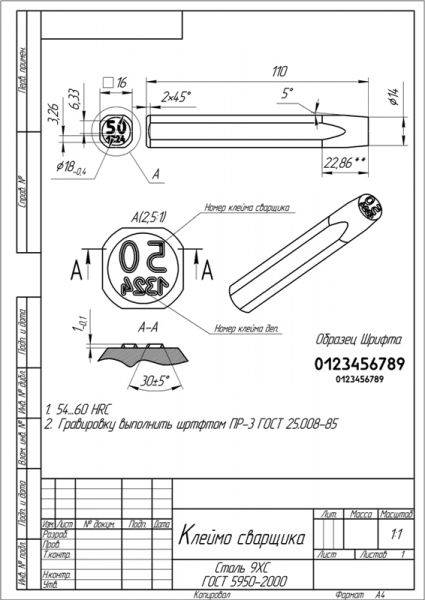
После документального утверждения шифра работнику, организация должна предоставить ударные клейма. В некотрых случаях, в качестве идентификации применяются первые буквы фамилии или цифры, однако чаще всего шифр генерируется автоматически на основе данных ФИО сварщика и даты рождения, не изменяясь при продлении, прохождении аттестации или перемене способа сварки. Существует несколько вариантов исполнения клейма сварщиков: числа в две строки без рамки, числа в две сроки с рамкой, числа в ромбе, квадрате, равностороннем треугольнике и без них.
Все символы имеют высоту шрифта от 3-х до 5 мм.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года.
КЛЕЙМО СВАРЩИКА
Мы предлагаем изготовление по вашему индивидуальному чертежу или эскизу клейма сварщика для маркировки сварных швов и металлоконструкций. Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC. На одной стороне стержня гравируется зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара.
После нанесения изображения на рабочую часть клейма сварщика следует его закалка в высокотемпературной производственной печи, после чего клеймо готово к работе. В результате удара на изделии остается прямое рельефное изображение.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом 25726-83, должно содержать в себе буквы и цифры, размерами около 6 мм.
Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
Вид и шифр
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество.
Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера. Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Для чего нужно клеймо
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом.
Клеймо сварщика
Мы предлагаем изготовление по вашему индивидуальному чертежу или эскизу клейма сварщика для маркировки сварных швов и металлоконструкций. Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC.
На одной стороне стержня гравируется зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. После нанесения изображения на рабочую часть клейма сварщика следует его закалка в высокотемпературной производственной печи, после чего клеймо готово к работе.
В результате удара на изделии остается прямое рельефное изображение.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом 25726-83, должно содержать в себе буквы и цифры, размерами около 6 мм.
Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Что зависит от журнала сварочных работ
ЖСР – это один из видов исполнительной документации, обязательный при строительстве объекта. Его должны вести все строительные и промышленные предприятия. В первую очередь, такой документ необходим самой организации, которая занимается возведением объекта. Ведение журнала помогает избежать различных санкций со стороны государства. Документ подлежит регистрации в государственном строительном надзоре, если он предусмотрен для объекта, на котором проводятся сварочные работы.
Если предприятие пренебрегает правилами и не ведет указанный журнал, то государственные проверяющие органы могут подвергнуть его серьезным взысканиям. Когда обнаруживают, что беспорядочное ведение документа или его полное отсутствие является виной конкретного сотрудника, его могут наказать вплоть до увольнения.
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Приказ на сварщика образец
Далее по тексту необходимо указать:
- фамилию, имя, отчество и текущую должность работника;
- название подразделения и новой должности, на которую переводится работник;
- дату начала, срок, условия работы и оплаты труда в новой должности;
- основание перевода (вид, мотив).
Например: ПЕРЕВЕСТИ Николаева Сергея Кирилловича слесаря 4-го разряда цеха № 45 механиком гаража с 17 июля 2000 г.
со сдельной оплатой труда на время реконструкции цеха № 45, ст.
27 КЗоТ. Госкомстата России от 24.03.1999 № 20).








- представитель службы охраны труда предприятия.
Состав комиссии утверждается приказом по предприятию.1.7. В случае временного перевода, не всегда получается определить его точную дату окончания. Тепловые сеты 8 СНиП 3.05.05-84 Строительные нормы и правила.
Образец — сварная деталь, которая используется для испытаний.1.3.8. Проба — часть образца, которая используется для проведения разрушительного испытания.1.3.9.
Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито.
Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории
Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории
А если сотрудники работали во вредных условиях труда, то все 75. Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории.
(регистрационный № 87858).
- назначить лицом, ответственным за производство работ в организации — указать наименование, должность и ф.и.о.
- ответственному лицу за производство работ:
- организовать работы (описать их характер) в соответствии с нормативными требованиями.
- допустить к производству работ (описать тип) работников, которые прошли обучение, имеют соответствующий опыт и ознакомились с инструкциями безопасности.
- в конце фраза: «контроль за исполнением составленного приказа оставляю за собой». ниже слово «директор», ф.и.о. и подпись.
образец оформления приказ о назначении за производство работ образец — скачать.
Присвоить им личные клейма, такие-то и такие-то, для идентификации и Приказ лучше по предприятию, но можно и поцеху (тут зависит от. Минюстом России 66 мая 7569 г.
Если Вы заметили сообщение, которое, возможно нарушает закон или правила форума, пожалуйста, напишите нам Сварка является самым распространенным средством соединения металлических конструкций. Особенно широко сварка используется в машиностроении и строительстве. Очевидно, что работник, у которого есть документы сварщика всегда может найти работу.
Более того, работодатель будет ценить того, у кого есть аттестат сварщика . Также и среди соседей человек, у которого имеется свидетельство сварщика или удостоверение газорезчика. будет уважаем. Itak, zakonchiv rabochuyu nedelyu, my sobralis v put.
Dobiralis poezdom. Колягин 10 класс
Споры между сторонами, возникающие при исполнении договора, рассматриваются в порядке, установленном действующим законодательством Российской Федерации.
Личное клеймо сварщика — как присваивается, где ставится
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Для чего необходимо
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие.
Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу. Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно.
В случае выявления каких- либо дефектов сварки или брака, по номеру оттиска определяется исполнитель, выполнивший работу с нарушениями.
С 8 октября 2104 г. вступили в силу ФНП «Сварка на ОПО», регламентирующие жесткие требования безопасности при сварке на опасных производственных объектах. Благодаря этим поправкам в законодательстве, появилась единая база предоставления сведений о сварщиках, в которой отражаются :
- должность работника;
- дата аттестации;
- шифр клейма;
- разряд;
- вид деятельности;
- область аттестации.
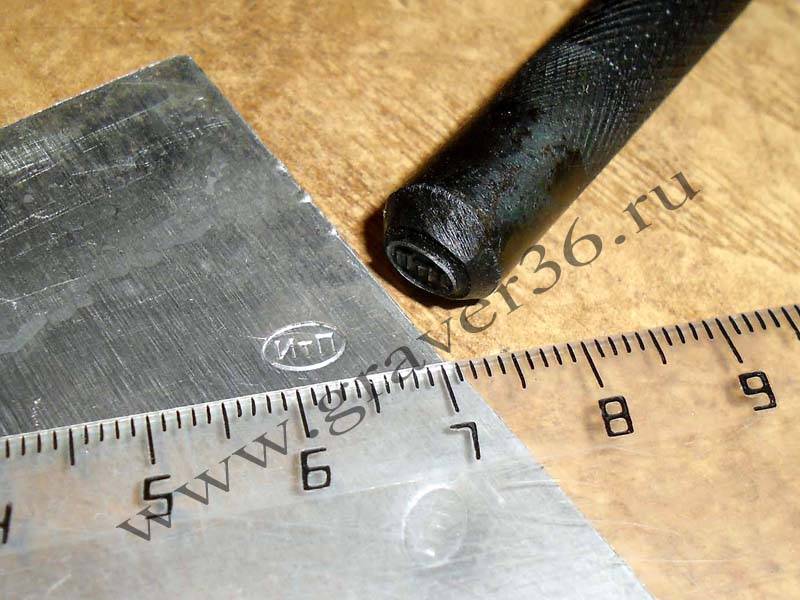
Что представляет из себя
Форма и геометрические размеры клейма сварщика в соответствии с ГОСТом
Клеймо изготавливается в соответствии с ГОСТ 25726-83 и представляет из себя ручной инструмент в виде металлического стержня, выполненного из инструментальной стали прочностью 50-60 HRC. На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
Как получить
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.Рекомендуем! ТОП-6 бытовых моделей инверторных полуавтоматов
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя. приказа о присвоении клем сварщикам
Образец приказа на присвоение личного клейма сварщику
Где и когда ставится
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все сварные соединения толщиной стенки более 6 мм.
Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ — все те участки, где имеются повышенные требования к надежности и безопасности.
Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
Оттиск клейма рядом со сварочным швом трубопровода
Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции. В соответствии п. 4.10.5 ГОСТ 23118-2012 и п
1.3.21. РД 34.15
4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15
В соответствии п. 4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.
132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации.
При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва.
Как попасть в реестр НАКС?
Для того, чтобы попасть в реестр, необходимо пройти обучение в авторизованном научно-техническом центре при НАКС, либо окончить специальные курсы, желательно официальные. Далее идет сдача экзамена, то есть, прохождение тестов и практического занятия.
Сертификация в НАКС – мероприятие серьезное. Нужны официальные документы, подтверждающие образование и стаж. Необходима медицинская справка со всеми допусками. Нужно пройти профильную подготовку.
На экзаменах всегда присутствует комиссия, с обязательным человеком из Ростехнадзора.
С нуля на НАКС бесплатно можно выучиться, например, через основные курсы с центра занятости населения, а дальше от предприятия (некоторые заинтересованы в повышении квалификации своих сотрудников).
Что же это такое?
Реестр НАКС сварщиков позволяет быстро узнать по личному клейму, кто сварил данную конструкцию, т. к. данные прошедшего курс переподготовки в аналогичных центрах, заносятся в компьютерную базу агентства. Подобное правило введено совсем недавно, а сделано это для того, чтобы быстро отыскать виновника брака и наказать за некачественно выполненное задание. После окончания курсов сварщики получают личное удостоверение, данные которого заносятся в реестр НАКС ЭДО (Электронный Документооборот). При возвращении к профессиональной деятельности на производстве, окончившие курсы имеют право на получение более ответственных заданий и повышения заработной платы. Для этого надо представить руководству документ о повышении квалификационного разряда.







Центры НАКС проводят три основных вида аттестации:
- Первичная.
- Повторная подготовка, которая проводится для повышения уровня сварщика после отработки на производстве определённое количество лет.
- Внеочередная переподготовка — необходима, когда исполнитель по каким–либо причинам не выполнял обязанности в течение полугода или руководство сомневается в квалификации сварщика.
Цель аттестации — проверка готовности предприятия к выполнению сварочных работ и подтверждение квалификации исполнителей, имеющих допуск к сложным видам сварки.
Т. И. Кирюшкин, образование: колледж по подготовке сварщиков, специальность: сварщик шестого разряда, опыт работы: с 2003 года: «Сертификат центра НАКС необходим каждому сварщику, потому что только такое удостоверение даёт право на проведение ответственных операций по прочному соединению конструкций из металла».
Область проведения
На предприятиях должно эксплуатироваться только исправное сварочное оборудование, которое обеспечивает технологические параметры согласно установленному ГОСТу, поэтому и проводятся периодические проверки комиссиями НАКС, которые инспектируют:
- импортную технику для сварочных процессов;
- оборудование, впервые эксплуатируемое на предприятии;
- сварочное оборудование, впервые проходящее аттестацию.
Тщательно проверяется комплектация и соответствие оборудования требованием нормативных документов. Для нового оборудования аттестация действует в течение трёх лет, а для изделий, находящихся в эксплуатации более 6 лет — не более 18 месяцев. Каждый объект проверки должен иметь журнал учёта технического состояния, куда записывается информация о проведённых проверках, ремонте и перемещениях в пределах данного производственного комплекса. Кроме главенствующей организации, занимающейся аттестацией в области сварочных работ, НАКС проводит консультативное и методическое обслуживание предприятий, имеет право сформировывать и направлять в нужное русло техническую деятельность САСв или Системы Аттестации сварщиков, а также следить за соблюдением технологического процесса сварки на вверенных для надзора предприятиях. Выдаваемые документы и сертификаты от НАКС являются гарантом качества и высокого профессионализма исполнителей.
Шифр клейма сварщика по НАКС – ccm-msk.com

Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Клеймо сварщика. Где и зачем ставится?
Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика.
В целом, приказ Федеральной службы по экологическому, технологическому и атомному надзору, направлен на усиление качества работы, сведение к минимуму всевозможных нарушений при работе с тяжёлыми металлическими конструкциями на опасных производственных объектах
При этом большое внимание в ФНП «Сварка на ОПО» уделено именно идентификации работника, который выполнил сварочные мероприятия
Документы для прохождения
Чтобы попасть в число претендентов на повышение квалификации в центре НАКС надо подготовить следующий пакет документов:
- заявка именная или от руководства предприятия;
- документы об образовании сварщика или же смежных профессий;
- заверенное свидетельство о специальной подготовке по указанной профессии;
- подробная информация о стаже работы в сфере использования сварочных работ или выписка из трудовой книжки, заверенная начальником отдела кадров предприятия или организации;
- копии документов о сдаче нормативов по технике безопасности проведения сварочных работ;
- справка 086/у о состоянии здоровья;
- квитанция об оплате услуг центра.
После этого происходит зачисление в состав группы для получения теоретических знаний и практики сварочных работ разной сложности, что зависит от уровня подготовки, с последующей сдачей экзаменов и проверке полученных навыков по выбранной профессии. По окончании учёбы выдаётся номерное удостоверение, в котором делаются запись о присвоении очередного разряда, указывается допуск к видам сварки и многое другое.
В интернете периодически появляются предложения купить документ о присвоении определённой квалификации сварщика НАКС, но важно помнить, что эти подделки не пройдут официальной проверки в реестре системы