Необходимость зачистки сварных швов
Заключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов. Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки
Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного места
Как зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.

Многие отмечают экономичность данного метода, и это подтверждённый факт.
Зачистка сварных швов будет выполнена профессионально, если правильно подобрать шлифовальный круг.»
Химическая чистка соединения
Как показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.
Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
Зачистка сварных швов методом травления.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.

В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.

С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.
Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.
Но цель одна: привести рабочий элемент в состояние полной готовности
Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
Разновидности
Борфрезы по металлу используются при обработке металла. Если с формой оснастки всё понятно, то выбрать материал, из которого она изготовлена, труднее. Чтобы не ошибиться, нужно изучить общую информацию о том, из чего могут изготавливаться борфрезы.
 Разновидности борфрез по металлу
Разновидности борфрез по металлу
Из углеродистой стали
Самый распространённый вид насадок для электродрелей, применяющихся при обработке металлических поверхностей. При их изготовлении используется дешёвый, доступный материал, который обуславливает низкую цену за готовую оснастку. Преимущества:
- низкая цена;
- широкий выбор форм.
Недостатки:
- качество значительно хуже, чем у других материалов;
- недолговечность;
- низкое качество.
Рабочая часть, изготовленная из углеродистой стали, быстро стачивается при активной работе.
С алмазным напылением
Борфрезы по металлу с алмазным напылением используются для проведения многих работ. Преимущества:
- Используются для обработки металлических поверхностей, стекла, керамики.
- Алмазное напыление наносится на оснастку для бормашинок, граверов. С их помощью проводят ювелирные работы.
- Высокая точность выполняемых работ.
К недостаткам фрез с алмазным напылением можно отнести высокую стоимость. После работы с таким видом оснастки на обрабатываемой поверхности незаметны результаты вращения борфрезы.
Абразивный инструмент
Представляет собой абразивный материал, который закрепляется на рабочей части фрезы. Она может быть любой формы, размера. Лучшим абразивным материалом для изготовления такого вида оснастки является электрокорунд. Борфрезы с абразивом используются для обработки дерева, металла, стекла, керамики.
 Электрокорунд
Электрокорунд
С твердосплавной головкой
Задача этого вида оснастки — обработка чугуна, легированной стали, сплавов на основе титана. Преимущества:
- возможность обрабатывать любые виды металлов;
- долговечность, износоустойчивость.
К недостаткам этих борфрез по металлу относят высокую цену. Их устанавливают на оборудование высокой мощности, чтобы добиться максимальной производительности, точности.
Как правильно пользоваться?
После покупки шарошки по металлу нельзя бездумно браться за работу. Нужно учитывать ряд правил, которые помогут продлить долговечность оснастки, сохранить целостность обрабатываемой детали:
- Перед тем как запускать дрель или двигатель оборудования нужно закрепить заготовку, продумать план работ, чтобы не останавливаться во время обработки.
- Выбирать электроинструмент с большим запасом мощности.
- При запущенном двигателе нельзя притрагиваться к рабочей поверхности хвостовиком. Это может спровоцировать поломку оснастки.
- Категорически запрещается давить на инструмент сверху. Борфреза сломается от повышения нагрузки.
- Чтобы увеличить долговечность фрезы, нужно использовать специальные смазки. Они улучшают скольжение, охлаждают рабочую зону.
- Перед началом работы необходимо проверять целостность хвостовика и рабочей головки. При наличии сколов, трещин, неровностей на режущей части её необходимо заменить.
Автослесари, кузнецы, жестянщики рекомендуют работать на максимальных оборотах дрели. Это позволяет улучшить параметры рабочего процесса, добиться лучшего результата. Высокие обороты позволяют снизить риск заклинивания фрезы в заготовке. Борфрезы по металлу — незаменимая оснастка, которая используется как в быту, так и на производстве. Бывают разные виды фрез






Классификация шарошек по материалу
- твердые сплавы;
- углеродистые инструментальные стали;
- быстрорежущие стали;
- твердые абразивы;
- стали с алмазным напылением.
Кроме того, твердосплавные шарошки для повышения износостойкости покрывают специальными материалами на основе нитридов и углерода.
Твердосплавные
Для улучшения физических характеристик режущих кромок шарошек на их поверхности наносят специальные покрытия, снижающие усилие резания и повышающие износостойкость инструмента. В настоящее время в основном применяют покрытия на основе нитрида титана, каждое из которых, помимо прочего, окрашивает поверхность шарошки в определенный цвет. Самые распространенные материалы для таких покрытий:
- нитрид титана (желтый цвет);
- алюмонитрид титана (синий цвет);
- карбонитрид титана (серый цвет).
Для улучшения стружкоотвода при обработке вязких металлов (сплавы алюминия, латунь и пр.) применяют шарошки с твердым покрытием на углеродной основе (LTE), которое имеет темно-серый цвет.
Из углеродистых и быстрорежущих сталей
Необходимо также отметить, что быстрорежущая сталь обладает повышенной вязкостью, поэтому более устойчива к вибрации и изменениям твердости обрабатываемой поверхности в процессе обработки. В отличие от металлов фрезеровка мягких материалов производится с низкими скоростями резания. В этом случае использование борфрез из инструментальных и быстрорежущих сталей предпочтительнее, в том числе и по экономическим соображениям.
Абразивные
Абразивные шлифовальные насадки по своей форме в основном повторяют борфрезы, поэтому в обиходе такой инструмент получил название шарошка абразивная. В качестве основы в них используют керамические, эластичные и бакелитовые связки, а абразивными наполнителями, как правило, служат оксид алюминия и карбид кремния. Твердые насадки используют для зачистки литья и сварных швов, удаления старых покрытий, окислов и окалины, а также прямой и профильной выборки металла. Бакелитовые и эластичные насадки служат для очистки, грубой шлифовки и точного снятия припусков на изделиях из металла и других материалов. Конструктивно такой инструмент состоит из головки в форме цилиндра, сферы, конуса, капли и пр., которая напрессована на цилиндрический хвостовик из металла.
Назначение
Человечество много лет пользуется таким инструментом. Его постоянно пытались модернизировать. Однако конструкция такого приспособления не претерпела крупных изменений. Как и раньше, шарошка, или борфреза, состоит из двух частей: хвостовика для крепления в патроне, а также режущей части, выполняющей обработку детали.
Чтобы проводить технологические операции с помощью приспособления, применяют инструменты, способные создать скорость вращения шарошки около 60 000 об./мин. Использование борфрезы и ручного инструмента позволяет выполнять обработку и шлифование труднодоступных поверхностей.
Виды борфрез для работ по дереву
В качестве материала для изготовления борфрез, при помощи которых выполняется как резка по дереву, так и гравировка по металлу, пластику или камню, используется преимущественно металл. Для обработки более мягких материалов подходят инструменты, изготовленные из углеродистой стали. Для того же, чтобы выполнить резку изделий из древесины более твердых пород, необходимо использовать шарошки с алмазным напылением или с режущей частью из твердых сплавов.
Естественно, самыми недорогими являются борфрезы из углеродистых сталей, но и срок службы у них значительно меньше, чем у алмазного и твердосплавного инструмента. Твердосплавные шарошки не только отличаются повышенным ресурсом использования, но и позволяют эффективно обрабатывать древесину твердых пород, а также поверхность изделий, изготовленных из металла.
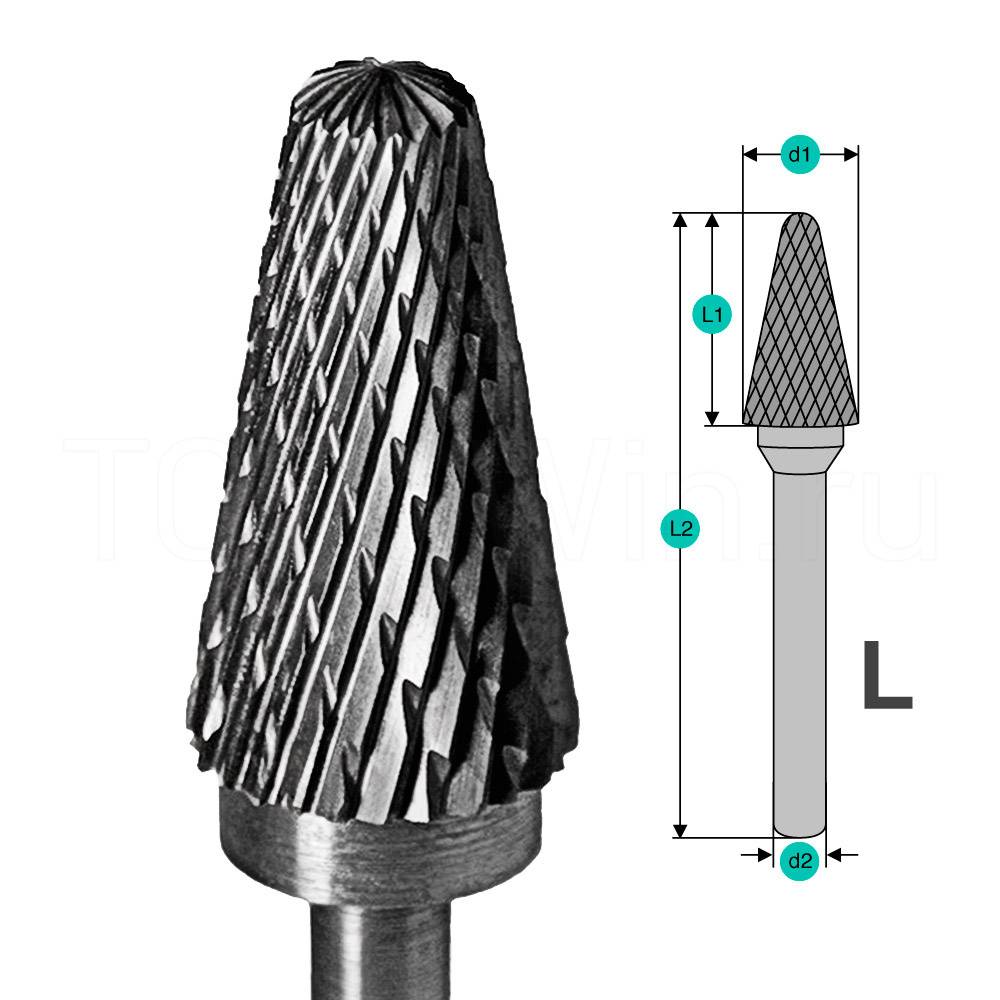
Геометрические параметры борфрезы
Любая борфреза вне зависимости от ее назначения состоит из двух основных элементов:
- хвостовика, при помощи которого инструмент фиксируется в используемом оборудовании;
- рабочей части, выполняющей основную работу.
Рабочая (или режущая) часть борфрезы по дереву может иметь различную конфигурацию. Именно форма режущей части и определяет профиль канавки, вырезаемой на поверхности обрабатываемого изделия.
Резчики по дереву используют борфрезы, режущая часть которых имеет коническую, овальную, полукруглую или круглую форму. Чтобы всегда иметь под рукой требуемый инструмент, лучше сразу приобрести набор шарошек, в котором собраны борфрезы различного размера и с разной формой режущей части. При этом лучше купить борфрезы от проверенного производителя: они прослужат намного дольше и позволят выполнять резку по дереву с более высоким качеством.
Фрезы по дереву выпускаются с разными зубьями, хвостовиками и финишними покрытиями
Начинающему резчику по дереву следует очень ответственно отнестись к мерам безопасности. Поскольку резка по дереву выполняется борфрезой, вращающейся с высокой скоростью, из зоны обработки во все стороны вылетают кусочки срезанного материала. Кроме того, нередки случаи, когда в процессе такой обработки ломаются не только режущие зубья инструмента, но и вся его рабочая головка. Такие ситуации типичны для использования некачественных борфрез. В связи с этим, чтобы защитить себя от травм, все процедуры по обработке изделий из дерева необходимо выполнять в защитных очках и перчатках.
Эксплуатация
Итак, приступая к работе, важно помнить о правильном выборе типоразмера для того рода обработки, которая предстоит – черновая, чистовая, сфера, плоскость и т. д
Не стоит, например, использовать сфероцилиндрическую борфрезу с крупной нарезкой для шлифовки внутреннего острого паза. Для этого лучше будет взять коническую с двойной насечкой.
Борфреза твердосплавная цилиндрическая с двойной мелкой насечкой сделает плоскость идеальной, а борфреза сферическая в этом случае может только испортить заготовку. Чем твёрже обрабатываемый металл, тем более мелким должно быть сечение борфрезы – это один из основных принципов работы.
Несоблюдение этого правила приведет к засаливанию канавок между зубцами борфрезы, перегреву инструмента, его быстрому износу и некачественному результату работы.
Чем меньше диаметр борфрезы, тем выше должна быть скорость вращения. С увеличением диаметра инструмента должно уменьшаться количество оборотов в минуту двигателя.
Использовать максимально допустимые скорости нужных режимов. Иначе биение, сколы, преждевременный износ зубьев гарантированы.
При зажиме хвостовика в патроне или цанге нужно оставлять свободным минимальный участок. Это уменьшает вибрацию и минимизирует риск облома хвостовика.
Необходимо помнить о правилах техники безопасности, защите органов зрения, слуха, кистей рук от возможных повреждений. Глаза — наиболее уязвимый орган и для их защиты нужно грамотно выбрать защитные очки.
Специальные маркировки ударостойкости на очках помогут правильно их подобрать.
Существующие обозначения механической прочности:
- S — высокая прочность;
- F — для отработанных частиц со скоростью 45 м/с;
- B — для отработанных частиц со скоростью 120 м/с;
- A — для отработанных частиц со скоростью 190 м/с.
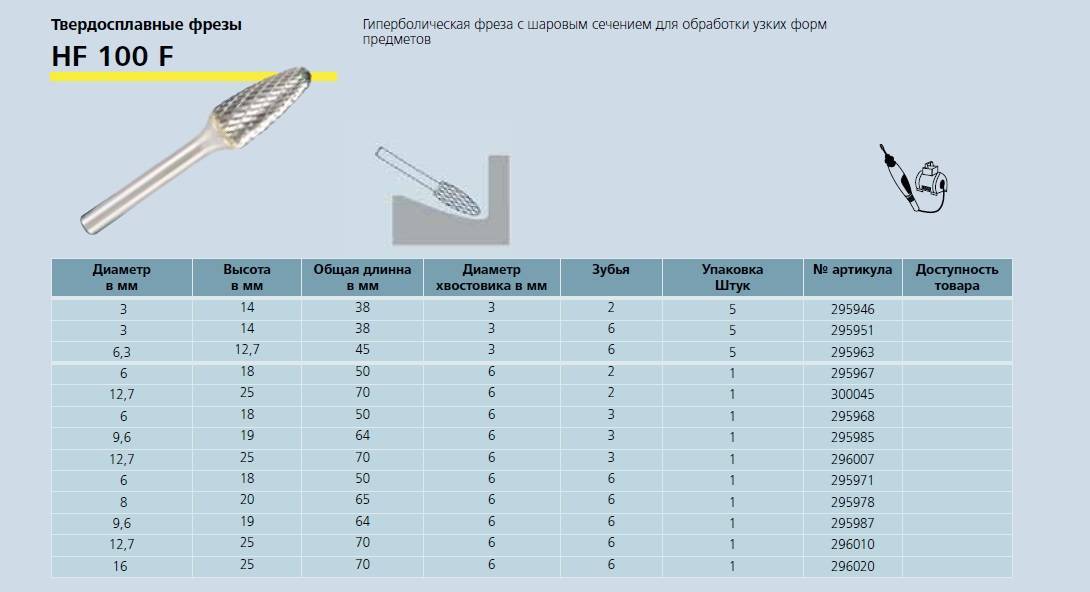
В нашем случае, при работе с борфрезами, скорость отлетающих частиц не выше 45 м/с, а значит, очков с литерой F будет достаточно.
Эксплуатация
Итак, приступая к работе, важно помнить о правильном выборе типоразмера для того рода обработки, которая предстоит – черновая, чистовая, сфера, плоскость и т. д

Не стоит, например, использовать сфероцилиндрическую борфрезу с крупной нарезкой для шлифовки внутреннего острого паза. Для этого лучше будет взять коническую с двойной насечкой.
Борфреза твердосплавная цилиндрическая с двойной мелкой насечкой сделает плоскость идеальной, а борфреза сферическая в этом случае может только испортить заготовку. Чем твёрже обрабатываемый металл, тем более мелким должно быть сечение борфрезы – это один из основных принципов работы.
Несоблюдение этого правила приведет к засаливанию канавок между зубцами борфрезы, перегреву инструмента, его быстрому износу и некачественному результату работы.
Чем меньше диаметр борфрезы, тем выше должна быть скорость вращения. С увеличением диаметра инструмента должно уменьшаться количество оборотов в минуту двигателя.
Использовать максимально допустимые скорости нужных режимов. Иначе биение, сколы, преждевременный износ зубьев гарантированы.
При зажиме хвостовика в патроне или цанге нужно оставлять свободным минимальный участок. Это уменьшает вибрацию и минимизирует риск облома хвостовика.
Необходимо помнить о правилах техники безопасности, защите органов зрения, слуха, кистей рук от возможных повреждений. Глаза — наиболее уязвимый орган и для их защиты нужно грамотно выбрать защитные очки.
Специальные маркировки ударостойкости на очках помогут правильно их подобрать.
Существующие обозначения механической прочности:
- S — высокая прочность;
- F — для отработанных частиц со скоростью 45 м/с;
- B — для отработанных частиц со скоростью 120 м/с;
- A — для отработанных частиц со скоростью 190 м/с.
В нашем случае, при работе с борфрезами, скорость отлетающих частиц не выше 45 м/с, а значит, очков с литерой F будет достаточно.
Правила использования шарошек для дрели
Ручной метод использования этих головок не позволяет обеспечить идеальное качество поверхности, которая остаётся неровной. Вдобавок к этому это негативным образом сказывается на самом инструменте, у которого зазубриваются края и в результате сокращается его эксплуатационный ресурс.





Появление ЧПУ позволило улучшить определённые характеристики. В первую очередь производители теперь могут выбирать желаемую частоту и глубину канавок, их концентричность, а также угол наклона. Все это позволило и увеличить срок службы насадки. Итогом этого стала возможность обеспечить более эффективный результат обработки.
Негативным моментом ручной обработки является повышенный износ рабочей части шарошки
Для увеличения срока службы инструмента важно в точности следовать правилам его эксплуатации
В первую очередь необходимо уделять внимание следующим моментам:
Важно добиваться наиболее полного взаимодействия между борфрезой и рабочей заготовкой. За счёт этого можно улучшить качество обработки
Однако во время подобной операции важно не допускать контактирования заготовки с хвостовиком инструмента, поскольку из-за этого может произойти перегрев, а это чревато разрушением припоя.
Необходимо избегать значительного давления на борфрезы. Если нагрузка на головку будет значительной, то это уменьшит скорость обработки. Ввиду повышенного давления инструмент начнёт перегреваться и в результате сократится срок его службы.
По мере необходимости нужно менять изношенные шарошки. Если головка достаточно износилась, то оператор вынужден оказывать всё большее давление на обрабатываемое изделие. И чаще всего это заканчивается повреждением не только самой насадки, но и пневмомашины.
Необходимо регулярно обрабатывать инструмент специальной смазкой, которая поможет избежать перегрузок и улучшит скольжение насадки. Для обеспечения лучшей работы желательно периодически опускать насадку в специальную смазку, в качестве которой обычно выступает синтетическое вещество или жидкий воск.
В процессе использования шарошки важно обеспечить высокую скорость обработки, что не только продлит срок службы инструмента, но и поможет избежать необязательных расходов. При работе в скоростном режиме уменьшается риск появления неровностей и заусенец на обрабатываемом изделии
Вдобавок к этому появляется возможность для свободной обработки пазов и углов рабочего металла. Также это позволяет свести к минимуму вероятность заклинивания борфрез. При выборе скорости рекомендуется ориентироваться на следующий показатель – 450–950 метров в минуту.
Этот параметр считается оптимальным для обеспечения эффективной работы пневмомашины. Точное значение определяют с учётом диаметра используемой насадки
Помимо этого, важно периодически проводить обслуживание воздухоподающих систем рабочего места. Если рабочая скорость будет грамотно подобрана, то это обеспечит качественный результат и ускорит обработку
Для работы с металлическими изделиями важно правильно подобрать инструмент для обработки, включая и используемые насадки. Именно поэтому рекомендуется и специалистам, и любителям применять такой тип инструмента, как шарошки для дрели
Помимо того, что они способны упростить подобную работу, появляется возможность и сократить время, необходимое на обработку рабочего металла.
Однако в любом случае необходимо первым делом подобрать подходящий тип насадки, где следует учитывать прочность материала, который планируется обрабатывать. Это главный параметр, который способен значительно повлиять не только на эффективность обработки металлического изделия, но и на срок службы инструмента.
Как выбрать гравер для работы вручную
Ручная гравировка на дереве занимает много времени, требует наличия:
- набора штихелей – стальных стержней с концами разной формы,
- пуансона для проведения пунктиров,
- лампы с линзой,
- приспособление под укладку заготовки,
- плоской подушечки с песком.
Ручные фрезеры оснащаются так называемыми пальчиковыми конструкциями. Благодаря научно-техническому прогрессу современный рынок предлагает граверам современные виды инструментов для резьбы по дереву, работающие от электросети. Производители позиционируют их как дрели небольших форматов.
Начинающим мастерам следует обращать внимание на основные параметры:
- количество оборотов шпинделя,
- уровень энергопотребления.
Изображение в виде штрихового орнамента получается после прорезки дерева на необходимую глубину.
Комплекты электрических инструментов оснащаются:
- эргономичной рукояткой,
- цангами,
- фрезерной, угловой приставками.
В 99% случаях комплектация ручного гравера по дереву состоит из:
- классических фрез, фиксирующихся цангой или переходником,
- буров с шарообразными наконечниками,
- щеток для черновой обработки заготовок и финишной обработки,
- набора сверл,
- раскроечных дисков.
Борфрезы твердосплавные
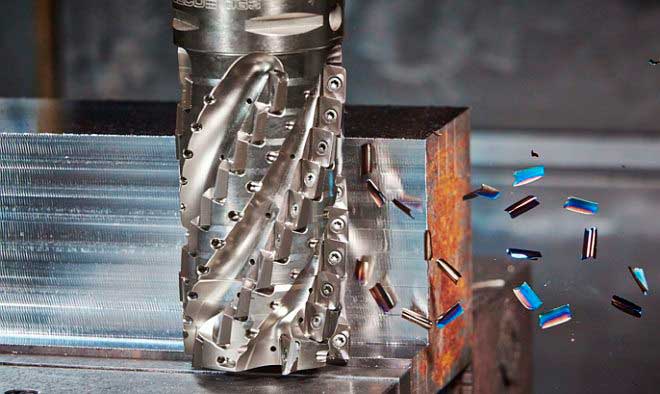
Борфрезы твердосплавные — это высокоскоростной металлорежущий инструмент используемый для динамической обработки поверхностей деталей сложной конфигурации из твердых марок стали. Высокую стойкость инструмента обеспечивает рабочая часть из твердого сплава, которая припаяна к хвостовику из обычной стали.
Сфера применения и преимущества
Благодаря стандартному хвостовику твердосплавная борфреза может быть свободно установлена в патрон любого станка, а также электрического или пневматического инструмента.
Материал рабочей части, твердая сталь марки ВК8 или её аналоги, позволяет производить обработку деталей из чугуна, титанового сплава, других нержавеющих и жаропрочных марок стали.
Из-за динамического характера обработки главным условием использования данного инструмента является высокая скорость вращения, не менее 6 тыс. об/мин.
Наиболее частые варианты применения борфрез:
- Снятие крапа и облоя с заготовок.
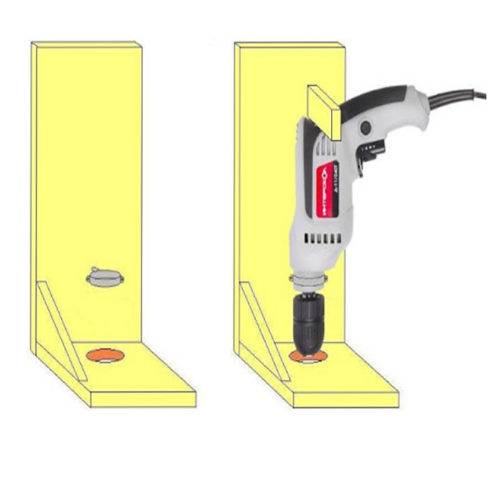
- Обработка сварных швов.
- Обработка отверстий, пазов и выемок.
- Шлифовка поверхностей.
- Обработка труднодоступных поверхностей при использовании электроинструмента.
Твердосплавная рабочая часть борфрезы позволяет обрабатывать детали из стали твердостью более 70 HRC.
Основное преимущество твердосплавных борфрез – это высокие показатели износоустойчивости. Так, по стойкости к износу данный инструмент в десять раз превосходит стальной токарный резец, и в сто раз – шлифовальный круг. Отметим и прочие преимущества:
- Большое разнообразие форм и размеров инструмента, что даёт возможность эффективной обработки любого типа поверхности в труднодоступных местах.
- Высокая производительность благодаря твердому материалу и высокой скорости вращения.
- Износостойкость и высокая стабильность размера режущей головки.
- Термостойкость до 400 °С, что значительно продлевает срок службы инструмента.
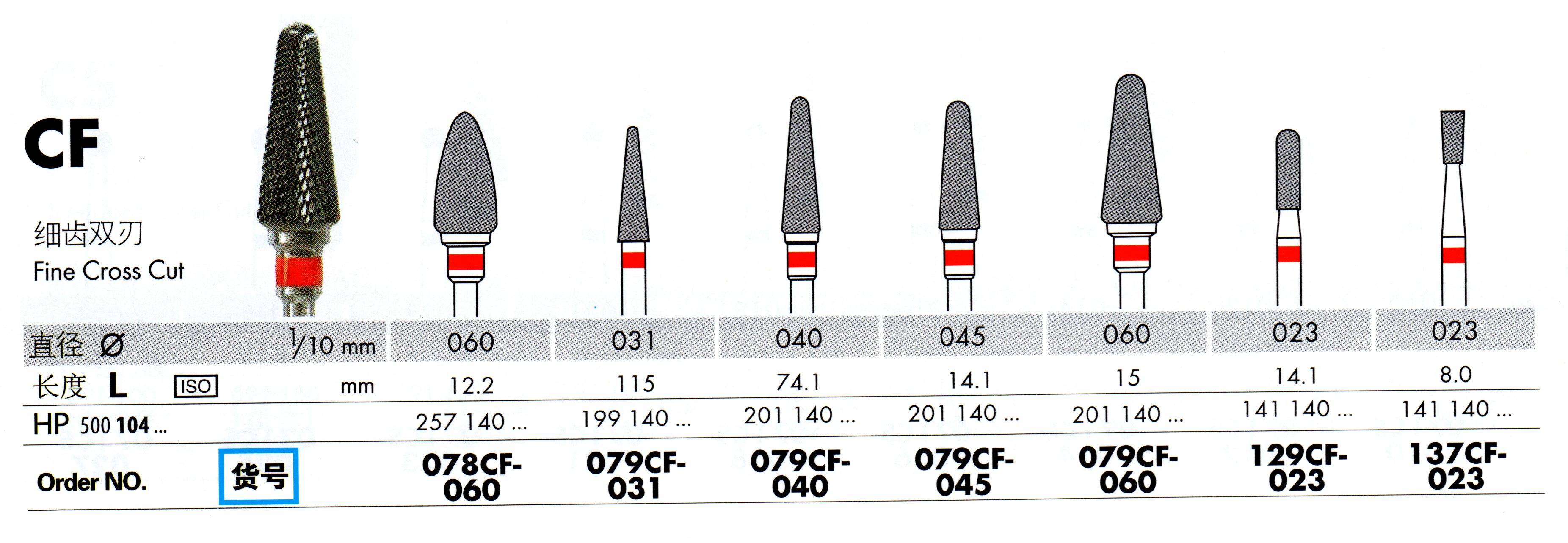
Классификация
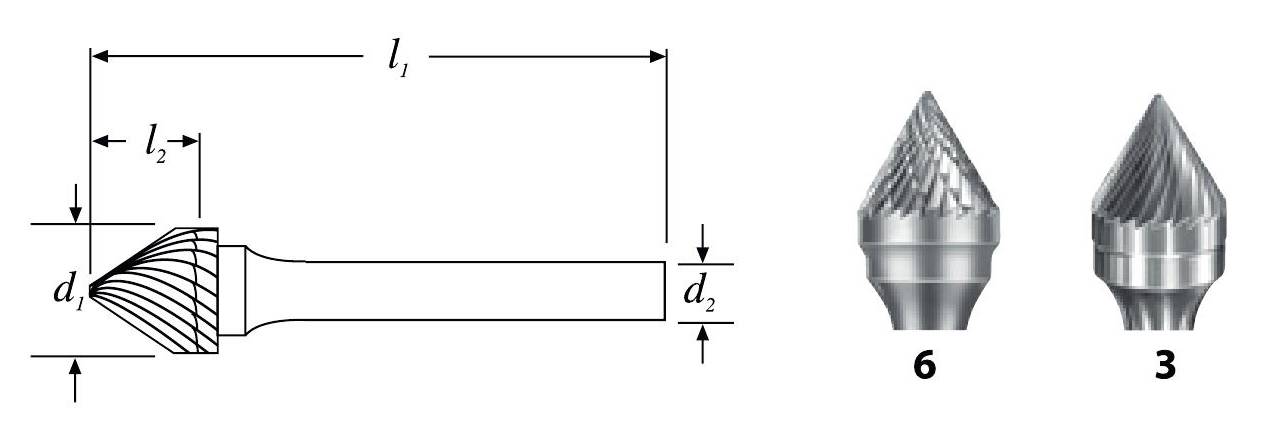
Основные параметры классификации инструмента – это способ заточки и форма режущей части. В зависимости от способа заточки существуют следующие варианты исполнения:
- Обычная заточка – максимально используется профиль зуба, получается очень длинная стружка.
- Укрупненная заточка – для работы с мягкими металлами. Позволяет снять максимум металла без налипания.
- Алмазная головка – для работы с закаленными материалами, обладает высокой стойкостью к износу и образует гладкую и чистую поверхность.
- Улучшенная заточка. Применяется при обработке закаленной стали при высоких требованиях к чистоте обработки поверхности.
- Двойная заточка. Обеспечивает легкий и точный съём слоёв материала, высокое качество поверхности. Применяется при чистовой обработке.
- Стружколом. Заточка применяемая для черновой обработки, позволяет снять максимально толстый слой материала.
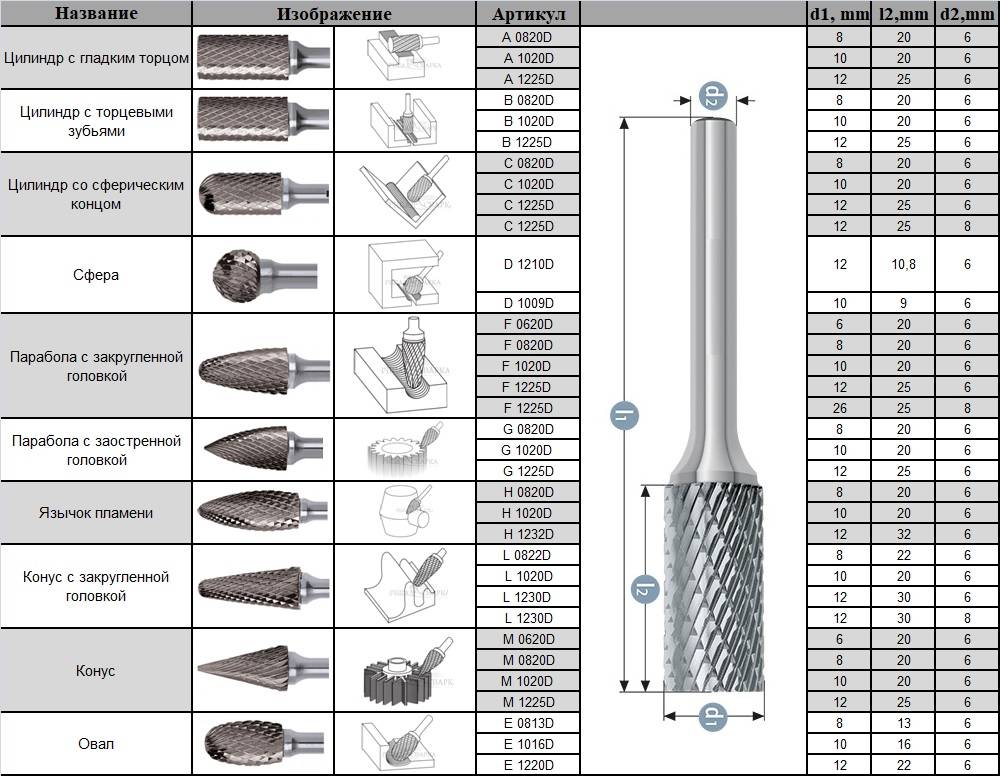
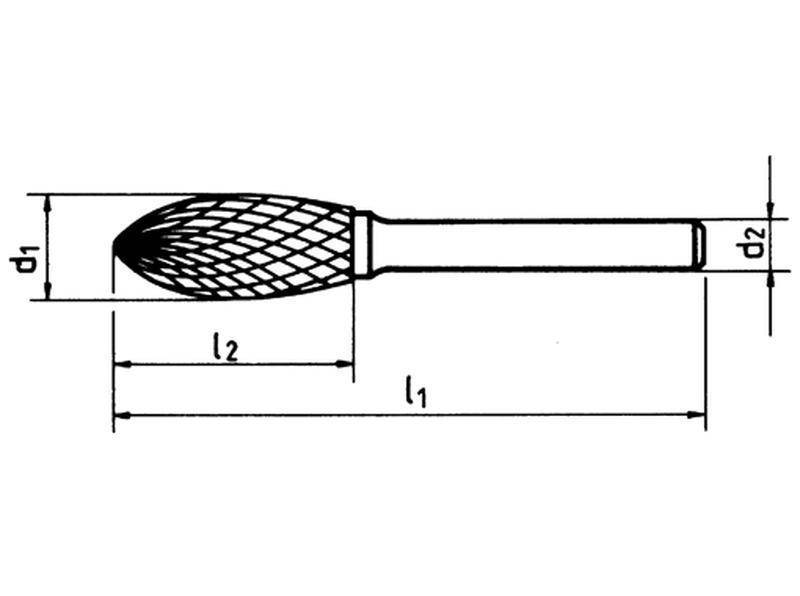
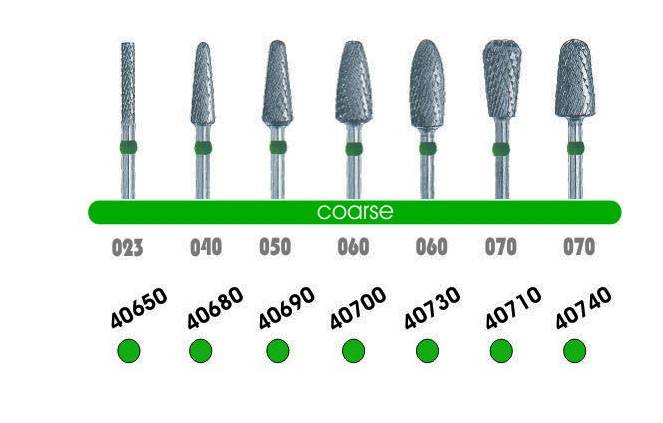
Возможность обработки поверхностей зависит от конфигурации головки. Существуют следующие основные формы рабочей головки борфрезы:
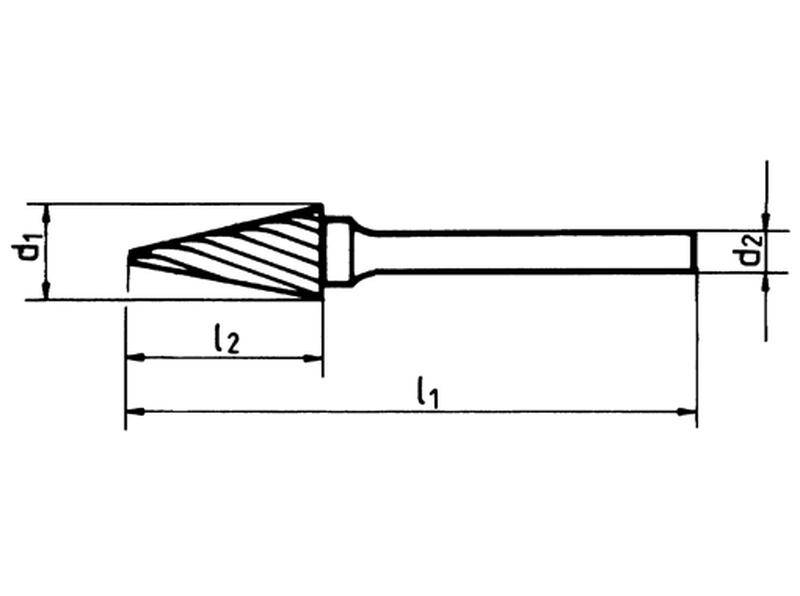
- Коническая. Применяется при обработке галтельных канавок и пазов.
- Круглая. Оптимальна при подготовке посадочных гнезд под подшипники и детали сферической формы.
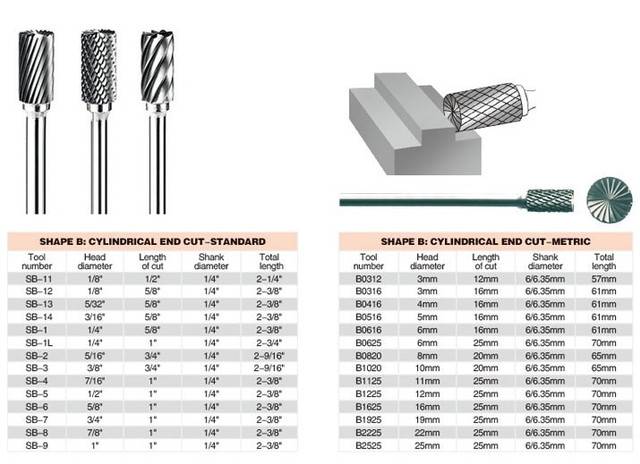
- Цилиндрическая. Используется для обработки плоских поверхностей и снятия заусенцев.
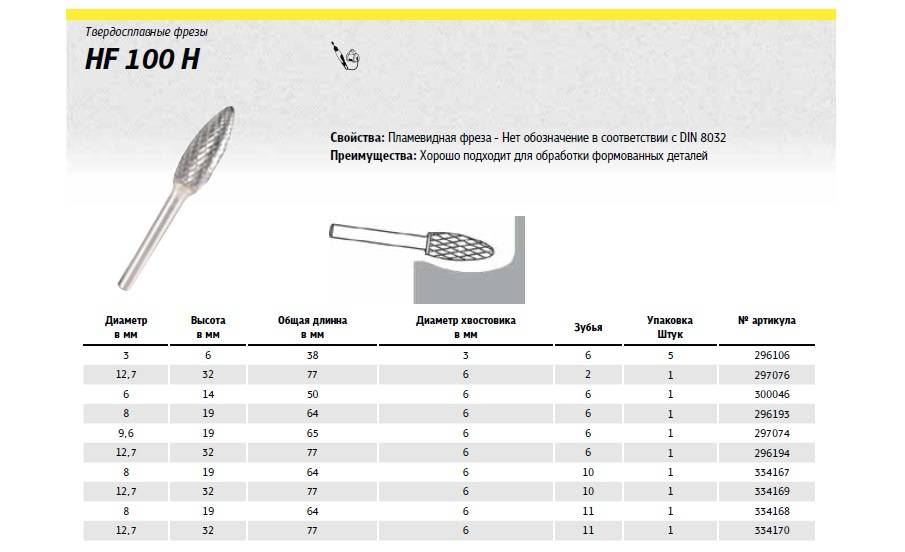
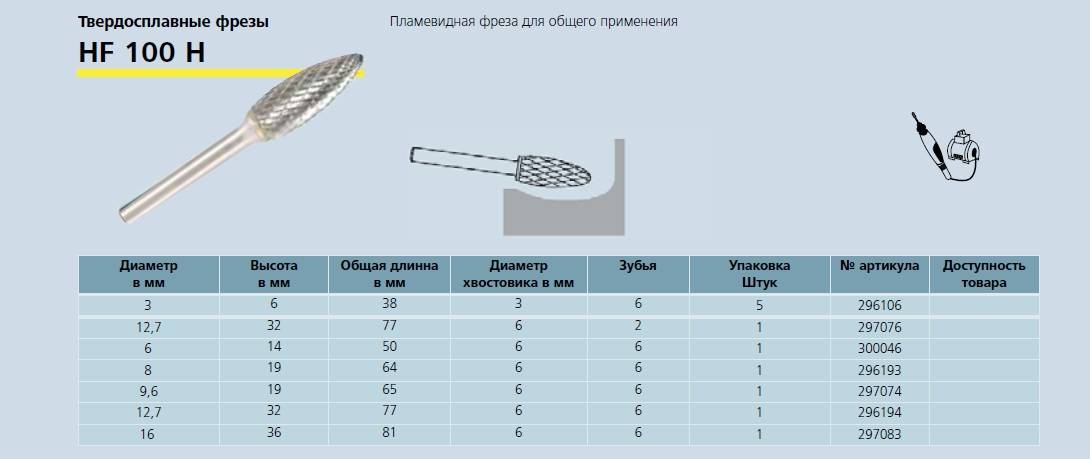
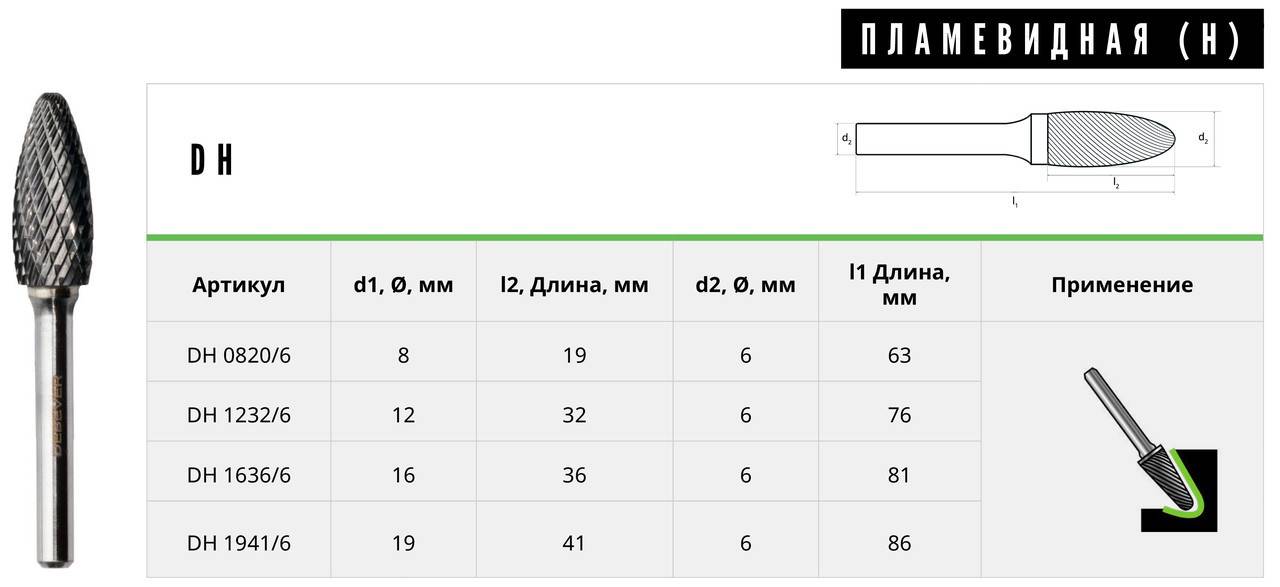
- Специальная форма (овал, пламевидная, обратный конус и т. д.). Применяется для обработки сложных поверхностей.
Особенности эксплуатации
Важным условием правильной эксплуатации инструмента является использование его для того типа обработки, для которого он предназначен – черновая, получистовая, чистовая обработка, плоскость, галтель, сфера и т. д
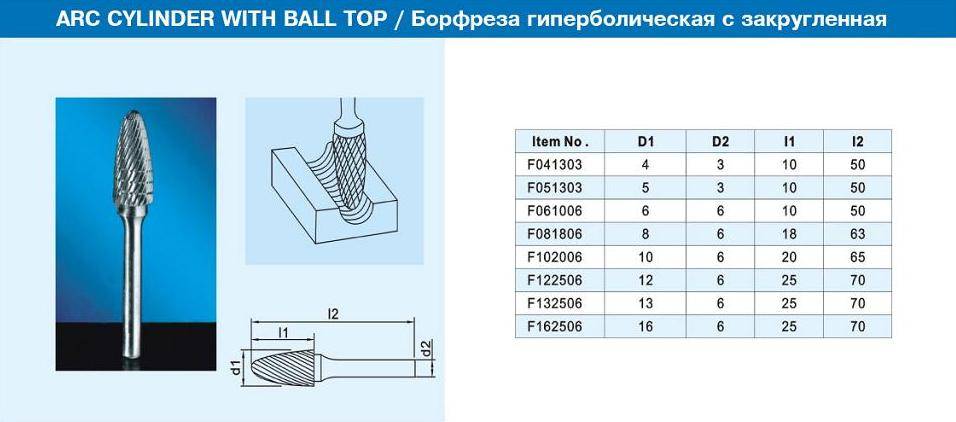
Также важно правильно соотнести диаметр и скорость реза с количеством оборотов. Рекомендации приведены в таблице ниже
При подборе и использовании твердосплавных борфрез рекомендуется:
При подборе и использовании твердосплавных борфрез рекомендуется:
- Выбирать зубья и насечки инструмента в соответствии материалом. Основной принцип – чем тверже материал, тем мельче должна быть насечка.
- Применяйте максимальное количество оборотов в указанном диапазоне. При недостаточном количестве оборотов возможно биение, сколы зубьев и преждевременный износ.
- Уменьшать количество оборотов можно при большом угле охвата и большом нагреве материала из-за повышенной теплопроводности.
- Следите за состоянием режущей части и хвостовика. Они не должны перегреться и посинеть.
- Тщательно подбирайте патроны, не должно быть биения.
- При зажиме инструмента оставляйте минимально возможный свободный участок. Это уменьшает риск обламывания хвостовика и вибрации.
Назначение и особенности инструмента
История борфрез насчитывает не один десяток лет, в течение которых данный инструмент постоянно совершенствовался. Между тем за время, прошедшее с момента изобретения борфрезы, ее конструкция практически не изменилась. Как и прежде, любая шарошка состоит из хвостовика, при помощи которого она фиксируется в патроне используемого оборудования, и рабочей части, выполняющей основную работу по резке.
Обработка при помощи борфрез осуществляется вращающимся инструментом, при этом скорость его вращения может доходить до 60 000 об/мин. В связи с этим при использовании шарошек следует учитывать, что оборудование, на которое они будут установлены, должно обеспечить им высокую скорость вращения.

Преимуществом использования борфрез в паре с ручным инструментом является возможность обработки труднодоступных поверхностей
При выборе борфрез по металлу руководствуются такими параметрами, как:
- тип обработки, которую предстоит выполнить;
- характеристики материала, из которого изготовлено обрабатываемое изделие;
- размеры обрабатываемых элементов.

Насечка борфрезы должна соответствовать типу обрабатываемого материала
Борфрезы, предназначенные для работ по металлу, благодаря своим характеристикам и функциональным возможностям находят широкое применение во многих сферах. Это, в частности, машино- и автомобилестроение, электронная промышленность, ювелирное дело, полиграфия и др.


Борфрезами, рабочая часть которых может иметь очень миниатюрные размеры и различную конфигурацию, выполняют обработку рабочих поверхностей матриц и литейных форм, наносят на поверхность изделий из металла различные узоры и надписи, растачивают и шлифуют отверстия и пазы, отличающиеся даже значительной глубиной и сложной конфигурацией.

Граверные борфрезы для миниатюрных работ
Среди домашних умельцев борфрезы по металлу также пользуются большой популярностью. Используя такой универсальный и эффективный инструмент, установленный на обычную электрическую дрель или шуруповерт, можно быстро и аккуратно зачистить сварной шов, расточить отверстие или паз, снять с детали острые края, отшлифовать мелкие элементы из металла, сделать поверхность металлического изделия идеально ровной и гладкой.
Борфрезы (шарошки) по дереву для гравера: виды, назначение, особенности
Изделия из дерева, которое и в наше время остается одним из самых популярных материалов, активно используются для обустройства жилья, а также в декоративных целях. Раньше, чтобы изготовить такие изделия, приходилось обращаться к квалифицированным специалистам, сейчас же каждый домашний умелец может выполнить многие работы по такому материалу самостоятельно, используя борфрезы по дереву и обычную электрическую дрель или шуруповерт.
Бормашина по дереву используется для фрезеровки технологических и декоративных элементов
Борфрезы для выполнения декоративных работ по дереву, имеющие и другие названия – «шарошки», «шарошечные долота», используют не только домашние мастера, но и квалифицированные специалисты – резчики, для которых изготовление изделий из древесины является основным видом деятельности.
Три варианта величины зуба
- F — мелкий зуб
- М – средний зуб
- С – крупный зуб
Учитывая профиль поверхности, обозначения величины зуба выглядят так:
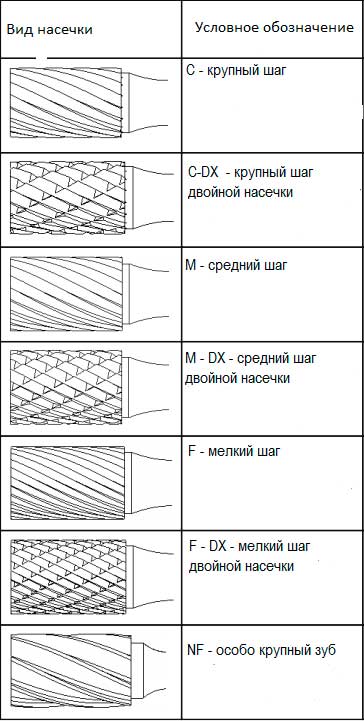
Теперь, зная характеристики борфрез по материалам изготовления, типам профиля и видам насечек, мы можем правильно выбрать инструмент для работы, а также «прочитать» маркировку любой борфрезы.
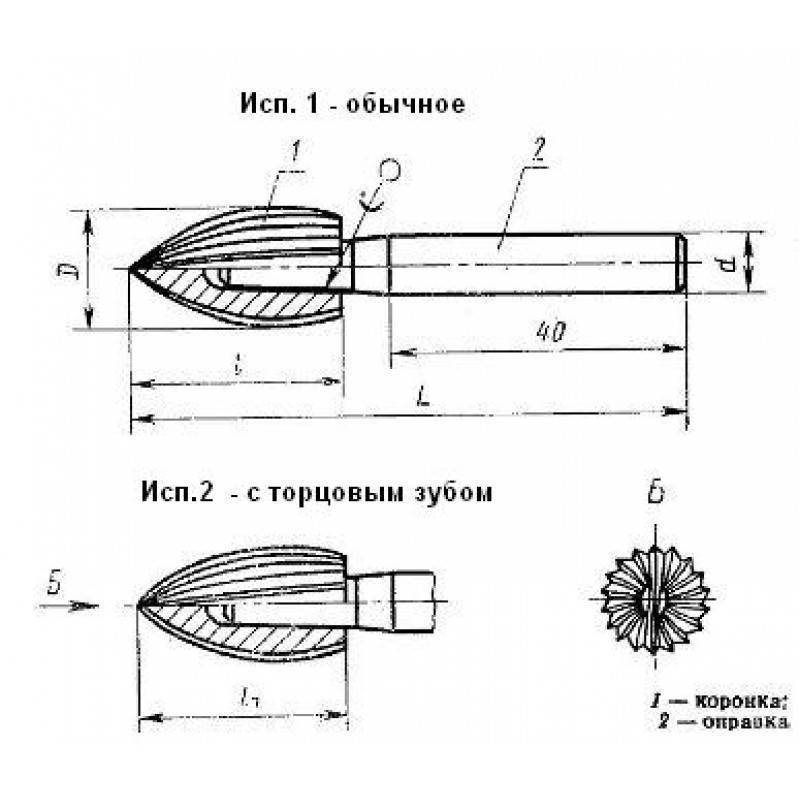
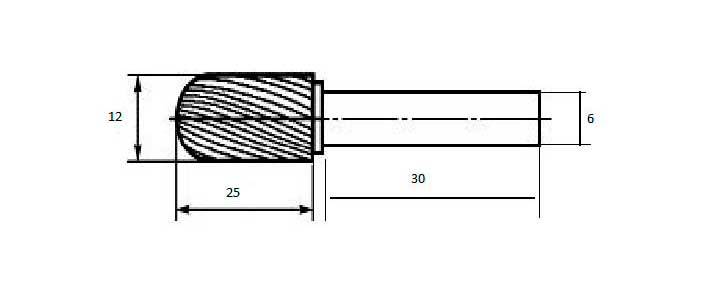
Государственный Стандарт Российской Федерации устанавливает технические единства единиц измерения, нормы размеров, типов, обозначений, сталей, сплавов, шероховатостей и их допустимые погрешности. Так, согласно ГОСТ Р 52780-2007, маркировку Борфреза С 10 20 М 06 40 ГОСТ Р 52780 – 2007 мы будем понимать так:
- Борфреза сфероцилиндрическая (тип С),
- диаметр режущей части — 10 мм,
- длина режущей части — 20 мм,
- средний зуб, длина хвостовика — 6 мм,
- диаметр хвостовика — 40 мм.
На рисунке представлена сфероцилиндрическая борфреза со стандартной заточкой.
Графы таблицы
Столбцы содержат такие данные:
- Когда производилась конкретная работа — указывается дата.
- Название элементов, подвергшихся соединению.
- Материал, с помощью которого производилась заводская защита этого участка.
- Место стыковки – номер определяется по схеме или чертежу рассматриваемого участка.
- Если производилась сдача и приемка работ – отметка об этом факте.
- Полное название каждого из соединяемых элементов.
- Материал, с помощью которого производились работы по антикоррозийной защите сварных соединений: цинк, алюминий, защитные грунты, лаки, стекло или полимеры.
- Условия окружающей среды, при которых наносилось покрытие: осадки, температурный режим, влажность.
- ФИО выполнившего задачу сотрудника.
- ФИО его руководителя.
- Толщина покрытия.
- Результаты осмотра произведенных работ.
- Подписи исполнителя и его начальника.
- При наличии замечания, которые появились при проверке со стороны мастера, авторского надзора, организации-заказчика и пр.
Фрезы для художественной резьбы по дереву
Благодаря резьбе и выжиганию из дерева изготавливаются настоящие произведения искусств. Достаточно взгляда, чтобы понять, что хотел выразить мастер.

Художественная резьба представляет собой орнамент, узор или рисунок на поверхности дерева. Оснастка для ручной резьбы предназначена для прорезей глубиной 0,5 мм — 2 мм. Граверные изделия лазерного вида, по сути, многофункциональные 3D принтеры. Выбор борфрез для вырезания по дереву зависит от вида операции. Для канавок лучше пользоваться дисковыми «шарошками»,при выполнении выреза сложной конфигурации — фасонными насадками.
Что такое лазерная гравировка по древесине
Самой трудозатратной гравировкой считается лазерная обработка — это инновационный способ удаления слоя материала. Он исключает деформацию, потому что предмет или деталь не нагревается.
Но следует учитывать, что разная древесина по-разному поддается обработке лазерным способом. Лазерная гравировка древесины отличается от лазерной резки, поэтому требуется точность фокусировки луча лазера, правильный подбор оптики. Специалисты не советуют использовать этот метод при гравировке мелких элементов, а при резке учитывать толщину заготовки.
Лазер в отличие от борфрезы для гравера предоставляет уникальную возможность выполнения:
- глубокой рельефной гравировки,
- деревянной мозаики
- бесконтактной обработки без повреждения древесной структуры.
- высокую точность обработки при минимальной ширине реза.
Что такое лазерная гравировка по древесине
Самой трудозатратной гравировкой считается лазерная обработка — это инновационный способ удаления слоя материала. Он исключает деформацию, потому что предмет или деталь не нагревается.

Но следует учитывать, что разная древесина по-разному поддается обработке лазерным способом. Лазерная гравировка древесины отличается от лазерной резки, поэтому требуется точность фокусировки луча лазера, правильный подбор оптики. Специалисты не советуют использовать этот метод при гравировке мелких элементов, а при резке учитывать толщину заготовки.
Лазер в отличие от борфрезы для гравера предоставляет уникальную возможность выполнения:
- глубокой рельефной гравировки,
- деревянной мозаики
- бесконтактной обработки без повреждения древесной структуры.
- высокую точность обработки при минимальной ширине реза.