Принципы выбора
Строительные рынки, магазины представляют покупателям огромный выбор оснастки для электроинструментов, промышленного оборудования. Однако прежде чем покупать инструмент, необходимо ознакомиться с его характеристиками, изучить производителей.
Центровочное сверло
Производители
На качество и стоимость сверл влияет известность производителя. Чтобы подобрать наиболее надёжный, качественный инструмент, можно проконсультироваться с другими людьми. После анализа строительных форумов, отзывов, оставленных на торговых площадках, можно выделить оптимального производителя. Это компания Dormer. Покупатели выделяют производительность, точность, надёжность, долговечность продукции от этой компании. Фирма изготавливает сверла из быстрорежущей стали, проводя дополнительную термическую обработку. Чтобы оснастка выдерживала воздействие температур, производитель добавляет в состав кобальт. Этого компонента может быть до 5%.
Основные требования
Помимо выбора компании, которая изготавливает инструменты, при выборе оснастки следует учитывать ряд требований к сверлам:
- Изготавливаться профессиональные модели должны только из быстрорежущей стали. Дополнительными компонентами могут быть ванадий, кобальт.
- На поверхности стали не должно быть сколов, побежалостей, изменений цвета, неровностей, трещин.
Для оснастки допускаются отклонения по размерам. Например, модель диаметром до 0.8 мм может иметь погрешность +/- 0,05 мм. Конструкции диаметром до 5 мм может иметь отклонения +/- 0,15 мм.
Основные требования
Сверла, которые предназначены для получения центрирующих отверстий, изготавливаются из быстрорежущей стали. Согласно требованиям нормативного документа, данный материал должен обеспечить следующие параметры твердости рабочей части инструмента с диаметром:
- менее 3,15 мм – 63–65 HRC;
- больше 3,15 мм – 63–66 HRC.
Отдельная категория центровочных сверл, материал изготовления которых содержит кобальт (5%) и ванадий (3%), должны иметь твердость, минимум на одну единицу превышающую вышеприведенные параметры.
Диаметр сверл центровочного типа может иметь отклонения, предельные величины которых также оговорены в нормативном документе:
- для инструмента диаметром свыше 5 мм – +0,15 мм;
- 2,5–5 мм – +0,12 мм;
- 0,8–2,5 мм – +0,1 мм;
- до 0,8 мм – +0,05 мм.
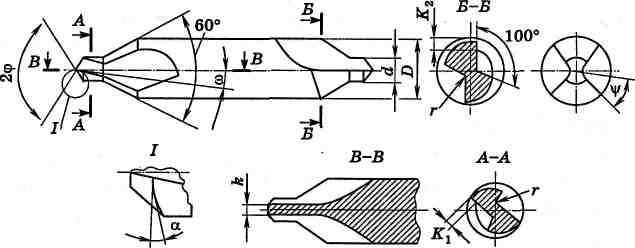
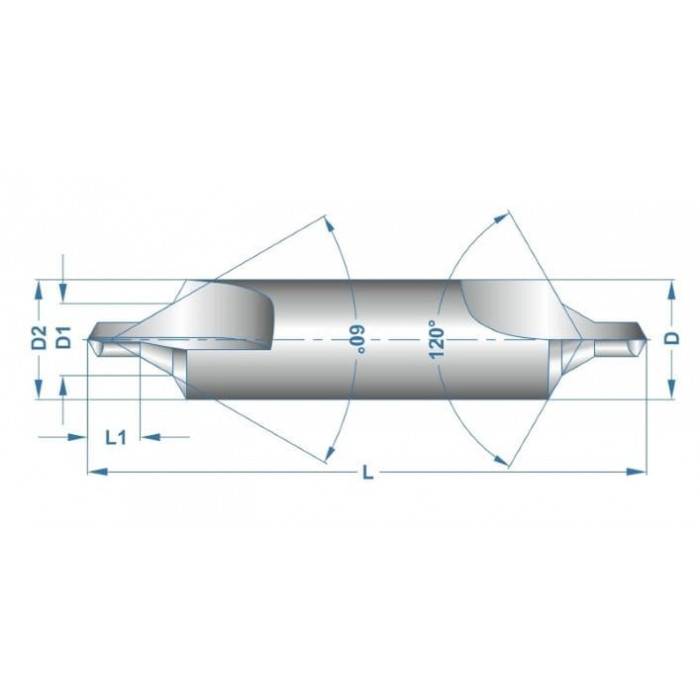
Геометрические размеры центровочноых свёрл
В нормативном документе также перечислены требования к состоянию поверхности сверл, относящихся к центровочному типу: на ней не должно быть трещин, забоин, цветов побежалости и черновин. Допускается, что цвета побежалости могут присутствовать в области канавок – в местах выхода точильного круга.
Указаны в стандарте и критерии отказа центровочного инструмента, который для сверл диаметром до 3,15 мм наступает в случае их поломки, а для инструмента диаметром свыше 4 мм – в случае износа его задней поверхности на величину, оговоренную в соответствующих таблицах.
Разность ширины перьев должна находиться в следующих пределах для сверл диаметром:
- до 3,15 мм – не более семи сотых миллиметра;
- больше 3,15 мм – не более одной десятой мм.
Сверло центровочное – ГОСТ, типы и применение
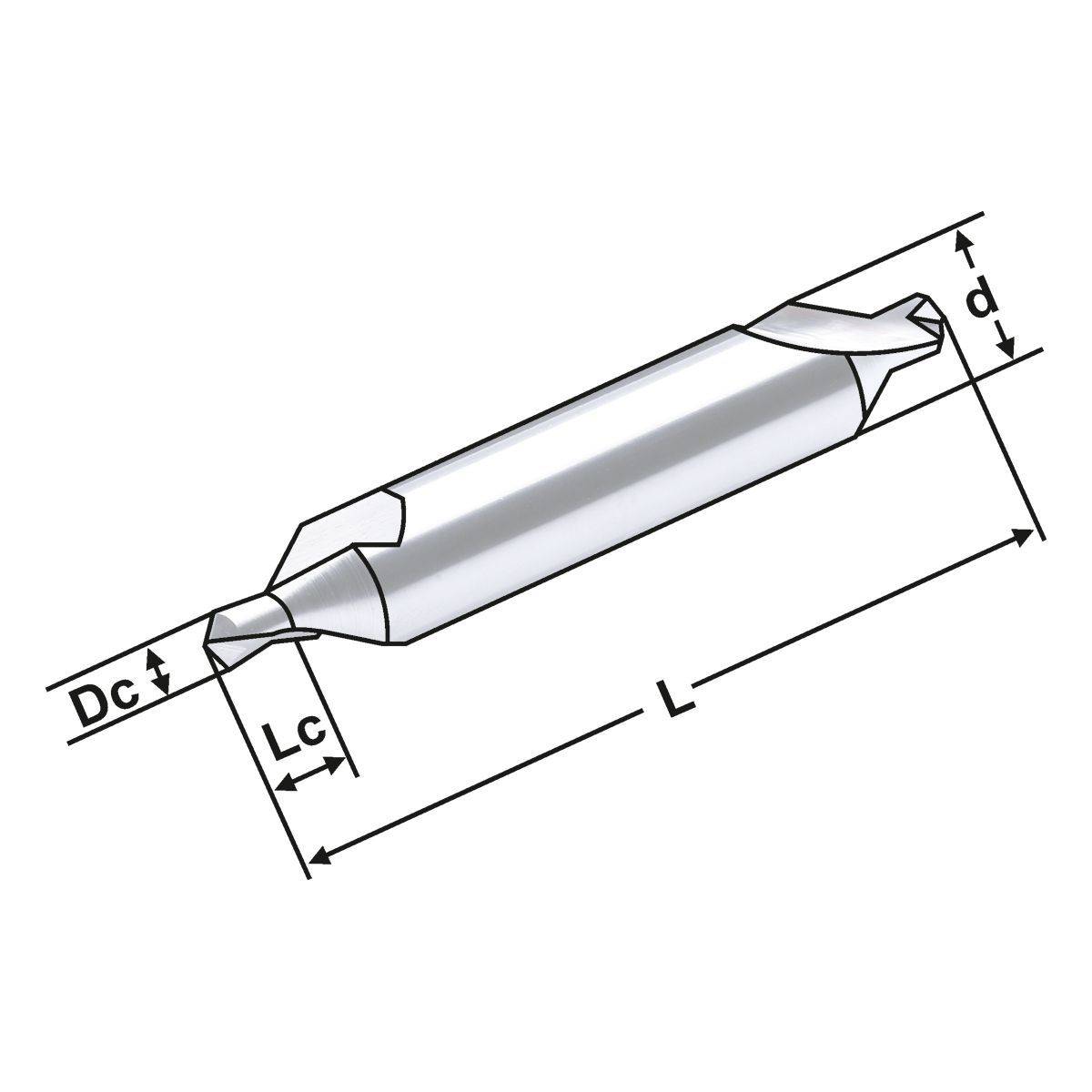
Сверло центровочное – это специальный металлорежущий инструмент с двухсторонней режущей частью и, как правило, большим по диаметру хвостовиком для зажима в патрон. Сверло имеет основную тонкую режущую часть, а также конусные режущие кромки для раззенковки отверстия под сверла больших диаметров. Из всех видов сверл именно сверло центровочное ГОСТ 14952-75 обеспечивает максимальное качество и точность сверления и строгую перпендикулярность, исключает скольжение по поверхности, что свойственно обычным сверлам.
Основные параметры центровочного сверла
Для правильного выбора центровочного сверла описание его характеристик играет важную роль. Ведь это точный профессиональный инструмент преимущественно для станочного оборудования, применение которого позволяет снять проблемы с накоплением неточностей при сверлении.
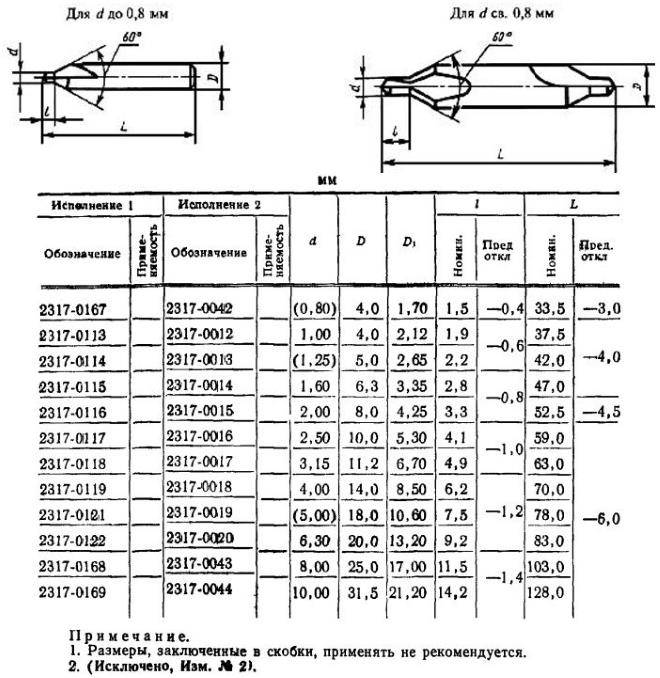
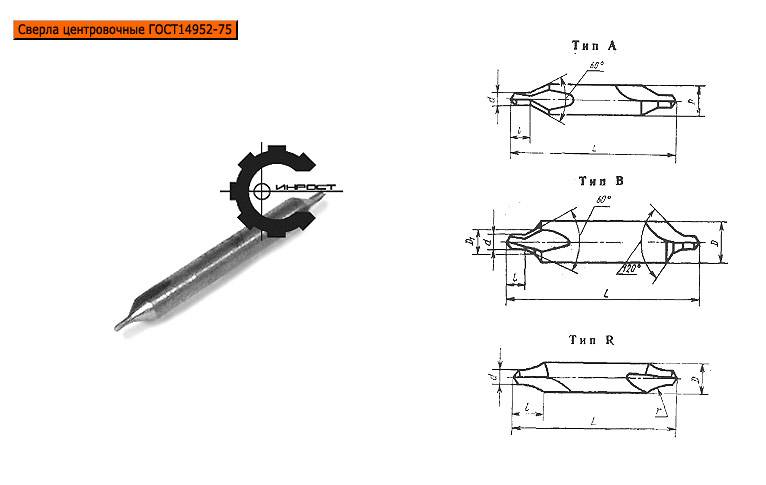
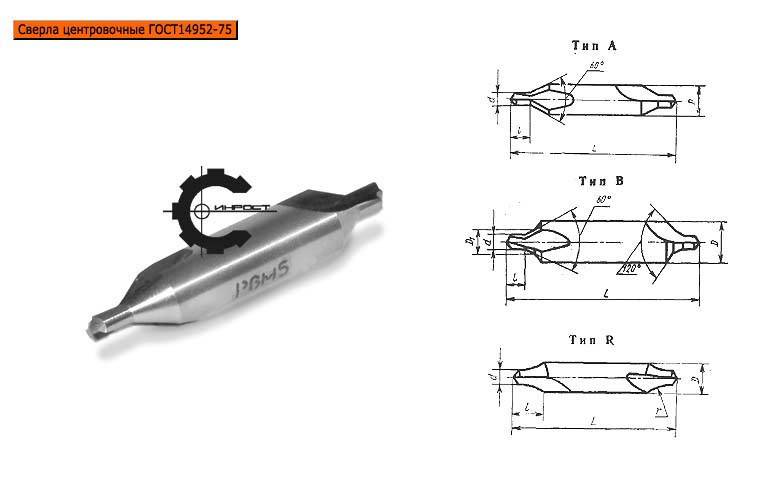
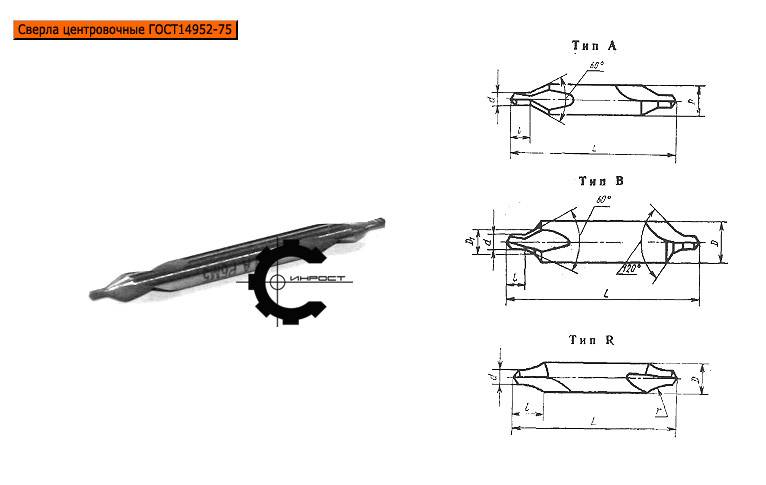
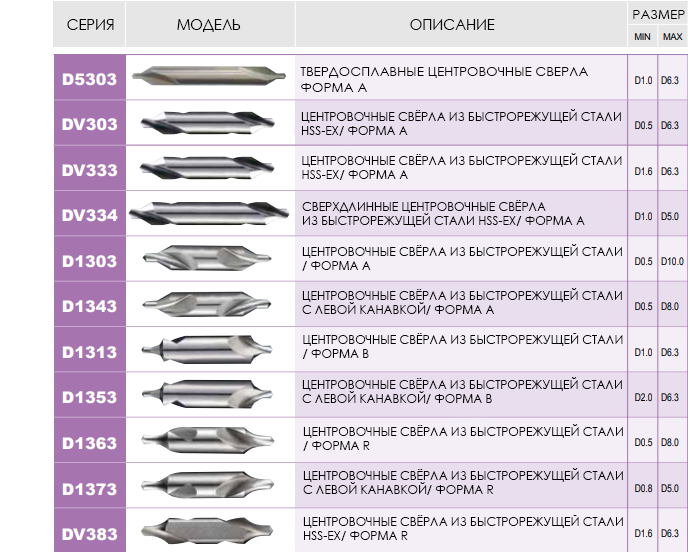
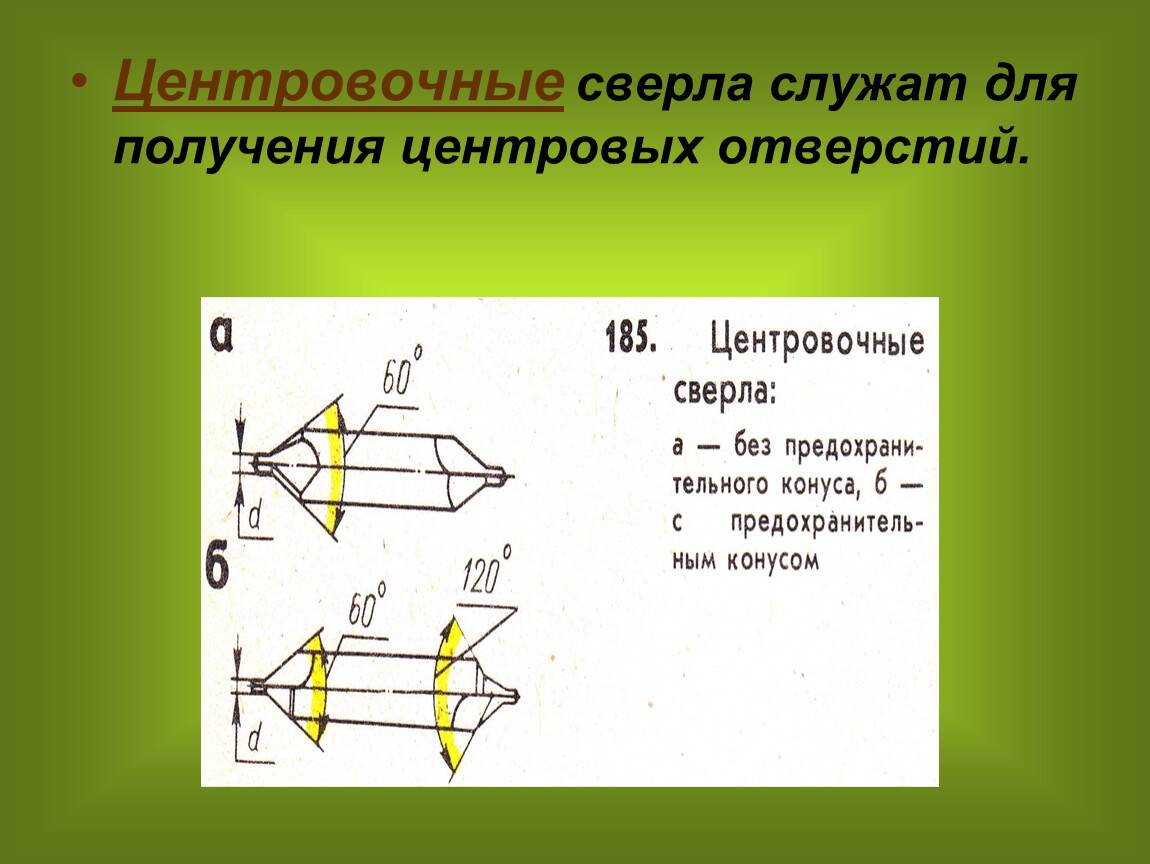
Стандартны на центровочные сверла комбинированные определены в ГОСТ 14952-75 с указанием типоразмеров, правил маркировки и требований к продукции. Так, определены следующие типы центровочных сверл:
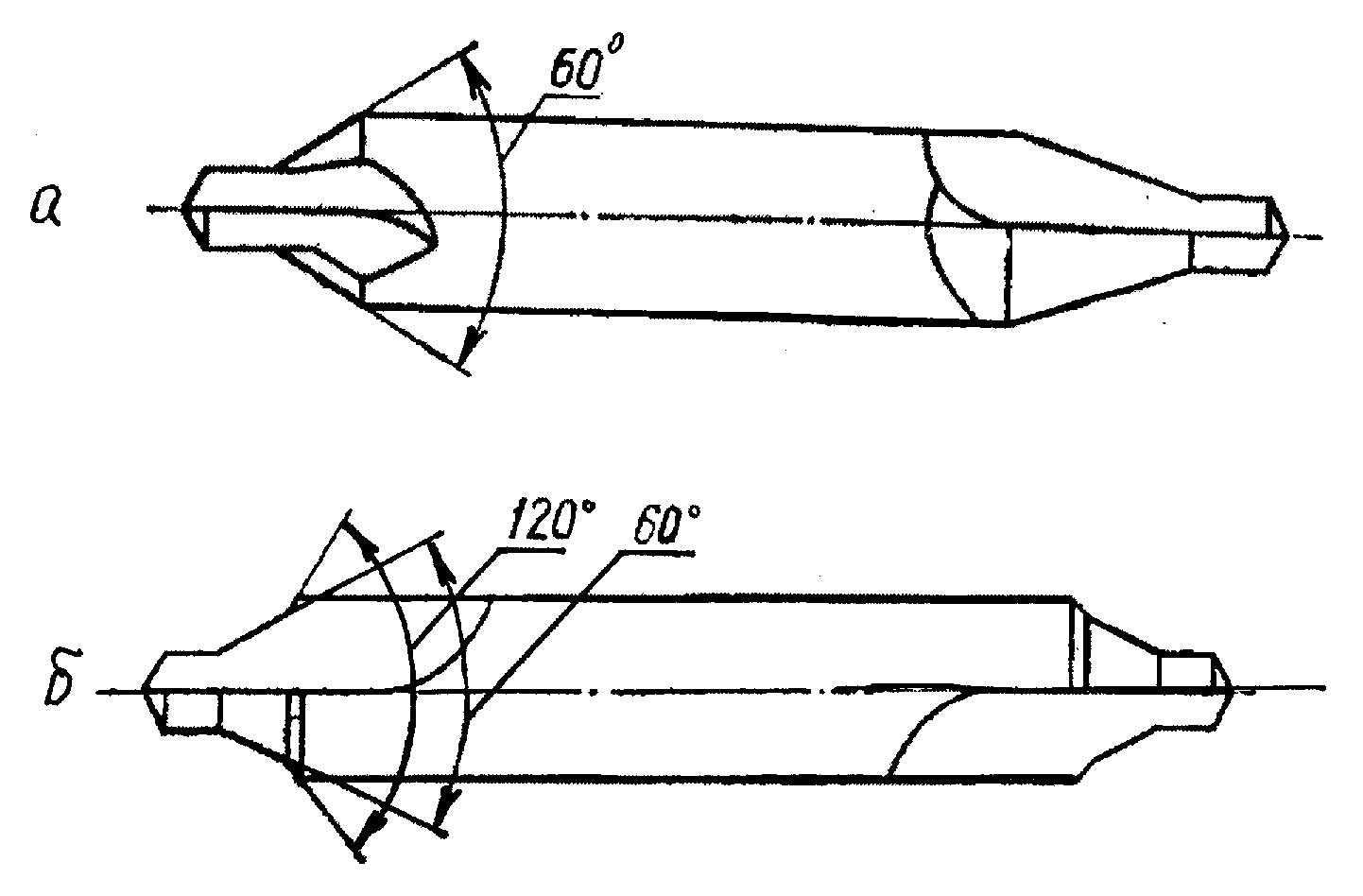
- Тип А – для раззенковки отверстий с углом конуса 60° и предохранительным конусом.
- Тип В – для раззенковки отверстий с углом конуса 60° без предохранительного конуса.
- Тип С – для отверстий с углом конуса 75° без предохранительного конуса.
- Тип R – для отверстий с образующей дугообразной формы.
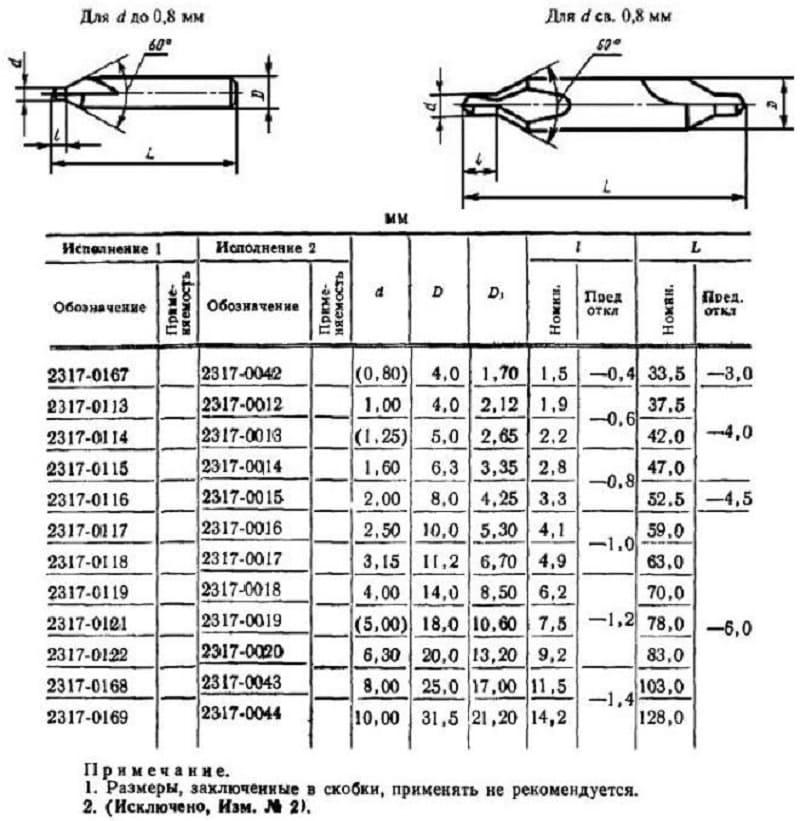
Диаметр сверл составляет от 0,5 до 10 мм. Каждый из типов имеет два варианта исполнения с параметром d менее или равно 0,8 и d более 0,8 мм. Выбор исполнения зависит от требований к шероховатости стенок. При d менее или равно 0,8 она меньше, при d более 0,8 мм – немного больше. В качестве материала используется инструментальная сталь Р6М5, зарубежный аналог HSS, или быстрорежущая сталь Р9.
Частой ошибкой при выборе центровочного сверла является неправильное определение диаметра. В отличие от обычного сверла, где диаметр определяется по диаметру хвостовика, в данном инструменте он определяется по диаметру основной режущей части.
Возможности применения центровочных сверл
Центровочные сверла – это высокоточный профессиональный инструмент, который необходим для токарных и сверлильных станков. Они востребованы механическими мастерскими, цехами, мебельными мастерскими, СТО и др. предприятиями. Он необходим в тех случаях, когда технология требует полной перпендикулярности сверления, отсутствия скосов и других неточностей. Центровочные сверла применяются и в деревообработке, так, например, они отлично подходят для подготовки конусов под потайные головки.
Помимо профессионального применения центровочные сверла используются и в быту. К примеру, это идеальный способ для высверливания срезанного заподлицо болта благодаря высокой точности и перпендикулярности сверления. Востребован данный инструмент и радиолюбителями для точного сверления печатных плат и во многих других целях
Обращаем ваше внимание, что, как и любой точный инструмент, сверла требуют бережного хранения, желательно в закрытых ящиках или футлярах, а также своевременной очистки от загрязнений
Назначение и особенности центровочных сверл
При сверлении отверстий бывает очень важно, чтобы отверстия получились ровным и были просверлены именно в том месте, где это необходимо. Зачастую при отклонении месторасположения отверстий обрабатываемый материал приходится выбрасывать в отходы и понятно, что это приводит к материальным потерям. Поэтому прежде, чем просверлить отверстие, обрабатываема деталь, центруется
Для исполнения процесса центрования используются сверла центровочные. Рассмотрим, какими особенностями, и какую область применения имеет этот инструмент
Поэтому прежде, чем просверлить отверстие, обрабатываема деталь, центруется. Для исполнения процесса центрования используются сверла центровочные. Рассмотрим, какими особенностями, и какую область применения имеет этот инструмент.
Как правило, сверло, предназначенное для центровки, имеет незначительную длину и толстый хвостовик. Для изготовления таких сверл используется твердый метал. Все это позволяет при осуществлении процедуры центрования прикладывать к сверлу значительные усилия, благодаря чему сверлу придается жесткая фиксация и как следствие этого точность засверливания.
Указанный вид сверл широко используется для центровки деталей на токарных станках, засверливания деталей, перед тем как поместить их под фрезерный или сверлильный станок. В быту центровочные сверла так же могут стать, незаменимы, при этом при помощи этого инструмента в бытовых условиях можно не только центровать детали, но и проводить другую работу.
Например, если вам требуется просверлить деталь, имеющую небольшую толщину, то для этого совершенно необязательно использовать обычные сверла, будет вполне достаточно воспользоваться центровочным сверлом, при помощи которого вы просверлите отверстие с высокой точностью и с минимальными усилиями. Многие применяют сверла для центровки в случае, если им необходимо высверлить отверстие. Так, если вам понадобилось высверлить застрявший в металле шуруп или саморез, то при помощи центровочного сверла это можно будет сделать достаточно быстро.
При выборе центровочного сверла необходимо учитывать следующее. Если вы планируете произвести центровку детали перед сверлением, то центровочное сверло должно иметь меньший диаметр, чем диметр будущего отверстия. И наоборот, если вам требуется высверлить застрявший шуруп или другой предмет, то диаметр инструмента необходимо выбирать аналогичный или больше того предмета, который вы собираетесь высверливать. Стоит отметить, что достаточно многие используют центровочные сверла для того, чтобы просверлить отверстие под резьбу. Здесь следует учитывать следующее. Диаметр сверла должен быть меньше, чем диаметр резьбы, иначе вы просто не сможете нарезать резьбу. Например, если вам необходимо нарезать метрическую резьбу М8, то вам понадобится сверло диаметром шесть миллиметров.
При выборе рассматриваемого инструмента следует обращать внимание на то, чтобы он изготовлен по ГОСТ. Как правило, сверла центровочные ГОСТ 14952-75 имеют необходимую универсальность применения и именно этот инструмент пользуются большой популярностью. Указанные центровочные сверла вы сможете приобрести в компании ФастБ, которая производит поставку инструмента от европейских производителей, что является гарантией того, что купленный у компании инструмент прослужит вам весь положенный срок эксплуатации
Указанные центровочные сверла вы сможете приобрести в компании ФастБ, которая производит поставку инструмента от европейских производителей, что является гарантией того, что купленный у компании инструмент прослужит вам весь положенный срок эксплуатации.
fastb.ru
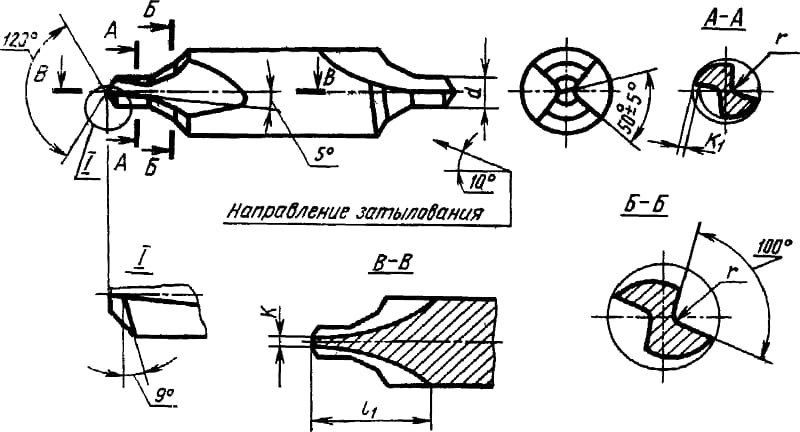
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла должны быть изготовлены из быстрорежущей стали — по ГОСТ 19265-73.
2.2. Твердость рабочей части центровочных сверл должна быть: у сверл диаметром до 3,15 мм — 63…65 HRC; у сверл диаметром свыше 3,15 мм — 63…66 HRC. Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC.
2.3. Параметры шероховатости поверхностей сверл по ГОСТ 2789-73 не должны превышать значений, указанных в табл.5.
Таблица 5
мкм
| Наименования поверхностей | Параметры шероховатости по ГОСТ 2789-73 | |||
| Исполнение 1 | Исполнение 2 | |||
| Передняя поверхность сверловочной части и поверхность стружечных канавок | — | 6,3 | — | 10,0 |
| Задняя поверхность сверловочной и зенковочной части | — | 3,2 | — | 6,3 |
| Поверхность зажимной цилиндрической части | 0,63 | — | 1,25 | — |
2.2, 2.3. (Измененная редакция, Изм. N 2).





2.4. На поверхностях центровочных сверл не допускаются трещины, забоины, черновины и цвета побежалости (за исключением канавок, где допускаются цвета побежалости в месте выхода круга).
2.5. Предельные отклонения размеров комбинированных сверл не должны превышать: диаметра сверловочной части . . . k12; диаметра зажимной цилиндрической части . . . h9; углов конуса 60° и 75°. . . минус 30′; угла конуса 120° . . . ±1°. Примечание. Размеры номинальных диаметров сверловочной части должны измеряться в начале режущей части. (Измененная редакция, Изм. N 3).
2.6. Сверла типов А, В и С должны иметь на сверловочной части уменьшение диаметра по направлению к хвостовику (обратную конусность) в пределах 0,05-0,10 мм на 10 мм длины. (Измененная редакция, Изм. N 2).
2.7. Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть:
| для сверл диаметром до 3,15 мм | 0,40 мм |
| » » » св. 3,15 мм | 0,25 мм |
2.8. Допуск радиального биения вспомогательных кромок сверловочной части относительно оси зажимной части должен быть не более:
| для сверл диаметром до 3,15 мм | 0,03 мм |
| » » » св. 3,15 мм | 0,04 мм |
2.9. Допуск торцового биения, проверяемый посередине режущих кромок, должен быть не более:
| для сверл диаметром до 6,0 мм | 0,10 мм |
| » » » св. 6,0 мм до 10,0 мм | 0,13 мм |
| » » » св. 10,0 мм | 0,15 мм |
Для сверл диаметром до 6 мм вместо допуска торцового биения сверловочной части допускается проверять: разность половины угла при вершине сверла, которая не должна быть более 1°30′; допуск симметричности в радиусном выражении поперечной кромки относительно оси зажимной части сверла:
| для сверл диаметром до 3,15 мм | 0,05 мм |
| » » » св. 3,15 мм | 0,10 мм |
(Измененная редакция, Изм. N 2).
2.10. Разность ширин перьев на одном сверле должна быть не более:
| для сверл диаметром до 3,15 мм | 0,07 мм |
| » » » св. 3,15 мм | 0,10 мм |
2.11. Значения средней наработки до отказа и 95%-ной безотказной наработки сверл из стали Р6М5 исполнения 2 при условиях испытаний, указанных в разд.4, должны быть не менее приведенных в табл.6.
Таблица 6
| Диаметр сверловочной части сверла, мм | Наработка (количество обработанных отверстий) сверлом типа | |||
| А, R, С | В | |||
| средняя | 95%-ная | средняя | 95%-ная | |
| 0,5, 0,63, 0,8, 1,0 | 130 | 39 | 90 | 27 |
| 1,25, 1,6 | 160 | 48 | 120 | 36 |
| 2,0 | 220 | 66 | 145 | 43 |
| 2,5, 3,15 | 250 | 75 | 160 | 48 |
| 4,0, 5,0 | 150 | 45 | 100 | 30 |
| 6,3, 8,0, 10,0 | 130 | 39 | 80 | 24 |
Примечание. Для сверл исполнения 1 поправочный коэффициент на средний и установленный периоды стойкости равен 1,3. (Измененная редакция, Изм. N 3).
2.12. Критерием отказа центровочных сверл диаметром до 3,15 мм является поломка, а от 4 мм и выше — достижение износа по задней поверхности в соответствии с табл.7.
Таблица 7
мм
| Диаметр сверловочной части сверла | |
| 4,0, 5,0 | 0,4 |
| 6,3, 8,0, 10,0 | 0,5 |
2.11, 2.12. (Введены дополнительно, Изм. N 2).
2.13. На каждом сверле должны быть четко нанесены: диаметр сверловочной части; товарный знак предприятия-изготовителя; обозначение сверла (последние четыре цифры); марка стали. Примечания:
1. На сверлах диаметром менее 10 мм допускается обозначение сверла не маркировать.
2. Допускается марки стали Р6М5, Р6АМ5 не маркировать.
3. Допускается маркировать вместо обозначения марки быстрорежущей стали буквы HSS, для марок сталей, содержащих кобальт, — буквы HSS С, при этом марку стали указывать только на этикетках.
2.14. Упаковка, маркировка транспортной и потребительской тары — по ГОСТ 18088-83.
2.13, 2.14. (Введены дополнительно, Изм. N 3).
Область применения
Центровочные сверла по металлу позволяют массово проделывать отверстия, поэтому они широко используются на промышленных предприятиях. В промышленном секторе данные инструменты применяются для осуществления операций по центровке и металлообработке деталей на токарных, фрезерных или сверлильных станках. Они ускоряют процесс производства и снижают затраты на дополнительное оборудование. Помимо этого, данные инструменты применяются на мебельных фабриках, механических цехах, машиностроительных фабриках и в автосервисах. Благодаря перпендикулярности сверления они стали часто использоваться в деревообрабатывающем секторе.
Также эти металлорежущие инструменты активно применяются в бытовых условиях. Они используются для сверления отверстий малого диаметра. Популярность данных сверл в быту обусловлена их невысокой ценой (их стоимость варьируется от 28 до 486 руб.) и удобством использования. Также центровочные сверла, благодаря высокой прочности конструкции, в домашних условиях используются для высверливания застрявших шурупов или саморезов.
В нынешнее время средства для создания центровочных отверстий начинают внедряться в строительном секторе. Многие мастера используют их во время зенкования – процедуры обработки отверстия детали для создания потайных головок, к которым присоединяются крепежные элементы различных строительных конструкций (заклепки, винты и болты).
Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
Перечислим их:
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления. И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
- Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
- Внешний вид. Все просто: на инструменте никогда не должно быть царапин, вмятин или любых заметных внешне механических дефектов.
- Точность. Внимательно смотрим на этот показатель, ведь именно от него зависит то, какими будут допуски отклонений диаметра просверленного отверстий. К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
- Твердость. При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
- Длина. Данный параметр отвечает за производительность сверла. Его нужно подбирать, исходя из длины обрабатываемой детали.
Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Конструктивные и технологические требования
Центровочное сверло включает в себя три зоны:
- собственно центровочную, которая имеет меньший диаметр, а потому легче внедряется в металл;
- основную, которой производится выборка материала с одновременным повышением качества образующей;
- опорную, которая обеспечивает центровку инструмента, при его углублении в заготовку.
Переход от одной части сверла к следующей выполняется весьма плавно, по параболической кривой, что исключает возникновение концентраторов напряжений при силовой подаче. Отличительной особенностью всех исполнений центровочных свёрл является их сравнительно небольшая длина. Это, с одной стороны, облегчает установку сверла в посадочную часть, а, с другой, повышают жёсткость оснастки, что существенно при обработке сталей с повышенной твёрдостью. Кроме того, центровочные свёрла всегда выполняют двухсторонними, поэтому и суммарная стойкость инструмента возрастает. Хвостовик такого сверла по диаметру унифицирован с посадочными местами металлорежущего оборудования и патронами электродрелей.
Главным эксплуатационным требованием к центровочным свёрлам по металлу считается высокая твёрдость, поэтому для их изготовления используют быстрорежущие стали марок Р6М5, Р9К6 и Р18 по ГОСТ 19265. Наличие большого количества вольфрама и кобальта, а также присутствие в химсоставе ванадия придаёт инструменту высокую стойкость при значительных усилиях трения. Поэтому такими свёрлами можно обрабатывать не только стали, но даже минералокерамику – оксидно-карбидные сплавы типа В3, ВОК 60 и т. п.
При менее ответственных задачах, в частности, при сверлении древесины, допустимо применение центровочных свёрл, изготовленных их хромистых сталей холодного деформирования типа 9ХС по ГОСТ 5950. Но для получения отверстий в стальных заготовках их не применяют, из-за того, что достигаемые температуры в рабочей зоне достигают температур отпуска, и инструмент быстро выходит из строя.




Стойкость оснастки можно увеличить, если при сверлении в зону обработки подавать СОЖ (эмульсол, сульфофрезол и т. п.).
Преимущества
Плюсы использования центровочных приспособлений неоспоримы. Они таковы:
- при смене пластинки сверло имеет небольшое отклонение осей (до 0,005 сантиметра) и радиальное биение (до 0,002 сантиметра);
- минимизация продолжительности настройки оснащения;
- исключение необходимости перетачивания инструментов;
- способствование увеличению срока эксплуатации.
Если вас до сих пор мучают сомнения, какое сверло приобрести, загляните в государственный стандарт. Там вы точно найдете информацию, которая поможет правильно выбрать изделие, оптимально подходящее для выполнения поставленных вами задач.
Цена изделия зависима от его размера и вида. Стоимость таких инструментов значительно варьируется. Например A-сверло стоит примерно двадцать восемь рублей. Если же говорить о приспособлениях, часто применяющихся в домашних условиях, то цена находится в диапазоне от двадцати трех до четырехсот восьмидесяти шести рублей.
Принципы выбора
Строительные рынки, магазины представляют покупателям огромный выбор оснастки для электроинструментов, промышленного оборудования. Однако прежде чем покупать инструмент, необходимо ознакомиться с его характеристиками, изучить производителей.
Центровочное сверло
Производители
На качество и стоимость сверл влияет известность производителя. Чтобы подобрать наиболее надёжный, качественный инструмент, можно проконсультироваться с другими людьми. После анализа строительных форумов, отзывов, оставленных на торговых площадках, можно выделить оптимального производителя. Это компания Dormer. Покупатели выделяют производительность, точность, надёжность, долговечность продукции от этой компании. Фирма изготавливает сверла из быстрорежущей стали, проводя дополнительную термическую обработку. Чтобы оснастка выдерживала воздействие температур, производитель добавляет в состав кобальт. Этого компонента может быть до 5%.
Основные требования
Помимо выбора компании, которая изготавливает инструменты, при выборе оснастки следует учитывать ряд требований к сверлам:
- Изготавливаться профессиональные модели должны только из быстрорежущей стали. Дополнительными компонентами могут быть ванадий, кобальт.
- На поверхности стали не должно быть сколов, побежалостей, изменений цвета, неровностей, трещин.
Для оснастки допускаются отклонения по размерам. Например, модель диаметром до 0.8 мм может иметь погрешность +/- 0,05 мм. Конструкции диаметром до 5 мм может иметь отклонения +/- 0,15 мм.
4 Применение сверл для центровки отверстий в домашних мастерских
Описываемый нами сверлильный инструмент применяется не только на промпредприятиях, но и домашними умельцами. Чаще всего он используется радиолюбителями, позволяя им просверливать в печатных платах различные по размерам отверстия. С таким сверлом работать намного удобнее, нежели с обычным, так как центровочный инструмент в разы более жесткий по своим характеристикам.
Понятно, что дома человеку не требуется весь ассортимент ЦС. Большие диаметры остаются абсолютно невостребованными. Как правило, любители применяют сверла с диаметром 0,6, 0,5 и 0,8 мм. Приобрести их сейчас несложно, в продаже есть и отечественные изделия, и более популярные импортные (о них пойдет речь ниже).

Также сверла с малыми диаметрами могут пригодиться в ситуации, когда какой-нибудь “упорный” шуруп или винт в той или иной конструкции категорически не хочет выкручиваться. Решить подобную задачу несложно, если использовать центровочный сверлильный инструмент. С его помощью требуется высверлить головку “строптивого” крепежного элемента. Поверьте, после этой простой операции он легко поддастся вашим усилиям.

Инструмент и приемы центрования отверстий
Главная / Слесарное дело / Совершенствование навыков выполнения слесарных и токарных работ / Разметка центровых отверстий, центрование и сверление на токарном станке / Инструмент и приемы центрования отверстий 14 марта 2012
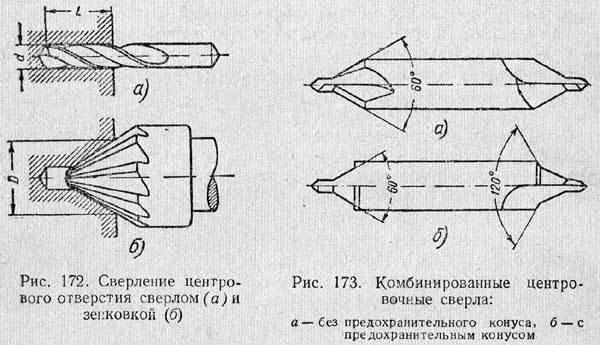
Центровые отверстия сначала сверлят коротким сверлом диаметром d на глубину L, а затем зенковкой с углом 60° раззенковывают их по диаметру.
| Сверление центрового отверстия сверлом (а) и обработка зенковкой (б) |
Размеры D, d и L выбирают по следующей таблице:
Размеры центровых отверстий
| Диаметр заготовки, мм | Размеры центровых отверстий, мм | ||
| D | d | L | |
| Более 5 до 8 | 2,5 | 1,0 | 2,5 |
| То же 8 до 12 | 4,0 | 1,5 | 4,0 |
| То же 12 до 20 | 5,0 | 2,0 | 5,0 |
| То же 20 до 30 | 6,0 | 2,5 | 6,0 |
| То же 30 до 50 | 7,5 | 3,0 | 7,5 |
| То же 50 до 80 | 10,0 | 4,0 | 10,0 |
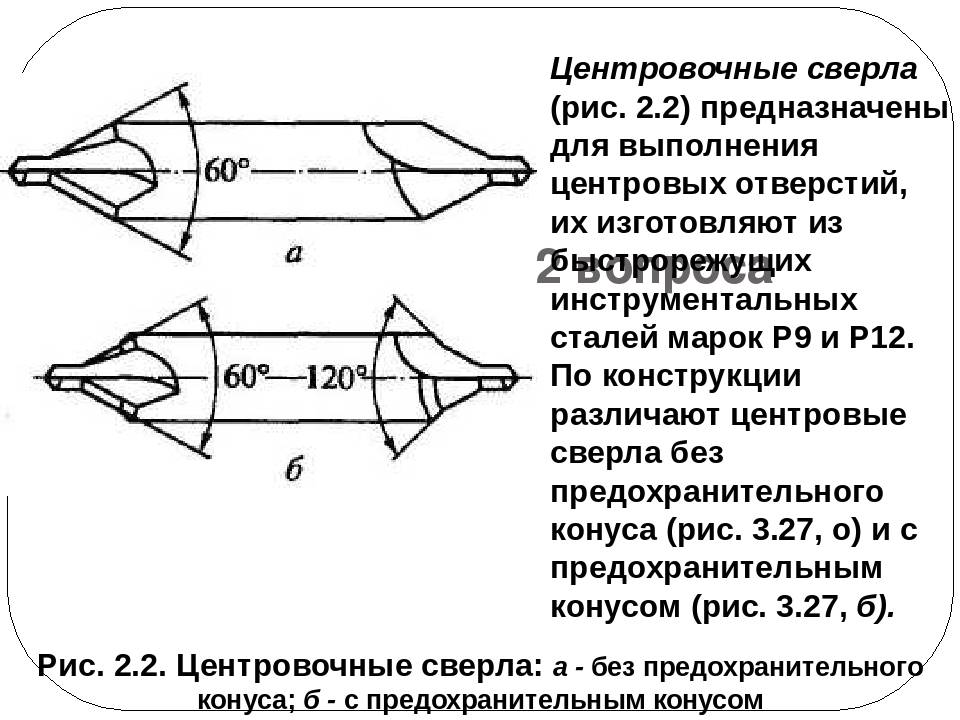
Лучше применять комбинированное центровочное сверло, которое объединяет спиральное сверло и коническую зенковку. Центрование таким сверлом производительнее, чем спиральным сверлом и зенковкой.
Центровые отверстия сверлят на токарном станке несколькими способами.
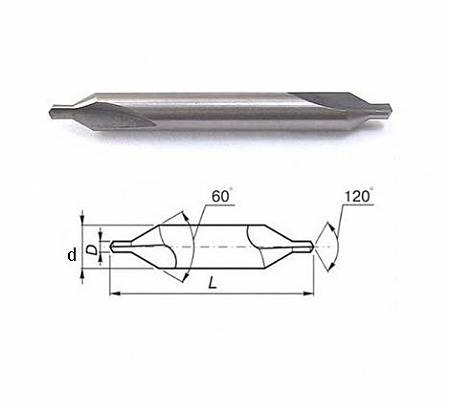
Комбинированное центровочное сверло
а — с предохранительной ленточкой; б — без предохранительной ленточки.
Первый способ
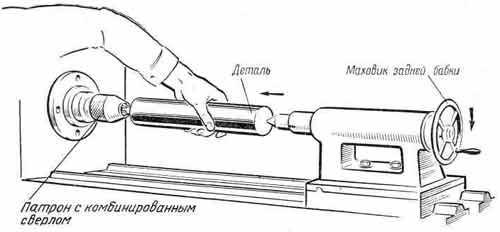
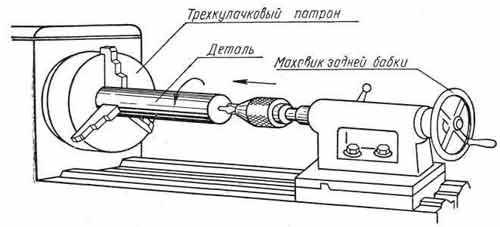
Патрон с комбинированным сверлом устанавливают в шпинделе вместо центра. Левой рукой, как показано на рисунке ниже, направляют деталь накерненными углублениями на задний центр и на сверло. Правой рукой равномерно вращают маховик задней бабки, выдвигая пиноль и задний центр, подают деталь влево до тех пор, пока центровое отверстие не будет просверлено на требуемую глубину. Так же центрируют другой торец.
Получение центрового отверстия комбинированным сверлом, установленным в шпинделе
Второй способ
Деталь крепят в трехкулачковом патроне, а в пиноль задней бабки устанавливают патрон с комбинированным сверлом. Подачу осуществляют вручную, равномерно вращая маховик задней бабки.
Получение центрового отверстия комбинированным сверлом, установленным в пиноли задней бабки
Вопросы
- Каким инструментом получают центровые отверстия?
- Чем отличаются центровые сверла без предохранительной ленточки от сверл с предохранительной ленточкой?
- Как центрируют заготовки на токарном станке?
Упражнения
- Разметьте центровые отверстия при помощи циркуля.
- То же самое сделайте при помощи центроискателя.
- Разметьте заготовку круглого сечения при помощи колокола.
- На размеченных заготовках трех предыдущих упражнений выполните центровые отверстия.
«Слесарное дело», И.Г.Спиридонов, Г.П.Буфетов, В.Г.Копелевич
Кондиционеры с установкой – выгодное предложение
Уникальная технология ЛСТК в строительстве каркасных домов
Что такое укладчик и зачем он мне нужен?
Рамин: свойства и способы обработки
Особенности конструкций
 Внешне этот инструмент не похож на сверло в классическом понимании этого слова. Основной особенностью конструкции является утолщенное основание, которое в 2-3 раза больше по диаметру относительно основной рабочей части. Также этот инструмент имеет не большую длину относительно другого вида подобного оборудования. Таким образом получилось сверло с усиленным основанием, что дает ему повышенную жесткость. В процессе эксплуатации не вибрирует и не гнется, что позволяет выполнять работы высокой точности.
Внешне этот инструмент не похож на сверло в классическом понимании этого слова. Основной особенностью конструкции является утолщенное основание, которое в 2-3 раза больше по диаметру относительно основной рабочей части. Также этот инструмент имеет не большую длину относительно другого вида подобного оборудования. Таким образом получилось сверло с усиленным основанием, что дает ему повышенную жесткость. В процессе эксплуатации не вибрирует и не гнется, что позволяет выполнять работы высокой точности.




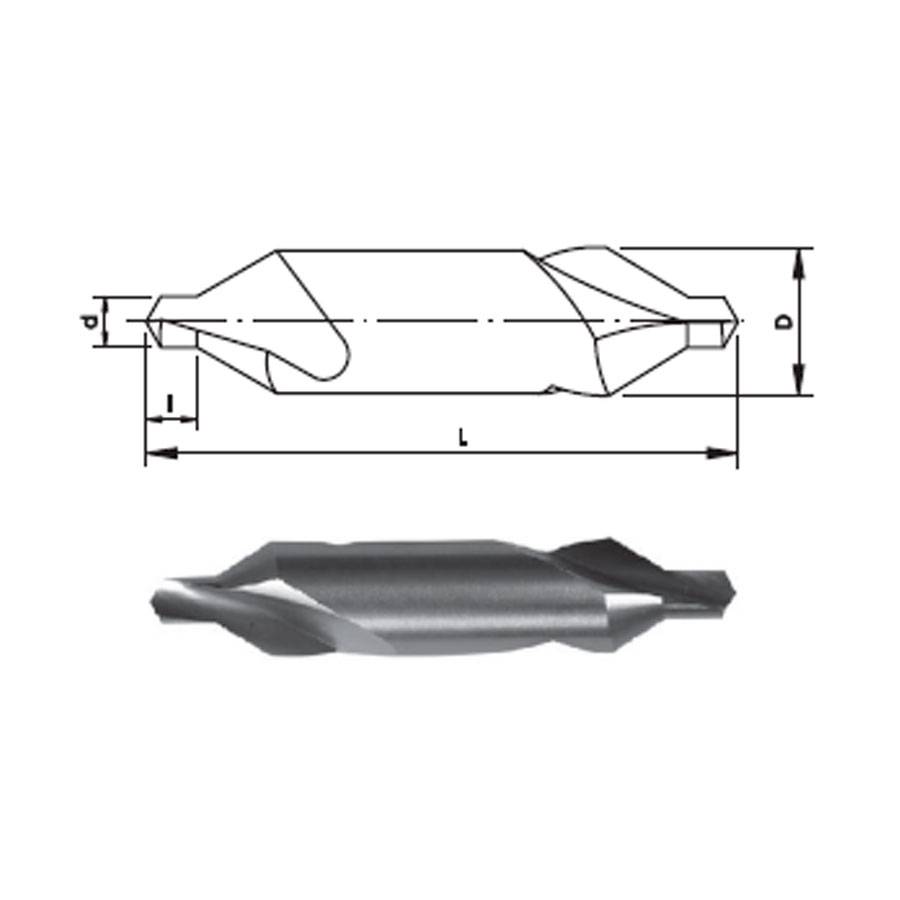
Центровочное сверло состоит из трех частей:
- центральная часть, рабочая зона меньшего диаметра, которая легко сверлит металл,
- основная часть, вторая рабочая зона, большего диаметра, увеличивающая диаметр отверстия,
- основание, зона фиксации инструмента в оборудовании.
Маркировка и металл, из которого изготовлено центровочное сверло
Маркируют центровочные сверла также согласно ГОСТ 14952-75. Как было указано выше, в своем обозначении они имеют букву (А, В, С или R).
Сверло центровочное по ГОСТ 14952-75 предполагает маркировку «А» и «В», если оно предназначено для создания отверстия углом в 60 градусов. Здесь различие заключается в наличии предохранительного конуса (буква «В») или его отсутствии (буква «А»). Маркировка «С» применяется для сверл, которыми делают отверстия углом 75 градусов (при этом предохранительного конуса нет), а буква R – для сверл, которые делают отверстия со стенками в форме дуги.
Для примера рассмотрим сверло центровочное диаметром 1,0 мм.
Если сверло имеет тип «А» и сделано в первом исполнении, то оно будет иметь маркировку 2317-0101 ГОСТ 14952-75, а если во втором исполнении, то 2317-0001 ГОСТ 14952-75. Здесь «2317» обозначает конкретные конструктивные характеристики сверла, необходимые для его эксплуатации, а 0101 – порядковый номер типоразмера по заводским таблицам.
Инструменты, относящиеся к группе «В» маркируют по-другому (в частности, если они сделаны в первом исполнении, то как «2317-0113», а если во втором — «2317-00-12»). Сверла типа «С» обозначаются как «2317-0124» (в первом исполнении) и как «2317-0022» (во втором исполнении), а группа R как «2317-0027». И еще раз напомним, что это все верно, если диаметр сверла составляет 1 мм.
Также ГОСТ 14952 75 предполагает, что подобные инструменты будут изготовлены из инструментальной стали Р6М5, ее зарубежного аналога HSS или быстрорежущей стали Р9. Однако, марка стали в маркировке сверл центровочных может не указываться.
Маркировка и металл, из которого изготовлено центровочное сверло
Маркируют центровочные сверла также согласно ГОСТ 14952-75. Как было указано выше, в своем обозначении они имеют букву (А, В, С или R).
Сверло центровочное по ГОСТ 14952-75 предполагает маркировку «А» и «В», если оно предназначено для создания отверстия углом в 60 градусов. Здесь различие заключается в наличии предохранительного конуса (буква «В») или его отсутствии (буква «А»). Маркировка «С» применяется для сверл, которыми делают отверстия углом 75 градусов (при этом предохранительного конуса нет), а буква R – для сверл, которые делают отверстия со стенками в форме дуги.
Для примера рассмотрим сверло центровочное диаметром 1,0 мм.
Если сверло имеет тип «А» и сделано в первом исполнении, то оно будет иметь маркировку 2317-0101 ГОСТ 14952-75, а если во втором исполнении, то 2317-0001 ГОСТ 14952-75. Здесь «2317» обозначает конкретные конструктивные характеристики сверла, необходимые для его эксплуатации, а 0101 – порядковый номер типоразмера по заводским таблицам.
Инструменты, относящиеся к группе «В» маркируют по-другому (в частности, если они сделаны в первом исполнении, то как «2317-0113», а если во втором — «2317-00-12»). Сверла типа «С» обозначаются как «2317-0124» (в первом исполнении) и как «2317-0022» (во втором исполнении), а группа R как «2317-0027». И еще раз напомним, что это все верно, если диаметр сверла составляет 1 мм.

Также ГОСТ 14952 75 предполагает, что подобные инструменты будут изготовлены из инструментальной стали Р6М5, ее зарубежного аналога HSS или быстрорежущей стали Р9. Однако, марка стали в маркировке сверл центровочных может не указываться.
Эксплуатация
Профессиональная оснастка используется не только на предприятиях, но и в домашних условиях. Они используются:
- Радиолюбителями, которые хотят просверлить отверстие в платах.
- Мастерами, которые высверливают старые винты, шурупы. Иногда крепёж невозможно выкрутить отверткой. Конструкцией с режущими гранями удаляют верхнюю часть шурупа, а потом полностью достают его остатки из места крепежа.
Заточка
Заточку таких инструментов нужно доверять профессионалам со специальным оборудованием. Самостоятельные действия могут привести к следующим проблемам:
- снижению точности;
- уменьшению скорости проведения работ;
- сильному нагреву при сверлении из-за неправильной заточки.
Неправильная заточка рабочей части может привести к нарушению целостности инструмента, его разрушению. Режущие грани должны проверяться перед проведением работ.
Центровочные сверла по металлу предназначены для создания строго перпендикулярных отверстий в заготовках. Они гораздо точнее, эффективнее обычных, что делает их ценными для мастеров. Однако высокая цена не позволяет постоянно использовать центровочный инструмент для проведения домашних работ. Заточку можно доверять только профессионалам со специальным оборудованием.