Как пользоваться шаблоном сварщика?
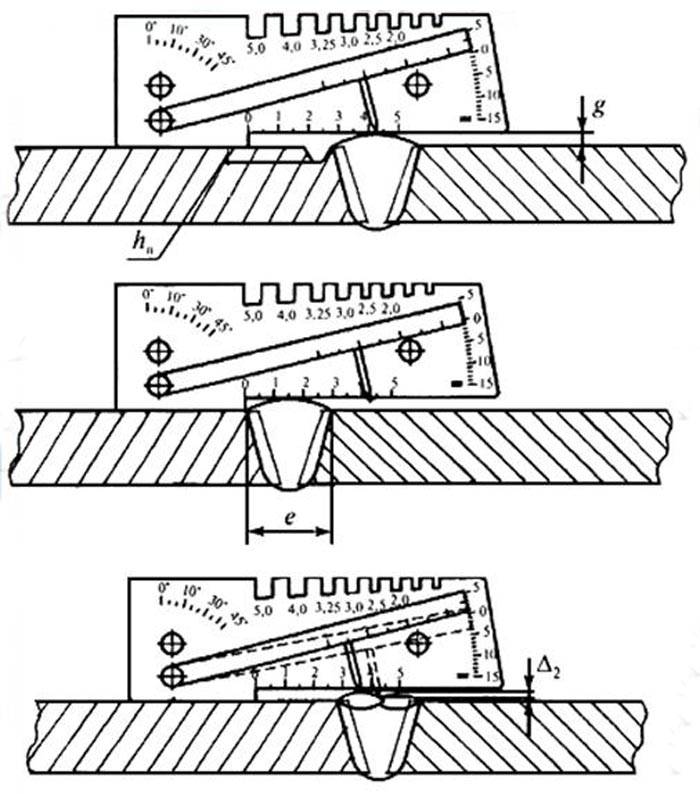
Использовать шаблон следует только предварительно очищенным от жировых и масляных загрязнений, окалины и пр. Для определения высотных и глубинных параметров сварного шва g инструмент прикладывают к измеряемому участку установочной плоскостью А (см. рис. 2), после чего поворачивают бегунок до контакта его указателя с измеряемой поверхностью. Отсчёт производится по совмещении риски К с определённым показателем шкалы Г. Аналогичным образом определяют глубину подреза шва ho и расстояние Δ2 между высотами валиков смежных швов. Для измерения высоты сварного шва е используют шкалу Е.
Угол наклона измерительной плоскости к поверхности детали значения не имеет, однако для коротких швов шаблон желательно устанавливать перпендикулярно этой поверхности.

Рисунок 2 – Измерения с применением установочной плоскости А инструмента
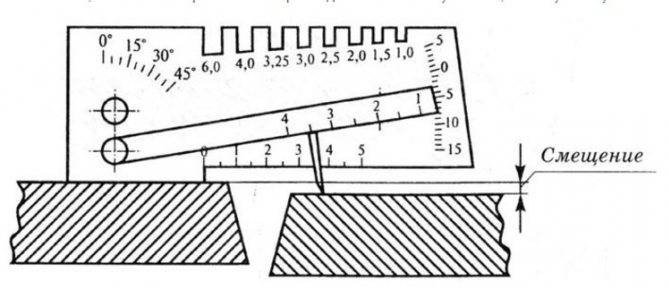
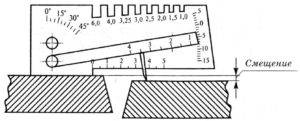
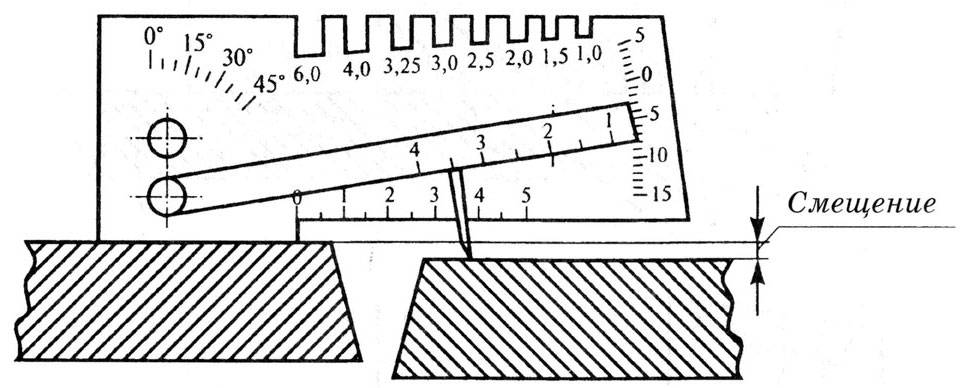
Определение абсолютного смещения скосов или установочных кромок на свариваемых элементах выполняют так, как показано на рис. 3. Отсчёт производят по показаниям указателя, используя шкалу Г.

Рисунок 3 – Измерение смещений свариваемых деталей
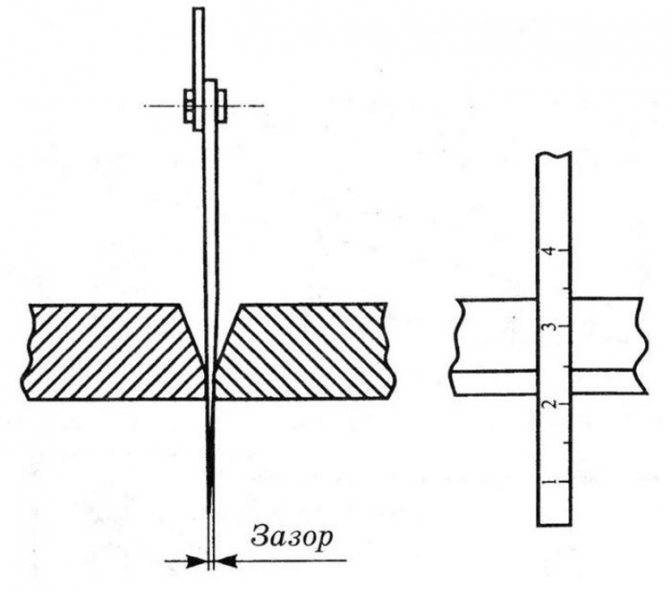
Для определения фактических значений зазоров инструмент поворачивают строго перпендикулярно линии предполагаемого шва (см. рис. 4), после чего вводят бегунок в зазор до полного контакта с металлом деталей.
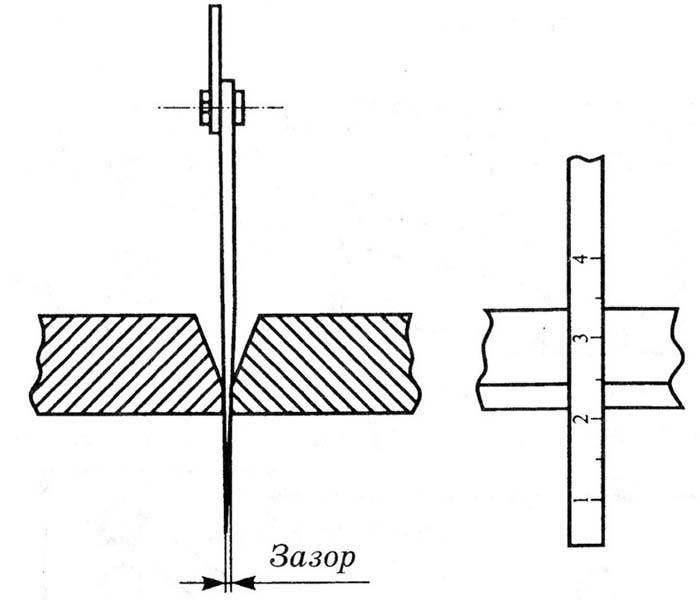
Рисунок 4 – Измерение величины зазора между соединяемыми изделиями
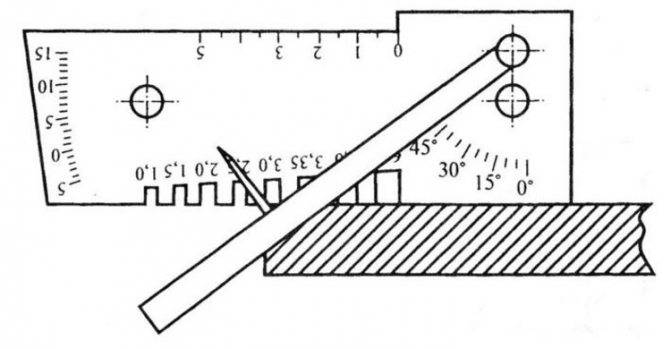
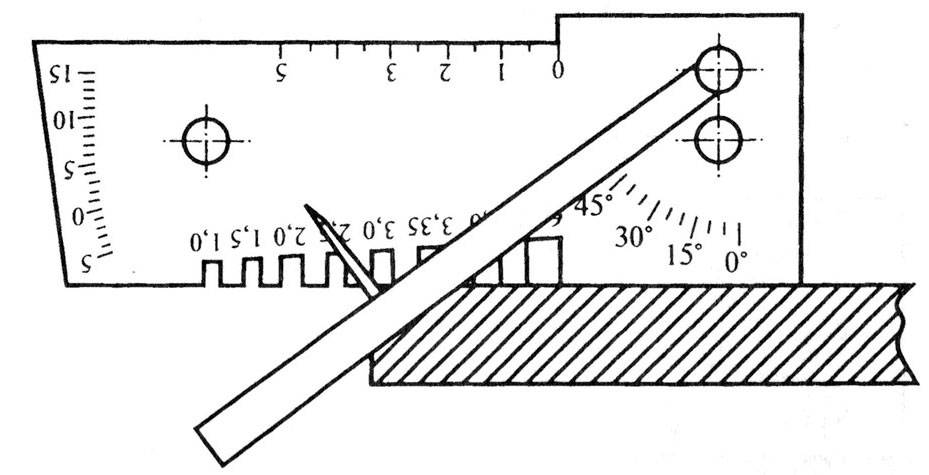
Для контроля значений углов разделки сварного шва инструмент переворачивают так, чтобы размерная плоскость Б оказалась внизу (см. рис. 5). Верхнюю плоскость бегунка прикладывают к измеряемой поверхности, и отсчитывают результат по шкале Д.
Используя технологические пазы Ж, можно выполнять замеры толщины сварочной проволоки и электродов, а также толщины металла в зоне сварки.
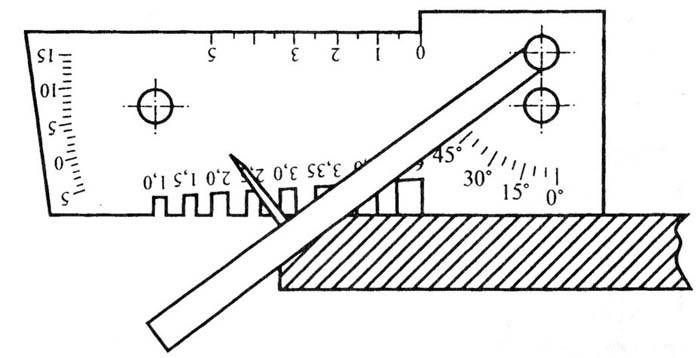
Рисунок 5 – Измерение углов скоса сварочных кромок
После использования ушс-3 необходимо обезжирить и протереть мягкой фланелью.
Цена инструмента в комплекте составляет от 950…1000 руб. для изделий отечественного производства, до 1500…1600 руб. – для импортной продукции (производства КНР). Если шаблон не будет длительное время использоваться, его целесообразно законсервировать в последовательности, которая предусмотрена ГОСТ 9014.
Стеклодомкрат. Как безопасно работать со стеклом?
Бензопилы. Рейтинг лучших
Что такое Шаблон Сварщика. Его основные виды
За многолетнюю историю использования технологии сварного соединения металлов было создано, доведено до максимального уровня удобства и простоты использования четыре вида измерительных приспособлений:
- УШК-1. Расшифровывается как «Универсальный Шаблон Красновского».
- УШС-2. Часто называется «Катетометр».
- УШС-3.
- УШС-4.
УШК-1
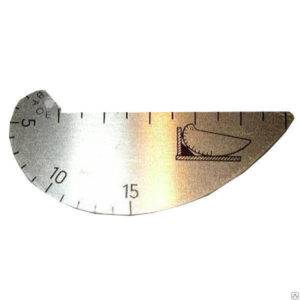
Он наиболее простой из всей линейки. Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.
УШК-1 позволяет измерить зазор между соединяемыми деталями, а также три вида сварочных швов:
- нахлесточный;
- тавровый;
- стыковый.
УШС-2

Часто его называют катетометром. Как можно из этого догадаться, с помощью него определяют величину катетов угловых швов. Это осуществляется путем постепенного подбора искомого угла от максимума к минимуму (в данном случае от 14 до 4 мм).
Внешне УШС-2 выглядит как три небольших металлических детали скрепленные кольцом. На каждой из пластин имеется по два фигурных выреза — повторяющие катет соответствующего размера (имеется цифровая маркировка). Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).

Размер катета считается найденным, когда зазор между вырезом в пластине и самим швом минимален. Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.
УШС-3

Он наиболее распространен. Может оперативно контролировать качество, величину дефектов соединения:
- превышение кромок;
- забоины;
- углы скоса;
- зазоры;
- притупления.
УШС-3 позволяет контролировать одиннадцать характеристик сварных швов, соединяемых ими деталей:
- Скос свариваемых кромок деталей.
- Зазоры между краями деталей.
- Размер дефектов.
- Выпуклость.
- Вогнутость.
- Размер стыкового усиления.
- Величину притупления.
- Ширину шва.
- Сдвиг кромки. Под сдвигом здесь понимается различие в уровне нахождения плоскостей свариваемых деталей в стыковом соединении.
- Подрез основания шва. Это несовпадение реальной величины его катета запланированному. Он может доходить до 5 мм. Обычно причиной этого становится излишне высокое рабочее напряжение электрической дуги или слишком толстый электрод. Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.
- Глубину дефектов. Это расстояние между дефектом внутри соединения и его поверхностью.
Диапазон измерений этого УШС достаточно широк для производственной практики. Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.
УШС-4

Является наиболее новым по происхождению. Он отчасти повторяет конструктивно универсальный шаблон сварщика УШС-3, но имеет ряд усовершенствований. К примеру, в него интегрировано устройство Маршака-Ушерова. Это упрощает многие измерительные операции.
Существует более современный аналог устройства Маршака-Ушерова — это INOX или SELTOR. Он способен измерить зазоры перед сваркой, высоту сварочного валика, катет углового шва, выпуклость его корня. Диапазон измерении имеет предел в 20 мм.









Сведения о методах измерений
Пользоваться инструментом нужно только после предварительной очистки от окалины, жировых, масляных и иных загрязнителей. Для измерения параметров высоты и глубины сварочного шва g шаблон следует приложить плоскостью А к измеряемой поверхности. Бегунок поворачивается до контакта указательной шкалы с подлежащей контролю поверхностью. Величина определяется при совмещении отметки К с соответствующим значением линейки Г.
Таким же образом производится определение глубины шовного подреза h0 и расстояние Δ2 между высотами находящихся рядом швов. Для определения высоты е сварочного шва применяется линейка Е. Величина наклона плоскости измерения относительно поверхности изделий не имеет значения, однако, для швов небольшой длины рекомендуется ставить инструмент перпендикулярно этой плоскости.

Определение величины сдвигаемых скосов либо установочных кромок на соединенных сваркой деталях, необходимо установить шаблон, как указано на рисунке. Значение отсчитывается по указателю линейки Г.
Определение величины имеющихся по факту зазоров производится после поворота шаблона под углом 90° относительно линии будущего шва. Бегунок вводится в зазор до контакта с материалом изделий.
Определение угловых параметров разделки сварочного соединительного шва выполняется после поворота плоскости Б по направлению «вниз». Верхняя часть бегунка укладывается на определяемую плоскость, отсчеты снимаются по линейке Д. Для определения толщины сварных электродов и присадочной проволоки, толщины кромок сопрягаемых элементов используются пазы Ж.
Глубина дефектов поверхностей и превышение кромок измеряется по линейке Г.
По окончании пользования инструментом УШС-3, прибор следует очистить от технологических жидкостей, удалить масла, окалины, обезжирить. Для протирки инструмента рекомендуется использовать только фланелевые ткани.
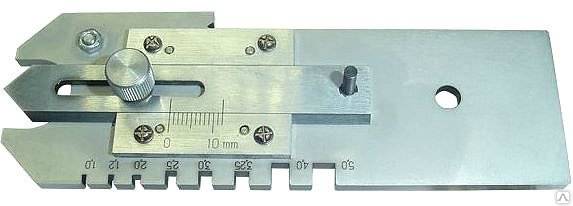
Как работать с ушс-3
 Конструктивно он состоит из трех деталей:
Конструктивно он состоит из трех деталей:
- Основание, с нанесенными на него измерительными шкалами.
- Движок — прямоугольная полоса металла. На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.
- Указатель — имеет заостренный кончик, закреплен на движке в определенном месте.
Измерительное приспособление нужно оберегать от ударов, коррозии, химического загрязнения. Перед работой нужно проверить его целостность, отсутствие погнутостей, вмятин, потертостей или повреждения измерительных шкал.
 Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
Притупление кромки деталей. Приспособление прикладывается к кромке, ее длина измеряется по шкале в его основании.
Ширину шва. УШС располагается на детали — ширина определяется по шкале, находящейся в его основании.
Угол разделки кромки деталей. В этом случае его располагают на поверхности детали верхом вниз. Движок опускают пока он не соприкоснется с плоскостью кромки. Значения считывают со шкалы вокруг оси вращения движка. При таком перевернутом положении шаблона она находится на его правой стороне.
Высоту усиления швов (как стыкового, так и углового)
Его располагают на поверхности детали и осторожно опускают движок до тех пор, пока его указатель не коснется наиболее высокой части сварного шва. Показания считываются с правой шкалы.
Смещение кромки деталей при их соединении
Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.
Западания или подрезы между валиками швов. Его помещают основанием на деталь, опускают вниз движок до тех пор, пока его указатель не соприкоснется с подрезом или западанием. Его величина считывается со шкалы расположенной на правой стороне приспособления.
Величину выпуклости или вогнутости подрезов шва. УШС располагают основанием на деталь. Затем опускают движок вниз до тех пор, пока его указатель не прикоснется к максимальной точке выпуклости или вогнутости. Значения считываются с крайней справа измерительной шкалы.
Зазор между соединяемыми деталями. Клиновидную часть движка помещают в измеряемое пространство, считывают значения с соответствующей шкалы.
Диаметр используемых электродов. Это осуществляется простым прикладыванием электродов в прямоугольные пазы на верхней плоскости основания приспособления.
Для каких бы видов измерений ни применяли универсальный шаблон сварщика УШС-3 (как пользоваться в каждом конкретном случае ранее было рассмотрено подробно) его всегда нужно распологать строго перпендикулярно поверхностям соединенных деталей.
Поверка катетомера, шаблона сварщика (УШС)
Личные сведения и безопасность
Компания Тулбокс гарантирует, что никакая полученная от Вас информация никогда и ни при каких условиях не будет предоставлена третьим лицам, за исключением случаев, предусмотренных действующим законодательством Российской Федерации. В определенных обстоятельствах компания Тулбокс может попросить Вас зарегистрироваться и предоставить личные сведения. Предоставленная информация используется исключительно в служебных целях, а также для предоставления доступа к специальной информации.
Личные сведения можно изменить, обновить или удалить в любое время в разделе «Аккаунт» > «Профиль».
Чтобы обеспечить Вас информацией определенного рода, компания Тулбокс с Вашего явного согласия может присылать на указанный при регистрации адрес электронный почты информационные сообщения. В любой момент Вы можете изменить тематику такой рассылки или отказаться от нее.
Как и многие другие сайты, Тулбокс использует технологию cookie, которая может быть использована для продвижения нашего продукта и измерения эффективности рекламы. Кроме того, с помощь этой технологии Тулбокс настраивается на работу лично с Вами. В частности без этой технологии невозможна работа с авторизацией в панели управления.
Сведения на данном сайте имеют чисто информативный характер, в них могут быть внесены любые изменения без какого-либо предварительного уведомления.
Чтобы отказаться от дальнейших коммуникаций с нашей компанией, изменить или удалить свою личную информацию, напишите нам через форму обратной связи
ПОРЯДОК РАБОТЫ
Перед началом работы необходимо промыть шаблон в бензине по ГОСТ 1012–72 и протереть чистой тканью.
Измерения проводятся следующим образом:
Для контроля глубины дефектов (вмятин, забоин), превышения кромок, глубины разделки стыка до корневого слоя и высоты усиления шва, шаблон установить на образующую поверхность изделия плоскостью А. Повернуть движок 2 вокруг оси 4 до соприкосновения конца указателя 3 с измеряемой поверхностью (поверхность вмятины, кромки шва и т. д.). Снять отчет по шкале Г с помощью риски К.
Контроль притупления и ширины шва производить с помощь шкалы Е, пользуясь ею как измерительной линейкой.
Для контроля величины зазора между свариваемыми деталями ввести клиновую часть движка 2 в контролируемый зазор до упора. Снять отчет по шкале И.
Для контроля углов скоса кромок установить шаблон УШС-3 плоскостью Б на образующую поверхность изделия, повернуть движок 2 до совмещения плоскости В движка с измеряемой поверхностью. Снять отчет по шкале Д основания, пользуясь плоскостью В движка как индексом.
Для определения диаметра электродов (электродной проволоки) его вставляют в пазы Ж шаблона, используя пазы как калибры-скобы.
Как работать с ушс-3
Конструктивно он состоит из трех деталей:
- Основание, с нанесенными на него измерительными шкалами.
- Движок — прямоугольная полоса металла. На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.
- Указатель — имеет заостренный кончик, закреплен на движке в определенном месте.
Измерительное приспособление нужно оберегать от ударов, коррозии, химического загрязнения. Перед работой нужно проверить его целостность, отсутствие погнутостей, вмятин, потертостей или повреждения измерительных шкал.






Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
Притупление кромки деталей. Приспособление прикладывается к кромке, ее длина измеряется по шкале в его основании.
Ширину шва. УШС располагается на детали — ширина определяется по шкале, находящейся в его основании.
Угол разделки кромки деталей. В этом случае его располагают на поверхности детали верхом вниз. Движок опускают пока он не соприкоснется с плоскостью кромки. Значения считывают со шкалы вокруг оси вращения движка. При таком перевернутом положении шаблона она находится на его правой стороне.
Высоту усиления швов (как стыкового, так и углового)
Его располагают на поверхности детали и осторожно опускают движок до тех пор, пока его указатель не коснется наиболее высокой части сварного шва. Показания считываются с правой шкалы.
Смещение кромки деталей при их соединении
Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.
Западания или подрезы между валиками швов. Его помещают основанием на деталь, опускают вниз движок до тех пор, пока его указатель не соприкоснется с подрезом или западанием. Его величина считывается со шкалы расположенной на правой стороне приспособления.
Величину выпуклости или вогнутости подрезов шва. УШС располагают основанием на деталь. Затем опускают движок вниз до тех пор, пока его указатель не прикоснется к максимальной точке выпуклости или вогнутости. Значения считываются с крайней справа измерительной шкалы.
Зазор между соединяемыми деталями. Клиновидную часть движка помещают в измеряемое пространство, считывают значения с соответствующей шкалы.
Диаметр используемых электродов. Это осуществляется простым прикладыванием электродов в прямоугольные пазы на верхней плоскости основания приспособления.
Для каких бы видов измерений ни применяли универсальный шаблон сварщика УШС-3 (как пользоваться в каждом конкретном случае ранее было рассмотрено подробно) его всегда нужно распологать строго перпендикулярно поверхностям соединенных деталей.
Как пользоваться УШС-3
Сначала следует измеритель проверить, на поверхности не должно быть загрязнений, следов технологических жидкостей, масла, окалины.
Универсальный шаблон сварщика необходим:
Для проверки притупления кромок деталей УШС-3 устанавливают верхним торцом вниз, двигающуюся часть опускают до соприкосновения с кромочной поверхностью. На шкале (она расположена в правой стороне) по оси вращения путем совмещения риски с отметкой определяют угол разделки.
 Измерение притупления кромок деталей
Измерение притупления кромок деталей
 Измерение угла разделки кромки
Измерение угла разделки кромки
Зазор при укладке заготовок проверяют, перемещая клиновидную часть бегунка в пространство между свариваемыми элементами, по положению движка по шкале точно определяют зазор между сопрягаемыми поверхностями. Измеритель поворачивают под прямым углом к оси будущего шва.
 Измерение зазора между заготовками
Измерение зазора между заготовками
Смещение кромок на стыковом соединении контролируют, разместив УШС-3 перпендикулярно на одной из деталей (той, которая кажется выше) лицевой стороной к себе. По положению движка считывают результат.
 Измерение смещения стыкового соединения
Измерение смещения стыкового соединения
- Усиление стыкового или углового соединения (высоту шва, глубину дефектов) измеряют по правой шкале, двигая бегунок до контакта с самой высокой частью шовного валика.
- Подрезы или западания определяют по правой шкале. УШС-3 упирают основанием на деталь, подвижную часть шаблона опускают до подреза между валиками швов. Выпуклость или вогнутость проверяют по максимальной точке. Угол наклона шаблона к поверхности детали значения не имеет, только для контроля коротких швов измерительную поверхность устанавливают под прямым углом.
 Измерение высоты и глубины швов и дефектов
Измерение высоты и глубины швов и дефектов
Диаметр сварочных электродов, присадочной проволоки, толщины кромок уточняют с помощью пазов в верхней части универсального измерителя. Погрешность измерений 1 мм.
Инструмент всегда располагают перпендикулярно поверхности детали, торцевым краем. После измерений УШС протирают чистой фланелью.
Что такое Шаблон Сварщика. Его основные виды
За многолетнюю историю использования технологии сварного соединения металлов было создано, доведено до максимального уровня удобства и простоты использования четыре вида измерительных приспособлений:
- УШК-1. Расшифровывается как «Универсальный Шаблон Красновского».
- УШС-2. Часто называется «Катетометр».
- УШС-3.
- УШС-4.
УШК-1
Он наиболее простой из всей линейки. Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.
УШК-1 позволяет измерить зазор между соединяемыми деталями, а также три вида сварочных швов:
- нахлесточный;
- тавровый;
- стыковый.
УШС-2
Часто его называют катетометром. Как можно из этого догадаться, с помощью него определяют величину катетов угловых швов. Это осуществляется путем постепенного подбора искомого угла от максимума к минимуму (в данном случае от 14 до 4 мм).
Внешне УШС-2 выглядит как три небольших металлических детали скрепленные кольцом. На каждой из пластин имеется по два фигурных выреза — повторяющие катет соответствующего размера (имеется цифровая маркировка). Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).
Размер катета считается найденным, когда зазор между вырезом в пластине и самим швом минимален. Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.
УШС-3
Он наиболее распространен. Может оперативно контролировать качество, величину дефектов соединения:
- превышение кромок;
- забоины;
- углы скоса;
- зазоры;
- притупления.
УШС-3 позволяет контролировать одиннадцать характеристик сварных швов, соединяемых ими деталей:
- Скос свариваемых кромок деталей.
- Зазоры между краями деталей.
- Размер дефектов.
- Выпуклость.
- Вогнутость.
- Размер стыкового усиления.
- Величину притупления.
- Ширину шва.
- Сдвиг кромки. Под сдвигом здесь понимается различие в уровне нахождения плоскостей свариваемых деталей в стыковом соединении.
- Подрез основания шва. Это несовпадение реальной величины его катета запланированному. Он может доходить до 5 мм. Обычно причиной этого становится излишне высокое рабочее напряжение электрической дуги или слишком толстый электрод. Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.
- Глубину дефектов. Это расстояние между дефектом внутри соединения и его поверхностью. Диапазон измерений этого УШС достаточно широк для производственной практики. Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.
УШС-4
Является наиболее новым по происхождению. Он отчасти повторяет конструктивно универсальный шаблон сварщика УШС-3, но имеет ряд усовершенствований. К примеру, в него интегрировано устройство Маршака-Ушерова. Это упрощает многие измерительные операции.
Существует более современный аналог устройства Маршака-Ушерова — это INOX или SELTOR. Он способен измерить зазоры перед сваркой, высоту сварочного валика, катет углового шва, выпуклость его корня. Диапазон измерении имеет предел в 20 мм.
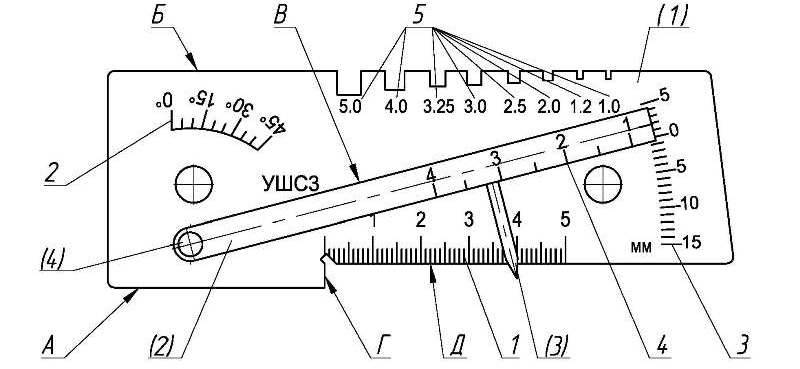
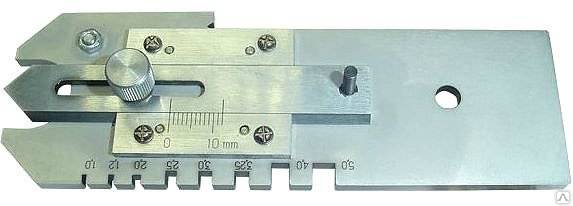
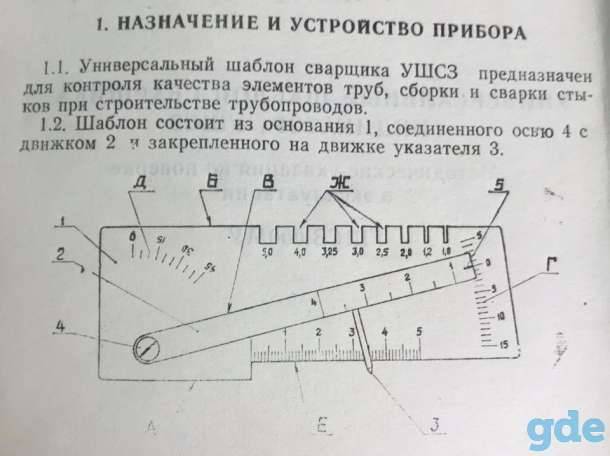
Устройство универсального шаблона сварщика УШС-3
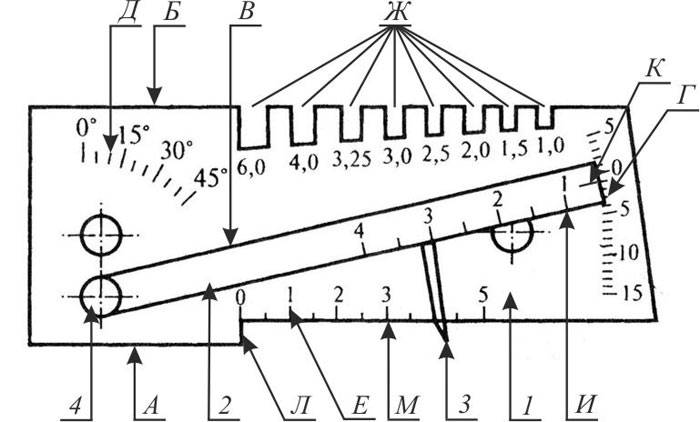
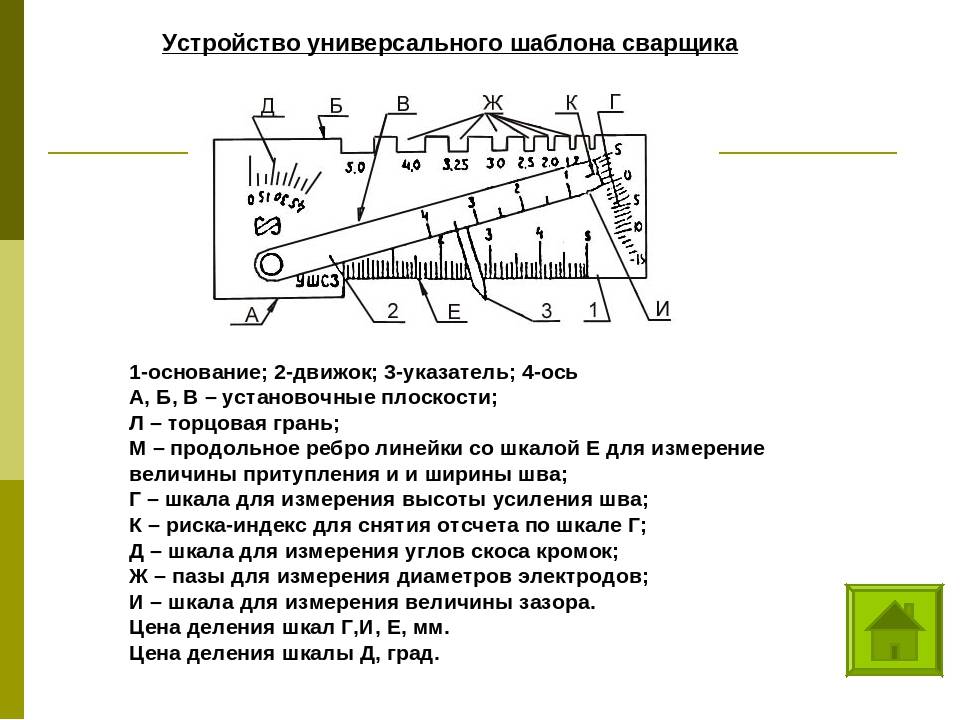
Стоит подробно рассмотреть основные элементы измерителя, конструктивно соответствующего регламенту стандарта, главные составляющие:
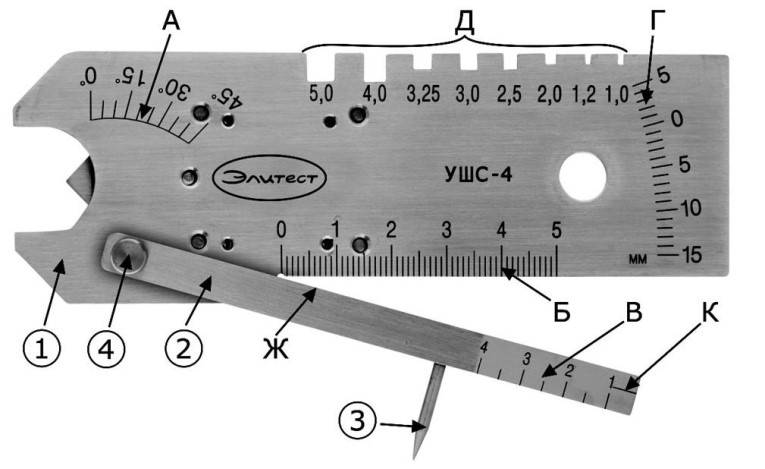
- измерительной панели (1), расположенной у основания инструмента;
- движка или бегунка (2), представляющего собой прямоугольную металлическую полосу, закрепленную на поворотной оси (4);
- стрелочный указатель (3) – это небольшой стержень с заостренным кончиком, закрепленный на бегунке с небольшим отступлением от края.
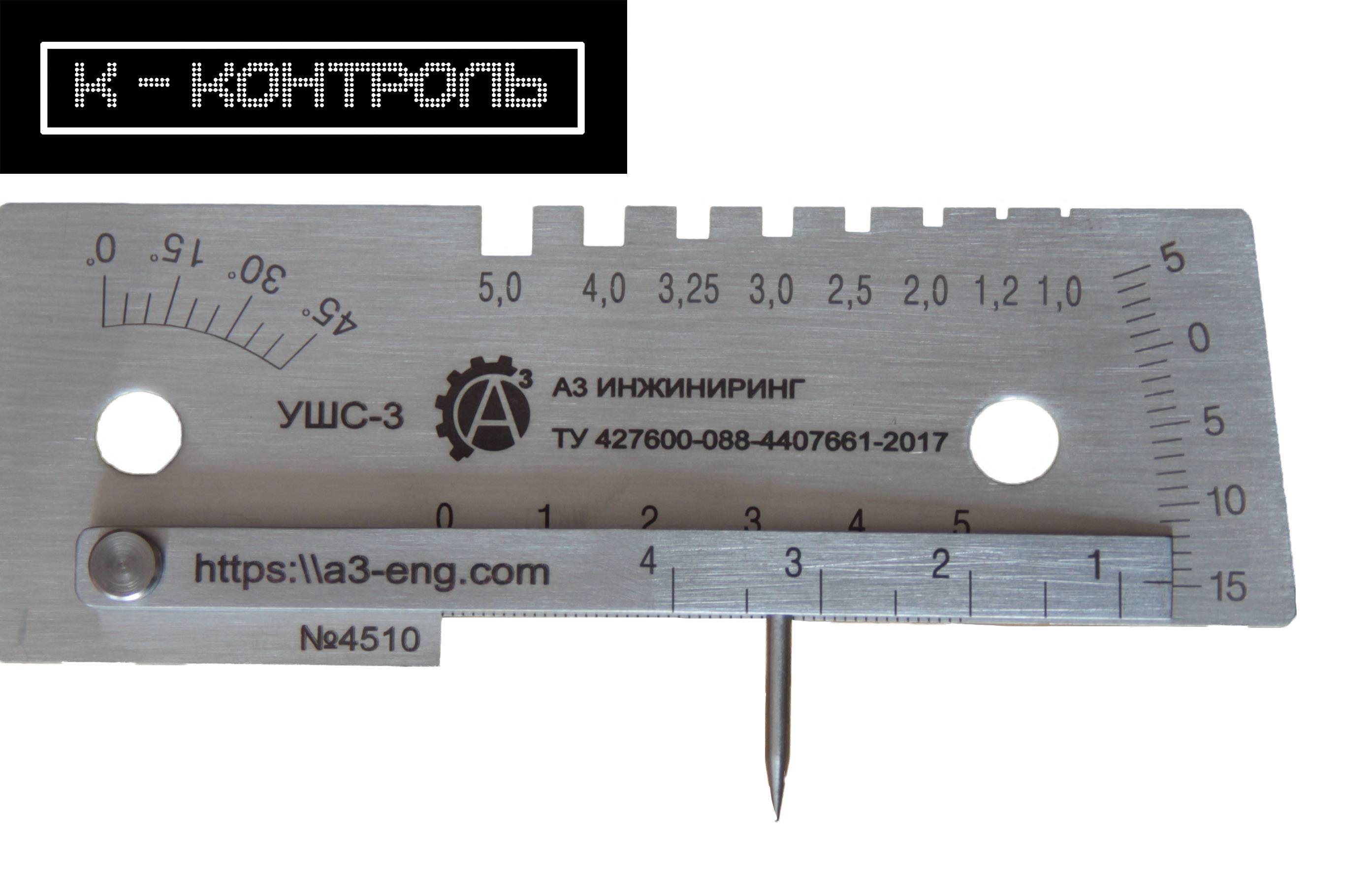
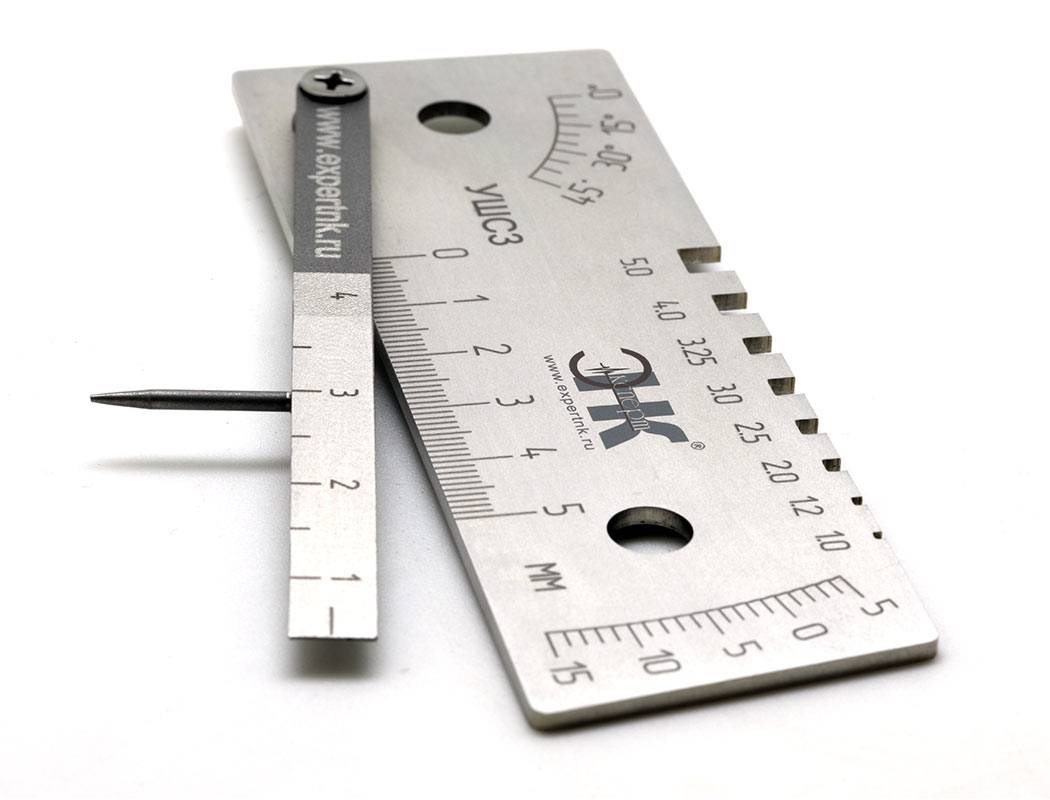
 Общий вид УШС-3
Общий вид УШС-3
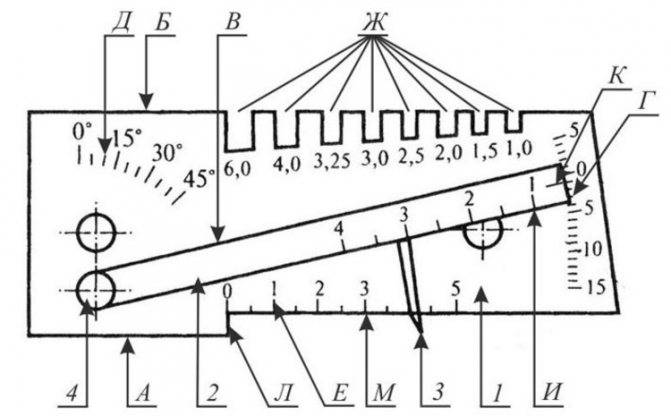
Для простоты пользования универсальным шаблоном сварщика УШС-3 определены условные обозначения элементов:
- установочная плоскость, которую примыкают к поверхности одной из свариваемых заготовок (обычно указывается буквой А);
- плоскость Б, на нее измеритель устанавливают для измерения угловых параметров;
- подвижный указатель В;
- измерительная шкала, указывает линейные величины Г.
Отдельно следует рассмотреть предназначение каждой шкалы:
- Д – для угловых измерений;
- Е – параметров шовного валика (измерителем определяют ширину и притупление шва);
- И – для определения стыкового зазора между устанавливаемые под сварку деталями.
По калиброванным пазам (Ж) сварщик уточняет стандартные размеры электродов, сварочной проволоки. Риска-индекс (К), расположенная на двигающейся части, необходима для измерительной шкалы, указывает измеряемый параметр.
Какие параметры можно контролировать
Стандартизированный инструмент входит в набор контролеров для визуального метода исследования сварных соединений. Универсальным шаблоном сварщика 3 проверяют до 11 параметров, контролируют положение заготовок (определяют зазор, сдвиг деталей относительно линии горизонта), подготовку к сварке (измеряют скос кромок).
У сварного шва контролируют:
- размер дефектов (глубину) и стыкового усиления;
- основные параметры шовного валика (выпуклость и вогнутость), притупление;
- подрез основания шва (несовпадение катета запланированному положению).
Диапазон измерений – по углам до 45°, по ширине и глубине до 50 мм.
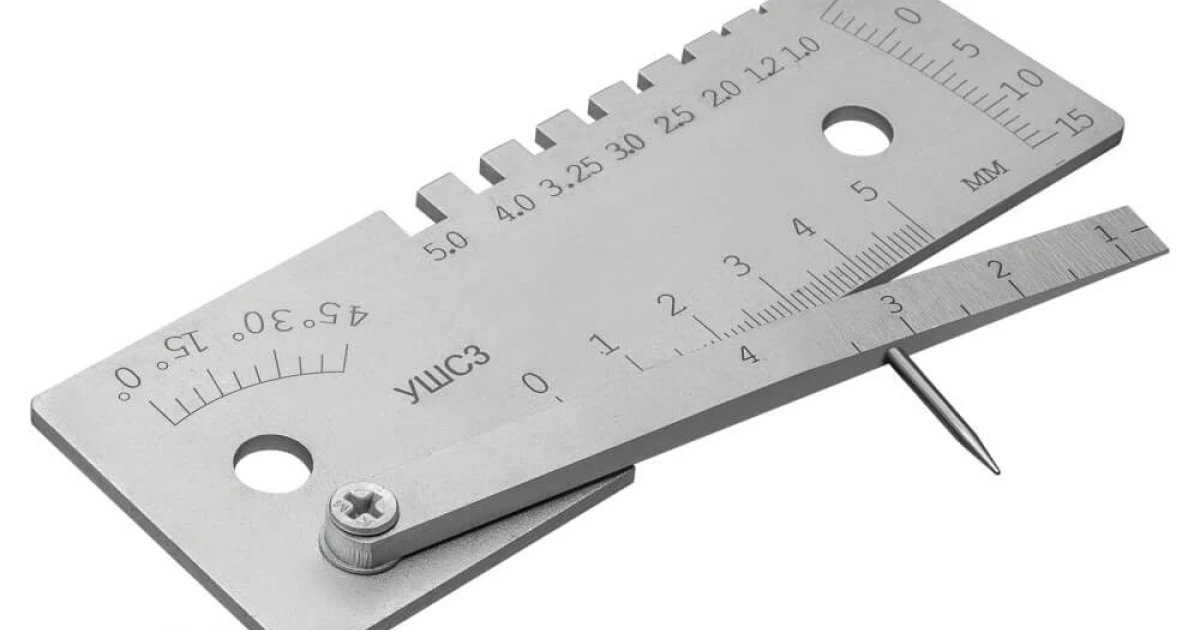
Универсальный шаблон сварщика УШС-3
Шаблон сварщика УШС-3 производства НТЦ «Эксперт» внесен в Госреестр средств измерения и является СИ утвержденного типа (№ 70742-18). Получен сертификат сертификат соответствия в системе ГОСТ Р Росстандарта РФ и свидетельство реестра республики Казахстан. Поверка шаблонов УШС-3 регламентированы методикой РТ-МП-4939-445-2017. Возможна поставка со свидетельством о поверке ЦСМ или сертификатом о калибровке нашей метрологической службы, либо без метрологической аттестации.
Назначение. Универсальный шаблон сварщика УШС-3 используется для контроля качества сварных швов и позволяет определять параметры дефектов, таких как забоины, зазоры, притупления, углы скоса и превышения кромок. УШС-3 входит в состав комплекта ВИК-1 и табель технической оснащенности ПАО «Транснефть». Наглядная инструкция по использованию шаблона УШС-3 представлена на схеме слева. Для сравнения функционала шаблонов сварщика различных типов можно воспользоваться этой таблицей.






Основные характеристики и предел погрешностей шаблона УШС-3 приведены в таблице:
| Допустимая погрешность | ||
| Углы разделки (скоса кромок) | 0 -45° | ±2,5° |
| Смещение кромки | 0 — 15 мм | ±0,5 мм |
| Размер притупления и ширины шва (линейка) | 0 — 50 мм | ±0,25 мм |
| Высота усиления стыкового шва | 0 — 5 мм | ±0,5 мм |
| Глубина вогнутости шва | 0 — 15 мм | ±0,5 мм |
| Высота выпуклости шва | 0 — 5 мм | ±0,5 мм |
| Подрезы корня шва | 0 — 15 мм | ±0,5 мм |
| Глубина дефектов шва | 0 — 15 мм | ±0,5 мм |
| Высота дефектов шва | 0 — 5 мм | ±0,5 мм |
| Размеры зазоров | 1 — 4 мм | ±0,25 мм |
| Диаметр электродов | 1/1,2/2/2,5/3/3,25/4/5 | до 3 мм +0,1 мм от 3 до 3,25 мм +0,12 мм более 3,25 мм +0,3 мм |
Контроль с использованием шаблона УШС-3 производится следующим образом:
- Контроль глубины раковин, глубины забоин, превышение кромок глубины разделки стыка до корневого слоя и высоту усиления шва производят при установке шаблона УШС-3 поверхностью А на изделие, затем поворотом движка 2 вокруг оси указатель приводится в соприкосновение с измеряемой поверхностью. Результат показаний считывается против риски К по шкале Г.
- Контроль зазора производится введением движка 2 его клиновой частью в контролируемый зазор. Результат считывается по шкале И, нанесенной на движке.
- Контроль притупления и ширины шва производится при помощи линейки шаблона УШС-3 нанесенной на шкалу Е.
- Контроль углов скоса кромок производится при установке шаблона поверхностью Б на образующую изделия. Затем, поворотом движка 2 без зазора совместить его поверхность В с измеряемой поверхностью. Результат считывается по шкале Д против поверхности движка В.
- Определение диаметров проволоки при помощи шаблона УШС-3, производится с помощью пазов Ж.
Комплект поставки: шаблон сварщика универсальный УШС-3, свидетельство о поверке или

(по заявке), паспорт, чехол.
Дополнительная информация:
- Паспорт шаблона сварщика УШС-3
- Методика поверки УШС-3 — РТ-МП-4939-445-2017
- Описание типа средства измерения на шаблон сварщика УШС-3
- Сертификат Госреестра республики Казахстан. – УШС-3
- Сравнительная таблица характеристик шаблонов сварщика различных моделей
Видео презентация шаблона сварщика УШС-3
Подпишитесь на наш канал YouTube
Описание
Принцип работы шаблонов — механический.
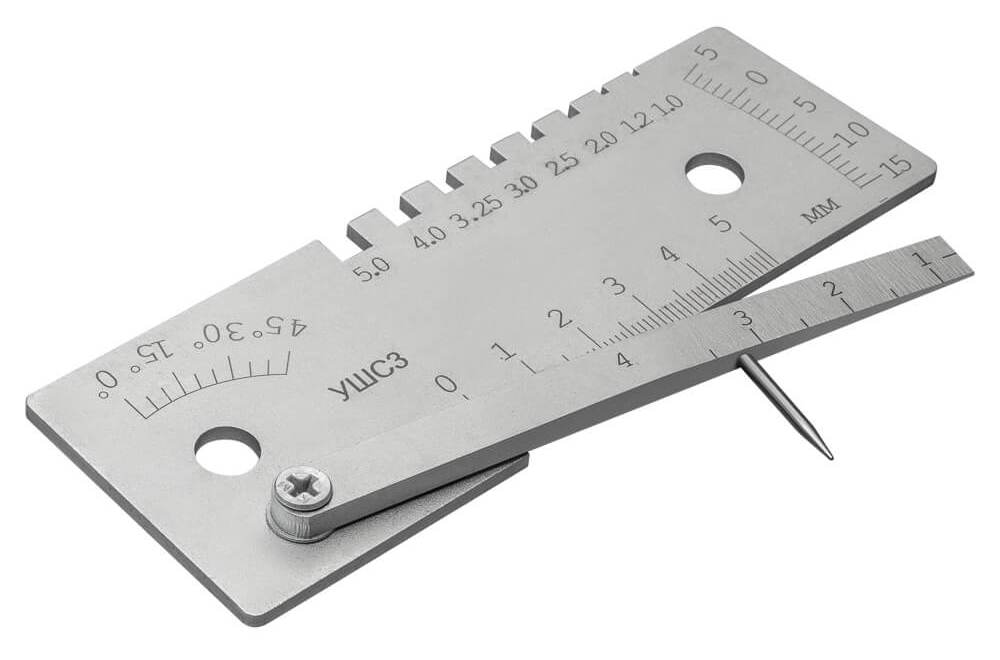
Шаблон состоит из основания, на котором с помощью оси установлен движок с неподвижно закрепленном на нем указателем. Движок может поворачиваться относительно основания на оси. Движок выполнен в виде пластины, один конец которой выполнен в виде клина. На лицевой поверхности клиновой части движка нанесена шкала для контроля зазора между свариваемыми деталями. На клиновом конце движка нанесена риска, являющаяся индексом для измерения глубины разделки до корневого слоя, превышения кромок, высоты усиления шва. Также на основании выполнены пазы, позволяющие контролировать диаметры используемых электродов. Измерения высоты притупления, ширины шва производятся с помощью шкалы, нанесенной на основании шаблона. На основании шаблона нанесена также шкала для измерений угла скоса кромок.
Общий вид шаблона представлен на рисунке 1.
Рисунок 1 — Общий вид шаблона сварщика универсального УШС-3 Пломбирование шаблонов сварщика универсальных УШС-3 не предусмотрено.
Описание
Шаблон сварщика универсальный производится в соответствии с описаниями ГОСТ 15150 из инструментальной качественной стали. На элементы прибора дополнительно наносится антикоррозийное напыление. Производителем обеспечено сохранение функциональности прибора без снижения точности на протяжении не менее 10 тысяч измерительных циклов.
Инструмент состоит из таких элементов:
- Главная измерительная панель.
- Бегунок с переменной толщей на протяжении элемента.
- Стрелка-указатель.
- Ось поворачивания бегунка
На центральной части устройства выделены такие плоскости и области измерения:
- А – плоскость установочная, используемая для накладки на прямые поверхности соединенного изделия для определения характеристик шва.
- Б – плоскость для измерения укоса угла для сварки.
- В – указатель двигающийся.
- Г – шкала для измерений размеров шва по высоте.
- Д – линейка для установления угла скошенной кромки.
- Е – линейка, определяющая затупление и суммарную высоту шва.
- И – линейная шкала, служащая для установления расстояния между подлежащими сварке изделиями.
- Ж – углубления для выявления толщи металла в области сварки.
- К – линия-индекс на бегунке, используемая для отсчета результата измерений по линейке Г.
Панель для измерений должна быть прямой. Вогнутость и наличие вмятостей недопустимо. Ось для поворота бегунка должна допускать мягкое передвижение элемента без рывков.
Как использовать шаблон УШС-1
Это самый простейший шаблон, который только и может быть у сварщика. Изготавливался он для контроля катетов создаваемого шва. Состоит шаблон из трёх пластин.
Стоит ли говорить о том, что любая работа сварщика проходит многократный контроль. Наиболее распространёнными видами контроля являются: визуальный осмотр специалистом (для этого и нужны шаблоны, строго говоря), магнитографика, рентгеноскопия, ультразвук.
Все вышеозначенные методики, кроме первой, используются уже на финишном этапе, когда изделие проходит отдел технического контроля. Сварщик же контролирует создание шва во время работы и сразу по завершению.