3 Простой самодельный агрегат для вальцовки металла
Изготовить своими руками такой станок сможет каждый, кто поставит перед собой подобную задачу. Мы очень коротко опишем, из каких материалов и как именно можно сделать самодельный агрегат. Сначала требуется взять каркас из труб либо изогнутый профиль, который будет выполнять функцию станины.
Затем подготавливаем профиль П-образной формы (идеально, когда материалом для него служит закаленная сталь) для изготовления вертикальной опоры нашего оборудования. Деформирующий узел станка для вальцевания размещается в открытой (верхней) части профиля. Зафиксировать его можно при помощи струбцины, на которую нанесена резьба. Под станиной закрепляют нижнюю часть П-профиля.

Потом устанавливаем ручку подачи и крепим к станине весь механизм, используя подшипники качения. Вы сделали простейший ручной станок для вальцевания своими руками! Желательно предусмотреть в его конструкции специальный механизм, позволяющий выполнять регулировку зазора между валами. Тогда вы сможете производить обработку металла разной толщины.
Несложно изготовить своими руками и более сложный вальцовочный механизм. В интернете сейчас есть немало материалов по данному вопросу. Найдите сайт с соответствующей информацией, посмотрите на чертежи самодельных установок и сделайте своими руками то оборудование, которое идеально подойдет вам.
Вальцы: принцип работы
Ключевой рабочий механизм приспособления – это вращающийся цилиндр, через который пропускаются раскаленные пласты металла и сгибаются. Вальцовочные станки могут быть оснащены цилиндрами от 2 до 5 штук
, но чаще всего используются трехвалковые и четырехвалковые изделия.
Детали изгибаются посредством действия третьего заднего вала, а радиус закрепления зависит от расстояния между верхним и задним валом.
Иногда вальцы для металла ломаются и требуют замены. Станок при работе с железом нужно постоянно греть, а пласты железа после вальцов идут в печь, их там раскаляют, а потом вновь прокачивают. После этого они опять идут на станок.
После обработки вальцами поперечное сечение металла уменьшается
, и он становится длиннее под воздействием высокой температуры металла и степени давления.
 Чтобы получить цилиндрическое изделие, задний вал должен быть настроен параллельно переднему, а чтобы сделать конус, задний вал устанавливается под углом относительно переднего.
Чтобы получить цилиндрическое изделие, задний вал должен быть настроен параллельно переднему, а чтобы сделать конус, задний вал устанавливается под углом относительно переднего.
Существуют модели вальцов, с помощью которых можно обрабатывать металл прямо на столе, но они не слишком функциональны. Работу с ними можно упростить с помощью крепежей
. Стоимость вальцов зависит от их габаритов. А если вы решили сделать станок своими руками, то вы значительно сэкономите.
Функции современных вальцовочных станков, самодельных и заводских, трехвалковых и четырехвалковых, такие:
- возможность сгибать трубы до 160 градусов;
- работа с металлическими трубами;
- деформация труб независимо от их диаметра.
Конструктивные особенности
Все 3-х валковые ручные листогибочные машины, в том числе и изготовленные своими руками, работают по одному принципу и, соответственно, имеют схожую конструктивную схему исполнения. Основными элементами такой схемы являются:
- рама-основание, на которой крепятся все остальные элементы машины;
- две боковые стойки, в подшипниковых узлах которых устанавливаются рабочие валки;
- 3 валка, изготовленных из высокопрочного стального сплава;
- приводной механизм (зубчатый или цепной), обеспечивающий синхронное вращение двух рабочих валков в одну сторону;
- рукоятка рычажного типа, предназначенная для приведения в действие приводного механизма;
- нажимной узел, оснащенный пружинами сжатия (назначение такого механизма, который может располагаться как на левой, так и на правой стойке машины, – это обеспечение требуемого уровня давления, оказываемого верхним валком на поверхность обрабатываемой заготовки);
- приспособление для отвода одной из сторон верхнего валка, используемое как для замены валка, так и для извлечения из рабочей зоны станка готового изделия;
- набор дополнительных валков различного диаметра, которым оснащается как трехвалковая, так и четырехвалковая листогибочная машина (необходим такой набор для того, чтобы расширить функциональные возможности станка и предоставить возможность изготавливать на нем изделия с различными геометрическими параметрами).

Устройство трехвалковой ручной гибочной машины
Если вы собираетесь самостоятельно изготовить трехвалковый листогиб и разрабатываете чертеж его конструкции, лучше сразу ограничить технические возможности такого станка определенными параметрами. При этом следует иметь в виду, что 3-х валковую листогибочную машину, оснащенную ручным приводом, можно использовать для гибки металлических листов, толщина которых не превышает 1,5 мм, а ширина – 600 мм. Объясняется это следующим.
Несмотря на то, что сам процесс гибки металла характеризуется невысокой энергоемкостью, чтобы преодолеть силы трения между поверхностями обрабатываемой заготовки и рабочих валков, оператору машины надо прикладывать значительные физические усилия для проворачивания механизма. Кроме того, валки, проворачиваемые с большим усилием, будут вращаться неравномерно, что может привести к искажению формы обрабатываемого изделия.
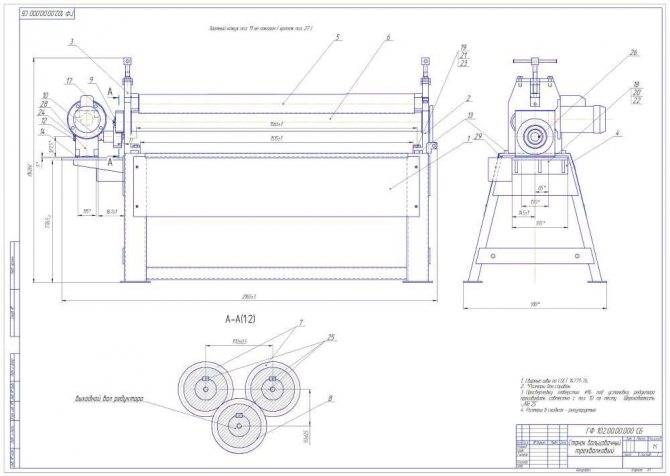
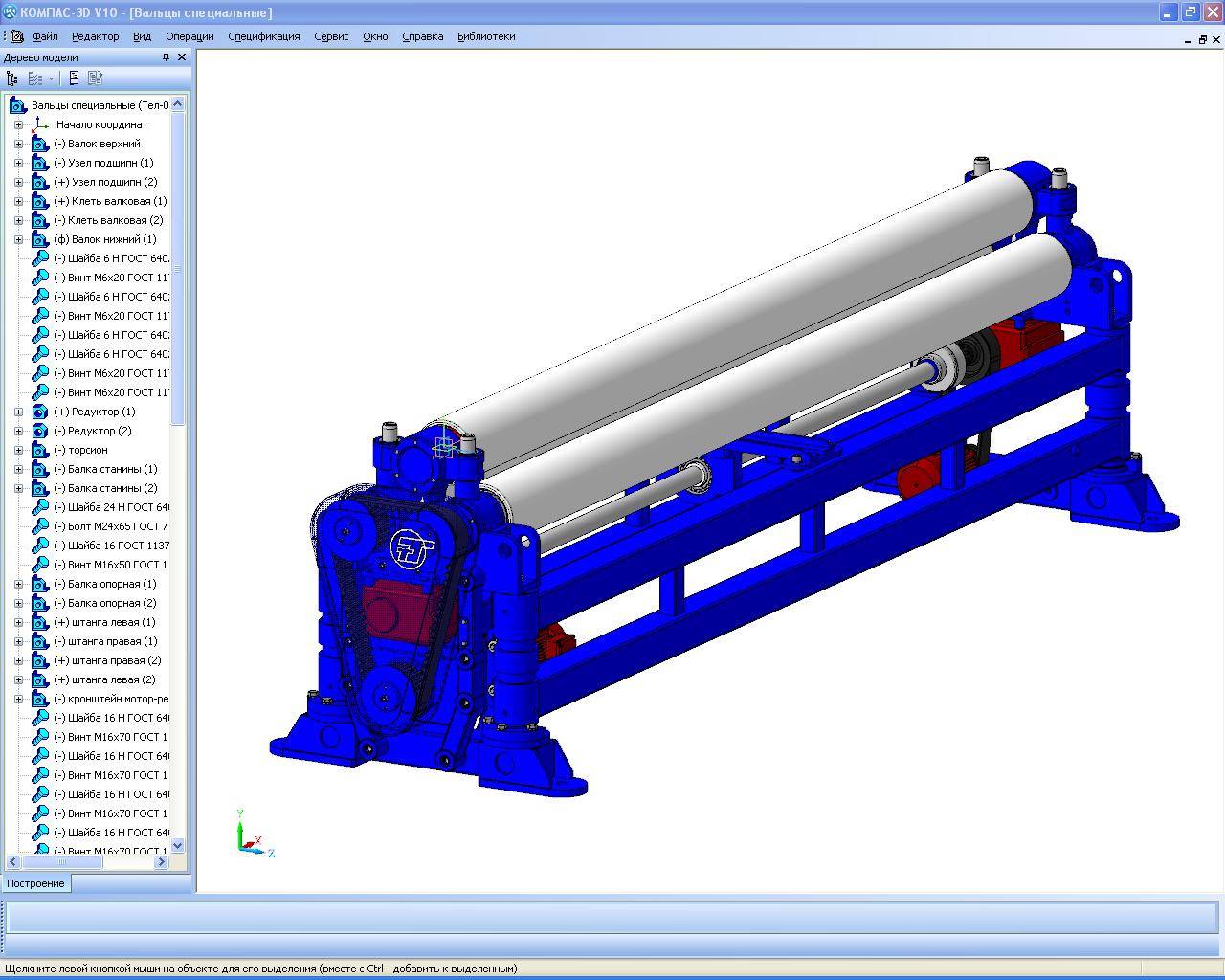
В качестве прототипа можно использовать чертеж заводского станка (нажмите для увеличения)
Если выбирать, каким образом расположить вальцы на листогибочной 3-х валковой машине – симметрично или асимметрично, – лучше отдать предпочтение второму варианту, поскольку такой станок является более функциональным и простым в изготовлении.
Изготовление листогибочных вальцов своими руками
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно. Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.

Чертеж самодельных ручных вальцов для прокатки широких заготовок (нажмите для увеличения)
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.
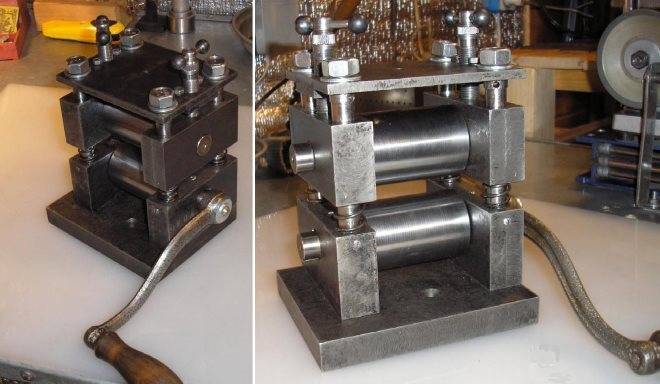
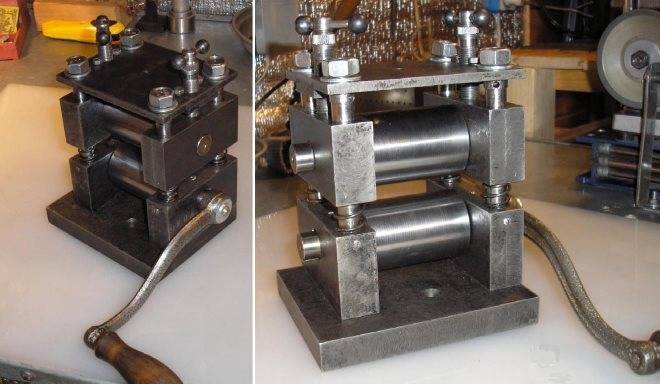
Компактные самодельные вальцы для обработки узких заготовок
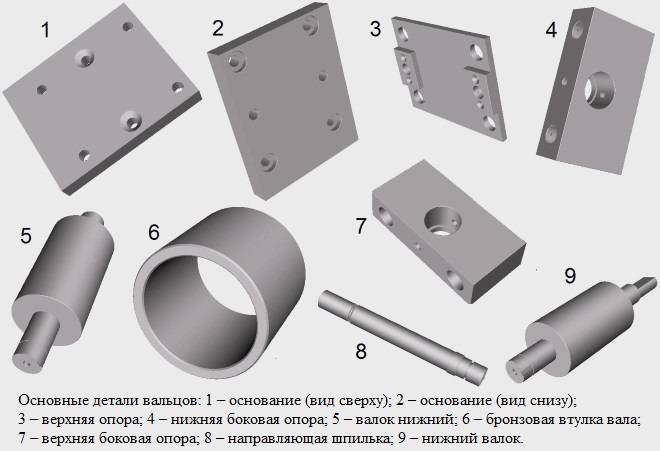
Основные детали компактных вальцов
Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.









Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.

Вариант листогибочных вальцов, изготовленных своими руками
Выяснить, как правильно работать с вальцами, вам может помочь видео, но, в сущности, этот процесс не представляет больших сложностей. Вальцевание, на каком бы оборудовании оно ни выполнялось, осуществляется в следующей последовательности.
- Лист металла, который должен быть подвергнуть обработке, укладывается на два нижних валка.
- При помощи верхнего валка, оснащенного нажимным узлом, лист прижимается к нижним рабочим органам.
- За счет вращения рукоятки станка начинает выполняться вальцевание.
Изготовление листогибочных вальцов своими руками
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно. Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.

Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.
Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.

Терминами «вальцовочный станок», «валковая машина» или же «вальцы» обозначается механизм, с помощью которого специалисты совершают нужную им деформацию необходимых заготовок из листового металла для выполнения разнообразных ремонтных работ или для строительства.
Главной особенностью данного устройства является ее высокая универсальность и эффективность в работе. Эти качества дают возможность использовать этот станок в различных видах производства.
Способы прокатки профильной трубы
Относительно бережно можно деформировать профтрубу несколькими способами:
С предварительным нагревом. Метод используется для формования изделий, имеющих ширину более 4 см. В отрезок трубы засыпают чистый песок, торцы закрывают заглушками с небольшими отверстиями для выхода газов. Затем фиксируют заготовку и шаблон в тисках и прогревают зону изгиба до 150 градусов, то есть до появления красноты. Металл становится пластичным и поддается деформации, при этом песок помогает равномерно распределить нагревание и деформирующее усилие. Нагреть и изогнуть участок трубы необходимо за один подход, так как многократное температурное и механическое воздействие приведет к снижению прочности изделия.
- Холодным способом с помощью пружинного трубогиба. В качестве амортизационного устройства для профтруб с шириной менее 4 см используют пружину с крюками на концах. Длина вспомогательного устройства должна быть достаточной, чтобы разместить его в трубе вдоль всего изгибаемого участка, а поперечное сечение должно быть таким, чтобы пружина без усилия протягивалась через профтрубу, почти касаясь стенок. Заготовку с закрепленной в ней пружиной фиксируют в тисках вместе с шаблоном и медленно и плавно изгибают.
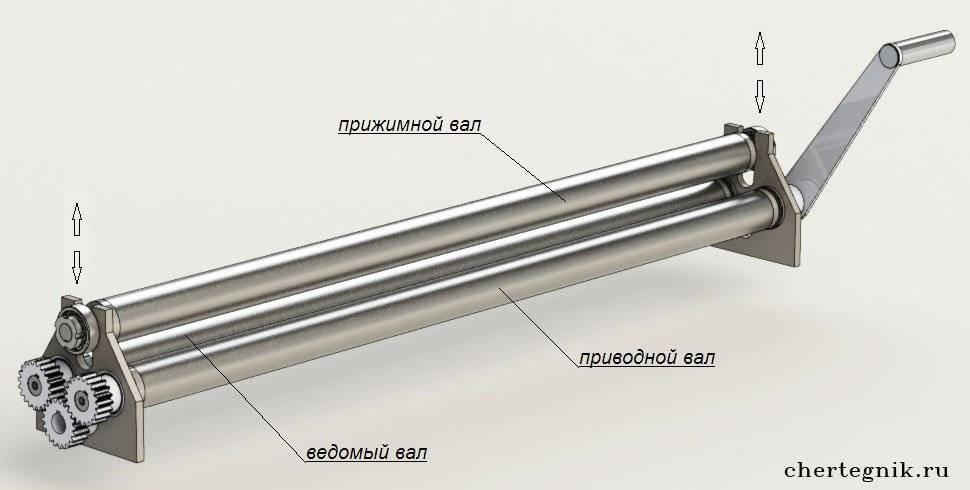
- Холодным способом с помощью профилегибочного, или вальцовочного, станка. Рабочей частью устройства являются три параллельных цилиндрических валика, средний из которых расположен выше крайних. Труба пропускается между вращающимися цилиндрами, при этом заготовка опирается на нижние, а верхний прижимает ее вниз, заставляя деформироваться. Для получения изгиба нужного радиуса трубопрофиль прокатывают несколько раз – при поэтапной деформации равномерно распределяется сила воздействия и не возникает складок на внутренней стороне дуги и неравномерного растяжения на внешней.
Рекомендуем ознакомиться: Как самому сделать и установить стабилизатор тяги для дымохода
Первые два способа подходят для прокатки труб вручную в случаях, когда не требуется изготовления большого количества гнутых деталей. Чтобы придать профилированному изделию нужную форму, придется потренироваться. Без опыта проведения подобных манипуляций желаемого результата достигнуть сложно.
Третий способ не требует особых навыков, позволяет изготавливать большое количество дуг, волн и спиралей и отличается высокой точностью, но для такого трубопроката нужен станок.
Технические характеристики вальцов

Во время проектирования самодельных ручных вальцов трехвалковых необходимо учитывать требуемые эксплуатационно-технические качества. В качестве основы для анализа можно взять характеристики подходящей заводской модели. Но при этом ее параметры необходимо адаптировать под фактические характеристики самодельной конструкции.
Прежде всего учитываются габариты станка. Они зависят от длины валов и влияют на максимальную ширину обрабатываемых листов. Нужно помнить, что в качестве привода будет использоваться ручной механизм, который необходимо сделать своими руками. Поэтому обычно рабочая ширина вала не превышает 1,2 м. Масса самодельной конструкции скажется только на возможности ее транспортировки.
Кроме этих показателей необходимо учитывать следующие параметры, которыми должны обладать вальцы трехвалковые ручного типа:
- диаметр рабочих валов. Этот показатель влияет на максимально возможный радиус кривизны обрабатываемого материала;
- степень удаленности верхнего вала от нижних направляющих;
- расстояние между нижними валами;
- скорость подачи материалов.
При выборе определенной модели вальцов листогибочных трехвалковых следует точно рассчитать жесткость конструкции. Несмотря на то, что давление в основном оказывается на валы — станина тоже испытывает определенные механические нагрузки. Поэтому к выбору материалов изготовления и схемы этой модели станка необходимо подойти с особой тщательностью.
Преимущества станка, собранного своими руками
Покупкой проходного листогибочного станка и сборкой ручного листогиба своими руками чаще всего интересуются люди, желающие сэкономить на приобретении профилированного листа серийного изготовления. Простая арифметика показывает, что самостоятельные работы по гнутью металлических листов удешевляют стоимость последних приблизительно на 40 процентов, если сравнивать с заводскими изделиями. Однако на деле все сложнее!
Стоимость проходного заводского ручного станка для гнутья профлиста составляет приблизительно 60 тысяч рублей. Несмотря на это, купленный листогиб не гарантирует стабильно высокого качества продукции. Загвоздка заключается в том, что прокатка с одним проходом скорее всего будет приводить к образованию перетянутых углов, которые в свою очередь со временем могут стать причиной образования трещин. Многократная же прокатка со сменой прижима будет трудоемкой и долгой. Для создания простых деталей из металла самодельный листогибочный станок подходит просто идеально, для серийного производства — не совсем!
Главный фактор, на который следует обращать внимание при покупке листогиба, — это его скорая окупаемость! Достичь этого самостоятельному мастеру, использующему станок в частном порядке, довольно проблематично. В данном случае куда целесообразнее взять на вооружение самодельный листогибочный станок, который отлично справится с гнутьем металлических листов. При помощи него вы сможете «своими руками» гнуть листы профнастила типовых и нестандартных габаритов — и те, и другие остаются очень востребованными не только при проведении кровельных работ, но и многих других
При помощи него вы сможете «своими руками» гнуть листы профнастила типовых и нестандартных габаритов — и те, и другие остаются очень востребованными не только при проведении кровельных работ, но и многих других.
Вальцы: принцип работы
Ключевой рабочий механизм приспособления – это вращающийся цилиндр, через который пропускаются раскаленные пласты металла и сгибаются. Вальцовочные станки могут быть оснащены цилиндрами от 2 до 5 штук, но чаще всего используются трехвалковые и четырехвалковые изделия. Детали изгибаются посредством действия третьего заднего вала, а радиус закрепления зависит от расстояния между верхним и задним валом.









Иногда вальцы для металла ломаются и требуют замены. Станок при работе с железом нужно постоянно греть, а пласты железа после вальцов идут в печь, их там раскаляют, а потом вновь прокачивают. После этого они опять идут на станок.
После обработки вальцами поперечное сечение металла уменьшается, и он становится длиннее под воздействием высокой температуры металла и степени давления.
Чтобы получить цилиндрическое изделие, задний вал должен быть настроен параллельно переднему, а чтобы сделать конус, задний вал устанавливается под углом относительно переднего.
Существуют модели вальцов, с помощью которых можно обрабатывать металл прямо на столе, но они не слишком функциональны. Работу с ними можно упростить с помощью крепежей. Стоимость вальцов зависит от их габаритов. А если вы решили сделать станок своими руками, то вы значительно сэкономите.
Функции современных вальцовочных станков, самодельных и заводских, трехвалковых и четырехвалковых, такие:
- возможность сгибать трубы до 160 градусов;
- работа с металлическими трубами;
- деформация труб независимо от их диаметра.
Изготовление листогибочных вальцов своими руками
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно. Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.
Чертеж самодельных ручных вальцов для прокатки широких заготовок (нажмите для увеличения)
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.
Компактные самодельные вальцы для обработки узких заготовок
Основные детали компактных вальцов
Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.
Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.
Вариант листогибочных вальцов, изготовленных своими руками
Выяснить, как правильно работать с вальцами, вам может помочь видео, но, в сущности, этот процесс не представляет больших сложностей. Вальцевание, на каком бы оборудовании оно ни выполнялось, осуществляется в следующей последовательности.
- Лист металла, который должен быть подвергнуть обработке, укладывается на два нижних валка.
- При помощи верхнего валка, оснащенного нажимным узлом, лист прижимается к нижним рабочим органам.
- За счет вращения рукоятки станка начинает выполняться вальцевание.
Вальцовка листового металла и изготовление вальцов своими руками
Такая технологическая операция, как вальцовка листового металла, остается распространенной уже на протяжении достаточно продолжительного времени. Конечно, вальцы, используемые для обработки листового металла, с момента своего изобретения претерпели серьезные изменения, но принцип их действия практически не изменился. Развитие современных технологий привело к тому, что сегодня на рынке можно без особых проблем найти оборудование, позволяющее выполнять такую сложную технологическую операцию, как вальцевание, даже в домашних условиях.

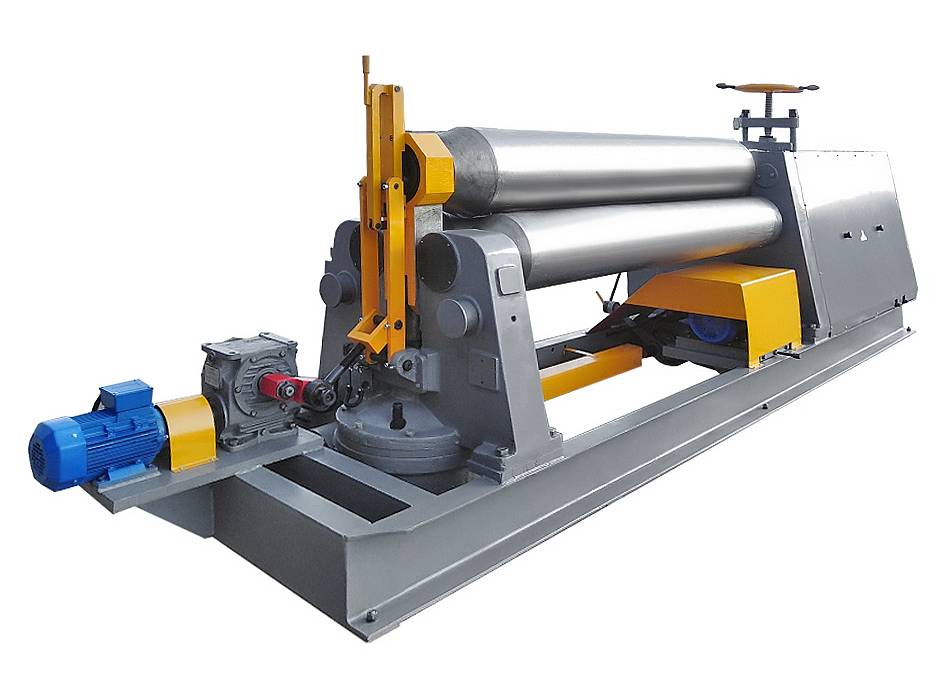
Вальцовка листового металла на электромеханическом станке
Как изготовить вальцы своими руками?
Самодельные вальцы для профильной трубы должны быть:
- надежными;
- мобильными;
- экономичными.
В зависимости от частоты использования самодельный станок можно оснастить электроприводом, после его изготовления. Мощность мотора должна быть не больше 1,5 кВт (для работы от стационарной сети).
Изготовление станка для домашнего вальцевания следует начинать со сборки его корпуса. Для этого рекомендуется использовать швеллер или профильную трубу. Основание должно быть достаточно широким, устойчивым. Корпус жесткий, рабочая часть П-образная. Вверху корпуса приваривают гайку для установки струбцины для регулировки прижима деформирующего валика. Второй вариант – установка гидравлического домкрата.
Домкрат устанавливают под подающим валиком снизу. Подача давления на трубу в этом варианте оказывается снизу, для чего половина установочной платформы (с одним подающим вальцом) делается подвижной.

Прокатный механизм имеет свои особенности. Валики должны быть прочнее, чем трубы, которые предполагается деформировать. Их изготавливают из закаленной стали и закрепляют подшипниками качения. Два вальца устанавливают на нижней платформе, на одной плоскости. Они будут протягивать трубу.









Деформирующий валик устанавливают сверху в П-образной части корпуса. Его положение регулируется струбциной. Соединяется и приводится в действие прокатный механизм при помощи цепной передачи. Цепь можно использовать от большого велосипеда. Звездочки устанавливаются на прокатный и деформирующий валик и соединяются с ручкой, с которой и подается крутящий момент.
Для удержания трубы по центру монтируется направляющая труба.
Пресс листогибочный гидравлический
– это оборудование, которое нашло широкое применение на металлообрабатывающих предприятиях. Их основное предназначение – изготовление деталей различной конфигурации из полосового проката. Все предлагаемые нами прессы характеризуются высокой универсальностью и рассчитаны на производство металлических деталей различных по размерам и форме. Каждый предлагаемый нашей компанией пресс листогибочный гидравлический характеризуется высокими показателями производительности и точности гибки, в том числе есть модели с числовым программным управлением. Мы предлагаем как крупные, так и компактные прессы, предназначенные для небольших ремонтных мастерских.
Разновидности машин для вальцевания
Крупногабаритные вальцовые станки часто используют в промышленном производстве. Небольшие мастерские вполне довольствуются устройствами для ручной работы.
Станки вальцовые разделяют:
- Механические. Являются очень простыми в использовании, а также отличаются невысокой стоимостью. Данный механизм имеет в составе три вальца, которые необходимо вращать вручную. Шестеренки передают движение от рукоятки на исполнительный механизм. Механический вальцовый станок не может изгибать детали формы конуса. Наиболее часто их используют в небольших цехах и приватных мастерских, чтобы изготовлять детали из очень тонких металлических листов.
- Электромеханические. Данный тип вальцовочной машины является производительней из-за дополнительного наличия электропривода, который приводит во вращение исполнительный механизм. Наличие данного элемента позволяет обрабатывать металлический лист с большей толщиной и существенно сократить время выполнения работы. Для валкового устройства с электромотором обязательно наличие тормоза.
Рекомендуемое расположение и инструмент
Само собой, изначально вы должны спланировать то, в каком месте будет вообще находиться ваш инструмент. Подойдет любой прочный стол из дерева или металла, старый верстак и так далее.

Главное, чтобы место было устойчивым и не поломалось в ответственный момент. Вам придется сконструировать его, если в распоряжении такового не нашлось, и только после этого начинать создавать гибочный станок для листового металла своими руками.

Заметьте, что прежде чем начинать это ответственное дело, удостоверьтесь в том, что у вас есть следующие приборы:
- шлифовальный инструмент со специальными съемными кругами для шлифовки и отрезки.
- прибор для сварка.
- электрический перфоратор.
- тиски, струбцины, инструмент для слесарных работ.