3Б161 станок круглошлифовальный универсальный полуавтоматСхемы, описание, характеристики

Станки предназначены для наружного шлифования цилиндрических изделий и пологих конусов.
На станках моделей ЗА151 и ЗА161 можно выполнять следующие виды обработки:
1) продольное и врезное шлифование при ручном управлении;
2) продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
3) врезное шлифование до упора при полуавтоматическом цикле работы.
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату. Станки моделей ЗА151 и ЗА161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве. Станки моделей ЗБ151 и ЗБ161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче. Станки моделей ЗБ151 и ЗБ161 рассчитаны на работу в условиях серийного и единичного производства.
Принципы выбора
При выборе станков для внутреннего шлифования деталей нужно учитывать следующие критерии:
- наличия необходимых режимов обработки;
- частоты вращения заготовки или рабочего инструмента;
- углов поворота бабки, длины хода;
- наличия и уровня автоматизации;
- максимального диаметра устанавливаемых деталей;
- параметров точности обработки;
- стоимости оборудования;
- наличия в продаже деталей, сложности обслуживания;
- мощности установленного двигателя;
- требований к условиям эксплуатации.
Преимущества и недостатки
Преимущества станков для шлифовки:
- высокие показатели точности;
- широкие возможности по подбору шлифовочных дисков;
- выполнение обработки различных материалов;
- шлифовка отверстий любых типов;
- неприхотливость оборудования в эксплуатации;
- большой ресурс механических узлов;
- невысокая себестоимость обработки;
- наличие моделей с различным уровнем автоматизации;
- регулировка частоты вращения заготовки или рабочего инструмента.
Недостатки данного типа оборудования следующие:
- относительно небольшая глубина обработки, усложняющая подготовку деталей больших размеров;
- отсутствие визуального контроля шлифования;
- ограничение по диаметру применяемых дисков;
- обработка угла при вершине до 60.

Высокая точность обработки
Производители и стоимость
Производством внутришлифовальных станков в России занимаются следующие компании:
- ОАО «Московский завод шлифовальных машин»;
- ОАО Саратовский станкостроительный завод «Станкошлиф»;
- ОАО Лубенский станкостроительный завод «Шлифверст»;
- ООО «Воронежский станкостроительный завод»;
- Липецкое станкостроительное предприятие.
Стоимость станков следующая:
- промышленные ЗЛ228 — от 2,5 млн. руб.;
- Spitzen SIG-80 с ЧПУ, применяемые в машино- или приборостроении, малогабаритные — от 4,2 млн. руб.;
- SI-6/1-AS малогабаритный универсальный для круглого и плоского шлифования — от 500 тыс. руб.
Ключевые особенности
Существует довольно много различных вариантов исполнения круглошлифовальных станков, которые позволяют проводить обработку цилиндрических и конических поверхностей. Вариант исполнения с шлифовальной бабкой 3м151 используется довольно часто, в паспорте указаны все важные технические характеристики, а также в схеме указываются важные моменты расположения элементов конструкции.
Круглошлифовальный станок модели 3м151 используются для обработки наружной цилиндрической поверхности. Зачастую обработке на станке 3м151 подвергают изделия типа вал. При этом также могут подвергать обработке конические заготовки при смещении шлифовальной бабки. Паспорт станка содержит информацию о том, какой конусности может быть поверхность. Стоит отметить, что круглошлифовальный станок модели 3м151 имеет повышенную точность. При его использовании можно осуществлять следующие типы работ:
- схема конструкции обуславливает возможность проведения продольного и поперечного шлифования при использовании ручной подачи. в паспорте указывается максимальная продольная и поперечная ручная подача;
- модель 3м151 может использоваться для врезного и продольного шлифования при полуавтоматическом цикле работы;
- некоторые варианты исполнения имеют систему ввода программы обработки заготовки, работа проводится в автоматическом режиме.
Производство модели 3м151 началось в прошлом тысячелетии. Информация с паспорта и схемы определяет возможность использования модели 3м151 в мелкосерийном, серийном и крупносерийном производстве. За многие годы использования оборудования было отмечено то, что установленная шлифовальная бабка позволяет проводить снятие металла с конической поверхности с большой точностью.
Бесцентрошлифовальный станок
Этот тип является разновидностью круглошлифовального станка. Бесцентрошлифовальный станок (рис. 5) используется для обработки деталей, закрепить которые в центрах не представляется возможным. Это связано либо с отсутствием возможности захвата детали патроном, либо с габаритами.
Рисунок 5. Бесцентрошлифовальный станок.
Рисунок 5. Бесцентрошлифовальный станок.
Бесцентрошлифовальный станок имеет два шлифовальных круга, каждый из которых приводится в движение собственным электромотором. Один из кругов, как правило, закрепляется статично или имеет настройку положения лишь по высоте. Второй круг подвижный и может перемещаться в более широких диапазонах. Снизу имеется так называемый опорный нож, который служит для поддержки обрабатываемой детали.
Различают три основные шлифовальные операции на этом станке.
- Продольное шлифование. Этой операции подвергаются детали с гладкими поверхностями различных длин и диаметров. Подача осуществляется при повороте одного из абразивных кругов или при изменении положения опорного ножа.
- Врезное шлифование. При помощи врезного шлифования обрабатываются детали с коническими и сферическими поверхностями, многоступенчатые валы и прочие детали с форменной поверхностью.
- Шлифование до упора. Применяется как промежуточная операция между продольным и врезным шлифованием. Таким способом обрабатываются детали, которые имеют слишком большую длину или такую форму поверхности, при которой другие типа шлифования не подходят. Когда шлифовальный круг подходит к своей крайней точки, деталь удаляется из зоны обработки и происходит повторная установка.
Реализация автоматики в станках
Сегодня практически невозможно встретить шлифовальный станок, в котором бы не задействовались элементы автоматического контроля или управления. В профессиональной сфере все реже используют даже полуавтоматические модели, а ручные задействуются разве что в небольших мастерских или домашних хозяйствах. Автоматизированный калибровально-шлифовальный станок обеспечивает возможности экстренной остановки рабочего процесса, точное позиционирование, центрирование ленты, регулировку скорости подачи заготовки и т. д.
К слову, точность позиционирования в некоторых моделях достигает 0,1 мм. Оператору остается лишь задать оптимальный режим, в котором будут предусмотрены отдельные рабочие параметры и команды. Электроника принимает решение на основе данных, получаемых от разного рода датчиков. К примеру, температурный сенсор выявляет перегрев двигателя, в результате чего система на основе сигнала от датчика автоматически отключает силовую установку или снижает обороты ее действия.

Классификация и конструкция станков
 Модель, предназначенная для обработки больших заготовок
Модель, предназначенная для обработки больших заготовок
Современные внутришлифовальные станки разделяются на несколько типов. Конструктивно они схожи с горизонтальными или вертикальными фрезерными установками. Разница заключается в способе обработки деталей – шпиндель находится в заготовке и методом вращения убирает излишки материала.
Зачастую заготовка остается неподвижной. Вращение от главного привода передается валу шпиндельной головки. На ней устанавливают шлифовальные инструменты различных видов. Их выбор зависит от степени обработки и материала изготовления детали. Для обработки больших изделий применяются специальные модели станков, рассчитанные на значительные нагрузки.
В зависимости от конструктивных и функциональных особенностей существуют следующие типы внутришлифовальных станков:
- одношпиндельные. Предназначены только для шлифования внутренних поверхностей цилиндрических или конических заготовок;
- двухшпиндельные. Дополнительно к основной функции второй шпиндель выполняет обработку кромок изделий. Это позволяет повысить производительность и как следствие – качество изготовления;
- двухсторонние двухшпиндельные. Относятся к разряду специального оборудования. В них деталь закрепляется на конструкции, благодаря которой происходит шлифовка изделия с двух сторон. Таким образом обрабатываются сложные по конфигурации фигуры.
Кроме этих показателей при выборе необходимо учитывать специфику комплектации оборудования и способ управления производственным процессом. Для максимальной автоматизации рекомендуется выбирать модели с ЧПУ. Они позволяют увеличить качество обработки. Но для этого необходимо правильно составить программу и тщательно рассчитать изначальную и требуемую конфигурацию детали.
О системах ЧПУ
С целью корректного управления механизмами для правки в станках употребляются такие программные системы, которые:
- являются замкнутыми для компенсирования температурных деформаций и геометрических неточностей;
- имеют возможность измерения с хорошей разрешающей способностью, для обеспечения небольших допусков на точное позиционирование;
- имеют возможность автоматической компенсации изнашиваемости круга;
- смогут управлять частотой кругового вращения, скоростью подач.

При управлении подобными системами ЧПУ возможно координировать функционирование многокоординатных бесцентрово-кругло-шлифовочных устройств. Для этого встроенной системой употребляются специальные модули, рассчитывающие:
- любые траектории шлифовочных приспособлений;
- необходимые корректировочные действия;
- взаимосогласованный диалог оператора с обслуживающим устройством.
Важно. Существование многокоординатных систем ЧПУ придает больше универсальности этим производственным устройствам, позволяет эффективно воздействовать на любые процессы шлифовки
Классификация шлифовальных станков, оборудования, инструментов
Основным предназначением станков является окончательная обработка изделия. В зависимости от назначения ведется основная классификация оборудования. Шлифовальные станки могут быть использованы для работы по дереву и для работы по металлу.
Шлифовальные машины по дереву используются для обработки деталей из разного вида древесины с целью придания ей определенной формы и вида. Такие станки активно используются в производстве мебели, они предназначены как для грубой предварительной обработки деталей, так и для тонкой окончательной полировки.









В зависимости от типа шлифовальные станки можно также разделить на такие виды:
Обдирочно-шлифовальные аппараты. Этот станок используется для различного типа слесарных работ, он позволяет качественно отполировать и отшлифовать металлические поверхности, осуществляет зачистку заготовки. Такое оборудование снимает слой краски или лака с детали. Станок не предназначен для создания формы деталей.
Точильно-шлифовальные станки. Это очень распространенное и функциональное оборудование. Такой станок отличается особой производительностью, он позволяет не только сделать поверхность детали гладкой и придать ей необходимую форму, но и осуществляет заточку резцов и ножей. Основным действующим элементом данного оборудования является шлифовальный круг из металла. Такие станки могут быть бытовыми и профессиональными, настольными и напольными соответственно.
Ленточно-шлифовальные аппараты. Это качественные и современные станки для шлифовки деталей, они отличаются высокой производительностью, эффективностью и безопасностью. Особенностью данного оборудования является то, что в качестве действующего элемента вместо диска здесь используется абразивная лента с грубым покрытием. Лента позволяет более точно и быстро осуществлять шлифовку деталей, особенно хороша она при использовании станка для обработки стекла или хрупких материалов. Оборудование позволяет быстро и качественно отполировать изделие.
3К228В станок внутришлифовальный универсальный высокой точности. Назначение и область применения
Внутришлифовальный станок 3К228, 3К229 предназначен для шлифования цилиндрических и конических (с углом при вершине до 60°) сквозных и глухих отверстий: для станка модели ЗК228А диаметр 50—300 мм, длина до 320 мм; для станка модели ЗК229А диаметр 100—500 мм, длина до 500 мм.
Станки снабжены торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
Читать также: Браслет из резинок чешуя дракона на вилке
Станки предназначены для внутренних и экспортных поставок.
Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Класс точности станков А по ГОСТ 8—82Е.
Категория качества — высшая.
Показатель точности обработки образца-изделия:
- постоянство диаметра в продольном сечении 3 мкм
- круглость 1,6 мкм
Шероховатость поверхности образца-изделия, не более:
- цилиндрической внутренней Ra 0,080 мкм
- плоской торцовой На 0,32 мкм
Станки имеют следующие конструктивные особенности:
- Роликовые направляющие качения со стальными закаленными планками для поперечного перемещения шлифовальной бабки вместе с конечным звеном – шариковой винтовой парой (передача винт-гайка качения) – обеспечивают минимальные перемещения с высокой точностью.
- Бесступенчатое регулирование числа оборотов шпинделя бабки изделия
- Конструкция бабки изделия позволяет устанавливать пневматическое или рычажное устройство и различные патроны для крепления изделий.
- Магнитный сепаратор и фильтр-транспортер обеспечивают высокое качество тонкой очистки охлаждающей жидкости, что повышает качество обработанной поверхности.
- Автоматическая поперечная подача
- Автоматическое прекращение поперечной подачи после снятия установленного (чернового) припуска дает возможность оператору одновременно управлять несколькими станками.
- Автоматическая система смазки
- Приспособление для шлифования торцов изделий позволяет обрабатывать на станках отверстия и торец за одну установку изделия.
- Для уменьшения нагревания станины и исключения передачи вибрации станку гидропривод установлен отдельно от станка и соединен с ним гибким шлангом.
- Ускоренное наладочное поперечное перемещение шлифовальной бабки сокращает вспомогательное время при переналадке станков.
Станок имеет широкие диапазоны:
- частот вращения шлифовальных кругов, шпинделя изделия
- величины поперечной подачи
- скоростей перемещения стола, обеспечивающих обработку деталей на оптимальных режимах
Разработчик — Саратовский станкостроительный завод им. 60-летия СССР.
Условия транспортирования и хранения
Категория условий транспортирования по ГОСТ 15150—69, ГОСТ 23170—78 и ОСТ2 Н92-1—81:
- Ж1 — для внутренних поставок
- ОЖ1 — для экспорта
Категория условий хранения по ГОСТ 9.014—78, ГОСТ 15150—69:
- С — для внутренних поставок
- ОМ1 — для экспорта
Рекомендации по технике безопасности
Безопасность труда на станке обеспечивается соответствием его требованиям ГОСТ 12.2.009—80, СТ СЭВ 499—77, СТ СЭВ 538—77, СТ СЭВ 539—77.
При работе на станке во избежание образования абразивной пыли работы должны вестись с охлаждающей жидкостью.
Запрещается работать на станке без ограждения шлифовального круга, а также без кожухов, закрывающих приводные ремни, шкивы, изделия.
Периодически проверять правильность работы блокировочных устройств.
Круглошлифовальный станок
Станки кгруглошлифовальной подгруппы (рис. 1) предназначены для производства шлифовальных операций на наружных и внутренних поверхностях тел вращения.
Рисунок 1. Круглошлифовальный станок.
Рисунок 1. Круглошлифовальный станок.
Конструктивно круглошлифовальный станок состоит из станины (1), стола (2) двух бабок (3,5), в которых закрепляется цилиндрическая или коническая деталь и приводной бабки (4), в которой закреплен рабочий орган. Рабочим органом на этом станке является шлифовальный круг. Здесь имеются различия в способе подачи вращательного движения, которые часто комбинируются в зависимости от требуемого эффекта:
- вращается сама заготовка;
- вращается шлифовальный круг;
- вращается и заготовка, и круг.
В общем случае заготовка закрепляется в центрах. Запускается приводной электродвигатель шлифовального круга. Выбирается скорость вращения круга и скорость подачи. Круг подается на заготовку. Осуществляется продольная подача с определенной скоростью. В процессе работы шлифовальный круг снимает металл с поверхности заготовки, тем самым сглаживая неровности и уменьшая шероховатость.
Также различаются способы подачи шлифовального круга при обработке детали (рис. 2).
Рисунок 2. Способы шлифования.
Рисунок 2. Способы шлифования.
Основные способы шлифования поверхностей тел вращения следующие:
- с осуществлением продольной подачи;
- с заглублением;
- с врезанием;
- с последовательным врезанием;
- комбинированный.
Станки для круглого шлифования подразделяются на следующие категории:
- стандартные;
- специализированные;
- универсальные;
- бесцентровые;
- врезные.
Самым распространенным является стандартный круглошлифовальный станок.
Внутришлифовальный станок модели 3К227А
Основой ряда внутришлифовального оборудования, выпускаемого отечественным производителем, стали станки линейки 3К. Паспорт этих моделей подтверждает их назначение для отделки заготовок с объемом от 0,3 до 80 см. Класс точности – П, А и В. На каждом таком станке есть торцешлифовочное приспособление.  Модель 3К227А стали выпускать в восьмидесятых годах. Станок 3К227А используют для шлифовки цилиндрических, конических глухих и сквозных проемов. Агрегат 3К227А с торцешлифовочным устройством дает возможность обделать внешние торцы детали за период одной установки. Эти товары поставляют в отечественные магазины и зарубежные. Модель 3К227А отличается высочайшим показателем качества. О станке 3К227А пользователи оставляют только положительные отзывы.
Модель 3К227А стали выпускать в восьмидесятых годах. Станок 3К227А используют для шлифовки цилиндрических, конических глухих и сквозных проемов. Агрегат 3К227А с торцешлифовочным устройством дает возможность обделать внешние торцы детали за период одной установки. Эти товары поставляют в отечественные магазины и зарубежные. Модель 3К227А отличается высочайшим показателем качества. О станке 3К227А пользователи оставляют только положительные отзывы.
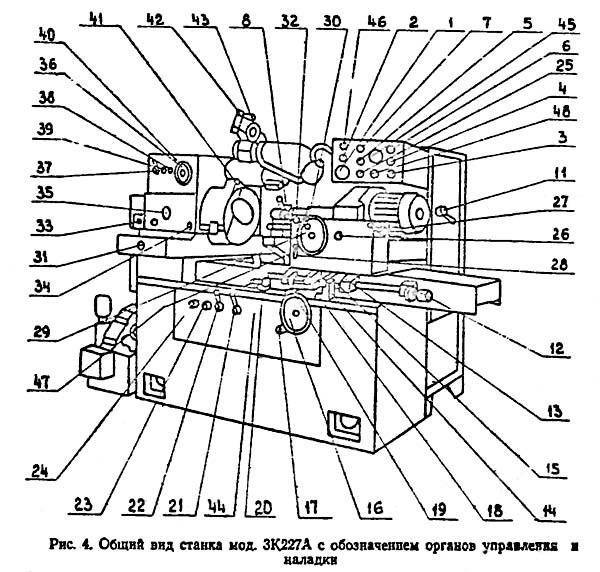
Особенности модели 3К227А:
- электрорегулировка численности оборотов детали;
- оснащение каленными направляющими;
- возможность шлифовки внешнего торца с одной установки;
- оснащение набором шпинделей;
- оснастка поперечной подачей для автовозврата стола в начальное расположение;
- широкий спектр вращения шлифовочных дисков, шпинделя, поперечной подачи, быстроты передвижения стола.
К каждому внутришлифовальному агрегату прилагается паспорт и руководство по использованию. Паспорт имеет все необходимые данные и технические характеристики по конкретно взятому виду. Здесь имеются детальные технические характеристики, устройство и схема станка.







Эксплуатация
При работе на шлифовальных станках нужно соблюдать следующие правила:
диск и заготовка должны быть установлены плотно, соосно, без свободного вращения; уровень биений не должен превышать допустимых значений, указанных в техдокументации; обязательно использовать защитные щитки, чтобы предотвратить травматизм оператора; перед запуском нужно убедиться в работоспособности защитной системы; запрещено касаться руками вращающихся узлов, механизмов, заготовок; важно проводить техосмотры, замены повреждённых деталей, выполнять своевременную смазку; если предусмотрена система охлаждения, то требуется следить за её исправностью; недопустимо использование сильно изношенного круга или повреждённого; при обнаружении перегревов выше +60С нужно остановить работу, выяснить причину, устранить её; следует за один проход снимать оптимальный по размерам верхний слой, не вызывая перегрузок или сбоев в работе станка. В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач
Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз
Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз
В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз.
Обзор моделей и модификаций круглошлифовальных станков
Шлифовка (шлифование) — способ обработки детали до установленных размеров. Для этого используются абразивные материалы, нанесенные на шлифовальные круги. Круглошлифовальные портативные станки для работы по металлу имеют множество вариантов исполнения, как способ с ручным управлением, так и способ с системами ЧПУ (3у10а, серия станков Studer и др.). Круглошлифовальные станки широко распространены в производственных предприятиях, которые занимаются выпуском продукции большими, средними, малыми сериями и даже единичными экземплярами. Универсальный круглошлифовальный станок имеет назначение для шлифования цилиндрических и конических деталей как внутри, так и снаружи.
Круглошлифовальный станок модели 3В423
Как правило, деталь попадает на такой станок для заключительной обработки, при которой обеспечивается высокая точность контроля по параметрам и чистоте поверхности.
3К227А характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 3к227а предназначены для шлифования цилиндрических и конических, глухих и сквозных отверстий, внутренних и наружных торцев
Наименьший и наибольший диаметр, шлифуемых отверстий, мм 20-150 Наибольшая длина шлифования(при наибольшем диаметре отверстия), мм 125 Наружный диаметр обрабатываемого изделия, устанавливаемого на станке, мм: без кожуха 400 в кожухе 250 Наибольший угол поворота бабки изделия (при шлифовании конусных отверстий), град. 45 Поперечное перемещение бабки изделия (ручное) за один оборот маховика, мм: грубое (наладочное) 2,5 тонкое 0,25 на одно деление лимба 0,001 от рычага дозированной подачи 0,001 Скорость движения стола, м/мин: при правке круга 0,1-2 при шлифовании 1-7 при быстром продольном подводе и отводе 10 Наибольший ход стола, мм 450 Пределы числа оборотов шпинделя изделия (регулировка бесступенчатая), об/мин 60-1000 Число оборотов внутришлифовальных шпинделей, об/мин 9000,12000, 18000,24000 Число оборотов торцевого шпинделя, об/мин 5600 Общая мощность всех электродвигателей (без преобразовательных агрегатов), кВт 8,42 Требуемая площадь для станка с баком гидросистемы, баком эмульсии, электрошкафом (длина X ширина), мм 2815×1900 Общий вес станка (с электрошкафом, баком эмульсии и гидронасосной станцией), кг 4050 Габариты станка, мм Длина 2500 Ширина 1470 Высота 1560
Купить этот станок без посредников:
mashinform.ru
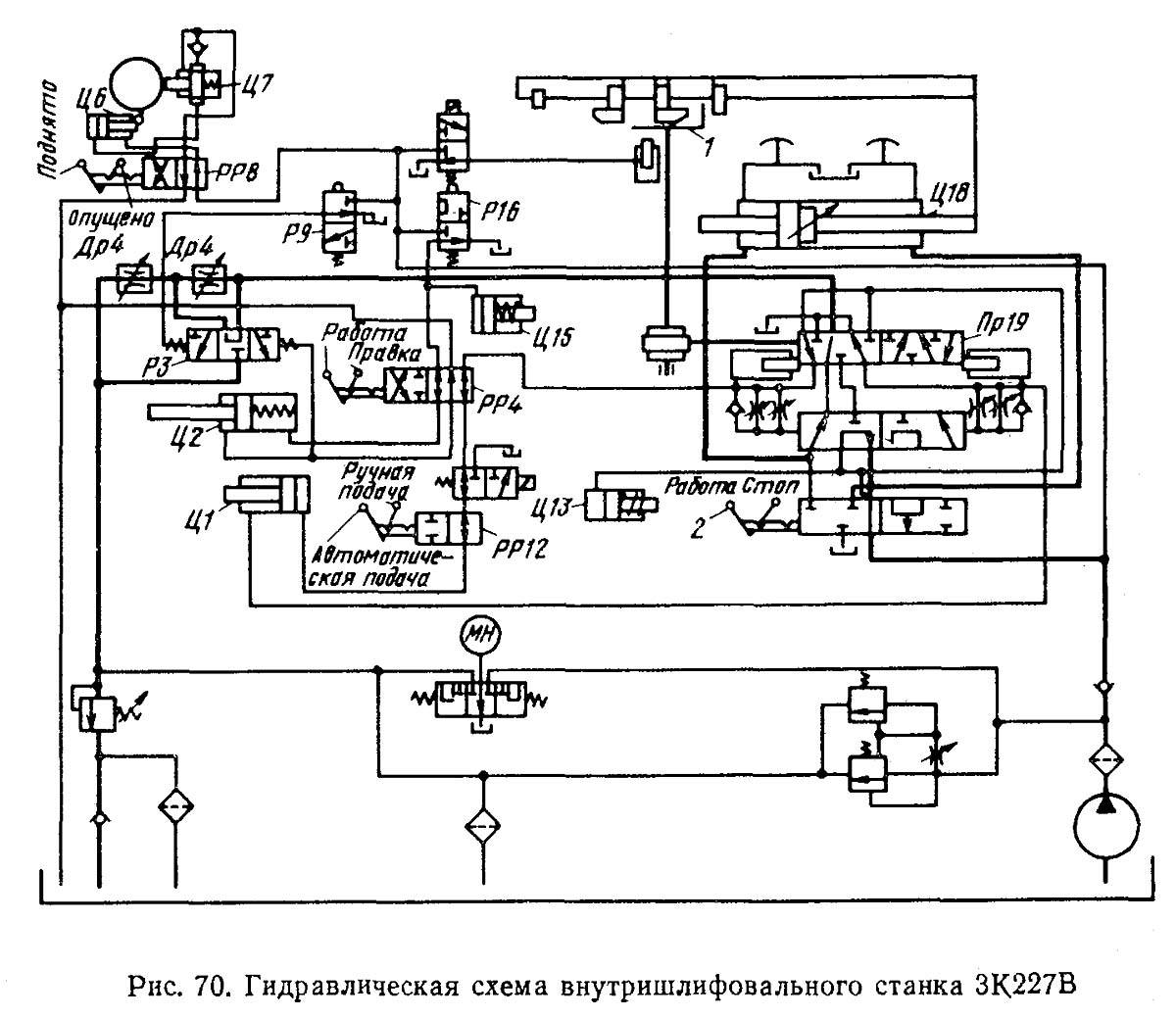
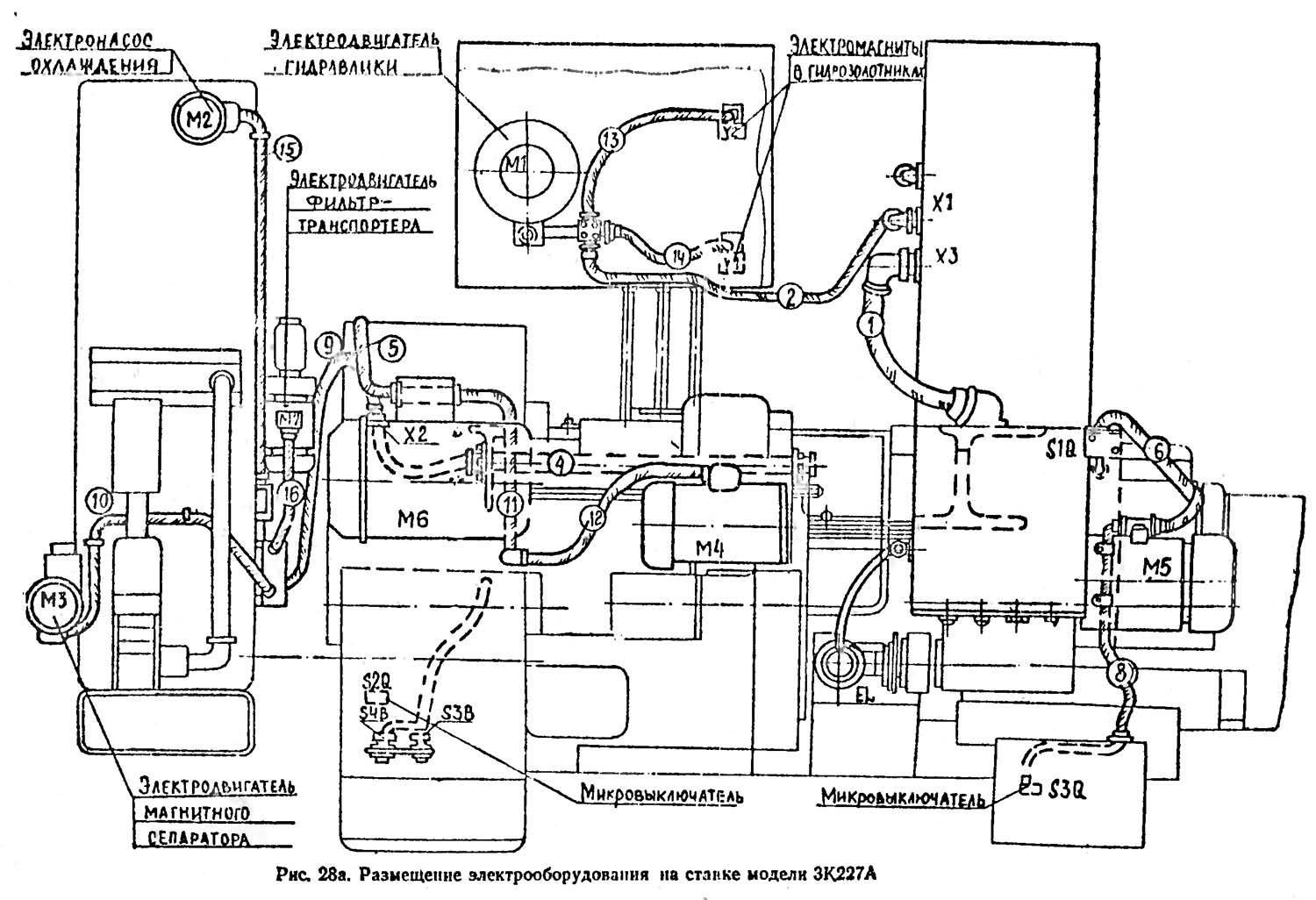
Гидравлический привод внутришлифовального станка 3К227В

Гидравлическая схема внутришлифовального станка 3к227в
В станке (рис. 70) гидравлическим приводом осуществляют:
- возвратно-поступательное движение стола и изменение его скорости;
- автоматическое поперечное перемещение шлифовальной бабки;
- установку алмаза в положение «Правка круга»;
- подъем и опускание торцошлифовального приспособления и его фиксацию;
- блокировку автоматического и ручного перемещения стола;
- смазывание направляющих станин и стола.
Возвратно-поступательное перемещение стола
Исходное положение: стол в крайнем правом положении; рукоятка 2 в положении «Стоп»; поршень цилиндра Ц13 в левом положении при включенной реечной передаче стола; рукоятка реверса 1 в правом, а золотники гидропанели ПР19 в левом положении; рукоятка ручного распределителя РР8 в положении «Поднято»; рукоятка распределителя РР14 в положении «Работа»; распределитель Р16 в нижнем положении плунжером цилиндра Ц15 перекрывает подачу СОЖ; распределитель Р9 в верхнем положении, а распределитель РЗ — в правом.
Для перемещения стола рукоятку 2 золотника гидропанели устанавливают в положение «Работа». Масло от насоса через фильтр, обратный клапан направляется в золотник, при этом поршень цилиндра Ц13 блокирует ручное перемещение стола. Ускоренный подвод стола в зону шлифования происходит при подъеме рукоятки 1 вверх и повороте ее влево. Скорость перемещения стола увеличивается, так как слив масла из левой полости гидроцилиндра Ц18 проходит мимо дросселей Др4.
При входе стола в зону шлифования переключается распределитель Р9 и распределитель РЗ переходит в среднее положение, пропуская масло через дроссель Др4, и тем самым обеспечивает перемещение стола с заданной скоростью шлифования. Далее масло идет на слив по трубопроводу через подпорный клапан, обратный клапан и резервуар. Распределитель Р16 переходит в верхнее положение, и в зону шлифования подается сож.
Стол станка движется, пока правый упор, укрепленный на столе станка не надавит на рукоятку реверса 1, она приведет во вращение реечное колесо, которое переместит плунжер золотника управления. Масло начнет поступать в левую полость гидроцилиндра Ц18. Скорость стола бесступенчато регулируют от 1 до 7 м/мин.
Автоматическая периодическая поперечная подача шлифовальной бабки
Автоматическая периодическая поперечная подача шлифовальной бабки происходит при переводе рукоятки ручного распределителя РР12 в положение «Автоматическая подача» и масло будет поступать в цилиндр Ц1. Шлифование может быть прекращено автоматически при работе по заранее установленному припуску. В этом случае по команде микропереключателя механизма подачи срабатывают золотник и плунжер отвода стола. При необходимости можно перевести работу станка в режим «Выхаживание», для этого необходимо рукоятку установить в положение «Ручная правка».
Правка шлифовального круга
Для правки шлифовального круга необходимо стол станка перевести в зону правки рукояткой 1. При этом распределитель РР16 отжимается вниз (закрывает подачу СОЖ к заготовке) и одновременно готовится включение распределителя РЗ и цилиндра Ц2, т. е. цепи «Правка круга». Рукоятку РР4 устанавливают в положение «Правка», при этом стойка с алмазом опускается в рабочее положение цилиндром Ц2. Распределитель РЗ перемещается влево, и слив масла из гидроцилиндра стола Ц18 происходит через дроссель Др4. Стол совершает возвратно-поступательное движение со скоростью правки 0,1—2 м/мин (бесступенчато).
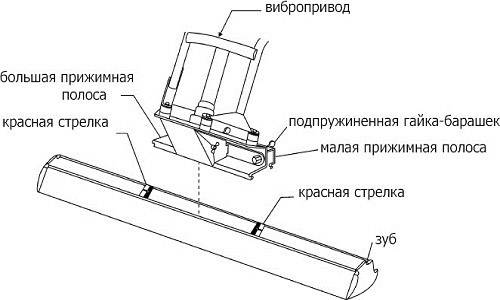
Торцешлифовальное приспособление
Перед началом работы необходимо торцешлифовальное приспособление из верхнего поднятого положения перевести в рабочее положение путем поворота рукоятки ручного распределителя РР8 в положение «Опущено». Масло отжимает фиксатор Ц7, а цилиндр Ц6 поворачивает приспособление в рабочее положение. Для отвода стола по окончании шлифования поворачивают рукоятку 1, распределитель Р9 поднимается вверх, а РЗ — займет левое положение, в результате стол ускоренно отойдет в крайнее правое положение.
Cnc меля внутренняя меля для внутренней мельницы
https://smac.en.alibaba.com/product/60223467901-201448128/SMAC_advanced_and_well_selling_Straight_Knife_Grinder.html?spm=a2700.icbuShop.41413.9.163d6fcaapbmMx
Станок для внутренней заточки металла
Описание продукта
Станок для внутренней заточки металла
1. Точность позиционирования: наиболее подходит для обработки таких деталей, как штампы, сверления или растачивания
приспособлений и приспособлений
2.более широкий спектр применения: сверление, растачивание, фрезерование средней нагрузки, скрайбирование, масштабирование и измерение — все в порядке
3. Различные размеры стола: три стандартных размера и многое другое по размеру в соответствии с вашими требованиями
Краткие данные
Станок для внутренней заточки металла

1. Ваш запрос будет отвечен в течение 24 часов
2. Наше производство / компания непрерывно является поставщиком золота на этом веб-сайте Alibaba в течение 6 лет.И наш 209-летний опыт работы в сфере технологий более









3. Предложить бесплатные запчасти и сервис в течение одного года гарантии
4.Технологическая поддержка. Предоставление рабочего видео для обучения
5. Профессиональная команда послепродажного обслуживания
6. Дайте разумные предложения с лучшим качеством
Упаковка и доставка
Станок для внутренней заточки металла

1.Принять L / C, T / T, D / A, D / P тип платежей. 2. По техническим вопросам, пожалуйста, свяжитесь с нами. 3. Любой вопрос, позвоните нам или отправьте электронное письмо, мы сделаем все возможное, чтобы удовлетворить вас.
,
Описание
Внутришлифовальные станки разделили на такие группы:
- Внутришлифовальное оборудование, в котором происходят вращения обрабатываемого элемента и шлифовочного диска. Подачи продольного и поперечного типа в данном случае осуществляется передвижением шпинделя или спереди расположенной бабки.
- Внутришлифовальные модели, на которые отделочную деталь (как правило, габаритную) ставят недвижимо, а диск выполняет орбитальное передвижение. Он вращается по окружности собственной оси и по окружности оси отверстия одновременно.

Внутреннее шлифование заготовки
Характеристики производства разделяют эти станки на универсальные машины, автоматы и полуавтоматы.
Универсальные типы (с патронным зажимом). Применяют при работах с коротенькими и длинными отверстиями. Обработка на вариантах конической формы проходит посредством разворота бабки на нужный наклон. Данные станки нашли свое распространение на вспомогательных и главных отделениях производственного предприятия. Они оснащены торцешлифовочным приспособлением, обработка при этом отличается высоким показателем точности по перпендикулярности торца к отверстию.
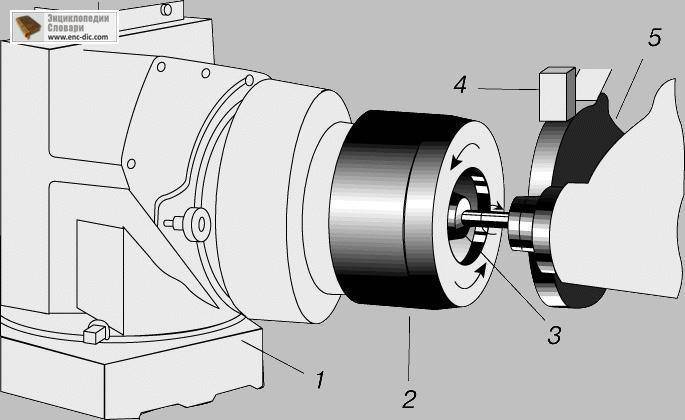
Схема шлифования внутренней фаски
Полуавтоматы. Их обширно используют для производства большого количества деталей. Такие виды оснащены измерительно-управляющими устройствами, ими в автоматическом режиме контролируют ход шлифовки. Обработка останавливается в тот момент, когда изделие достигает необходимых габаритов.
Автоматы. И центровые и бесцентровые варианты имеют устройство дополнительной загрузки. Оно подает обделываемую заготовку в район шлифовки. Еще здесь есть устройство, назначение которого – это автоматический крепеж, извлечение заготовки и контроль правок диска.