Технические характеристики фрезерного станка ВМ-130В
| Наименование параметра | ВМ-130в | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | |
| Размеры рабочей поверхности горизонтального стола, мм | 250 х 630 | |
| Размеры рабочей поверхности вертикального стола, мм | 160 х 500 | |
| Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм | 60..360 | |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | 140 | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |
| Наибольшее продольное перемещение стола (по си X), мм | 250 | |
| Наибольшее поперечное перемещение вертикальной головки механическое (по си Y), мм | 300 | |
| Наибольшее вертикальное перемещение стола (по си Z), мм | 200 | |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0.02 | |
| Скорость быстрого продольного хода стола (по си X), мм/мин | 800 | |
| Скорость быстрого поперечного хода головки (по си Y), мм/мин | 800 | |
| Скорость быстрого вертикального хода стола (по си Z), мм/мин | 800 | |
| Число ступеней рабочих подач стола | 9 | |
| Число ступеней рабочих подач шпиндельной бабки | 9 | |
| Пределы продольных рабочих подач стола (по си X), мм/мин | 10..400 | |
| Пределы поперечных рабочих подач шпиндельной бабки (по си Y), мм/мин | 10..400 | |
| Пределы вертикальных рабочих подач стола (по си Z), мм/мин | 10..400 | |
| Наибольшее усилие, допускаемое для продольной подачи (по оси X), (кгс) | 316 | |
| Наибольшее усилие, допускаемое для поперечной подачи (по оси Y), (кгс) | 572 | |
| Наибольшее усилие, допускаемое для вертикальной подачи (по оси Z), (кгс) | 498 | |
| Горизонтальный шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 45..2000 | |
| Количество скоростей горизонтального шпинделя | 12 | |
| Внутренний конус горизонтального шпинделя. | Морзе 4 | |
| Диаметр оправок, мм | ||
| Диаметр отверстия горизонтального шпинделя, мм | ||
| Диаметр переднего подшипника горизонтального шпинделя, мм | ||
| Торможение шпинделя | есть | |
| Предохранение шпинделя от перегрузки (муфта) | есть | |
| Сверлильно-фрезерная поворотная головка | ||
| Частота вращения шпинделя сверлильно-фрезерной поворотной головки, об/мин | 90..4000 | |
| Количество скоростей шпинделя сверлильно-фрезерной поворотной головки | 12 | |
| Наибольшее перемещение гильзы (пиноли) вертикального шпинделя, мм | 60 | |
| Механическая подача шпинделя сверлильно-фрезерной поворотной головки, мм/об | 0,05 | |
| Расстояние от торца шпинделя сверлильно-фрезерной головки до стола, мм | 335 | |
| Расстояние от оси шпинделя сверлильно-фрезерной головки до направляющих станины (вылет), мм | ||
| Внутренний конус шпинделя сверлильно-фрезерной головки. | Морзе 2 | |
| Фрезерно-расточная поворотная головка | ||
| Частота вращения шпинделя фрезерно-расточной поворотной головки, об/мин | 45..2000 | |
| Количество скоростей шпинделя фрезерно-расточной поворотной головки | 12 | |
| Расстояние от торца шпинделя фрезерно-расточной головки до стола, мм | 330 | |
| Расстояние от оси шпинделя фрезерно-расточной головки до направляющих станины (вылет), мм | ||
| Угол поворота фрезерно-расточной головки в вертикальной плоскости, мм | ±90 | |
| Внутренний конус шпинделя фрезерно-расточной поворотной головки. | Морзе 4 | |
| Привод | ||
| Количество электродвигателей на станке | 2 | |
| Электродвигатель привода главного движения, кВт | 2,2 | |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1400 х 1000 х 1720 | |
| Масса станка, кг | 930 |
Список литературы:
Станок фрезерный специализированный высокой точности ВМ130В. Руководство по эксплуатации ВМ130В 61.00.000, 1977
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Видео работы станка
Всё начинается с приобретения подходящего электрического моторчика. Однозначно, что предпочтение стоит отдать однофазному электродвигателю с напряжением питания 220 вольт переменного тока. Данные о напряжении питания электродвигателя, его мощности, ёмкости конденсатора и схема подключения берутся из технического паспорта. В данном случае был использован асинхронный однофазный электродвигатель ДКВ-4-2 с напряжением питания 220 вольт, мощностью 4 вата и скоростью вращения 2450 об/мин (ёмкость конденсатора марки МБГО 0,5 мкф на 600V). Его официальное предназначение – приводы кинопроекторов, светокопировальных машин прошлого века. В настоящее время встречается на воскресных «барахолках». Схема подключения ниже:
Перечень органов управления фрезерным станком ВМ127
Для того чтобы представить, как расположены основные органы управления – достаточно ознакомиться с фото ниже.
Расположение органов управления
Из приведенного фото видно, что основные органы управления расположились в удобных для этого зонах, а именно:
- на передней части стола;
- сбоку от поворотной головки;
- на боковинах станины.
Ручки управления подачей находятся прямо перед оператором чуть ниже уровня стола. К ним относятся:
- Маховики перемещений инструментального стола.
- Рукоятка его движения по вертикали.
- Рычаг включения продольного смещения.
- Переключатель режима управления.
На боковинах станины и сбоку от поворотной головки имеются следующие управляющие элементы:
- Кнопки включения и выключения станка и его основных рабочих узлов.
- Ручки поворота головки и зажимы гильзы.
- Грибок переключения подач и другие.
Помимо этого на передней панели рабочего стола и консоли располагаются и другие органы, включая различные зажимы и переключатели.
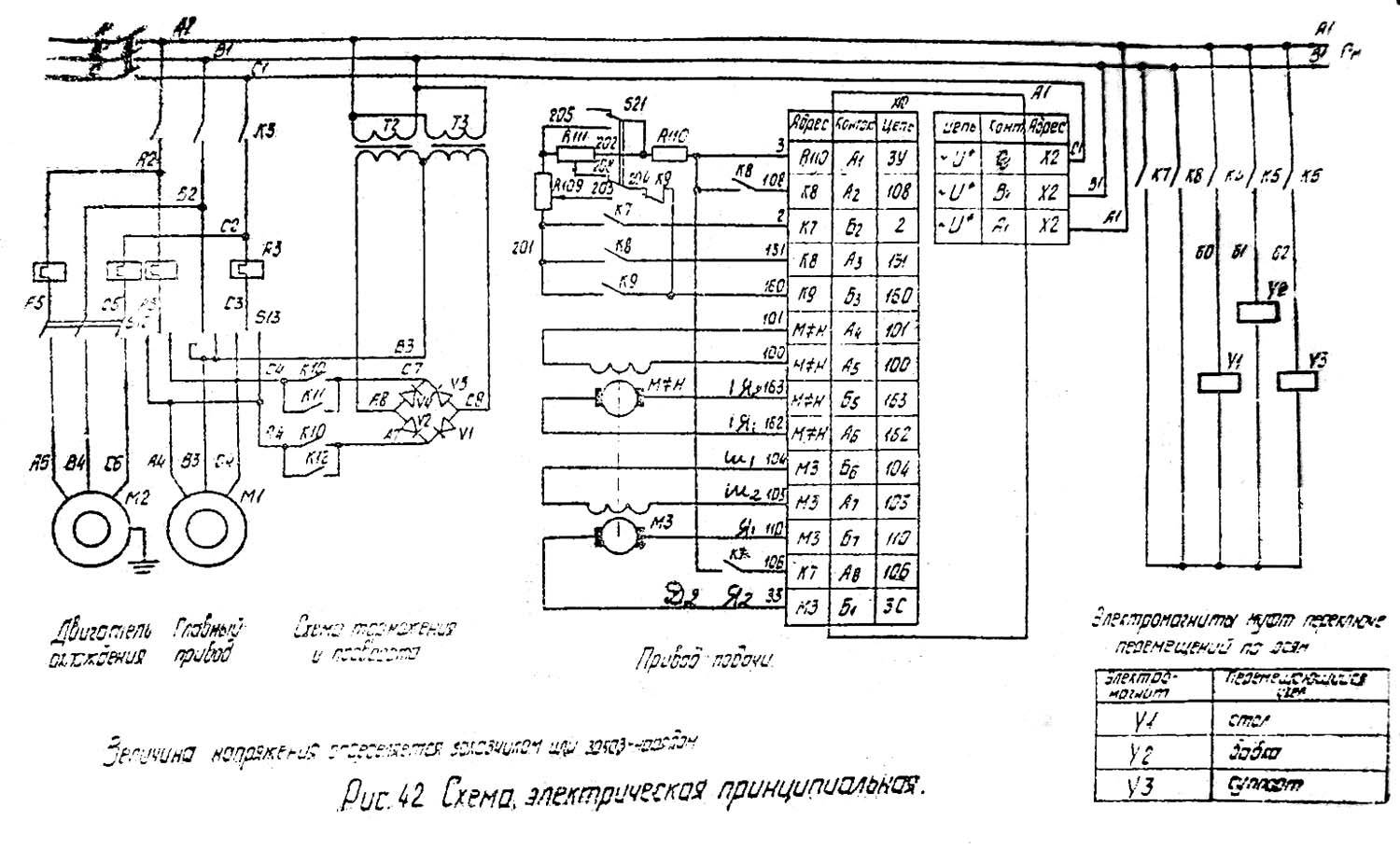
Электрическое оборудование
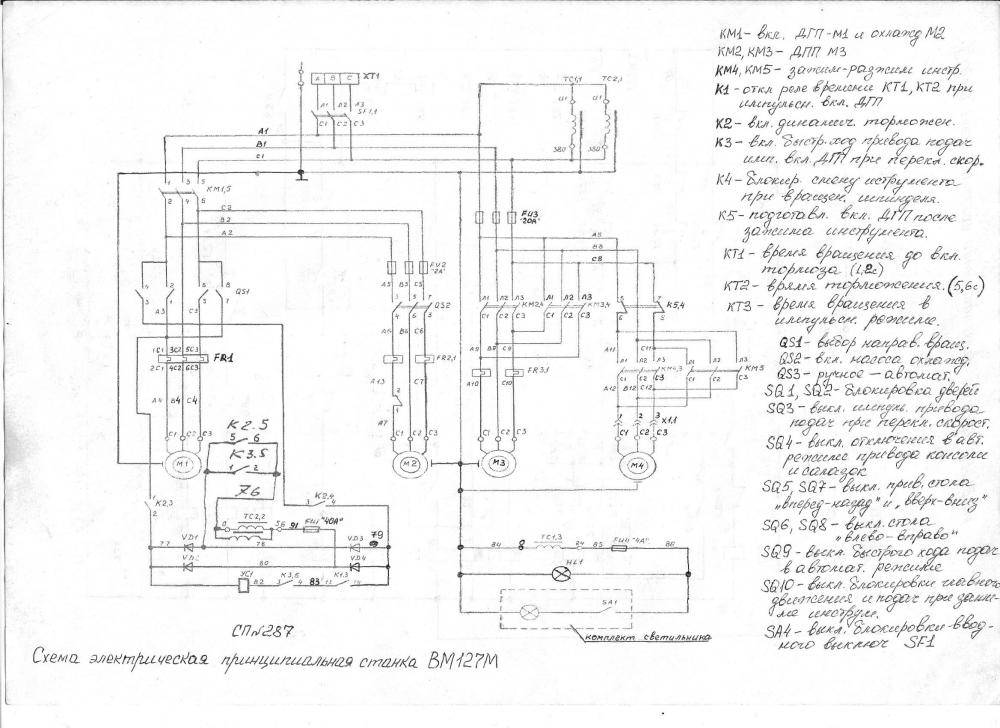
В электрооборудовании станка ВМ127 можно выделить следующие три части: силовая, управляющая и модуль питания.
Силовая часть
Эта составляющая электрической схемы представлена цепями питания основного и вспомогательных электродвигателей (М1, М2 и М3) и включает в себя следующие элементы:
- Контакторы пускателей.
- Предохранительные вставки.
- Тепловые реле.
- Элементы реверса.
Благодаря этим деталям обеспечивается работоспособность всех приводных систем и требуемая функциональность оборудования.

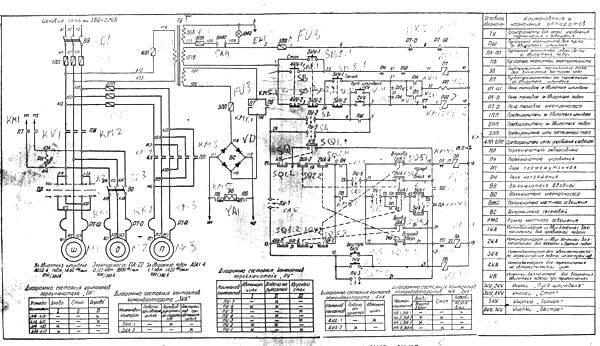
Управляющая часть
К управляющей части электрики относятся коммутирующие элементы (реле времени) с группой слаботочных контактов, переключающих режимы работы различных узлов. Сюда же входят защитные компоненты (предохранители и катушки индуктивности).







Обратите внимание! Схемы коммутации узлов станочного оборудования приводятся в таблицах. Руководствуясь ими, можно будет выбрать требуемый режим работы. Руководствуясь ими, можно будет выбрать требуемый режим работы
Руководствуясь ими, можно будет выбрать требуемый режим работы.
Система питания
Питающие цепи электрооборудования обеспечивают:
- Преобразование переменного напряжения в постоянный потенциал, необходимый для питания реле.
- Трансформацию напряжения 220 Вольт до уровня, требуемого для осветительного прибора (лампочки).
Они включают в себя диодный мост, выключатели, а также предохранители и понижающий трансформатор.
Особенности
Универсальные станки отличаются своей многофункциональностью. Рациональным поступком будет приобретение одного универсального станка по дереву вместо нескольких специальных, что позволит сэкономить деньги и место в мастерской без ущерба для удобства работы.
Существует несколько видов универсальных деревообрабатывающих станков, чаще всего на одной раме объединяют:
- дисковую (циркулярную) пилу;
- фуганок;
- сверло или фрезу.
Промышленность предлагает различные варианты комбинированных станков, домашнему мастеру не составит особого труда выбрать то, что максимально соответствует его запросам.
Related Posts via Categories
- Торцевая насадная фреза – качественная резка стали и чугуна
- Копировально-фрезерный станок своими руками – создаем надежное оборудование!
- Мини-станок для фрезерования – как собрать своими руками?
- Самодельный фрезерный станок по металлу – собирается без проблем!
- Делительная головка для фрезерного агрегата и другие приспособления
- Фрезерно-гравировальный станок – высокоточный агрегат с программным управлением
- Токарно-фрезерный станок – что дает нам его универсальность?
- Фрезерный настольный станок с ЧПУ – высокоточная обработка небольших изделий
- Корвет 83 – надежное оборудование для фрезерования заготовок из дерева
- НГФ-110 (Ш4) – надежный и эффективный учебный фрезерный агрегат
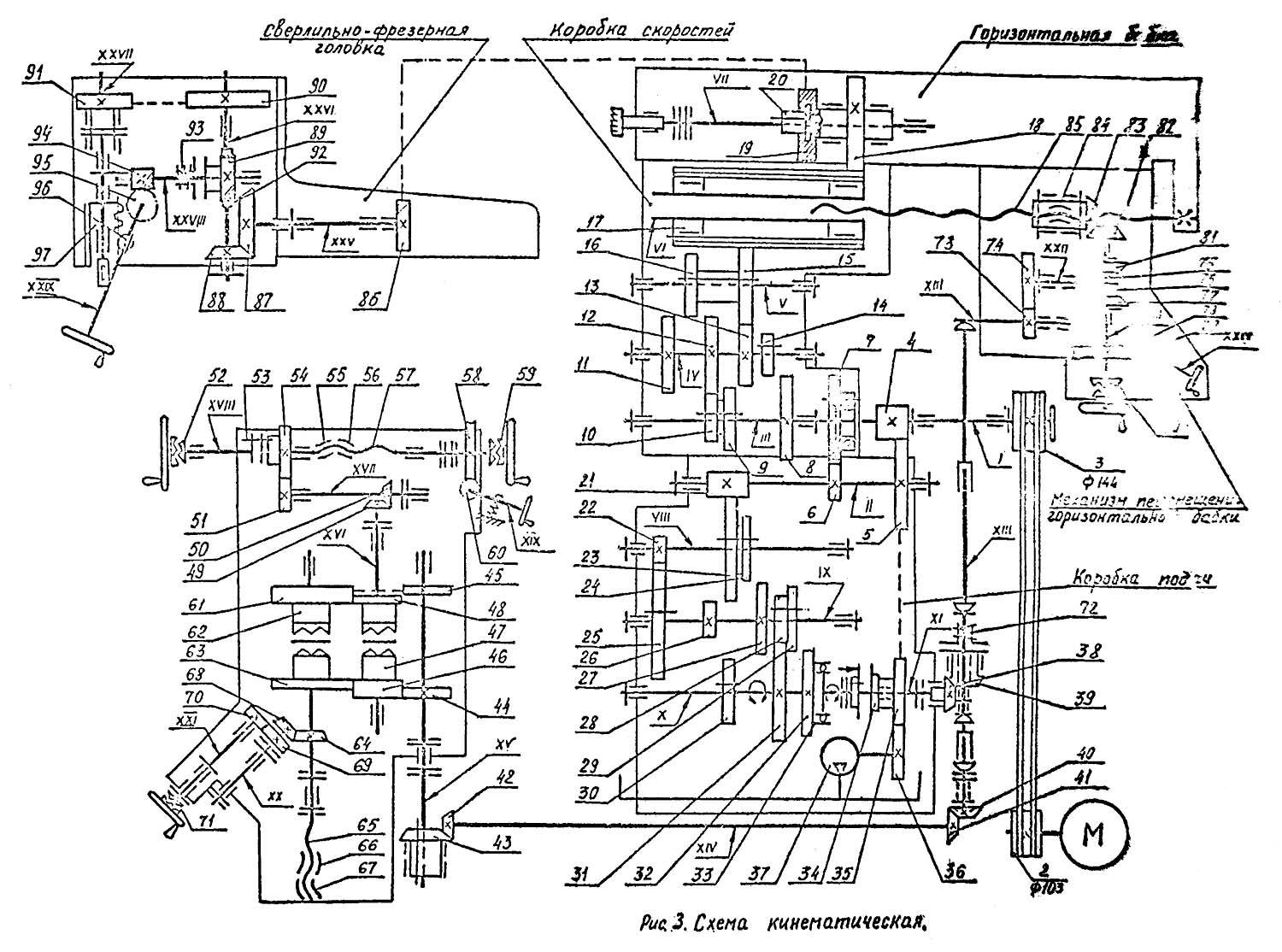
3 Кинематика и электрическое оборудование консольно-фрезерного агрегата
Фланцевый электрический двигатель выполняет привод главного перемещения, используя для этих целей соединительную упругую муфту. 18 разных скоростей шпинделю сообщает коробка скоростей. А изменить количество его оборотов можно посредством зубчатых блоков (их в станке предусмотрено три), которые требуется передвигать по шлицевым валам.
Фланцевый двигатель также производит привод подач. Зубчатое передвижное колесо и трехвенцовые блоки (в конструкции установки их смонтировано два) передают 18 подач в консоль через предохранительную шариковую муфту. После этого они могут направляться к винтам вертикального, поперечного и продольного передвижения путем включения муфты кулачкового типа.

Если оператор инициируют фрикцион быстрого хода, появляется возможность задать станку ускоренные перемещения. Муфта подач сблокирована с этим фрикционом, поэтому одновременно начать работать они не могут. Вращение фрикциона выполняется напрямую от двигателя подач через зубчатые промежуточные колеса. Отметим, что продольные подачи всегда в три раза больше, чем вертикальные.
Шпиндель установки размещен в выдвижной гильзе, выполнен он в виде вала с двумя опорами. В процессе эксплуатации может возникнуть необходимость корректировки люфта (осевого) в шпинделе. Сделать это несложно посредством подшлифовки колец, имеющихся в конструкции агрегата. Если же требуется корректировка переднего подшипника (в нем также нередко отмечается повышенный люфт), можно подтянуть гайку данного узла либо осуществить подшлифовку полуколец.
Базовым компонентом станка является станина. Она крепится на основании по жесткой схеме и при помощи штифтов надежно фиксируется. Станина служит площадкой для размещения всех остальных элементов и узлов фрезерной установки.
Не меньшее значение для адекватного функционирования агрегата имеет и его поворотная головка. Ее соединяют четырьмя болтами с горловиной станины, в кольцевой выточке которой она центрируется. Болты входят в фланцевый паз, характеризуемый Т-образной конфигурацией.

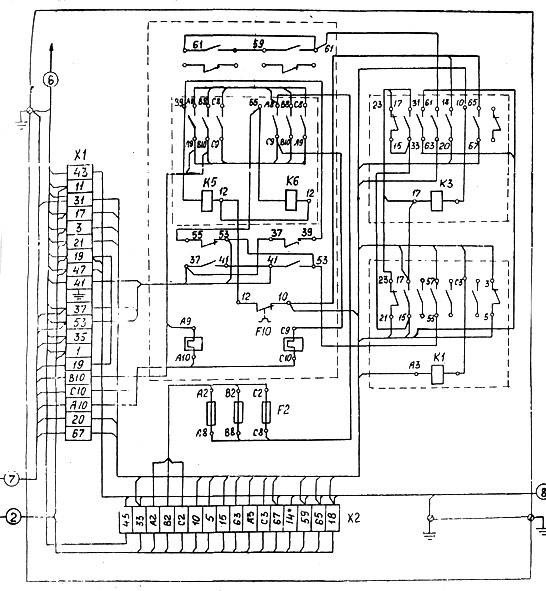
Отдельно скажем об электрическом оснащении описываемого станка. Оно имеет следующие характеристики:
- 24-вольтное локальное освещение;
- 63-амперный ток (номинальное значение) автоматического выключателя и предохранителей, выполняющих защитную функцию;
- 20-амперный суммарный ток, работающих одновременно электрических двигателей, коих на станке установлено три;
- 65-вольтное напряжение постоянного и 110-вольтное переменного тока в цепях управления.
Электрооборудование работает при стандартной частоте тока (50Гц) под напряжением 380 В.
Особенности станка
Для аппарата предусмотрен довольно мощный двигатель, позволяющий устанавливать на нем режущий инструмент из быстрорежущей стали. Фрезерный агрегат может использоваться на линиях производств, в состав которых входит большое количество аппаратов.
Агрегат работает как в автоматическом, так и в полуавтоматическом режимах при настройке его главных узлов.
Популярность станка на небольших предприятиях обусловлена простотой его эксплуатации. Устройство имеет механизмы, которые легко поддаются регулировке при необходимости. Это позволяет использовать аппарат в жестких условиях. ВМ127 отличается неприхотливостью в использовании и быстро ремонтируется любым квалифицированным мастером.

Среди особенностей станка выделяются:
- оборудование аппарата смазывается автоматически;
- надежность агрегата в тяжелых эксплуатационных условиях;
- наличие сервоконтролерного привода подач, имеющего обратную связь;
- наличие возможности оснастить аппарат устройством цифровой индикации;
- возможность выполнять фрезерование при разных условиях за счет плавного регулирования скорости подач и мощного привода;
- функционирование системы смазывания элементов аппарата, работающей в полуавтоматическом режиме.
В устройстве аппарата имеются механизмы, существенно упрощающие процесс его применения. Это обеспечивают следующие элементы:
- автоматическая подача продольно-прерывистого типа;
- защитная муфта от перегрузок;
- упоры подачи, выключающие рабочие элементы агрегата;
- система блокирования включения подач;
- блокировка ручной и механической подач;
- система, осуществляющая торможение шпинделя.
https://youtube.com/watch?v=IBMdWWtP4do
Классификация лерок
Сегодня промышленность выпускает большое множество различных плашек для нарезки винтового соединения. Понятно, что все они различаются по многим признакам. Кроме такого явного различия, как размер, существует и еще ряд признаков, на основе которых можно произвести классификацию:
- Форма;
- Конструкция корпуса;
- Способ нарезания резьбы.
Есть, конечно, и иные различия, но вышеприведенные – это наиболее явные.
По форме могут различать такие виды:
- Трубчатые;
- В виде шестигранников;
- В виде квадрата;
- Круглые.
 Плашки для нарезки резьбы метрической и дюймовой
Плашки для нарезки резьбы метрической и дюймовой
По конструкции различают следующие:
- Цельные;
- Разрезные;
- Раздвижные.
По способу нарезки резьбы делятся на такие виды:
- Для круглой резьбы. Изготавливаются по гост 13536-68;
- Для цилиндрической. Изготавливаются по гост 9740-71;
- Для конической. Изготавливаются по гост 6211-81;
- Для дюймовой регламентирующим является гост 61111-52, а для метрической – гост 9150-81.
 Плашкодержатель
Плашкодержатель
Наибольшее распространение получили материалы круглой формы. Они позволяют делать резьбу всего за один проход. Например, раздвижные плашки для нарезки резьбы иной формы, могут гарантировать качество только после трех-четырех проходов. Однако есть у них и недостаток. Например, их использование рекомендовано только тогда, когда к резьбе на трубах или иных предметах предъявляются требования присущие не выше второго класса точности.









Плашки круглой формы (гост 13536-68) позволяют изготовить резьбу мелкого и крупного шага, как в метрической системе исчисления, так и в дюймовой.
При работе важно учесть, что на диаметр стружечных отверстий и на размеры самой изготавливаемой резьбы напрямую влияет наружный диаметр плашки для нарезки резьбы
6С12 станок консольно-фрезерный вертикальный. Назначение, область применения
Фрезерный станок 6С12 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов торцевыми, цилиндрическими, концевыми, радиусными фрезами в условиях индивидуального и серийного производства. В серийном производстве, благодаря наличию полуавтоматических и автоматических циклов, станки могут успешно использоваться на работах операционного характера в поточных и автоматических линиях.
Вертикальные консольно-фрезерные станки моделей 6С12 представляют собой электрифицированные станки, обладающие высокой точностью и жесткостью.
На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса и прочее.
Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производятся на данных станках о применением делительной головки или накладного круглого стола.
Благодаря наличию механизма выборки люфта в винтовой паре продольной подачи стола, на станке можно производить встречное и попутное фрезерование, как в простых режимах, так и в режимах с автоматическими циклами.
Наиболее эффективное использование станка достигается при обработке деталей методом скоростного фрезерования.
Применение станка в автоматическом цикле при обработке различных ступенчатых деталей, фрезеровании внутренних и наружных рамок и т. д. в условиях мелко и крупносерийного производства, позволяет решать задачи роста его эффективности.
Работа станка СФ15 (6С12) обеспечивает высокую точность фрезерования. Это достигается введением в привод подач узла замедления, сводящего до минимума инерционные перебеги стола и обеспечивающего высокую стабильность размеров при повторении циклов. На станке предусмотрен автоматический отвод детали от инструмента при ускоренных перемещениях стола и возврат ее в исходное положение при переходе на рабочую подачу, что предохраняет обработанную поверхность от повреждений инструментом и сокращает машинное время.
Гидравлический механизм выбора люфта в паре винт-гайка способствует сохранению постоянного натяжения независимо от степени износа гайки. Благодаря этому можно широко применять на станке прогрессивный метод попутного фрезерования. Наличие на станке поворотной шпиндельной головки и возможность перемещения шпинделя в осевом направлении позволяют производить фрезерование под различными углами.
Кнопками одновременно можно осуществлять движение стола в 2-х—3-х направлениях, а также толчковый режим (движение стола только при нажатой кнопке).
В зависимости от потребностей возможны следующие варианты управления:
- Управление от рукояток
- Управление кнопочное
- Управление полуавтоматическое (маятниковый и скачкообразный циклы)
На станке 6С12 могут быть установлены поворотный стол, делительная головка и ряд других приспособлений, расширяющих технологические возможности станков.
Класс точности станков Н.
Все фрезерные станки в иллюстрированном каталоге
Российские и зарубежные аналоги станка 6С12
FSS315, FSS350MR, (FSS450MR) — 315 х 1250 (400 х 1250) — производитель Гомельский станкостроительный заводВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J.S.Co. — Kazanlak, Арсенал АД, Болгария
Пульты управления фрезерным станком 6Т12-1

Пульты управления фрезерным станком 6Т12-1: основной -II, боковой -I
Перечень органов управления консольно-фрезерным станком 6Т12-1
- Указатель скоростей шпинделя
- Кнопка “Перемещение стола назад, вперед, вниз”
- Переключатель выбора направления перемещения стола
- Переключатель “Зажим-Отжим инструмента”
- Кнопка “Перемещение стола вперед, влево, вверх”
- Кнопка “Толчок шпинделя” (дублирующая)
- Кнопка “Стоп перемещения стола”
- Кнопка “Пуск шпинделя”
- Кнопка “Стоп шпинделя” (дублирующая)
- Кнопка “Стоп” аварийная
- Кнопка “Быстрое перемещение стола” (дублирующая)
- Рукоятка переключения скоростей шпинделя
- –
- Шестигранник поворота головки
- Рукоятка зажима гильзы шпинделя
- Клавиша “Перемещение стола влево”
- Клавиша “Перемещение стола вправо”
- Клавиша “Стоп продольного перемещения стола”
- Кнопка “Стоп шпинделя”
- Кнопка “Пуск шпинделя”
- Зажимы стола
- Переключатель включения режима работы стола “Ручной – Механический”
- Маховик ручного продольного перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Грибок переключения подач
- Кнопка “Стоп” аварийная
- Переключатель выбора режима работы станка
- Переключатель “Замедленная подача”
- Кнопка “Быстрое перемещение стола и пуск цикла”
- Клавиша “Стоп вертикального перемещения стола”
- Клавиша “Перемещение стола вниз”
- Зажимы салазок
- Клавиша “Перемещение стола вверх”
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша “Стоп поперечного перемещения стола”
- Клавиша “Перемещение стола вперед”
- Клавиша “Перемещение стола назад”
- Маховик выдвижения гильзы шпинделя
- Зажим головки на станине
- Вводной выключатель
- Переключатель направления вращения шпинделя “Влево – Вправо”
- Переключатель насоса охлаждения «Включено – Выключено»
- Переключатель выбора пульта управления
- Переключатель выбора автоматических циклов
- Зажим консоли
- Рукоятка съемная ручного вертикального и поперечного перемещения стола
- Штифт нулевой фиксации головки
3 Кинематика и электрическое оборудование консольно-фрезерного агрегата
Фланцевый электрический двигатель выполняет привод главного перемещения, используя для этих целей соединительную упругую муфту. 18 разных скоростей шпинделю сообщает коробка скоростей. А изменить количество его оборотов можно посредством зубчатых блоков (их в станке предусмотрено три), которые требуется передвигать по шлицевым валам.
Фланцевый двигатель также производит привод подач. Зубчатое передвижное колесо и трехвенцовые блоки (в конструкции установки их смонтировано два) передают 18 подач в консоль через предохранительную шариковую муфту. После этого они могут направляться к винтам вертикального, поперечного и продольного передвижения путем включения муфты кулачкового типа.

Если оператор инициируют фрикцион быстрого хода, появляется возможность задать станку ускоренные перемещения.
Муфта подач сблокирована с этим фрикционом, поэтому одновременно начать работать они не могут. Вращение фрикциона выполняется напрямую от двигателя подач через зубчатые промежуточные колеса. Отметим, что продольные подачи всегда в три раза больше, чем вертикальные.
Шпиндель установки размещен в выдвижной гильзе, выполнен он в виде вала с двумя опорами. В процессе эксплуатации может возникнуть необходимость корректировки люфта (осевого) в шпинделе. Сделать это несложно посредством подшлифовки колец, имеющихся в конструкции агрегата. Если же требуется корректировка переднего подшипника (в нем также нередко отмечается повышенный люфт), можно подтянуть гайку данного узла либо осуществить подшлифовку полуколец.
Базовым компонентом станка является станина. Она крепится на основании по жесткой схеме и при помощи штифтов надежно фиксируется. Станина служит площадкой для размещения всех остальных элементов и узлов фрезерной установки.
Не меньшее значение для адекватного функционирования агрегата имеет и его поворотная головка. Ее соединяют четырьмя болтами с горловиной станины, в кольцевой выточке которой она центрируется. Болты входят в фланцевый паз, характеризуемый Т-образной конфигурацией.










Отдельно скажем об электрическом оснащении описываемого станка. Оно имеет следующие характеристики:
- 24-вольтное локальное освещение;
- 63-амперный ток (номинальное значение) автоматического выключателя и предохранителей, выполняющих защитную функцию;
- 20-амперный суммарный ток, работающих одновременно электрических двигателей, коих на станке установлено три;
- 65-вольтное напряжение постоянного и 110-вольтное переменного тока в цепях управления.
Электрооборудование работает при стандартной частоте тока (50Гц) под напряжением 380 В.
Российский вертикально-фрезерный консольный ВМ127М является аналогом станков 6Р13, 6Т13, FSS450R и предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцевыми, концевыми, цилиндрическими, радиусными и другими фрезами.
На станке ВМ127М можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д.
Принципиальные изменения произошедшие с конструкцией станка ВМ127М в 2012г.
- Изменена конструкция вертикальных направляющих станины с профиля «Ласточкин хвост» на П-образный профиль, что позволило увеличить массу обрабатываемой детали до 800 кг
- Заменена механическая коробка подач на бесступенчатое регулирование (Серводигатель), для более точной и быстрой настройки режимов резания, и повышению производительности обработки.
- При изготовлении станка с устройством цифровой индикации заменены комплектующие на импортного производителя с использованием магнитных линеек вместо оптических.
Техническая характеристика и жесткость станка позволяет полностью использовать возможности быстрорежущего и твердосплавного инструмента.
По отдельному заказу за дополнительную плату станок ВМ127М может быть оснащен комплектом дополнительных принадлежностей 127-13 .
Простота обслуживания и быстрая переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Прямоугольные направляющие консоли, пришедшие на смену направляющим типа “ласточкин хвост”, увеличили жесткость конструкции станка и позволили увеличить масса обрабатываемых деталей до 800 кг.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
Станок ВМ127М за доп. плату комплектуется устройством цифровой индикации перемещения стола.
Станок ВМ127М сертифицирован на соответствие требованиям ГОСТ 12.2.009, ГОСТ Р МЭК 60204-1-99. ТУ3-178М-89
Климатические условия УХЛ4 ГОСТ 15150-69.