Специфика сварки тонких металлов инвертором
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
Особенности сварки тонкого металла.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
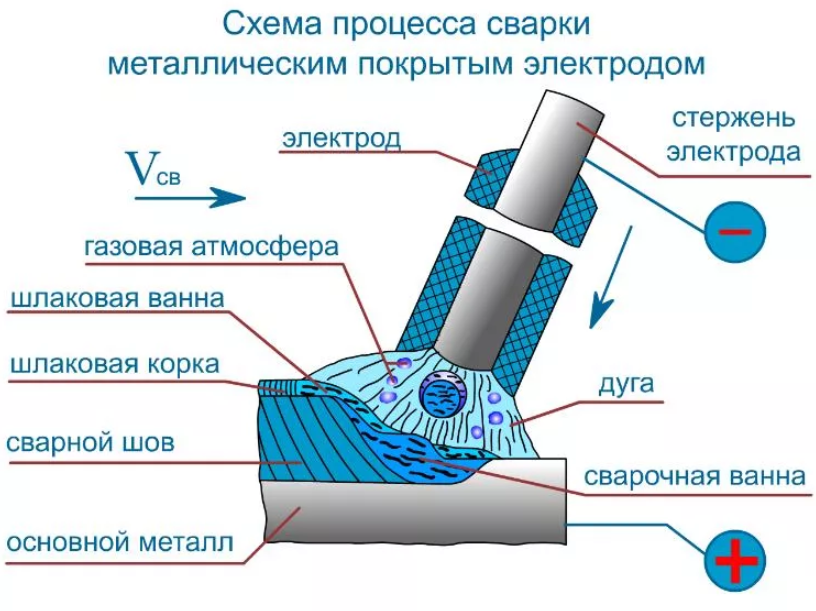
Схема сварки тонкого металла.
Опишем их подробно:
Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод. Если этого не сделано, можно пропалить металл или оставить на нем непровары
Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности.
Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально.
Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва.
При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации.
Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность сварного шва и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
На заметку! Сварочные работы выполняются на пониженных токах, поэтому электроды с диаметром 4-5 мм будут подавлять электрическую дугу и не дадут ей гореть в нормальном режиме.
https://www.youtube.com/watch?v=Z8s_-2IDn0s
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.






PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.
Хитрости, используемые при сварке тонких металлов
По возможности сварщики используют следующие приемы, облегчающие процесс:
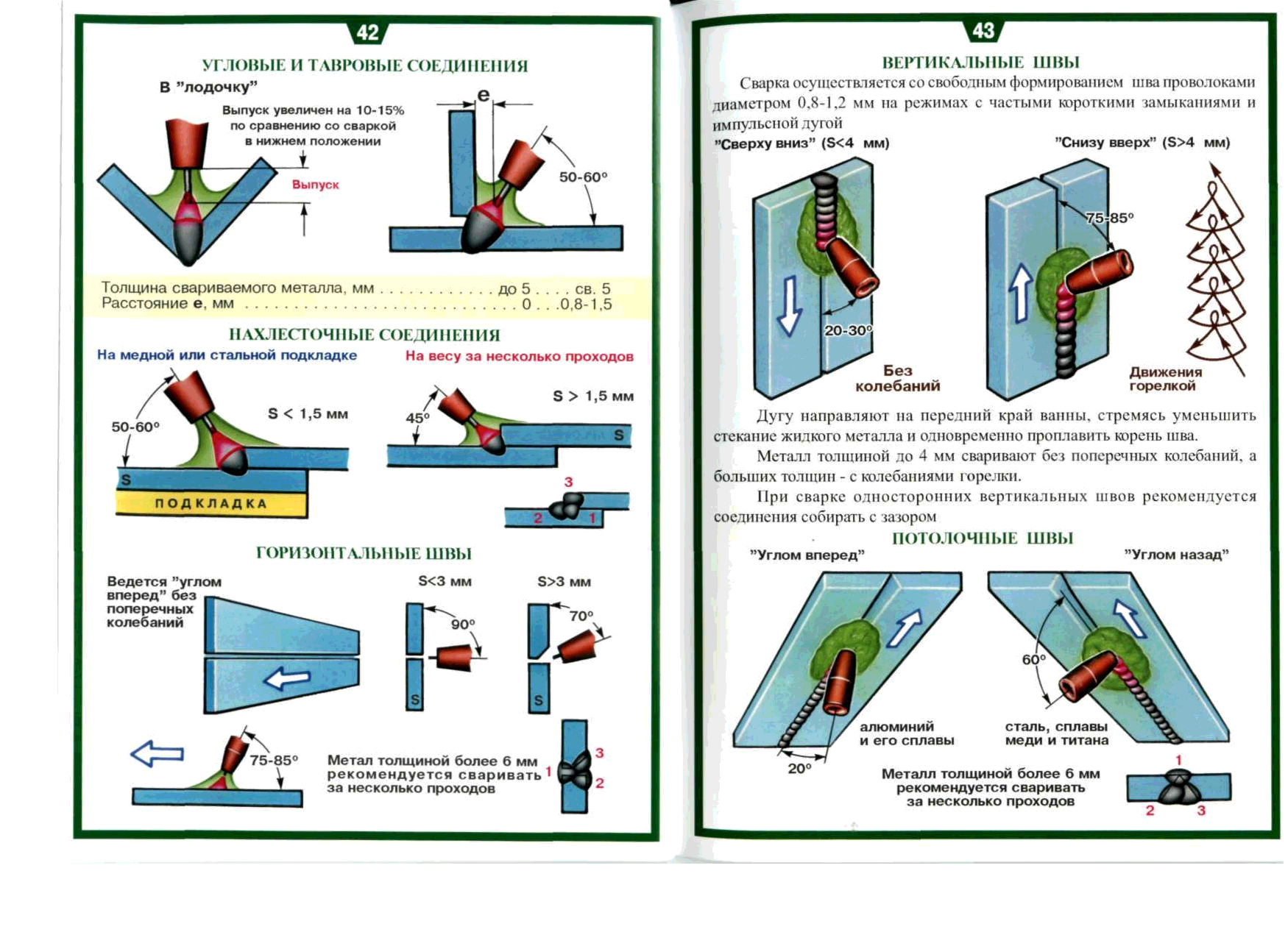
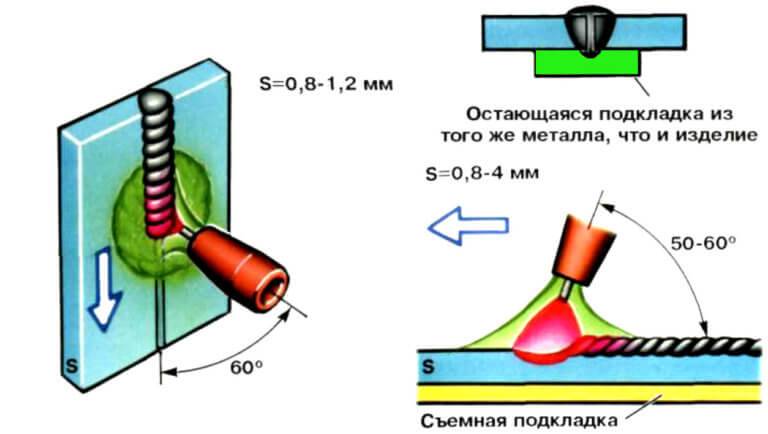
- сварка на подкладке. Под кромки кладется толстый лист меди или алюминия. Температура плавления этих сплавов выше, чем стали. Во время работы подкладка помогает не допустить прожогов листов и отводит тепло от заготовок. Такой способ используется при сварке в нижнем положении;
- сварка сверху вниз. Метод, применяемый для получения вертикальных швов. Дуга зажигается в самой верхней точке конструкции, а шов варится быстрыми поперечными движениями – нужно добиться того, чтобы металл не стекал вниз: удерживать его электродом и не допускать залипаний. Такой способ требует навыка, а также подбора электродов – на пачке должна быть отметка о возможности сварки сверху вниз;
- сварка на длинной дуге. После появления сварочной ванны электрод отодвигается от кромок на максимальное расстояние, при котором дуга не обрывается. Силу тока нужно увеличить. Способ позволяет снизить риск появления прожогов, но удерживать длинную дугу сложно, потребуется тренировка.
Оцинкованные детали и листы нужно обязательно очищать от защитного слоя в зоне сварки. Для этого кромки обрабатывают при помощи болгарки. Рекомендуется работать на улице, так как цинк, попавший в организм, может вызывать отравление.
Если не требуется герметичное соединение, то лучше собирать конструкцию на прихватках и не обваривать сплошным швом, в этом случае металл покоробит намного меньше.
Проверку швов на протечки (сваренные емкости) проводят с помощью керосина и мелового водного раствора. Густой состав наносят на внешнюю поверхность кромок, а керосином смачивается внутренняя сторона. В тех местах, в которых присутствуют дефекты, мел очень быстро потемнеет – появятся пятна.
Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Кузнечная сварка металла: технология
Технология кузнечной сварки металла заключается в соединении заготовок при помощи силового воздействия ударными инструментами. Она подходит для работы с низкоуглеродистыми стальными конструкциями. Предварительно заготовки следует очистить от загрязнений и окисляющих веществ. После этого металл подогревается таким образом, чтобы не допустить окисления. Оптимальны для топлива — древесный уголь, кокс. Нагревание стали производится до температуры 1350-1400 °С. Непосредственно перед ударной обработкой металл покрывается флюсом, чтобы исключить риск прожига.
Оборудование для кузнечной сварки:
- переносные и стационарные горны;
- наковальни;
- кузнечные клещи;
- большие и компактные молоты;
- емкости для охлаждения деталей.

Изображение №6: кузнечная сварка
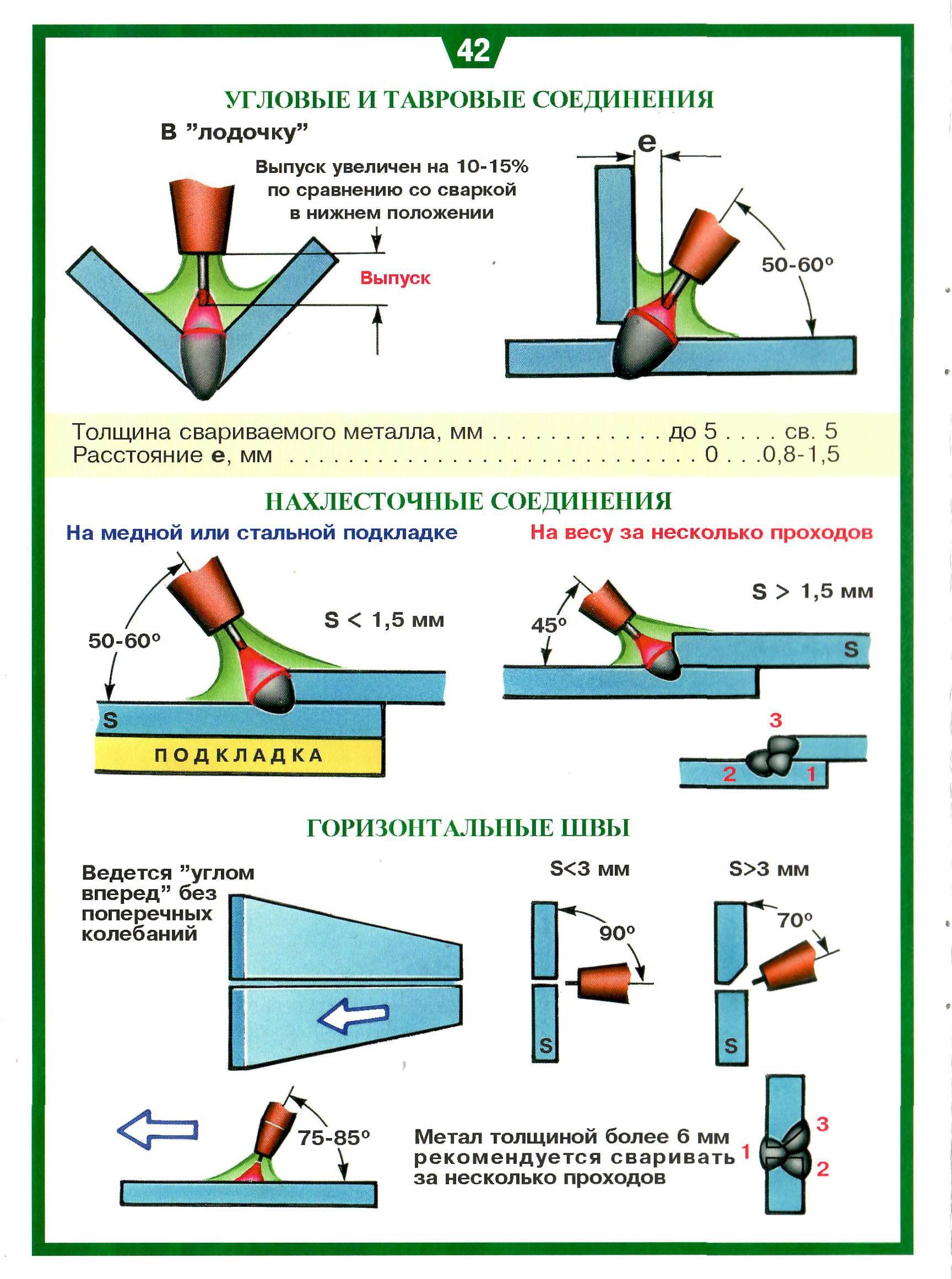
Виды швов и методы их наложения
Швы по положению и типу соединения делятся на несколько видов, от которых зависят настройки сварки.
По положению в пространстве делятся на:
Они могут соединяться внахлест, встык, кроме этого бывают тавровые и угловые соединения. Существует несколько методов наложения швов при сварке толстого металла.
Способы наложения
Метод сварки толстого металла каскадом заключается в следующем: весь участок разбивается на отрезки по 20 см. Сначала проваривается самый нижний участок, который называется корневым. Его длина примерно 20 см. Поверх корневого внахлест, не прерывая дуги, делают новый слой. Его общая длина будет 20 +20=40 см. Лучше всего метод сварки понятен на схеме. Он применяется к толстым металлам, когда толщина листа более 20 мм. При таком способе сварки слои накладываются на неостывший металл, что позволяет уменьшить деформации и внутренние напряжения.
Сварка толстого металла горкой подобна каскаду, только работают два сварщика от середины к краям шва.
Они варят каскадом по длине и по ширине. Задача состоит в том, чтобы при накладывании следующего слоя место контакта было горячим.
Длина
Швы подразделяют на короткие длиной до 25 см, средние – до 1 м, и длинные – свыше 1 м. Короткие прокладывают за один проход.
При сваривании толстого металла приходится делать несколько слоев – по одному за каждый проход, так как каждый последующий слой становится все шире, то сварщик делает зигзагообразные или спиралевидные движения поперек шва. Таким образом, оплавляются кромки свариваемых деталей.
Такая технология обычно применяется при стыковом соединении толстого металла. Средние и длинные швы накладываются с использованием способов каскада и горки.


При сварке угловых и тавровых соединений применяют многослойный многопроходный двусторонний шов. Сначала формируется корневой шов. Затем поверх него прокладывается второй слой со смещением к одному из стыков, потом третий со смещением ко второму стыку с его оплавлением.
Четвертый идет поверх второго слоя, оплавляя кромку детали. Пятый проходит рядом с четвертым, а шестой слой поверх третьего, оплавляя кромку второй детали. Седьмой слой накладывают поверх четвертого, пятого и шестого слоев.
С обратной стороны шва на первый слой и кромки изделия наносится восьмой завершающий слой.
Параметров сварочного аппарата
Уменьшение сварочного тока уменьшает глубину сварочной ванны и наоборот. Ширина же ее практически не изменяется. Требуемая сила тока зависит от толщины металла и диаметра сварочного электрода. Повышение напряжения приводит к увеличению ширины шва, а глубина провара при этом уменьшается. От скорости перемещения электрода при прочих равных условиях зависит глубина провара. Она увеличивается при скоростях до 40 м/час, а потом уменьшается. Ширина шва с увеличением скорости уменьшается постоянно.
Работа с толстым металлом требует большей подготовки для сварщика. Шов всегда получается многослойным. Прежде чем браться за такую сварку, необходимо освоить основные технологические приемы.
Сварка труб инвертором
Обработка проката толщиной до 5 мм легким и компактным инверторным аппаратом – способ, который более всего подходит для новичков.

Советы по свариванию:
- Работы проводят на малых токах сварочного инвертора (например, для электродов диаметром 1,5 мм устанавливают силу тока не более 45 А).
- Для обработки тонколистных заготовок используют рутиловые электродные стержни. Для них характерен легкий розжиг дуги, хорошая отделяемость шлака. Диаметр стержней не должен быть более 2 мм.
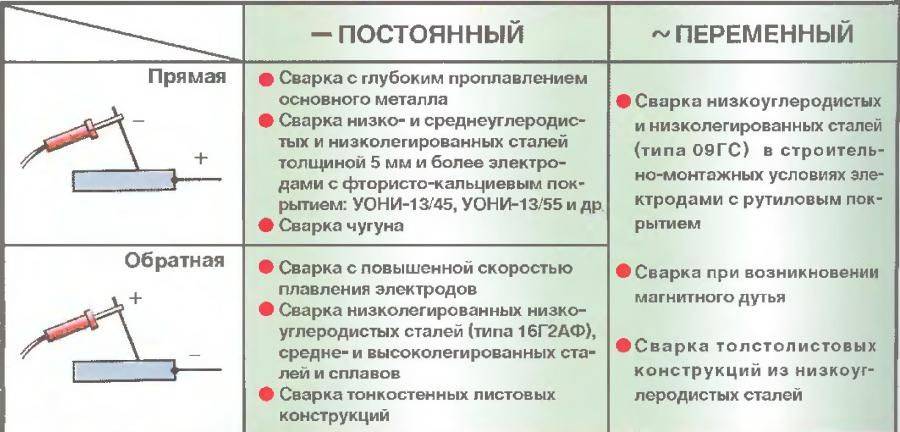
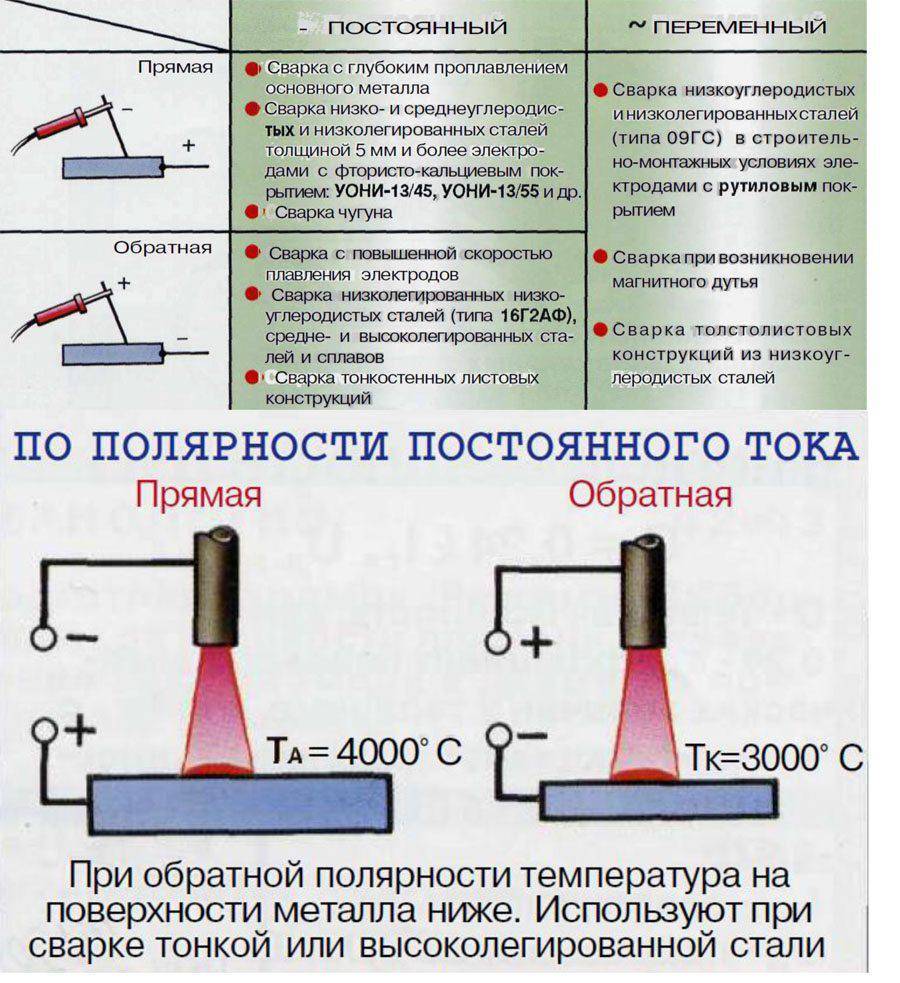
- Чтобы не прожечь материал, следует использовать обратную полярность инвертора. Для этого к плюсу аппарата подключают электродержатель, а к минусу – кабель массы.
- Чтобы металл не «повело», заготовки сваривают короткими стежками (через 5-8 см). Только потом накладывают непрерывный сварочный шов.
- Варку проводят, выдерживая короткую дугу длиной не более 4 мм.
- При толщине листа менее 2 мм места соединения охлаждают с помощью теплоотводящих пластин. Это необходимо, чтобы избежать деформации заготовки под воздействием высокой температуры.
- Сварщик действует быстро, выдерживая поступательную и одинаковую скорость движения. Если долго удерживать электрод в одном месте, на металлической поверхности образуется прожог.
Какой электрод в зависимости от толщины металла выбрать?
Среди многих кто умеет варить, бытует стойкое мнение, что для выполнения большинства работ связанных со сваркой подходит электрод «тройка», то есть, диаметром 3 мм. Однако зачем все усложнять, если нужно сваривать тонкий металл? В продаже сегодня несложно найти электроды диаметром 2 или 1,6 мм.

Остановимся более подробно на том, каким же именно электродом нужно варить металл разной толщины:
Электрод 1,6-2 мм — капризные в плане сварки электроды, но именно их и нужно использовать, если следует варить тонкий металл, толщина которого 1-2 мм. Сварочный ток для сварки электродами «двойка» должен быть небольшой, не более 80 Ампер. Единственный недостаток таких тонких электродов заключается в том, что они сгорают как спички, очень быстро.

Электрод 3-3,2 мм — такими электродами уже можно варить более толстый металл, толщиной до 4 мм. Сварочный ток для электрода «тройка» понадобится чуть больше 80 Ампер. Если выставить на сварочном аппарате 100 Ампер и более, то электродом тройкой можно будет уже резать металл.
Электрод 4 мм — подходит для сварки металлов толщиной от 4 до 6 мм. Это достаточно толстый металл, который плохо берет электрод «тройка». Соответственно для сварки электродами, диаметр которых составляет 4 мм, и сварочный ток понадобится больше, около 120-140 Ампер.
Электрод 5 мм и более — «пятёрка» очень редко используется в быту. Варить такими электродами достаточно сложно, да и сварочный аппарат нужен большого ампеража. Поэтому никто из начинающих сварщиков не использует данные электроды в работе.
Электродом 5 мм варят очень толстые металлы, толщина которых составляет более 6 мм. Сварочный ток при этом выставляют на аппарате в пределах от 180 до 250 Ампер.
Формула для расчета силы тока
Также, чтобы легче было рассчитать силу тока в зависимости от диаметра выбранного электрода, предлагаем вам ознакомиться со следующей формулой. Опытные сварные рассчитывают ток следующим образом: на 1 мм электрода они берут примерно 30 Ампер тока.

То есть, если используется электрод «тройка», то умножаем диаметр на 3 и получаем примерное значение в 90 Ампер. Как видно, все очень просто, и такая формула расчета сварочного тока позволяет более тонко подобрать его требуемые значения в зависимости от толщины электродов.
В любом случае, сначала определяем толщину свариваемого металла, затем выбираем подходящий диаметр электрода, и только после этого рассчитываем требуемую силу тока.
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
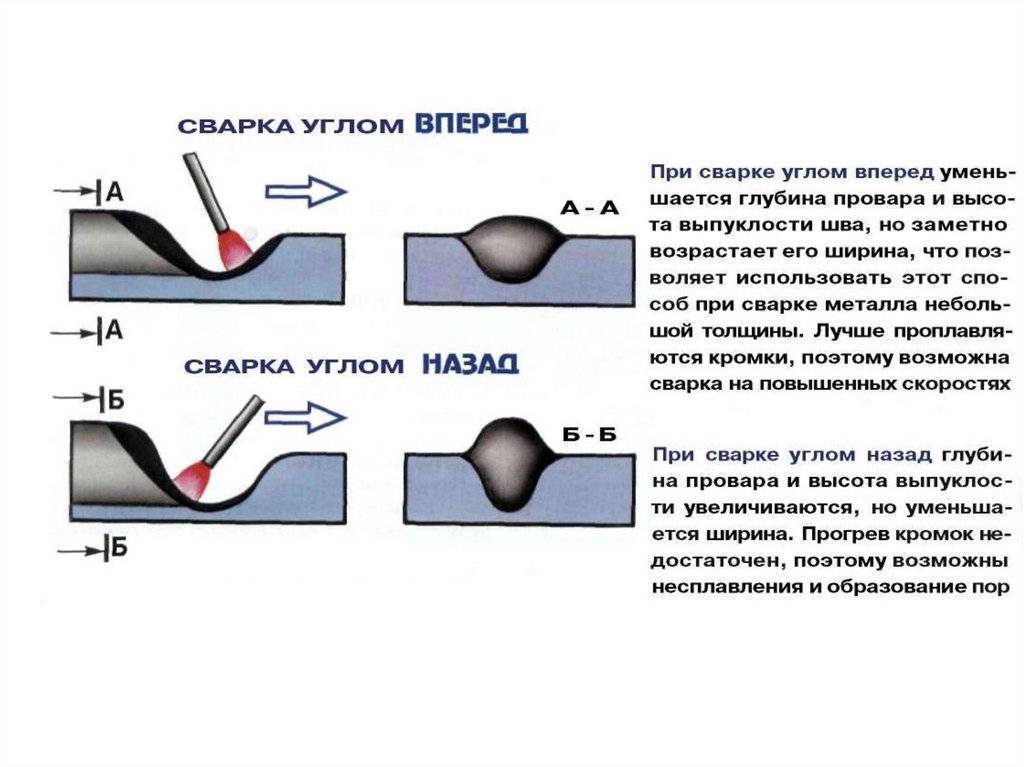
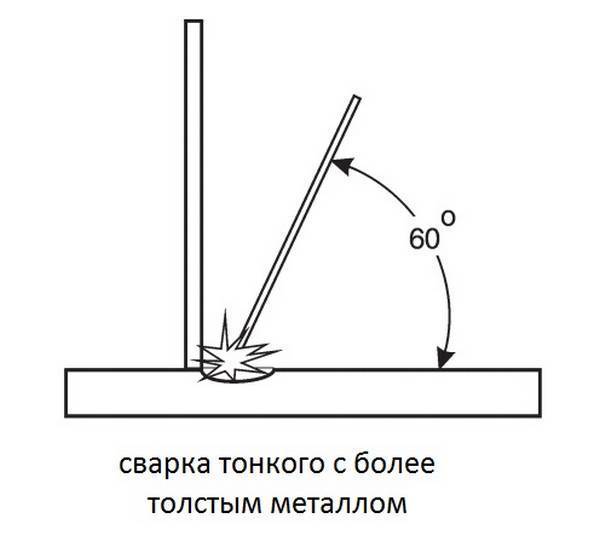
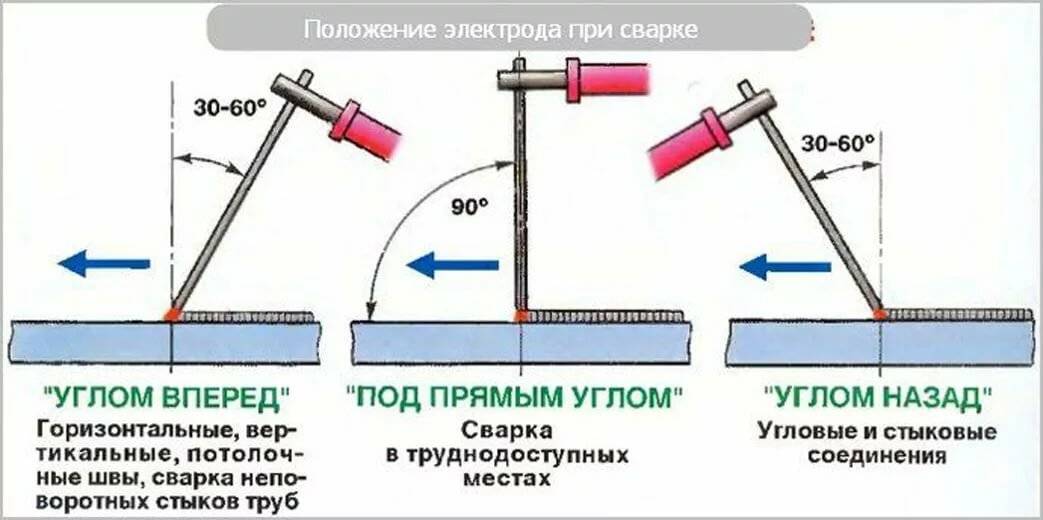
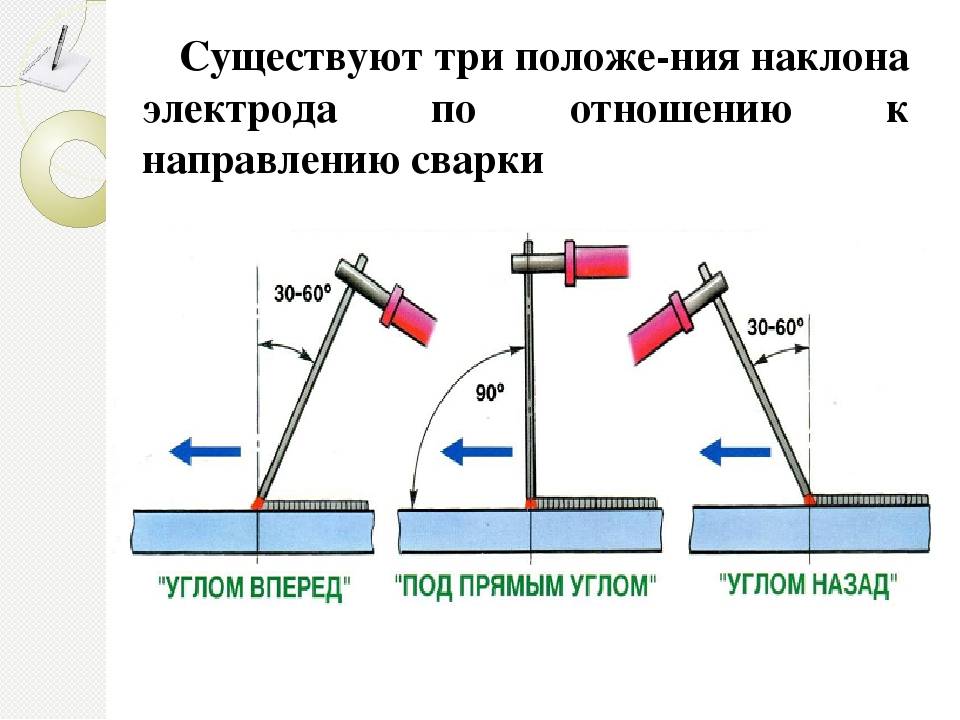
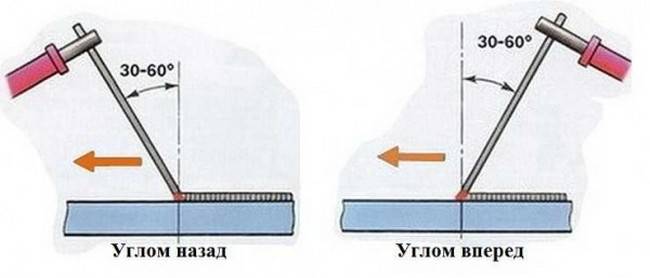
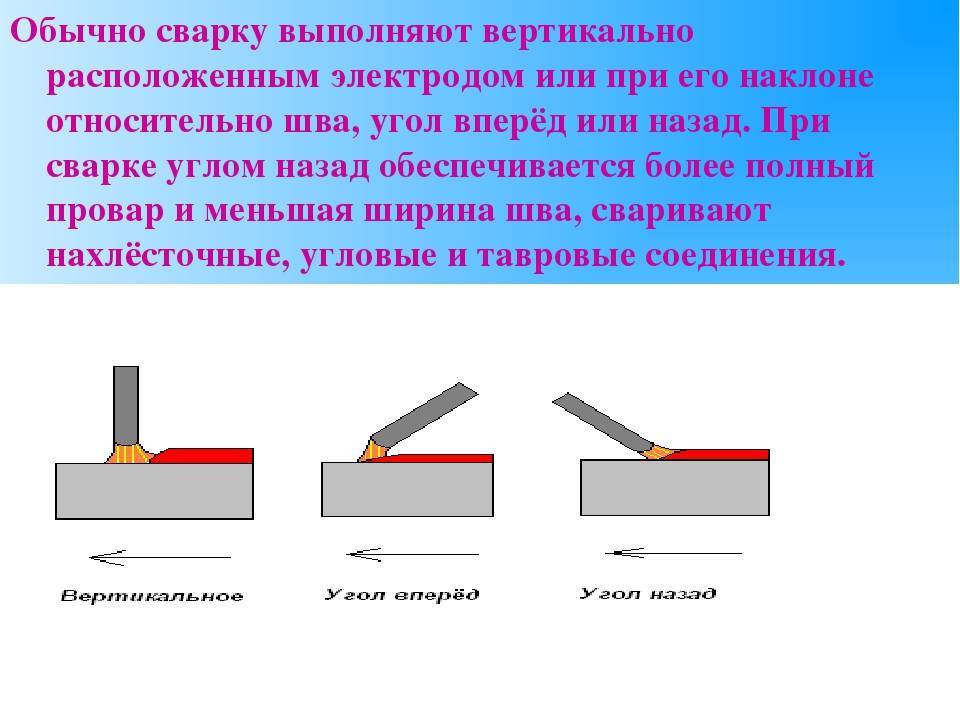
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед
Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки
Иначе будет прожег
Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали
Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Оборудование.
Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор. Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.

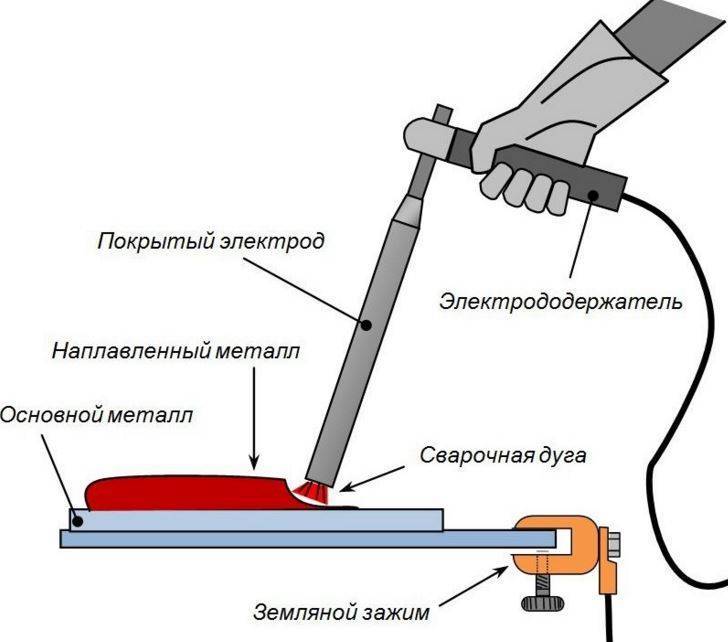
Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом.
Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа.
Помимо сварочных кабелей, массы, также нежна сварочная горелка.
Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа. Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Используемые электроды
Электроды для сварки тонкого металла нужно выбирать с особой осторожностью. Это связано с тем, что даже мельчайшее отклонение от установленных норм приводит к появлению серьезных дефектов
При рассмотрении того, каким электродом варить металл 2 мм отметим следующие моменты:
- При выборе низких показателей тока наиболее подходящими электродами можно назвать варианты исполнения с диаметром от 2 до 3 мм. Это связано с тем, что слишком большой показатель приводит к затуханию дуги.
- Оптимальным показателем температуры в зоне сварки можно назвать 170 градусов Цельсия. Этого вполне достаточно для прокалывания стали, но при этом ее структура не преобразуется. За счет оказания подобного воздействия покрытие начинает плавится равномерно, сварщик может изменять форму шва.
- В большинстве случаев используется электрод, который имеет качественное покрытие. Зачастую применяемая технология предусматривает использование разрывестой дуги, за счет чего сварочная ванная имеет небольшие размеры.
Сварка тонкого металла инвертором может проходить только при использовании специальных электродов, которые смогут стабилизировать дугу.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.

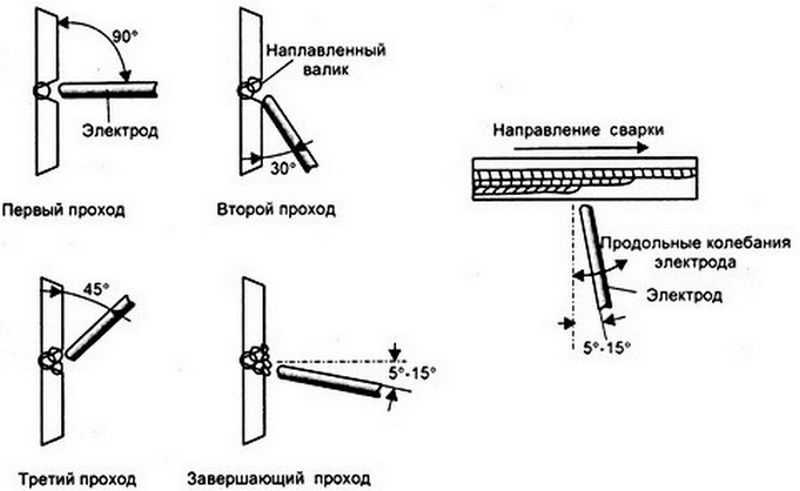
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
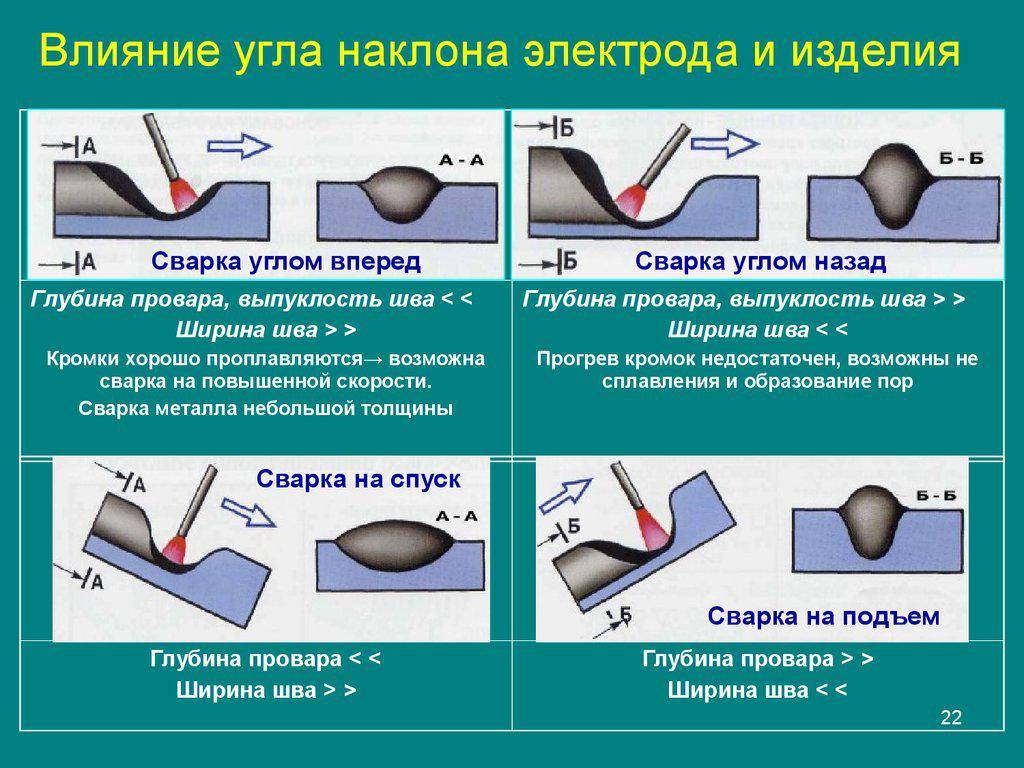
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Читать также: Лазер из cd rom
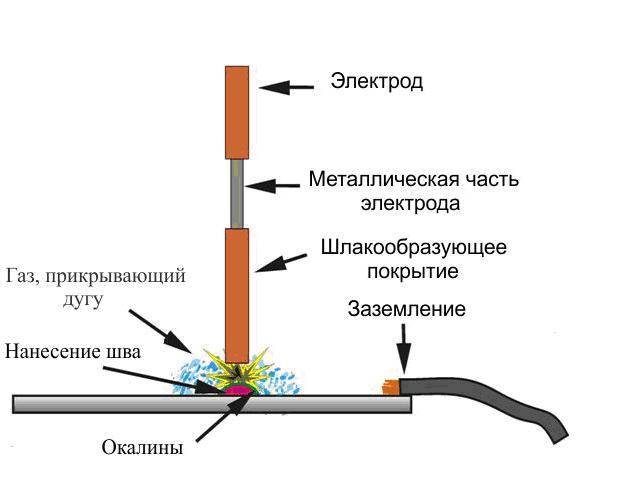
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.