

Меры безопасности
Приступая к эксплуатации самодельной печи, следует учитывать угрозы, которые возникают при плавке:
- Брызги расплавленного металла и нагретые части установки часто становятся причиной сильного ожога.
- На случай возгорания рядом с рабочим местом должно стоять ведро с холодной водой.
- Ламповую схему необходимо помещать в корпус, чтобы исключить возможность случайного прикосновения к деталям, на которые подано высокое напряжение.
- Зона действия электромагнитного поля не ограничена размерами корпуса. Поэтому, прежде чем начнется плавка, нужно снять все украшения из металла и подальше убрать электронные приборы. При нахождении рядом с печью мобильный телефон, цифровая камера, MP3 плеер могут выйти из строя. Людям с вживленным кардиостимулятором не рекомендуется находиться рядом с индукционной установкой, когда ведется плавка.
В домашней печи выполняется не только плавка, но также нагрев деталей перед лужением, формовкой, закалкой. Несмотря на простоту рассмотренных схем, самодельные индукционные установки по основным характеристикам не уступают заводским моделям бытового назначения. При необходимости их несложно настроить для решения конкретной задачи путем изменения параметров индукционной катушки и выходного сигнала генератора.
Эпоха железа
При очень высоких температурах железо начинает поглощать углерод, что снижает температуру плавления металла, в результате чего образуется чугун (от 2,5 до 4,5% углерода ). Развитие доменных печей, впервые использованных китайцами в 6 веке до нашей эры, но более широко используемых в Европе в средние века, увеличило производство чугуна.
Чугун – это жидкий чугун, выходящий из доменных печей и охлаждаемый в основном канале и прилегающих к нему изложницах. Большие, центральные и прилегающие меньшие слитки напоминали свиноматку и поросят-сосунков.
Чугун прочный, но страдает хрупкостью из-за содержания углерода, что делает его менее прочным. чем идеально подходит для работы и формовки. Когда металлурги осознали, что высокое содержание углерода в железе является центральным элементом проблемы хрупкости, они экспериментировали с новыми методами снижения содержания углерода, чтобы сделать железо более пригодным для обработки.
К концу 18 века производители чугуна научились превращать чугун в кованое железо с низким содержанием углерода с помощью пудлинговых печей (разработанных Генри Корт в 1784 году). В печах нагревается расплавленный чугун, который необходимо перемешивать в лужах с использованием длинных веслообразных инструментов, позволяя кислороду соединяться с углеродом и медленно удалять его.
Как содержание углерода уменьшается, температура плавления железа увеличивается, поэтому массы железа будут агломерироваться в печи. Эти массы удалялись и обрабатывались кузнечным молотком у лужи перед тем, как свернуть их в листы или рельсы. К 1860 году в Великобритании насчитывалось более 3000 печей для пудлинга, но процесс оставался затрудненным из-за трудоемкости и расхода топлива.
Одна из самых ранних форм стали, Черновая сталь, производство которой началось в Германии и Англии в 17 веке, производилась путем увеличения содержания углерода в расплавленном чугуне с использованием процесса, известного как цементация.. В этом процессе прутки из кованого железа наслоились порошкообразным углем в каменных ящиках и нагревались.
Примерно через неделю железо поглотило углерод из уголь. При повторном нагреве углерод распределяется более равномерно, и в результате после охлаждения получается черновая сталь. Более высокое содержание углерода сделало черновую сталь намного более пригодной для обработки, чем чугун, что позволило ее прессовать или прокатывать.
Производство черновой стали развивалось в 1740-х годах, когда английский часовщик Бенджамин Хантсман, пытаясь разработать высококачественную сталь для своих часовых пружин, обнаружил, что металл можно плавить в глиняных тиглях и обрабатывать специальным флюсом для удаления шлака, оставшегося после процесса цементирования. В результате получился тигель или литая сталь. Но из-за стоимости производства и черновая, и литая сталь когда-либо использовались только для специальных целей.
В результате остался чугун, изготовленный в пудлинговых печах. основной конструкционный металл в индустриализации Британии на протяжении большей части XIX века.
Обработка сталей пластической деформацией
Основные виды обработки сталей различными способами пластической деформации имеют цель придания стальным слиткам или полуфабрикатам из стали форму готового изделия. Различают горячую и холодную пластическую деформацию стали. Кроме этого, основными видами как горячей, так и холодной обработки, седует считать, в свою очередь: Прокатку Ковку Штамповку Волочение В сочетании с термической обработкой и химическим составом стали пластическая деформация придаёт конечному изделию требуемые механические свойства.
Разновидности некоторых сталей
Марки стали | Термообработка | Твёрдость (сердцевина-поверхность) |
35 | нормализация | 163—192 HB |
40 | улучшение | 192—228 HB |
45 | нормализация | 179—207 HB |
45 | улучшение | 235—262 HB |
55 | закалка и высокий отпуск | 212—248 HB |
60 | закалка и высокий отпуск | 217—255 HB |
70 | закалка и высокий отпуск | 229—269 HB |
80 | закалка и высокий отпуск | 269—302 HB |
У9 | отжиг | 192 HB |
У9 | закалка | 50—58 HRC |
У10 | отжиг | 197 HB |
У10 | закалка | 62—63 HRC |
40Х | улучшение | 235—262 HB |
40Х | улучшение+закалка токами выс. частоты | 45-50 HRC; 269—302 HB |
40ХН | улучшение | 235—262 HB |
40ХН | улучшение+закалка токами выс. частоты | 48-53 HRC; 269—302 HB |
35ХМ | улучшение | 235—262 HB |
35ХМ | улучшение+закалка токами выс. частоты | 48-53 HRC; 269—302 HB |
35Л | нормализация | 163—207 HB |
40Л | нормализация | 147 HB |
40ГЛ | улучшение | 235—262 HB |
45Л | улучшение | 207—235 HB |
О мировой сталелитейной промышленности
В 2014 году произошло некое восстановление металлургической промышленности, в частности сталелитейной, после кризиса 2012 года. Статистика показывает, что мировая выплавка ежегодно растет. К примеру, с 2001 по 2012 год объемы увеличились почти на 700 миллионов тонн. Тем не менее, цикличность производства делает сталелитейную промышленность относительно нестабильной отраслью.
Сегодня же можно говорить о том, что ежегодный спрос на данный материал будет постоянно увеличиваться. Страны с развитой инфраструктурой будут выступать в качестве главных покупателей. Обусловлено это необходимостью урбанизации и индустриализации. Из этого можно сделать простой вывод – производство стали никуда не денется, и будет только развиваться.
Выплавка чугуна и стали
Современное металлургическое производство чугуна и стали состоит из сложного комплекса различных производств (рис. 22):
- Шахт и карьеров по добыче руд, каменных углей, флюсов, огнеупорных материалов.
- Горно-обогатительных комбинатов, на которых подготовляют руды к плавке, обогащают их, удаляя часть пустой породы, и получают концентрат – продукт с повышенным содержанием железа по сравнению с рудой.
- Коксохимических цехов и заводов, на которых осуществляют подготовку коксующихся углей, их коксование (сухую перегонку при температуре ~1000°С без доступа воздуха) в коксовых печах и попутное извлечение из них ценных химических продуктов: бензола, фенола, каменноугольной смолы и др.
- Энергетических цехов для получения и трансформации электроэнергии, сжатого воздуха, необходимого для дутья при доменных процессах, кислорода для выплавки чугуна и стали, а также очистки газов металлургических производств с целью охраны природы и сохранения чистоты воздушного бассейна.
- Доменных цехов для выплавки чугуна и ферросплавов.
- Заводов для производства различных ферросплавов.
- Сталеплавильных цехов – конвертерных, мартеновских, электросталеплавильных для производства стали.
- Прокатных цехов, в которых нагретые слитки из стали перерабатываются в заготовки (блюмы и слябы) и далее в сортовой прокат, трубы, лист, проволоку и т. п.
Современное производство стали основано на двухступенчатой схеме, которая состоит из доменной выплавки чугуна и различных способов последующего его передела в сталь. В процессе доменной плавки, осуществляемом в доменных печах, происходит избирательное восстановление железа из его окислов, содержащихся в руде. Одновременно с этим из руды восстанавливаются также фосфор и в небольших количествах марганец и кремний; происходит науглероживание железа и частичное насыщение его серой топлива (кокса). Таким образом из руды получают чугун – сплав железа с углеродом более 2,14%, кремнием, марганцем, серой и фосфором.
Передел чугуна в сталь осуществляют в металлургических агрегатах: в конвертерах, мартеновских и электрических печах. В них из-за ряда происходящих химических реакций осуществляется избирательное окисление примесей чугуна и перевод их в процессе плавки в шлак и газы. В результате получают сталь заданного химического состава.
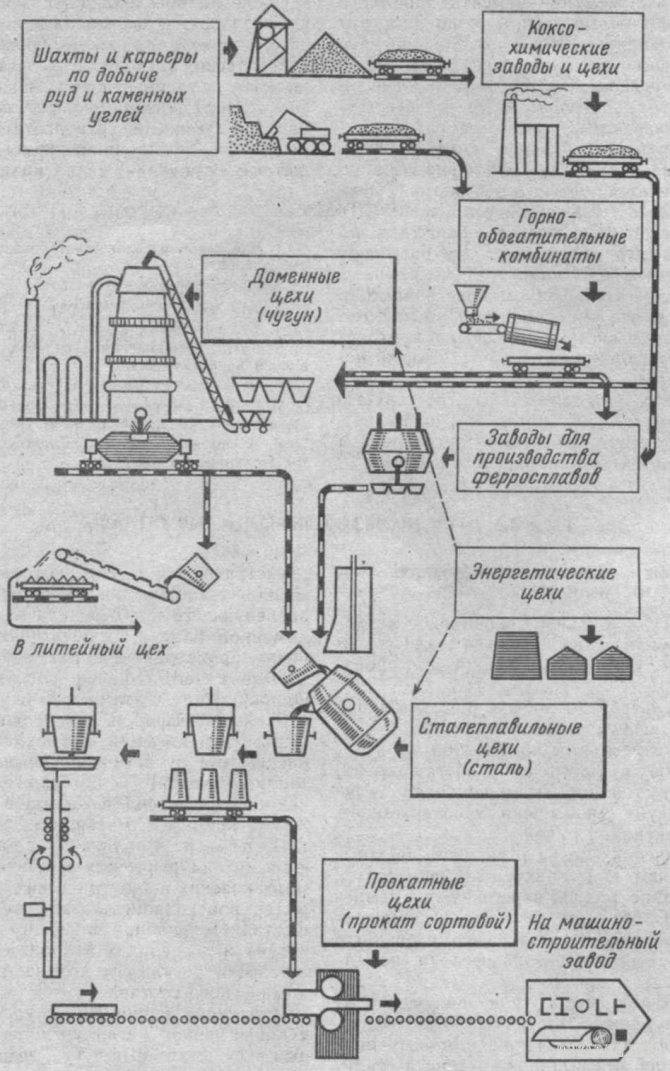
Рис. 22. Схема современного металлургического производства








Структура стали
Концентрация углерода в сплаве определяет не только свойства металла, но и его внутреннюю структуру. К примеру, мало- и среднеуглеродистые сплавы имеют структуру, состоящую из феррита и перлита. При увеличении доли углерода начинается формирование вторичного цементита. Легирование стали тоже меняет структуру сплава.
По структуре стали могут быть:
- перлитными — с низким содержанием легирующих добавок;
- мартенситными — стали, имеющие пониженную критическую скорость закалки и средний уровень содержания легирующих примесей;
- аустенитными — высоколегированные сплавы, применяемые в агрессивных средах.
Отожженные стали делятся на:
- доэвтектоидную сталь, с концентрацией углерода менее 0,8%;
- заэвтектоидную сталь, состоящую из перлита и цементита, применяют как инструментальную;
- карбидную (ледебуритную) — к ней относятся быстрорежущие стали;
- ферритную — высоколегированную сталь с низким содержанием углерода.
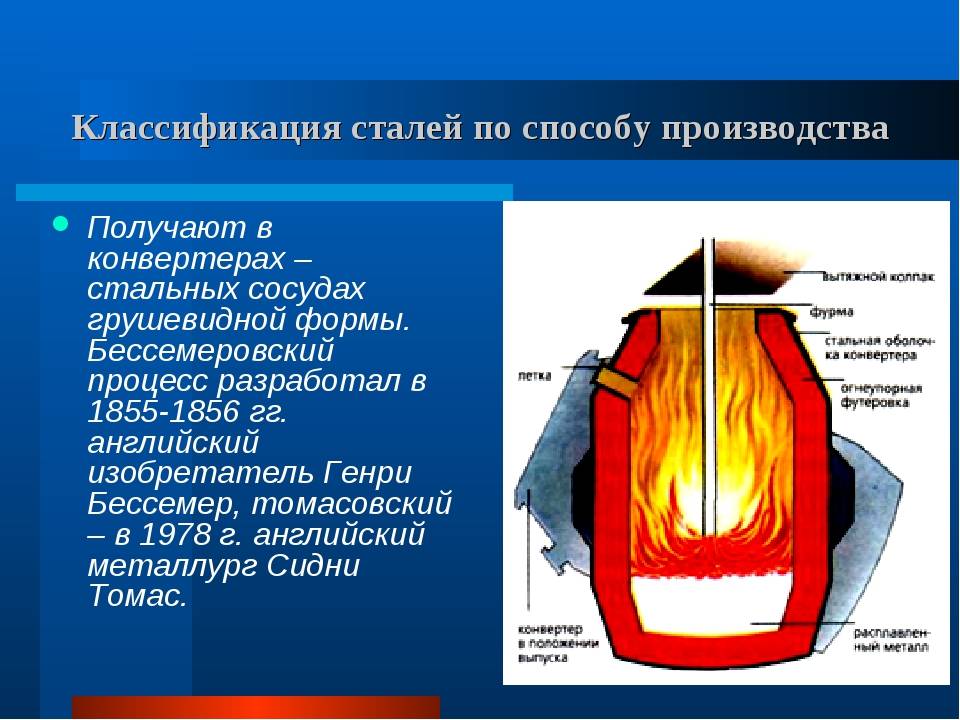
Способы производства стали
Существует несколько методов производства стали, каждый обладает своими определенными достоинствами и недостатками. От выбранного способа зависит то, с какими свойствами можно получить материал. Основные способы производства стали:
Мартеновский метод. Данная технология предусматривает применение специальных печей, которые способны нагревать сырье до температуры около 2000 градусов Цельсия. Рассматривая способы производства легированных сталей, отметим, что этот метод также позволяет проводить добавление различных примесей, за счет чего получаются необычные по составу стали. Мартеновский метод основан на применении специальных печей.
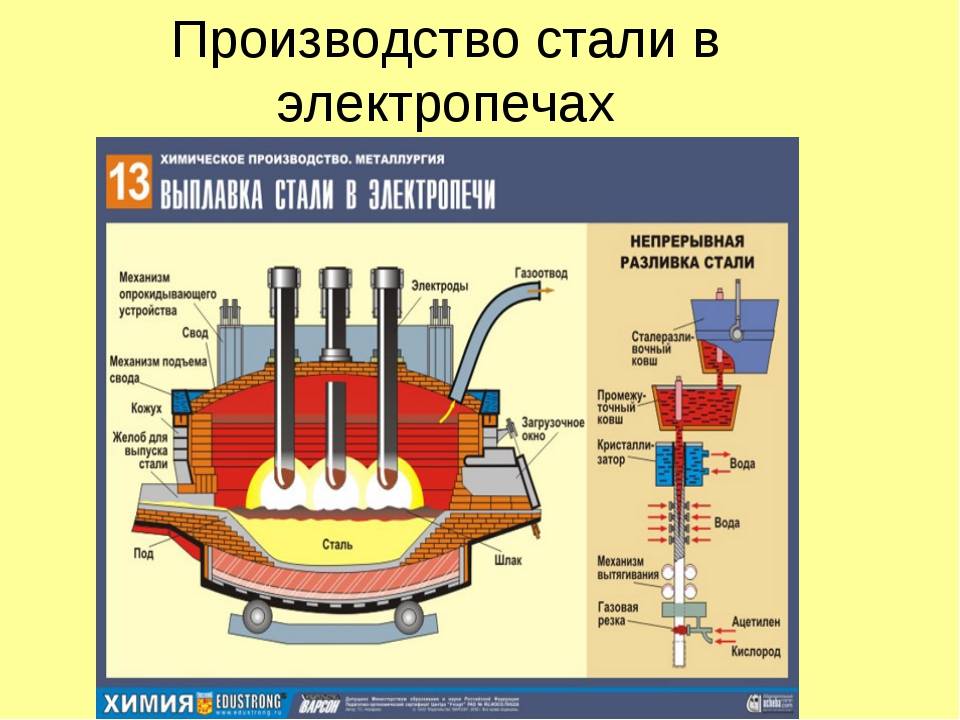
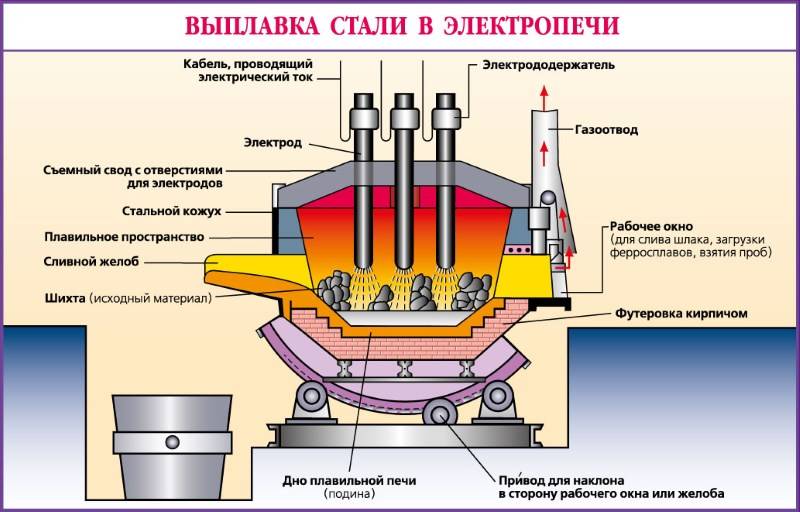
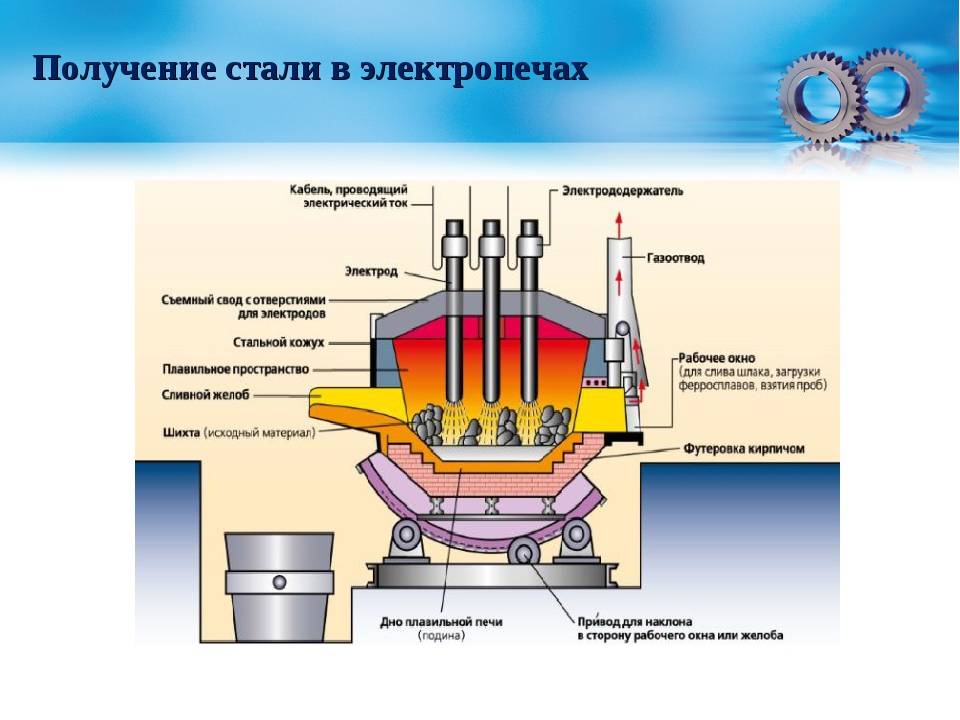
Электросталеплавильный метод. Для того чтобы получить материал высокого качества проводится производство стали в электропечах. За счет применения электрической энергии для нагрева сырья можно точно контролировать прохождение процесса окисления и выделения шлаков
В данном случае важно обеспечить появление шлаков. Они являются передатчиком кислорода и тепла
Данная технология позволяет снизить концентрацию вредных веществ, к примеру, фосфора и серы. Электрическая плавка может проходить в самой различной среде: избыточного давления, вакуума, при определенной атмосфере. Проводимые исследования указывают на то, что электросталь обладает самым высоким качеством. Применяется технология для производства качественных высоколегированных, коррозионностойких, жаропрочных и других видов стали. Для преобразования электрической энергии в тепловую применяется дуговая печь цилиндрической формы с днищем сферического типа. Для обеспечения наиболее благоприятных условий плавки внутреннее пространство отделывается при использовании жаропрочного металла. Работа устройства возможна только при подключении к трехфазной сети. Стоит учитывать, что сеть электрического снабжения должна выдерживать существенную нагрузку. Источником тепловой энергии становится электрическая дуга, возникающая между электродом и расплавленным металлом. Температура может быть более 2000 градусов Цельсия.
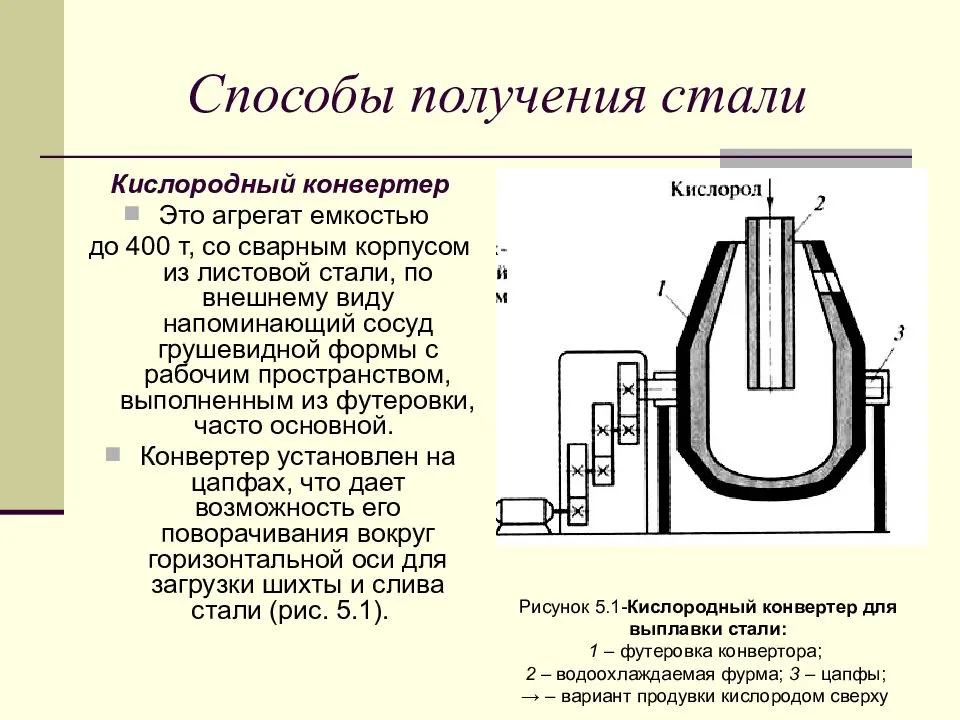
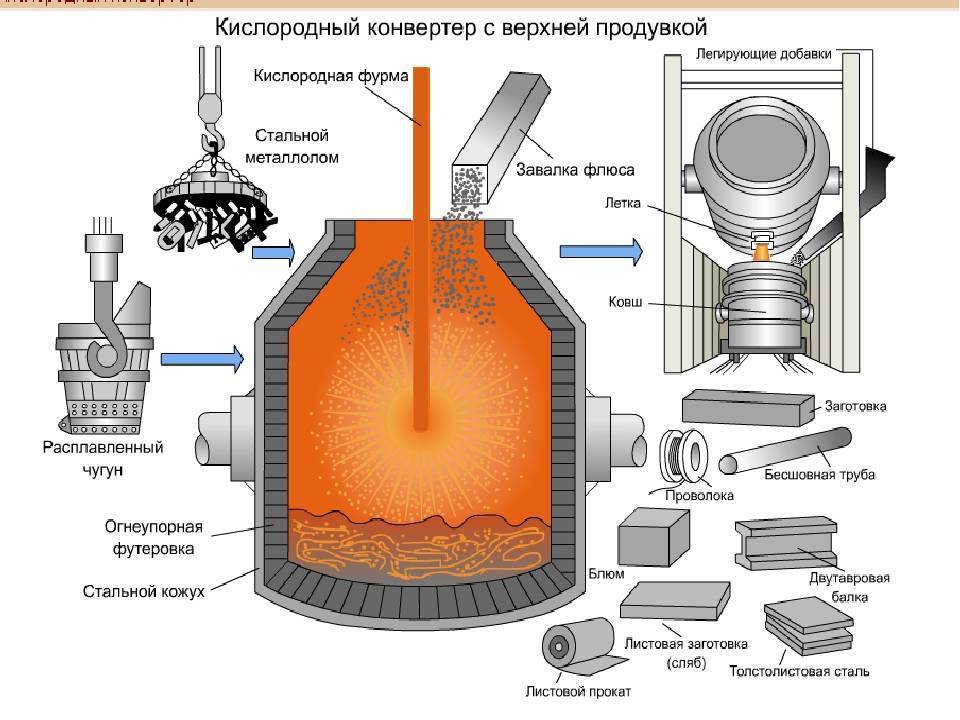
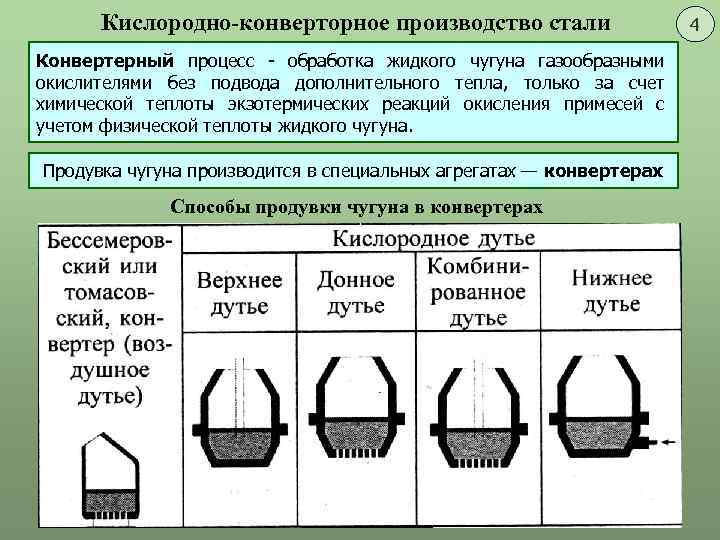
Кислородно-конвертерный. Непрерывная разливка стали в данном случае сопровождается с активным вдуванием кислорода, за счет чего существенно ускоряется процесс окисления. Применяется этот метод изготовления и для получения чугуна. Считается, что данная технология обладает наибольшей универсальностью, позволяет получать металлы с различными свойствами.
Способы производства оцинкованной стали не сильно отличаются от рассматриваемых. Это связано с тем, что изменение качеств поверхностного слоя проходит путем химико-термической обработки.
Существуют и другие технологии производства стали, которые обладают высокой эффективностью. Например, методы, основанные на применении вакуумных индукционных печей, а также плазменно-дуговой сварки.
Электротермический способ
На сегодняшний день электротермическое получение сталей считается наиболее эффективным. Так, по сравнению с мартеновскими печами и конвертером данная методика обеспечивает возможность более точного контроля качества стали – в том числе за счет регуляции химического состава. Отдельного внимания заслуживает и взаимодействие печных камер с воздушной средой. Электротермическая технология получения стали предусматривает минимальный доступ к воздуху, обуславливая уже другие преимущества. Например, это позволяет минимизировать скопления монооксида железа и посторонних частиц в сплаве, а также обеспечивать более эффективное выгорание фосфора и серы.
Высокий температурный режим на уровне 1650 °C дает возможность выполнять плавку проблемных шлаков, которые требуют термического воздействия на повышенных мощностях. Также в электропечах можно осуществлять легирование стали за счет тугоплавких металлов, среди которых вольфрам и молибден. Однако есть и серьезный недостаток у данного метода получения сталей. Используемые печи требуют больших объемов энергии, что делает этот процесс самым дорогим.

Высокопрочный
Данный вид чугуна получается вследствие образования в металлической решетке включений графита шаровидной формы. Из-за этого металлическая основа кристаллической решетки ослабевает, и сплав обретает улучшенные механические свойства. Образование шаровидного графита происходит благодаря введению в материал магния, иттрия, кальция и церия. Высокопрочный чугун близок по своим параметрам к высокоуглеродистой стали. Он неплохо поддается литью и может полностью заменить стальные детали механизмов. Благодаря высокой теплопроводности данный материал может быть использован для изготовления трубопроводов и отопительных приспособлений.
Плавка металла в домашних условиях

Так поступила в голову задумка использовать для данной задачи углеграфитовый порошок, какой засыпается посреди 2-мя рабочими углеграфитовыми же электродами, к которым подводится напряжение питания в границах 25—50 В от довольно мощнейшего (типа сварочного) трансформатора. За счет существующего омического сопротивления в порошке графита становится постепенный интенсивный нагрев. Температура в подобной электропечи способна доходить до 3000 °С, что дает способность плавить абсолютно все металлы (небольшими порциями). Невзирая на такой впечатляющий нагрев изнутри печи, внешний пленку углеграфитового порошка остается темноватого или красного цвета, так что ослепляющего свечения, как это случается при электродуговой сварке, от печи не исходит.
Время разогрева печи варьируется в интервале 3—5 минут, что позволяет легко контролировать и управлять процессом плавки, включая-отключая от сети трансформатор. Так как металла плавится немного, то он особо не расплывается внутри печи и порошок достаточно хорошо держит его форму.
Электропечь делается из простых и вполне доступных материалов: графита, слюды и асбестовой плитки. В связи с тем, что асбест по медицинским соображениям запрещен и становится редкостью, его можно заменить кафельной или цементной плиткой.
Размеры печи не являются строго определенными. Все зависит от мощности имеющейся электросети и выходного напряжения трансформатора. Чем больше выходное
Особенности электроиндукционных печей
В электроиндукционных печах сталь выплавляют в небольших по объему (4,5–60 тонн) емкостях, именуемых огнеупорными тиглями. Вокруг тигля располагается индуктор, состоящий из большого количества витков провода.
При прохождении переменного тока внутри индуцируются вихревые токи большой силы, вызывающее плавление содержимого тигля. Электромагнитные силы одновременно перемешивают расплав стали. Продолжительность плавки в таких печах не превышает 45 мин.






Электросталеплавильный способ производит мало дыма, пыли и меньше излучает световой энергии. Однако, высокая стоимость электрооборудования при малой вместительности ограничивает применение этого способа.
Помимо рассмотренных вариантов, существуют не только основные способы производства стали. В современном сталеплавлении используется плавка в вакуумных индукционных печах и обогащение процентного содержания железа в окатышах плазменно-дуговым переплавом.
Зависимость свойств от состава и структуры
Свойства сталей зависят от их состава и структуры, которые формируются присутствием и процентным содержанием следующих составляющих. Углерод — элемент, с увеличением содержания которого в стали увеличивается её твёрдость и прочность, при этом уменьшается пластичность. Кремний и марганец (в пределах 0,5 … 0,7 %) существенного влияния на свойства стали не оказывают. Эти элементы вводятся в большинство углеродистых и низколегированных марок сталей во время операции раскисления (сначала – ферромарганец, затем – ферросилиций, как дешевые раскисляющие ферросплавы). Сера является вредной примесью, образует с железом химическое соединение FeS (сернистое железо). Сернистое железо в сталях образует с железом эвтектику с температурой плавления 1258 К, которая обусловливает ломкость материала при обработке давлением с подогревом. Указанная эвтектика при термической обработке расплавляется, в результате чего между зернами теряется связь с образованием трещин. Кроме этого, сера уменьшает пластичность и прочность стали, износостойкость и коррозионную стойкость. Фосфор также является вредной примесью, т. к. придает стали хладноломкость (хрупкость при пониженных температурах). Это объясняется тем, что фосфор вызывает сильную внутрикристаллическую ликвацию. Однако существует группа сталей с повышенным содержанием фосфора, так называемые – “автоматные стали”, металлоизделия из которых легко поддаются обработке резанием (например, болты, гайки и пр. на револьверных токарных станках-полуавтоматах). Феррит — железо с объемноцентрированной кристаллической решеткой. Сплавы на его основе обладают мягкой и пластичной микроструктурой. Цементит — карбид железа, химическое соединение с формулой Fe3C, наоборот, придаёт стали твёрдость и хрупкость. При появлении в структуре заэвтектоидной стали свободного цементита (при С более 0,8 %) пропадает четкая связь между содержанием углерода и комплексом механических свойств: твердостью, ударной вязкостью и прочностью. Перлит — эвтектоидная (мелкодисперсная механическая смесь) смесь двух фаз — феррита и цементита, содержит 1/8 цементита (точнее – согласно правилу “рычага”, если пренебречь растворимостью углерода в феррите при комнатной температуре – 0,8/6,67) и поэтому имеет повышенную прочность и твёрдость по сравнению с ферритом. Поэтому доэвтектоидные стали гораздо более пластичны, чем заэвтектоидные. Стали содержат до 2,14 % углерода. Фундаментом науки о стали как сплава железа с углеродом является диаграмма состояния сплавов железо-углерод — графическое отображение фазового состояния сплавов железа с углеродом в зависимости от их химического состава и температуры. Для улучшения механических и других характеристик сталей применяют легирование.
Главная цель легирования подавляющего большинства сталей — повышение прочности за счет растворения легирующих элементов в феррите и аустените, образования карбидов и увеличения прокаливаемости. Кроме того, легирующие элементы могут повышать устойчивость против коррозии, термостойкость, жаропрочность и др. Такие элементы, как хром, марганец, молибден, вольфрам, ванадий, титан образуют карбиды, а никель, кремний, медь, алюминий карбидов не образуют. Кроме того, легирующие элементы уменьшают критическую скорость охлаждения при закалке, что необходимо учитывать при назначении режимов закалки (температуры нагрева и среды для охлаждения). При значительном количестве легирующих элементов может существенно измениться структура, что приводит к образованию новых структурных классов по сравнению с углеродистыми сталями.
Применение углеродистой стали
Стоит отметить, что определенный вид и марка стали имеет свою область применения. Так, углеродистая инструментальная сталь высокой и повышенной прочности различных марок используется для производства слесарных зубил, молотков, отверток, кос, столярных инструментов, пил, ножниц, ножей рубильных машин, токарных резцов по дереву.
Из низкоуглеродистых сталей изготавливают разные изделия с помощью холодной штамповки, а также для небольших деталей (малонагруженных зубастых колес, толкателей). Среднеуглеродистые стали также применяются для изготовления деталей небольших размеров – шестерней, шатунов, маховых колес. Стали с самым высоким содержанием углерода – высокоуглеродистые – используются для производства пружин различных размеров и рессор разных видов.
Из качественной углеродистой стали марок У7, У8Г, У9, У12 и У13 производят сверла, кузнечные инструменты, резцы, а также инструменты для обработки камня и дерева.
Мартеновский процесс
Это еще один популярный метод получения качественной стали. Суть заключается в том, что плавка осуществляется на поду в отражательной печи. Предварительно ее оснащают регенераторами, которые необходимы для подогрева воздуха или газа. Можно сказать, что сама идея такой плавки появилась достаточно давно, однако мартеновский процесс производства стали требует высокой температуры, чего добиться никак не удавалось. Но уже в 1864 году впервые использовали регенераторы, которые показали себя с лучшей стороны.
Чтобы получить сталь, в мартеновскую печь загружают шихту. В ее состав входит скрап, лом и чугун. В результате воздействия высокой температуры через некоторое время происходит плавка шихты, а дальше подаются специальные добавки. Они нужны для того, чтобы придать стали необходимые эксплуатационные свойства. Готовый продукт отливается в ковши и транспортируется к пункту назначения. Так как мартеновский метод довольно эффективный и не требует больших затрат, поэтому очень скоро стал основным чуть ли не во всем мире.

Получение в мартеновских печах
Если в случае с конвертерным способом изготовления металла предусматривается обеспечение выжига воздушным кислородом, то мартеновский способ требует включения в технологический процесс железных руд и ржавого лома. Из этих материалов образуется кислород оксида железа, который также способствует выгоранию углерода. Сама же печь включает в основу конструкции плавильную ванну, которая закрывается жаропрочной кирпичной стенкой. Также предусматривается несколько камер регенераторов, обеспечивающих предварительный прогрев воздушной массы и газа. Регенерирующие блоки оснащаются специальными насадками, выполненными из огнестойкого кирпича.
Как и конвертеры, мартеновские плавильники функционируют периодически. По мере закладки новых партий шихты, то есть чугунной основы, поэтапно производится и сталь. Получение стали происходит медленно, так как переработка чугуна занимает около 7 ч. Но зато мартены позволяют регулировать химические свойства сплава путем внесения железных добавок в разных пропорциях – для этого используются руда и лом. На завершающей стадии формирования металла работа печи останавливается, шлак сливают, после чего добавляется раскислитель. Кстати, в такой печи можно получать и легированные стали.

Особенности электроиндукционных печей
В электроиндукционных печах сталь выплавляют в небольших по объему (4,5–60 тонн) емкостях, именуемых огнеупорными тиглями. Вокруг тигля располагается индуктор, состоящий из большого количества витков провода.
При прохождении переменного тока внутри индуцируются вихревые токи большой силы, вызывающее плавление содержимого тигля. Электромагнитные силы одновременно перемешивают расплав стали. Продолжительность плавки в таких печах не превышает 45 мин.
Электросталеплавильный способ производит мало дыма, пыли и меньше излучает световой энергии. Однако, высокая стоимость электрооборудования при малой вместительности ограничивает применение этого способа.
 Схема электросталеплавильной печи
Схема электросталеплавильной печи
Помимо рассмотренных вариантов, существуют не только основные способы производства стали. В современном сталеплавлении используется плавка в вакуумных индукционных печах и обогащение процентного содержания железа в окатышах плазменно-дуговым переплавом.
Характеристика стали
Основой любой марки стали является железо и углерод. Количество последнего изменяется в пределах 0,1–2,14 %. Чем его содержание выше, тем качественнее сталь. Если количество углерода превышает 0,6 %, сплав называется высокоуглеродистым. Когда процент углерода превышает величину 2,14, материал называют чугуном.
При расплавлении стали в нее добавляются легирующие добавки, что изменяет механические свойства сплава. К ним относятся:
- хром;
- вольфрам;
- кобальт;
- титан;
- ванадий.
При производстве стали избавиться от всех примесей невозможно, часть из них остается. К ним относятся:
- марганец;
- сера;
- кремний;
- фосфор.
Они ухудшают качество сплава. Их процентное содержание должно быть меньше.







Важной характеристикой сплава является его температура плавления. Находится она в диапазоне 1350–1521 градусов
Углерод и легирующие добавки влияют на увеличение этой величины. Необходимо точно знать показатели температуры, поскольку нагрев следует вести на 100–150 градусов выше допустимой.

Марганец
Внепечная обработка
Сталь для ответственных изделий производят с обязательной внепечной обработкой, включающей вакуумирование.
При этом решающими факторами, обеспечивающими эффективность и производительность процессов внепечной обработки, являются высокая эксплуатационная готовность, короткий цикл загрузки, низкие показатели расхода, а также снижение расходов на зарплату. Важным фактором качественного выполнения технологии внепечной обработки является:
- тонко настроенная автоматическая система управления технологическим процессом, обеспечивающая эффективное использование персонала и сокращение производственного цикла;
- точное определение расчетных параметров для используемых материалов может гарантировать проверяемое соответствие расходным показателям;
- правильный выбор конструкции агрегата ведет к сокращению до минимума стоимости площадей, необходимых для размещения вакуумного насоса, системы подачи легирующих и вакуум-камер
На предприятиях мировых лидерах по производству металла для нужд машиностроения вакуумирование проводят на установках как ковшевого (VD), так и порционного (DH) и циркуляционного (RH) вакуумирования. Наиболее распространены ковшевые вакууматоры, так как именно вакууматоры такого типа позволяют обеспечить интенсивное перемешивание металла со шлаком проведя, тем самым, глубокую десульфурации.





