Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка вертикально-сверлильного станка 2н125л
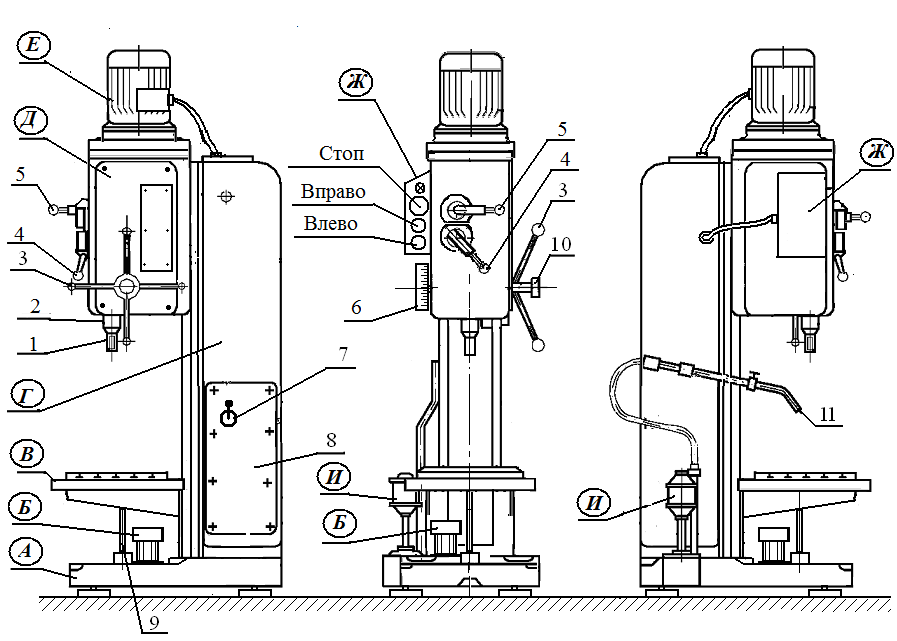
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
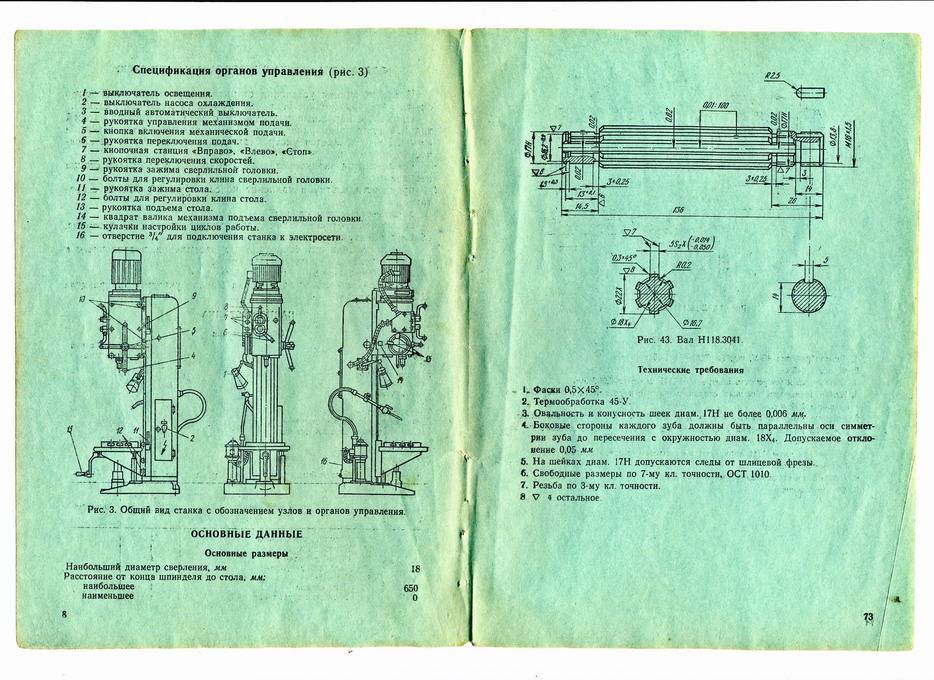
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
2Н118 — Станок вертикально-сверлильный
Купить станочный подшипник с доставкой Podshipnik@podshipnik.info
Технические характеристики:
Станки модели 2н118 предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
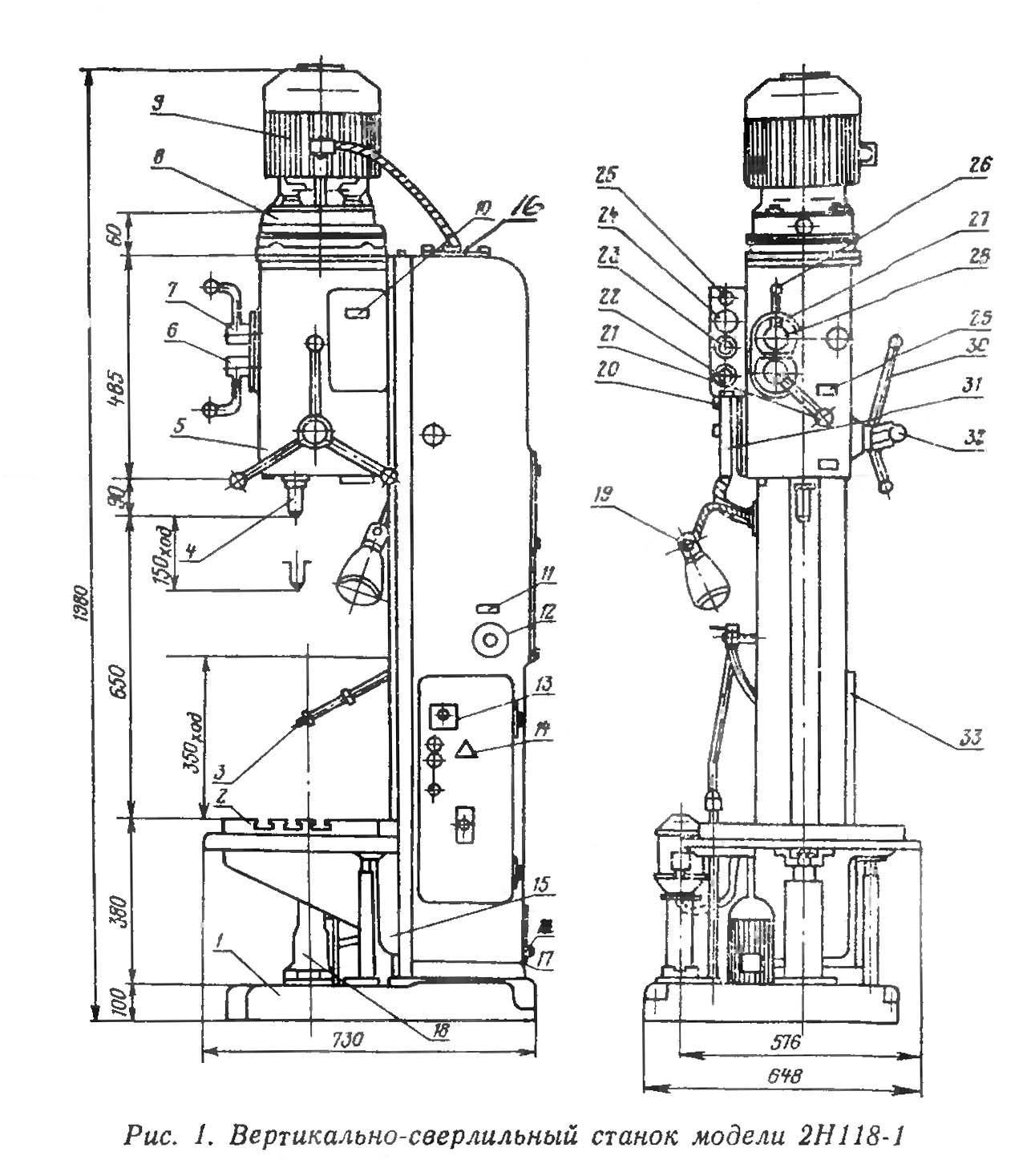
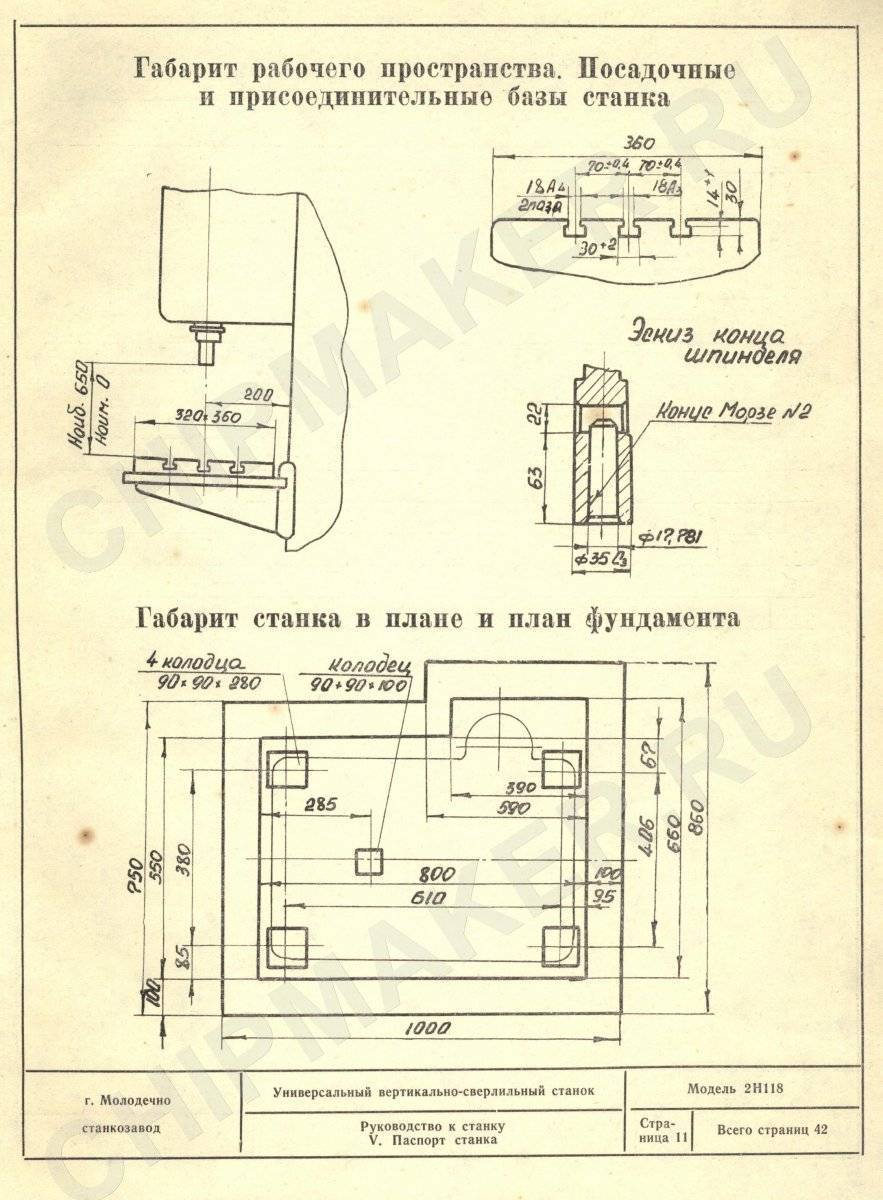
Наибольший диаметр сверления — 18 мм. Конус Морзе шпинделя 2 ГОСТ 2847-67 Наибольшее осевое перемещение шпинделя — 150 мм. Вылет шпинделя — 200 мм. Расстояние от конца шпинделя до стола
наибольшее — 650 мм. наименьшее — 0 мм.
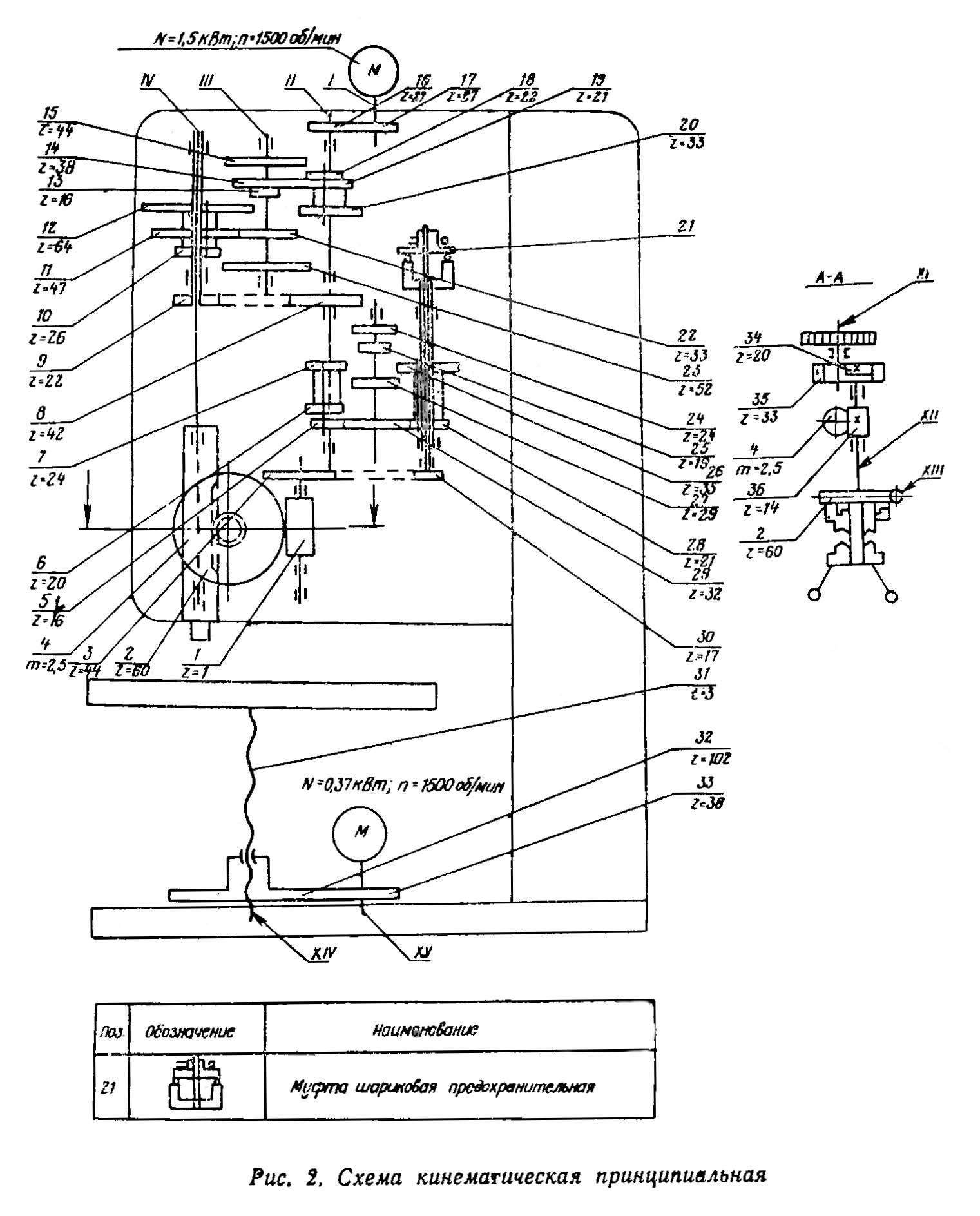
Перемещение шпинделя на 1 оборот маховичка рукоятки — 110 мм. Цена деления лимба — 1 мм. Перемещение шпиндельной головки на один оборот маховичка — 4,4 мм. Наибольшее перемещение шпиндельной головки — 300 мм. Наибольшее вертикальное перемещение стола — 350 мм. Перемещение стола на 1 оборот рукоятки — 2,4 мм. Ширина рабочей поверхности стола — 320 мм. Длина рабочей поверхности стола — 320 мм. Число скоростей шпинделя — 9 Величины чисел оборотов шпинделя : 180, 250, 355, 500, 710, 1000, 1420, 2000, 2800. Число подач — 6. Величины подач, об/мин : 0,1; 0,14; 0,20; 0,28; 0,40; 0,56. Наибольшее усилие подачи на шпинделе — 560 кг. Наибольший крутящий момент на шпинделе — 880 кг.см. Мощность — 1,5 кВт. Габариты станка (длина x ширина x высота), мм 870x590x2080 Вес станка, кг 450 Число оборотов в минуту 1420
Производство: Молодечненский станкостроительный заводНазвание, маркировка: Руководство к станкуГод: 1971Страниц: 80Формат: jpg
Содержание документации:Руководство к станку— Назначение и область применения станка; — Распаковка и транспортировка станка;— Фундамент станка, монтаж и установка; — Подготовка станка к первоначальному пуску; — Паспорт станка; — Спецификация узлов станка;— Основные данные;— Описание конструкции станка;— Общая компоновка;— Электрооборудование;— Смазка станка;— Указания по технике безопасности;— Настройка и наладка станка;— Регулировка станка;— Гарантия;— Спецификация подшипников качения;— Альбом запасных деталей;
Описание станка:Универсальный вертикально-сверлильный станок модели 2Н118 с условным диаметром сверления 18 миллиметров предназначен для выполнения следующих операций: сверление, рассверливание, нарезания резьбы, подрезки торцов ножами. Станок приспособлен для использования в инструментальных, эксперементальных и производственных цехах с индивидуальным выпуском продукции. Отнесённый к условному диаметру сверления 18 миллиметров станок допускает обработку деталей с усилием подачи 560 килограммов. Пределы чисел оборотов и подачи шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Послевоенный бурный рост промышленного производства в СССР потребовал срочного расширения станочного парка. Чтобы предотвратить отток валюты за рубеж, отечественные конструкторские бюро занялись разработкой металлорежущего оборудования. Сначала выпускалась базовая модель, которая опробовалась в реальных условиях. После этого проходило усовершенствование механизма. Таким модифицированным агрегатом является вертикально-сверлильный станок 2Н118.

Сверлильное оборудование
Оно используется в любых технологических цепочках, но главное назначение мелкосерийное и единичное изготовление. Такие станки выполняют ряд операций:
- нарезание резьбы;
- зенкование;
- сверление;
- подрезание торцов;
- развертывание;
- зенкерование.
Проведя обзор, их можно разделить на три больших группы в зависимости от выполняемых операций:
- специализированные, выполняют ограниченное количество действий;
- универсальные, составляют основную часть;
- специальные, работают без переналадки, по заданному циклу.
Классифицировать такие агрегаты можно по максимально используемому диаметру сверла:
- легкие, сверление до 12 мм;
- средние, получение отверстий 18-50 мм;
- тяжелые, высверливание 75 мм отверстий.
Главными отличительными особенностями металлорежущего оборудования являются движения, которые совершает режущий инструмент и приспособления. В нашем случае это вращение сверла и поступательная подача шпинделя. Все основные параметры включены в паспорт станка, который непосредственно входит в руководство по эксплуатации.







В этом документе можно найти инструкцию по креплению станка на рабочем месте. Прежде всего, он должен располагаться строго горизонтально по отношению к фундаменту. От этого зависит надежность работы всех механизмов. Это достигается использованием специальных уровней.
Конструкция станка предполагает следующие виды:
- настольные;
- колонные;
- радиально-сверлильные;
- глубокого сверления;
- многошпиндельные;
- центровальные;
- сверлильно-фрезерные;
- координатно-сверлильные;
- радиально-сверлильные.
Все они представляют собой сложные механизмы, поэтому до начала работы обслуживающий персонал должен внимательно ознакомиться с инструкцией по эксплуатации. И во время работы придерживаться всех рекомендаций.
Электрооборудование и электрическая схема сверлильного станка 2Б118

Электрическая схема сверлильного станка 2Б118

Электрооборудование станка состоит из следующих узлов:
- Электродвигателя вращения и рабочей подачи 1,7 кВт;
- Электронасоса охлаждения производительностью 22 л/мин 0,125 кВт;
- Пусковой аппаратуры, состоящей из 2-х пакетных выключателей и 2-х магнитных пускателей;
- Командной аппаратуры, состоящей из двух микропереключателей;
- Защитной аппаратуры, состоящей из плавких предохраните лей и теплового реле;
- Аппаратуры местного освещения, состоящей из понижающего трансформатора, однополюсного выключателя, кронштейна и лампы 36 В.
Вся пусковая и защитная аппаратура смонтирована в нише колонны на крышке. Проводка выполнена в металлорукавах, частично идущих внутри колонны.
Командоаппараты расположены с левой стороны кронштейна и управляются от рукоятки.
Аппараты ручного управления имеют выведенные наружу изолированные ручки или штифты.
Описание работы электросхемы
- 1. Поворотом выключателя „сеть» в положение „включено» подается напряжение на пусковую и защитную аппаратуру. Если необходимо охлаждение, то выключатель „охлаждение» ставится в положение „Включено»
- 2. Поворотом рукоятки в положение „Вправо» включается пускатель ПВ, катушка которого получает питание по цепи Л22—1-3-7-8—Л сначала через 1 МП, а затем через блок-контакты ЛБЛ20—1. Механическая часть электроуправления работает следующим образом: (см. рис. 7) вместе с рукояткой (1) поворачивается переключатель (2), который через шарик ведет сектор (3). Верхний шарик попадает в цековку сектора, освобождая пружину (4) и микропереключатель 2 МП. При дальнейшем повороте переключателя (2) и его скос нажимает на нижний шарик, отжимающий пружину (5). В результате этого замыкаются контакты 1 МП, происходит включение пускателя ПВ. При отпускании рукоятки переключатель (2) под действием фиксатора несколько отходит назад, освобождая 1 МП, но пускатель ПВ будет питаться через контакты ПВ.
- 3. Для останова рукоятка переводится в положение „Стоп». При этом переключатель через шарик ведет за собой сектор (3) верхний шарик выходит из цековки и через пружину (4) нажимает на 2 МП, контакты которого 1-3 размыкаются, отключая ПВ. Поворот сектора ограничен стопорным винтом (6).
- 4. Для включения левого вращения рукоятка переводится в положение „Влево». Сектор (3) повернут против часовой стрелки до упора в стопор (6), микропереключатель 2 МП нажат. Воздействие скоса переключателя через пружину и шарик на 1 МП вызывает включение ЛВ по цепи Л22—1-2-6-8—Л12В по цепи Л.
- 5. Стоп из этого положения получается за счет того, что при обратном движении рукоятки переключатель (2) через шарик ведет сектор (3),который поворачивается по часовой стрелке до упора в стопор (6). В этот момент верхний шарик попадает в цековку сектора (6). Вследствие этого пружина перестает воздействовать на 2 МП, контакты которого 1-2 размыкаются, вызывая отключение пускателя ЛВ.
- 6. Таким образом включение пускателей осуществляется микропереключателем 1 МП при пережиме рукоятки в любое крайнее положение с последующим освобождением 1 МП за счет фиксатора. Этим самым осуществляется нулевая защита. Отключение пускателей осуществляется за счет 2 МП, который срабатывает при движении рукоятки в положение „Стоп». Следует отметить, что срабатывание 2 МП происходит вначале движения рукоятки и заканчивается при повороте рукоятки из крайних положений через 8—10 градусов. При общем повороте рукоятки на 60 градусов остальные 50 градусов соответствуют положению „Стоп», что обеспечивает большую надежность отключения, вращения.
- 7. Местное освещение, питаемое с напряжением 36 в. имеет свой выключатель, установленный на крышке шкафа.
- 8. Защита. Схемой предусмотрена защита от коротких замыканий,: от перегрузки и нулевая защита.
- 9. Станок должен быть заземлен, согласно существующим правилам и нормам. Колонна станка имеет для этого специальный болт с двумя шайбами.
- 10. Уход за электрооборудованием — согласно типовым инструкциям в зависимости от окружающей среды.
Стоимость ремонта сверлильные станки
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
Технологии
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Идеи
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему
Скорость.
Вам нужно чтобы станок в кратчайшие сроки работал. Наши желания совпадают.

Прочитайте полезную информацию:
Причины неисправностей коробки скоростей станка, способы их устранения, стоимость
В статье рассказано о встречающихся поломках коробки скоростей токарного станка. Описаны их причины и способы устранения самостоятельно. Также дана приблизительная стоимость ремонта коробки скоростей станка в Москве.
Далее
Неисправности шпинделя и их устранение
В современном производстве используется множество станков с ЧПУ (с числовым-программным управлением). Станки беспрерывно работают круглыми сутками и как любая техника иногда имеет неисправности. Одним из основных элементов станков является шпиндель, рассмотрим какие поломки могут возникнуть при эксплуатации и можно ли их устранять самостоятельно.
Далее
Самостоятельный ремонт вала станка и уход за ним
В современном мире использование сложного оборудования сопряжено с его износом и поломкой. В частности, валы различных станков подвергаются колоссальным нагрузкам из-за большого объема работы, а иногда и из-за условий в которых они эксплуатируются. В статье рассмотрены основные причины поломки, а так же способы профилактики и и ухода за оборудованием. Так же освещены вопросы, о починки при различных повреждениях валов станков.
Далее
Стоимость ремонта станка
Любая техника при недостаточном уходе и несвоевременной диагностике выходит из строя. В данной статье читатель может найти информацию о видах станков, распространенных поломках, а также о действиях специалиста при ремонте.
Далее
Виды производственных станков, их наладка и обслуживание.
Для эффективной работы со станочным оборудованием, необходимо разбираться в типах и предназначении станков, уметь проводить наладку и самостоятельное обслуживание. В данной статье разберем основные виды станков и общие правила наладки.
Далее

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.
- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник
Особенности выбора смазки для сплавов и алюминия
Чаще всего используемая охлаждающая жидкость для сплавов – это смесь минерального и растительного масел. Для бронзы это операция нанесения резьбы, для латуни – заточка и резьбонарезание.
Масло, предназначенное для смазки станков – это специальный смазочный состав, который разработан для обеспечения надежной работы станочного оборудования. Смазочное вещество, используемое для обработки станков должно выполнять такие функции:
Защищать поверхность трущихся деталей от истирания и износа.
Предотвращать перегрев устройства.
Защищать механизмы от коррозии, окисления и дальнейшего разрушения.
Увеличивать износостойкость элементов станочного оборудования.
Предотвращать заедание, проскальзывание при работе устройства.
Увеличивать эксплуатационный срок оборудования.
Обеспечивать надежную четкую работу механизмов.
Качественный смазывающий материал для станочного устройства должен соответствовать следующим параметрам:
иметь сбалансированный состав присадочных и других дополнительных компонентов;
изготавливаться из высококачественного сырья;
иметь хорошую текучесть, поникать вглубь труднодоступных зазоров;
прекрасно работать в условиях высоких нагрузок;
обладать стабильной вязкостью при разных температурах.
Стоит отметить, что в отличии от смазок вязкость станочного масла зависит лишь от температуры и никак не от градиента скорости сдвига (скорости деформации).
Купить масло, предназначенное для станков можно на нашем сайте (evrosmazki.ua). Мы гарантируем высокое качество своей продукции, так как работаем с мировыми лидерами в области производства смазочных материалов.







поставляет на рынок Украины смазывающие составы таких европейских брендов, как:
Купить выбранную продукцию можно как по телефону, так и написав нам на электронную почту. При оформлении покупки можно дополнительно заказать адресную доставку в любую точку Украины (в Днепропетровск, Харьков, Одессу, Киев, Запорожье, Полтаву и другие города).
Технические характеристики станка 2118
| Наименование параметра | 2н118 | 2118 |
| Основные параметры станка | ||
| Наибольший диаметр сверления, мм | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | 0…650 | 0…650 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 |
| Рабочий стол | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 360 х 320 | 350 х 340 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 445 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки, мм | 300 | 150 |
| Перемещение шпиндельной головки на один оборт маховичка, мм | 4,4 | |
| Ход гильзы шпинделя, мм | 150 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | |
| Частота вращения шпинделя, об/мин | 180 — 2800 | 300, 450, 735, 1200, 1980, 3100 |
| Количество скоростей шпинделя | 9 | 6 |
| Наибольший допустимый крутящий момент, кг*см | 880 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механика станка | ||
| Число ступеней рабочих подач стола | 6 | 1 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм/об | 0,1 — 0,56 | 0,2 |
| Наибольшая допустимая сила подачи, кгс | 560 | |
| Торможение шпинделя | есть | |
| Привод | ||
| Электродвигатель привода главного движения Тип | АОЛ2-22-4С2 | А-41/6 |
| Электродвигатель привода главного движения Число оборотов в минуту, об/мин | 1420 | 930 |
| Электродвигатель привода главного движения Мощность, кВт | 1,5 | 1,0 |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22-А |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 870 х 590 х 2080 | 875 х 550 х 2005 |
| Масса станка, кг | 450 | 450 |
К
атегория:
Сверление металла
Вертикально-сверлильный станок модели 2118
Вы уже познакомились с устройством сверлильного станка НС-12. На таких станках можно просверлить отверстие с наибольшим диаметром 12 мм. Но в ряде случаев нужны отверстия гораздо большего диаметра. В этом случае сверлят на более мощных станках. С одним из таких станков мы сейчас и познакомимся. Это вертикально-сверлильный станок модели 2118.
Он состоит из основания, колонны, коробки скоростей, направляющего кронштейна, в котором смонтированы механизм подачи и шпиндельный узел, и стола. Коробка скоростей с электродвигателем установлена на верхней части колонны.
Разные по твердости металлы обрабатываются при разных скоростях. Скорость вращения сверла подбирается с учетом его материала и диаметра. Порядок настройки станков разной конструкции на нужную скорость различный. Так, на настольных сверлильных станках НС-12 скорость меняется путем переброски ремня с одной ступени шкива на другую. У сверлильного станка 2118 переключаются рукоятки зубчатых колес в коробке скоростей.
При сверлении инструмент и заготовка нагреваются. Попробуйте быстро потереть ладони друг о друга.
Почувствовали тепло? То же самое происходит и со сверлом. Но только инструмент нагревается очень сильно. Раскаленное сверло быстро тупится, плохо режет металл. Чтобы этого не случилось, во время работы инструмент охлаждают специальной жидкостью: мыльной и содовой водой, масляными эмульсиями. При этом горячее сверло отдает часть тепла жидкости и охлаждается, а жидкость нагревается. Поэтому основание станка сделано пустотелым и служит одновременно баком для сбора охлаждающей жидкости.
Детали при сверлении устанавливают на столе, который может подниматься и опускаться с помощью специальной рукоятки. Запомните! Маленькие отверстия лучше сверлить на большой скорости, а отверстия большого диаметра — на малой.
Вертикально-сверлильный станок 2Н118 – универсальный агрегат, его мощность поражает специалистов и любителей точного сверления.
Сверлильный станок 2н118 предназначен для таких действий, как сверление, зенкование, развертывание отверстий, а также подрезания торцов деталей, при условии использования специальной насадки.
Основная сфера использования – предприятия среднего и малого профиля, где продукция выпускается небольшими партиями. Кузница оборудования – Молодеченский завод МСЗ, Республика Беларусь.
При проведении операции по сверлению, приходит в действие вращательное движение головки и шпиндель на движущей основе. Как видим, механизм довольно прост, ничего лишнего
При определении параметров сверления берутся во внимание показатели по диаметру сверления, длине вылета самого шпинделя
Архив на станки

Станок универсальный горизонтально-расточной 2А614-1 предназначен для обработки корпусных деталей с точными отверстиями. связанными между собой точными межосевыми расстояниями.
Наибольшая масса обрабатываемых деталей 2000 кг.
Станок 2А614-1 в отличие от станка 2А615-1 оснащен встроенной планшайбой с радиальным суппортом.
Станки обладают большой универсальностью. На них можно производить сверление, растачивание, зенкерование и развертывание отверстий, фрезерование плоскостей и пазов, а также обтачивание торцов, растачивание отверстий и обработку кольцевых канавок радиальным суппортом планшайбы.
- Станок 2А614-1 по заказу потребителя может быть изготовлен с резьбонарезным устройством.
- Наличие механизированного зажима инструмента, жесткость, виброустойчивость, быстроходность и удобство управления станком позволяют вести на них точную производительную обработку с наименьшей затратой машинного и вспомогательного времени.
- Станки предназначены для работы в инструментальных и механических цехах.
Технические характеристики горизонтально-расточного станка 2А614-1
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станках. Для горизонтально-расточных станков основными характеристиками является:
- Размер рабочей поверхности стола
- Диаметр выдвижного шпинделя
- Наибольшее продольное перемещение шпинделя
- Число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками координатно-расточного станка 2А614-1. Более подробно технические характеристики станка можно посмотреть в паспорте станка 2А614-1 расположенном ниже.
| Наименование параметров | Ед.изм. | Величины |
| Класс точности станка по ГОСТ 8-77 | Н | |
| Диаметр выдвижного шпинделя | мм | 80 |
| Конец выдвижного шпинделя с конусом для крепления инструмента | 40АТ5, Морзе 5 | |
| Размеры встроенного поворотного стола (Д х Ш) | мм | 1000×1000 |
| Вертикальное перемещение шпиндельной бабки | мм | 800 |
| Продольное перемещение выдвижного шпинделя | мм | 500 |
| Продольное перемещение встроенного поворотного стола | мм | 1000 |
| Поперечное перемещение встроенного поворотного стола | мм | 1000 |
| Радиальное перемещение суппорта встроенной планшайбы | мм | 125 |
| Частота вращения выдвижного шпинделя | об/мин | 20…1600 |
| Частота вращения планшайбы | об/мин | 6,3…200 |
| Пределы подач рабочих органов | мм/об | 0,02…8 |
| Пределы подач выдвижного шпинделя, шпиндельной бабки, стола в обоих направл. | мм/мин | 1,26…2000 |
| Пределы подач суппорта встроенной планшайбы | мм/мин | 0,5…800 |
| Скорость быстрых установочных перемещений шпинделя выдвижного, бабки, стола | мм/мин | 5000 |
| Скорость быстрых установочных перемещений суппорта встроенной планшайбы | мм/мин | 2000 |
| Наибольший допустимый крутящий момент на выдвижном шпинделе | Нм | 865 |
| Наибольший допустимый крутящий момент на строенной планшайбе | Нм | 1300 |
| Наибольшее допустимое усилие подачи шпинделя | кН | 7,5 |
| Наибольшее допустимое усилие подачи стола | кН | 10 |
| Наибольшая масса обрабатываемого изделия | кг | 2000 |
| Габаритные размеры станков без приставного оборудования (ДхШхВ) | мм | 4518х2590х2585 |
| Масса станков без электрооборудования и принадлежностей | кг | 8500 |
Шпиндель в сборе вертикально-сверлильного станка 2Н135
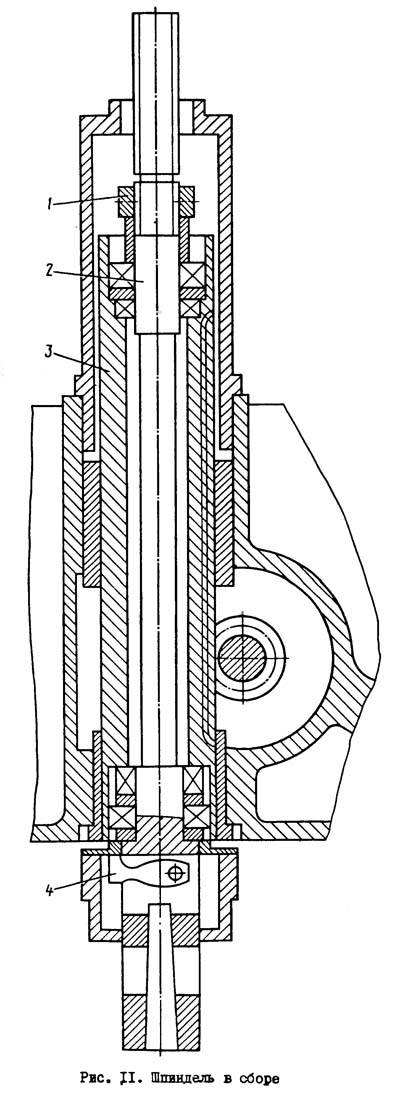
Чертеж шпинделя в сборе сверлильного станка 2Н135
Шпиндель 2 (рис.11) смонтирован на двух. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента – верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси; выбивает инструмент.