Улитковый трубогиб
В конструкции присутствует вилка, передвигающаяся по направляющим. За счёт движения вилки меняется положение ролика и осуществляется гибка. Направляющие должны иметь ограничительные упоры.
Ролики монтируются в подходящие по размерам отверстия, которые нужно предварительно выполнить в вилке. Изгибание производит маленький ролик, а большой фиксирует заготовку. Для смещения вилки на её обратной стороне делается прочная рукоять.

Этапы сборки трубогиба:
- Изготовления вилки для прижима ролика.
- Изготовление или покупка роликов подходящих размеров.
- Установить ролики на вилку. Крепёж лучше сделать с помощью болтов. Конструкция должна быть съёмной, чтобы можно было регулировать радиус.
- Изготовить станину из листа стали толщиной от 8 мм.
- Установить ограничители движения вилки на направляющие.
Арбалетный трубогиб
Основой арбалетного самодельного механизма является металлическая рама. Ее сваривают из швеллера и металлических уголков. Внутри этой основы устанавливаются два вальца (их должно быть два), домкрат и прижимной башмак. Последний необходим для формирования усилия, которое будет нацеливаться на изгибаемое изделие. Подробно все тонкости сборки арбалетного трубогиба представлены в видео.
Арбалетный трубогиб
Мы лишь хотим заметить, что такие самодельные устройства допускается использовать для изгибания круглых по сечению труб. Профильные изделия арбалетный станок, как правило, деформирует. А теперь давайте попробуем сделать высокотехнологичное приспособление, функционирующее по принципу прокатки. Его главными элементами являются вращающиеся ролики. Всего в конструкции такого трубогиба их три. При этом один из роликов будет выполнять функцию прижимного.
Принцип работы прокатного приспособления понять несложно. Он основывается на том, что давление ролика (прижимного) на трубу постепенно повышается. Причем нагрузка на обрабатываемую заготовку повторяется на всех положениях подвижного роликового элемента. За счет такой схемы изделие изгибается по самой щадящей технологии.
А вот остальные элементы агрегата – рычаг для прокрутки роликов, крепеж, оси роликов, следует делать из металла. Заметим, что в последнее время ролики изготавливают и из полиуретана. По своим характеристикам он ничем не уступает металлу. Описывать процедуру сборки прокатного механизма мы не будем. Просто посмотрите предлагаемое видео, и вы гарантированно сможете сделать такой станок самостоятельно. Правда, времени на его изготовление придется потратить немало. Но зато вы получите в свое распоряжение по-настоящему эффективный трубогиб.
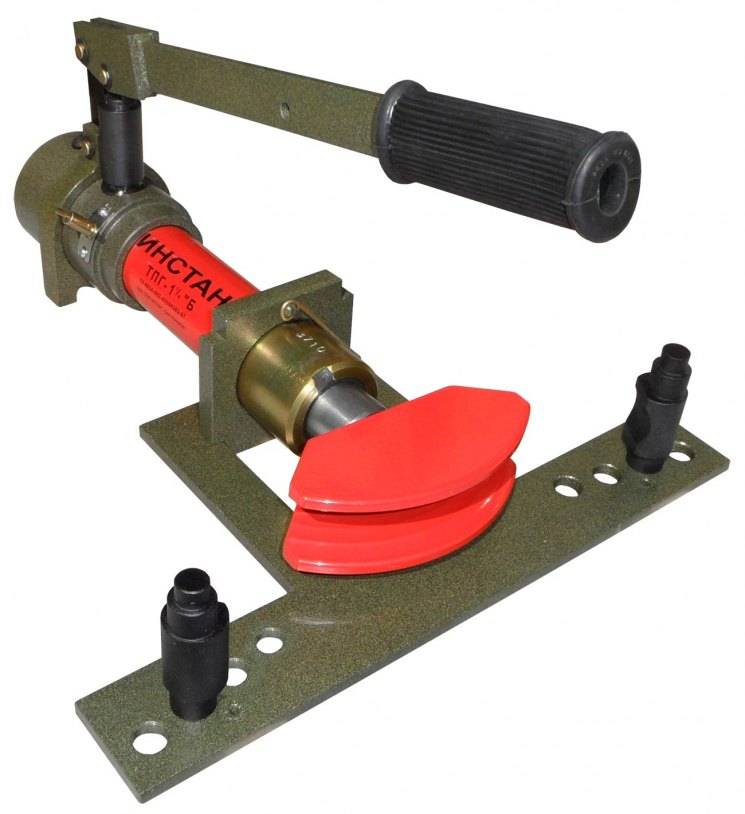
В самом деле внешне он чем-то напоминает арбалет (особенно некоторые серийные образцы). Фабричные выпускается в разных вариантах, в том числе компактные (почти ручные), но самодельные образцы делают стационарными, с мощной сварной станиной. В большинстве случаев умельцы просто копируют конструкцию. Сравните заводской и кустарный.
Конечно, есть разница исполнении, но производителю фирменного надо его подороже продать, производитель самодельного рассматривает свое изделие не как товар, а в качестве прочного и надежного инструмента.
Сварная рама из уголка и швеллера, внутри домкрат (заводские образцы могут иметь возвратные пружины для штока), два верхних подвижных упорных ролика со сменными положениями. На шток домкрата устанавливают прижимной башмак.
Разновидности самодельных трубогибов и их особенности
Самой популярной считается модель ручного вида снабженная роликами. Она позволяет сгибать трубу для формирования дуги либо кольца. Выделяется минимальными габаритами и массой. Это позволяет легко передвигать по мастерской.

Какими бывают:
- Улитковая модель;
- Версия на основе домкрата;
- Роликовая модель.

Рассмотрим каждую версию подробно. Это, необходимо, чтобы осознать какую выбрать для определённой работы.

Улитковый
Продвинутая версия, поскольку позволяет изгибать деталь одновременно на протяжение всей длины. Это обеспечивает универсальность.

Эта модель не отличается стандартным рабочим диаметром. Это плюс, поскольку можно изготовить из имеющихся старых материалов. Но в процессе эксплуатации могут возникнуть некоторые сложности.

Роликовый
Помогает в процессе деформации лёгких металлоконструкций, вроде, каркасов теплицы, навеса, деталей ворот.

Иногда выгодно сочетание с оправками различного типа. Они позволяют существенно расширять функциональность, благодаря этому можно согнуть даже профильную трубу. Такую версию можно приобрести в профессиональном магазине либо собрать самостоятельно.

Домкратный
Позволяет легко изгибать профильную трубу. Но для ручной сборки потребуется много деталей:
- Работоспособный домкрат, но можно после ремонта;
- 4 единицы уголков на 40 см с полочками в 50 см на каждом;
- 2 единицы роликов с наличием пазов как на основе модификации с ремнями. В центре обязательны отверстия сквозного типа. В случае отсутствия сверлятся на средней части;
- Требуется 2 швеллера, обладающие 60 по длине и 10 см ширины;
- Станина;
- 2 болта для закрепления.

Этапы сборки:
- Уголки свариваются вертикально по отношению к станине. В швеллерах, необходимо создать отверстие для монтажа роликов;
- На уголки привариваются все швеллеры. К 2 уголкам требуется 1 швеллер;
- Швеллеры устанавливаются платформами по отношению друг к другу. Требуется обеспечить расстояние между деталями соответствующее длине роликов;
- Ролики монтируются в соответствующие отверстия и закрепляются болтами;
- Оснастка монтируется на домкрат полукругом в районе центральной части между конструкциями швеллерного типа.

Труба укладывается на нижнюю часть роликов. Она прижимается домкратом. В процессе изгибается в нужное направление.






Порядок выполнения операций
1. За основу конструкции берем воздуховод 80х40 мм, размечаем и вырезаем кусок длиной около 40 см.
2. Зачищаем металлической щеткой.
3. С помощью болгарки частично снимаем резьбу со штифта, чтобы подшипники, внутренний диаметр которых 17 мм, сидели на нем свободно, но прочно.
4. С помощью циркулярной пилы или болгарки отрежьте от шпильки три части: они будут использоваться для изготовления роликов. Длину отрезков берем с запасом (примерно 100-120 мм) с учетом ширины шайб, подшипников, гаек. Так что исключим лишнее.
5. С помощью оправки и молотка установите на шайбы небольшой конус — в пределах 1 мм, который обеспечит свободное вращение роликов.
6. Соберите ролик и затяните гайки.
7. Снимите часть шпильки, которая выступает из гайки.
8. С помощью электросварки пунктуально фиксируем элементы ролика.
9. Проверьте ролик на свободное вращение.
10. Размечаем и вырезаем четыре отрезка длиной 25 см под углом 25х25 мм для изготовления направляющих для направляющих и прижимных роликов.
11. Приварите угловые секции к основанию из швеллера, оставив место для оси приводного ролика (вала).
12. На одну из уже подготовленных частей штифта надеваем отрезок трубы диаметром 27 мм и длиной 40 мм. Заполните внутреннее пространство 40 гвоздями без головы.
13. Свариваем электросваркой все элементы по окружности и получаем готовый вал.
14. Установите подшипники на края вала.
15. Передвижную тележку изготавливаем путем сваривания в единую конструкцию двух секций профильной трубы 20х40х30 мм, прямоугольной стальной пластины 80х50 мм и вала с подшипниками.
16. На пересечении диагоналей отметьте центр стержнем и просверлите отверстие диаметром 18 мм для шпильки в верхней части каретки, используя дрель и развертку.
17. Собираем подъемный механизм, состоящий из шпильки и трех гаек М18, две из которых точечно привариваются к шпильке через отверстие в платформе грузовика.
18. Вырежьте из стального листа толщиной 5 мм прямоугольник размером примерно 70×130 мм, который будет служить упором для подъемного механизма. Отметьте центр и просверлите отверстие 18 мм по аналогии с дном тележки.
19. Собираем произведенные элементы в единую конструкцию. Для этого устанавливаем каретку с коленвалом в направляющие.
20. Наденьте штифт и установите опорную пластину.
21. Накручиваем гайку на штифт до упора и точечно захватываем стыки электросваркой.
22. По краям основания швеллера привариваем ранее сделанные ролики.
23. Привариваем ручку 25-30 см из профильной трубы 20х20 мм к подъемно-запорному механизму.
24. Из отрезка 20-25 см профильной трубы 20х20 мм делаем рычаг механического срабатывания и привариваем его к направляющему ролику (шпильке). Рукоятку для агрегата можно позаимствовать у любого старого электроинструмента, просверлив отверстие. Если он недоступен, вы можете вместо этого приварить к рычагу кусок круглой трубки диаметром от 12 до 14 сантиметров.
25. Трубогиб готов, тестируем.
26. И, наконец, заключительный этап: покраска нашего трубогиба. Как не придать респектабельности такому собранному вручную техническому шедевру.
Однако это сугубо индивидуальный вопрос, и мы не будем вдаваться в подробности. Отметим только, что предварительно необходимо удалить все шероховатости напильником или шлифовальной машиной, хорошо обезжирить растворителем и покрыть грунтовкой. Но в любом случае, хоть душе это нравится, на результат это никак не влияет.
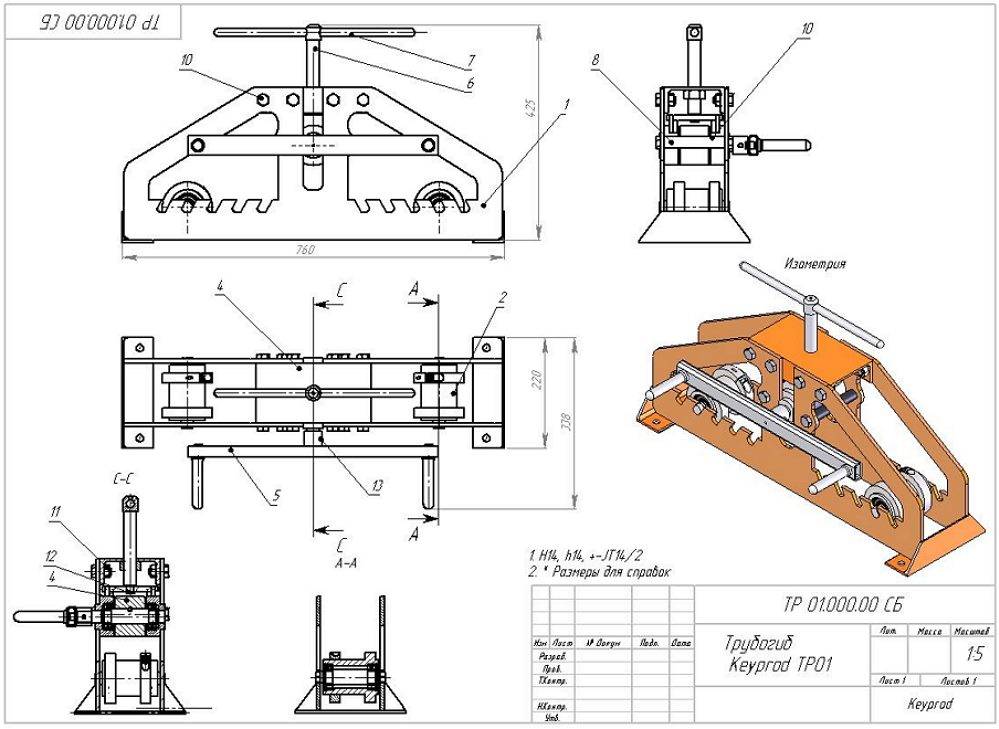
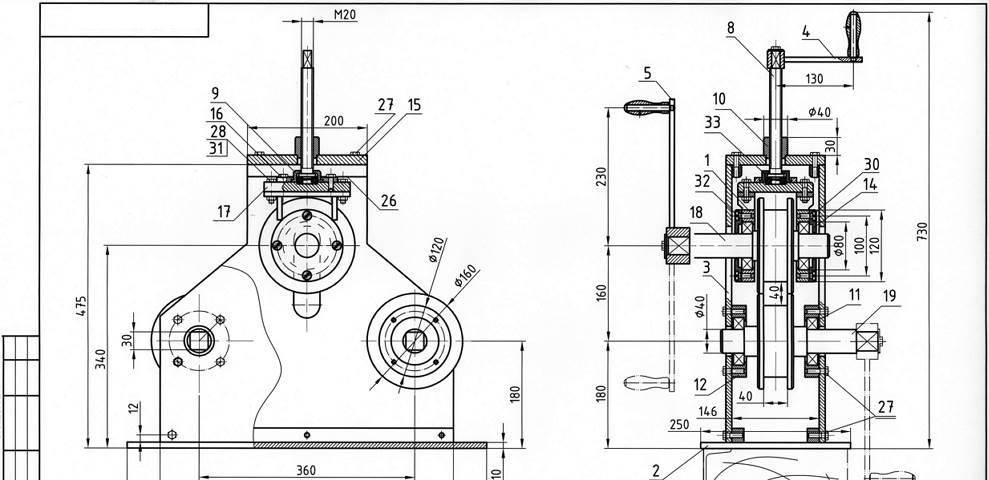
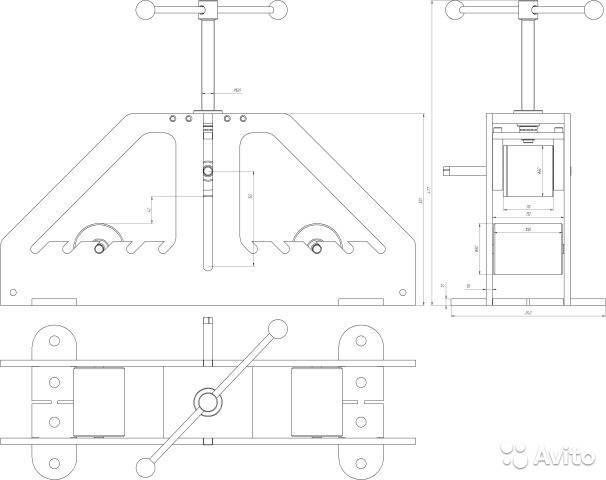
Улитковый трубогиб






Как сделать без помощи профессионалов трубогиб улиткового типа в домашних условиях своими руками.

Для этого понадобятся:
- Швеллер длиной 1 метр;
- 2 звездочки (подойдут от велосипедов);
- Железо листовое;
- Цепь — 1 шт.;
- Втулка с нарезанной внутренней резьбой.
- 3 вала;
- Труба диаметром полдюйма для воротов длиной 2 метра;
- Винт прижимной;
- 6 подшипников;
Этапы изготовления
Сварить основание, состоящее из 2 узких или 1 широкого швеллера. Также для изготовления основания применяется металлический лист толщиной 0,5 см.

Предварительно надетые на валы подшипники привариваются к основанию. Затем следует надеть звездочки, натянуть цепь, после чего приварить звездочки.

Вырезать направляющие прижимного устройства и при помощи сварки укрепить на основании. Надев подшипники на прижимающий вал, смонтировать пресс. Сваркой к пластине прикрепить втулку, предварительно сделав для нее основание.

Ввернуть прижимной винт и приварить к нему изготовленный из труб ворот. Во избежание коррозии подшипники необходимо смазать маслом. Собрав трубогиб, его следует испытать на прочность, а затем выкрасить для защиты сварочных швов от окисления.

Для удобства эксплуатации к направляющим крепится пружина, возвращающая пресс в исходную позицию.

Классификация устройств
Как уже говорилось выше, трубогибочные станки бывают нескольких видов. Они отличаются по комплектации, принципу действия и, как следствие, по ценовым категориям.
Основными являются три вида аппаратов.
Гидравлический. Такой трубогиб профильной трубы необходимо использовать, если своими руками и простым ручным прибором не обойтись. Он, конечно, отличается по стоимости, однако, имеет и больше преимуществ. Среди них:
- высокая скорость деформирования. Работая от сети, такое приспособление для гибки профильных труб обладает большей мощностью и выполняет поставленные задачи гораздо быстрее, чем ручной аналог;
- точность при установке угла сгиба. Этим данный вид отличается от предыдущего. Используя прибор на гидравлическом приводе, можно согнуть трубу под необходимым углом с точностью до градуса;
- простота в управлении и обслуживании. Простая конструкция устройства обеспечивает легкую работу и несложный ремонт;
- малые затраты сил оператора. Вам не придется прикладывать больших физических усилий для придания трубному изделию нужной формы;
- мобильность. Оборудование так же легко перемещается, как и предыдущий рассмотренный аналог;
- универсальность. Если простой прибор на ручном управлении не способен работать с некоторыми видами трубных изделий, то этот вид устройства достаточно мощный, чтобы гнуть сталь, даже если трубы не очень маленького диаметра.

Гидравлические трубогибы бывают ручными и электрическими, последний тип чаще применяют на производстве
На электроприводе. Такие приспособления обладают большей мощностью, точностью настройки угла сгиба, однако являются наиболее дорогостоящими.
По способу гибки также разделяют приборы на три класса:
- арбалетные, с помощью которых загибание происходит посредством использования формы определенного диаметра;
- ручные пружинные, работающие посредством мощных пружин;
- сегментные, представляющие собой сегмент из древесины или другого плотного материала с установленными на него дорнами, вокруг которого загибается труба.
Ручной. Самый дешевый и простой вид. Это мобильное устройство, обладающее небольшими габаритами и весом. Кроме этого, сделать подобный трубогиб для профильной трубы своими руками намного проще и дешевле. Однако, и ограничений у него достаточно. Такой нельзя применять в том случае, если объемы работы большие и требуется регулярное частое использование приспособления. Кроме того, процесс гибки займет больше времени и сил, а использовать такое оборудование можно только для деформирования алюминиевых, пластиковых труб, а также стальных при небольшом диаметре поперечного сечения.
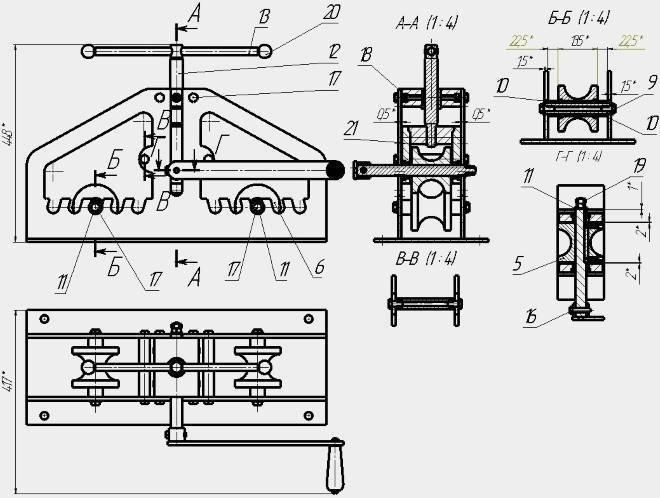
Трубогиб с прижимающим роликом
Обладает рядом преимуществ и технологических возможностей. Благодаря этому обеспечивается увеличенная точность сгибания. Отличия конструкции:
- Сменный ролик профилированного типа вращается без препятствия на вертикальной либо горизонтальной оси;
- Используется поворотный рычаг снабженный рукояткой;
- На противоположном плече рычага закрепляется гибочный ролик, который можно по мере необходимости заменять;
- Применяется упорная проводка;
- Станина.


Каждая пара применяется для осуществления изгиба трубы с разным диаметром. Потому такие ролики обязательно должны легко сниматься и устанавливаться с другим размером, если потребуется.

Как собирать:
Важно осознать какая будет нагрузка. Это определяющий момент в процессе выбора материала — дерево либо металл;
Создаётся неподвижное основание
Оно требуется для монтажа стационарного ролика;
Крепится прижимной механизм или скоба;
Следует прикрепить ручку в виде п-образного рычага для закрепления подвижного ролика с монтажом у основания того самого неподвижного ролика. Эта конструкция позволит сгибать даже жёсткие трубы. Но для мягких можно сделать немного проще.


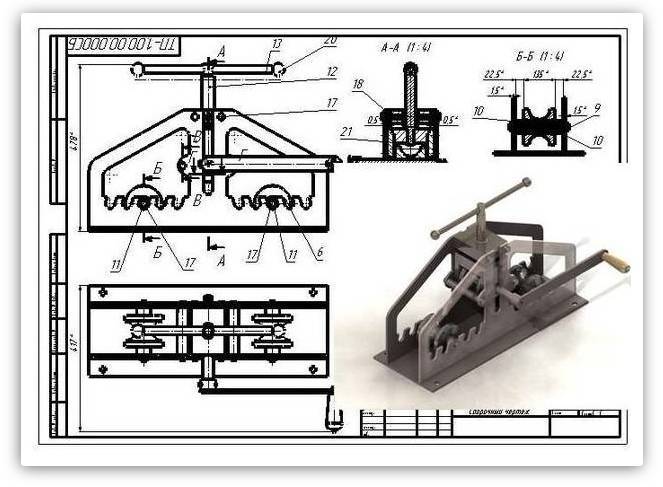



Для эксплуатации труба вставляется между роликами. Она фиксируется прижимным устройством либо скобой. Передаётся усилие к рычагу, и осуществляется сгибание трубы. Всё просто, но процесс изготовления выгодно изучить по фото схеме или на видео.

Арбалетный трубогиб с пуансоном сделать самостоятельно
Называются трубогибочные станки по причине схожести с таким видом оружия, как арбалет. Только вместо стрел используется гидравлический домкрат, воздействующий на профиль или трубу, выполняя их изгибание. Чтобы сконструировать трубогибочную машину арбалетного типа, понадобится воспользоваться сварочным аппаратом. Для реализации задумки понадобится выполнить следующие действия:
- Изготавливается рама конусообразной конструкции. Для этого применяются уголки, швеллера, профиль и т.п.
- Две стальные пластины соединяются при помощи подвижных вальцов, посредством которых происходит изгибание детали
- Внутри между вальцами располагается домкрат, на который надевается башмак С-образной формы или пуансон
- На башмаке должны быть канавки, посредством которых исключается вероятность соскальзывания трубки или профиля
Это интересно!Пуансон можно купить или изготовить самостоятельно. Для изготовления понадобится трубка, из которой изготавливается посадочное место под изгибаемый материал.

Использовать подобные трубогибы рекомендуется для сгибания труб, так как другие формы изделий посредством такого станка будут попросту деформироваться. Сделать такое приспособление не трудно, но для этого понадобится гидравлический домкрат.
Ниже в видеоролике показано, как сделать арбалетный трубогиб своими силами.
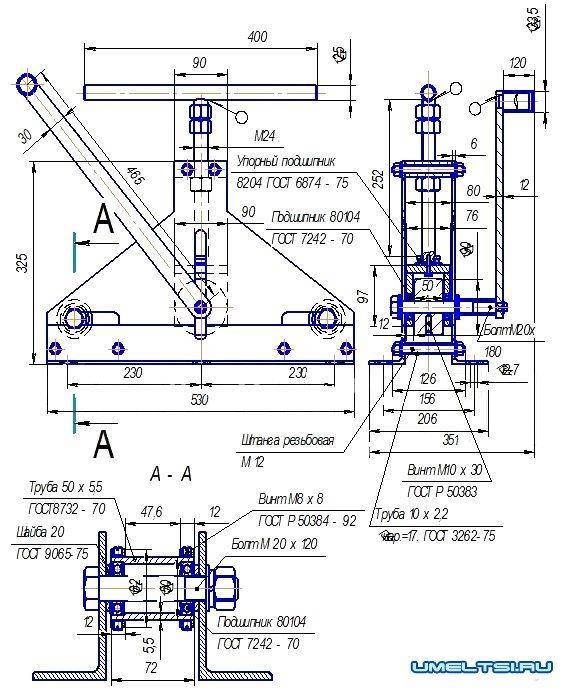
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
После изготовления трубогиба, необходимо провести его испытание
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
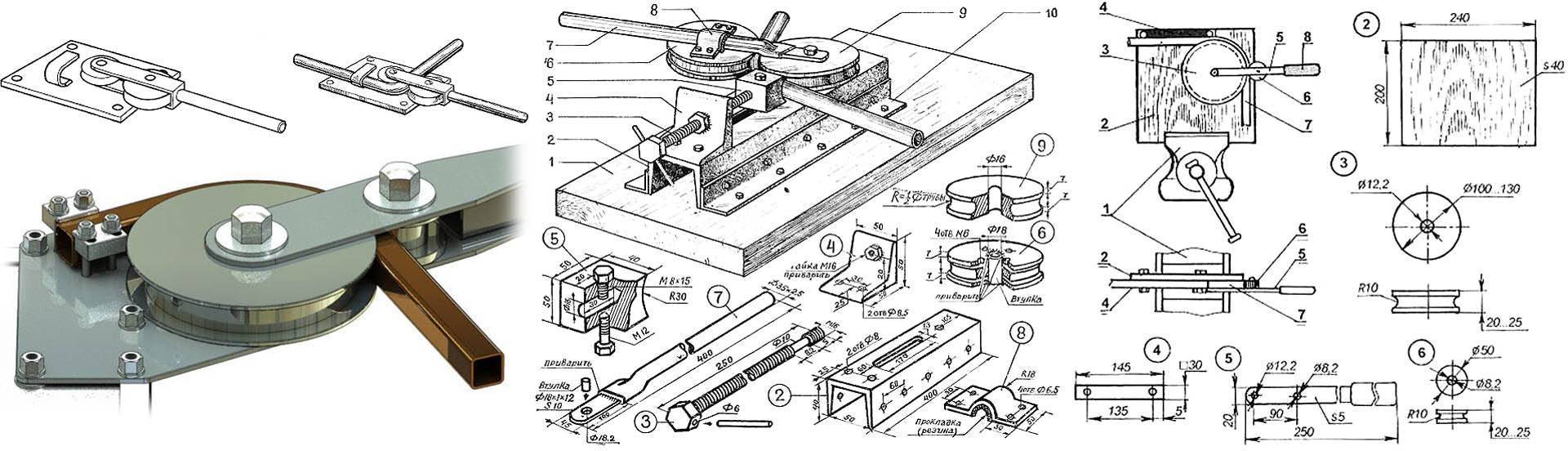
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Для тонкостенных труб можно изготовить деревянный трубогиб
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.

Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Конструкция и виды трубогибов для профильной трубы
В наше время богатого ассортимента самых разных инструментов и сопутствующих изделий в строительных магазинах уже нет проблем с покупкой трубогиба. Тем не менее, в целях сэкономить денег, многие отдают предпочтение самодельному трубогибу. Существует несколько типов конструкции. Все они простые.
Однако при этом встаёт другой вопрос – какой сделать? Выбор зависит от того, какой вид работ вы планируете выполнять. Для работ с профилем малого диаметра подойдёт инструмент ручного типа действия. Если же в работе необходимо приложить чуть больше силы, следует выбрать трубогиб на гидравлической основе и лучше будет такой купить. Существуют разные по весу и размерам трубогибы для профильной трубы: перемещаемые (стационарные), так и переносные (портативные) трубогибы.
Стационарные трубогибы используются в основном на производстве, им под силу выгнуть трубу любого сечения и толщины, как пруток в 16 мм, так и квадратный профиль 80х40 мм. Но такие трубогибы имеют очень большую массу, и требуют организации специального места для их размещения и работы с ними.
Нам такие не нужны, мы попробуем сделать переносной, и легкий трубогиб своими руками для профильной трубы. Они гораздо легче, весят около 50-70 кг и легко перемещаются по участку к любому месту благодаря своей мобильности. Но, не все сечения профиля доступны для обработки, только «бытовые варианты».
При покупке инструмента следует обращать внимание на возможную необходимость в последующем замерить угол и радиус детали – приглядитесь к электромеханическому устройству инструмента. От него будет зависеть то, как поведет себя рабочий материал при обработке (деформируется или нет)
Подвиды трубогиба:
- арбалетные (основной принцип гибки – натяжение)
- сегментные – изгиб выполняется посредством растягивания трубы;
- пружинные – приспособлены для полимерных труб, их действие основано на сдавливании пружин.
Сделать арбалетный трубогиб своими руками будет гораздо проще – самая популярная конструкция. Труба устанавливается в пазы, фиксируется и натягивается как дуги арбалета. От сюда такое и название изделия. Рассмотрим теперь как его сделать.
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.

Чертежи обкаточного трубогиба
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.

Схема трубогиба, работающего по принципу намотки
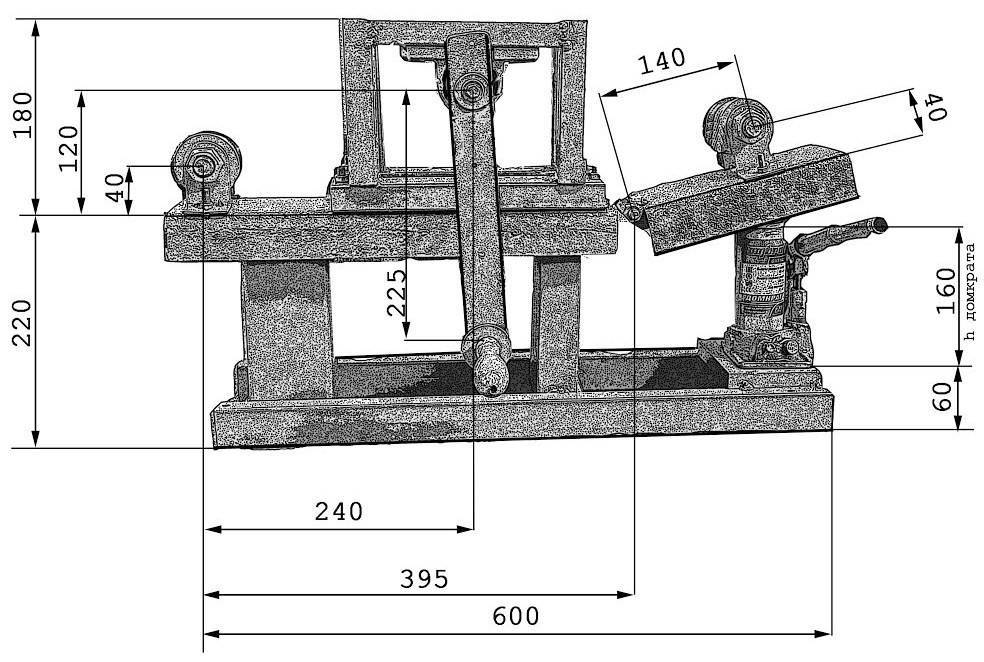
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.


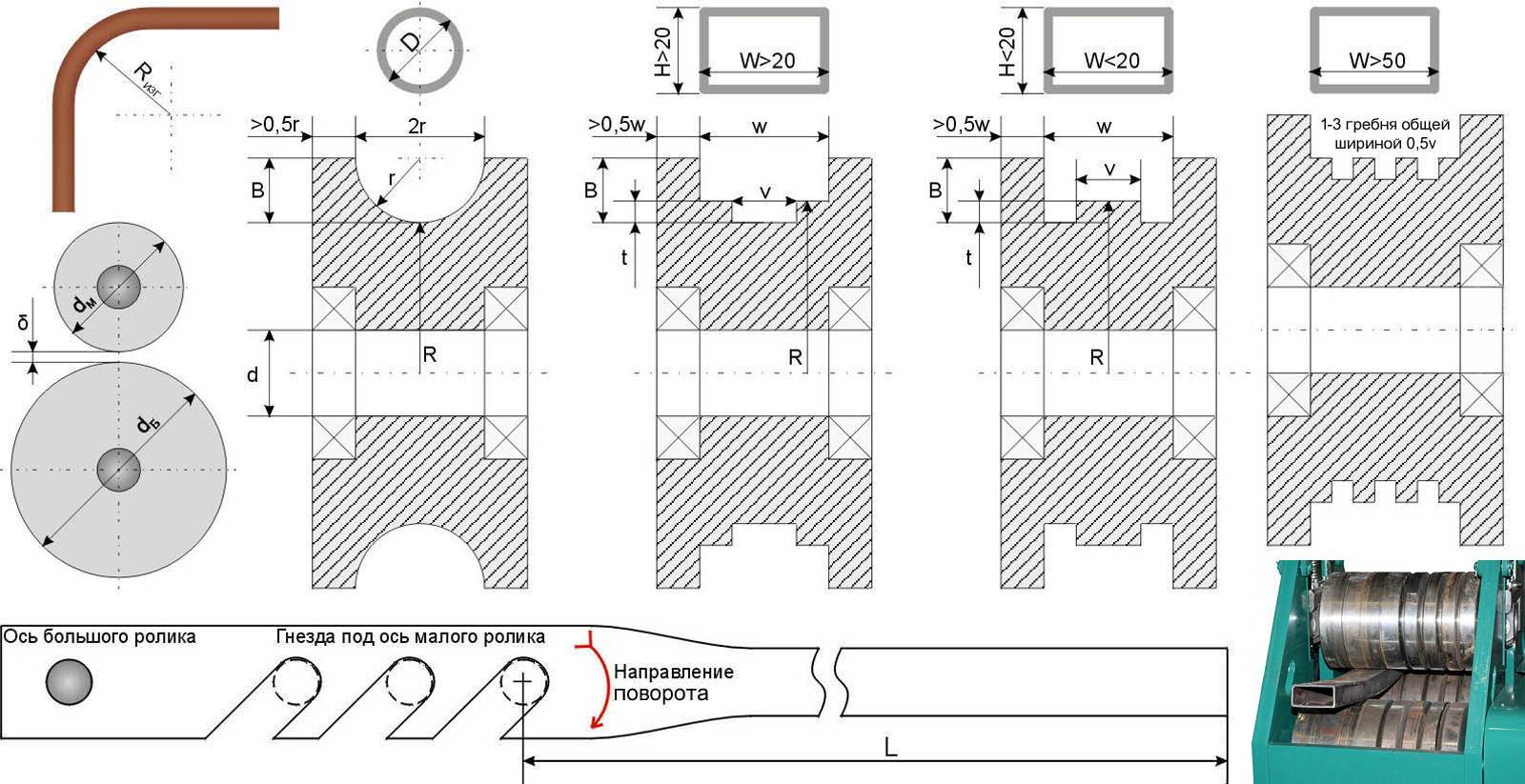
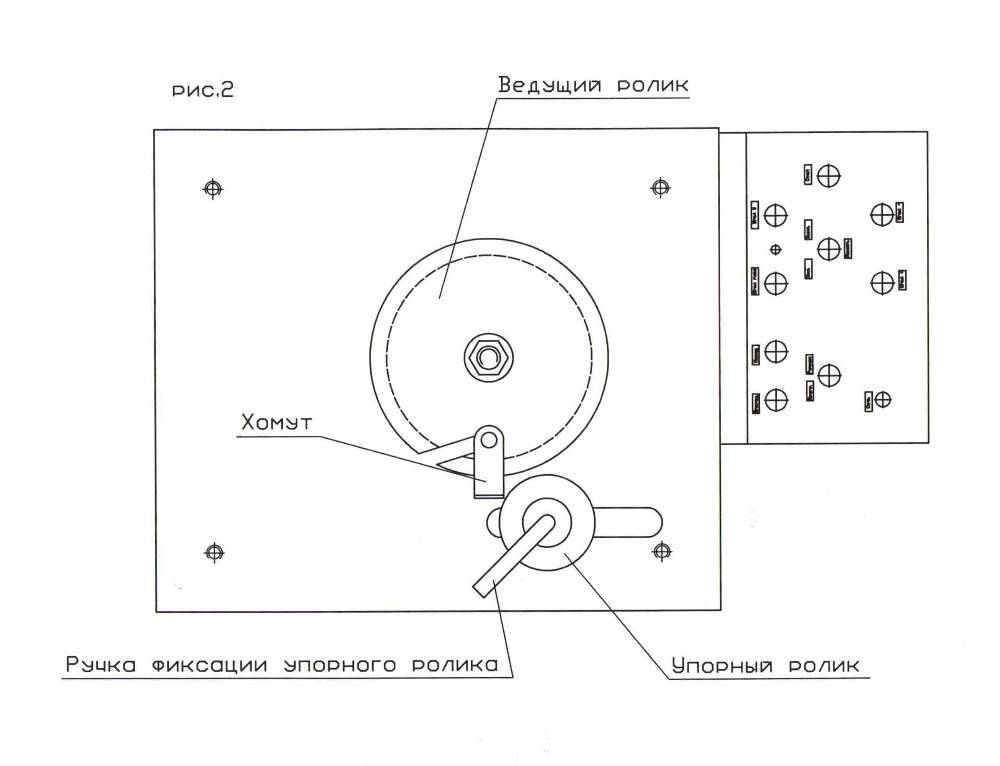



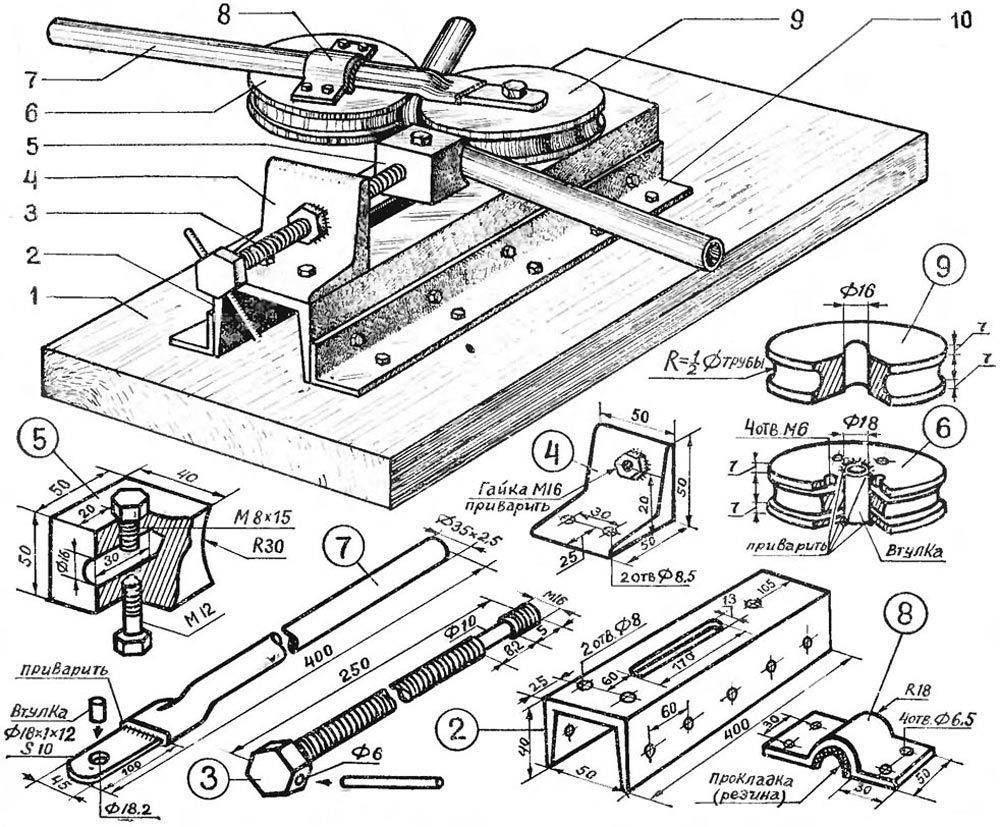

Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
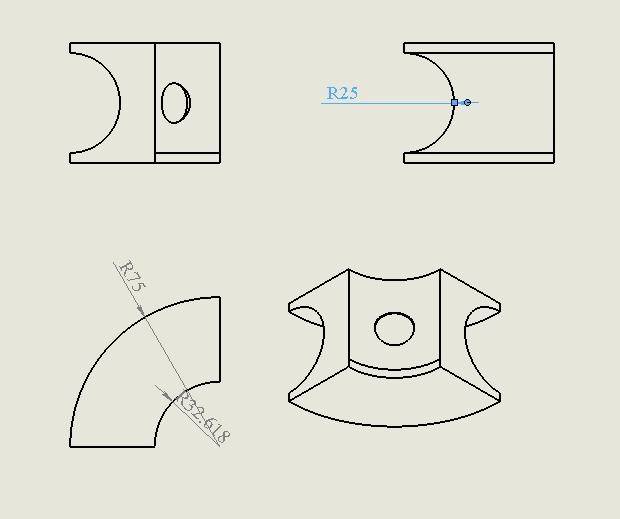
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.

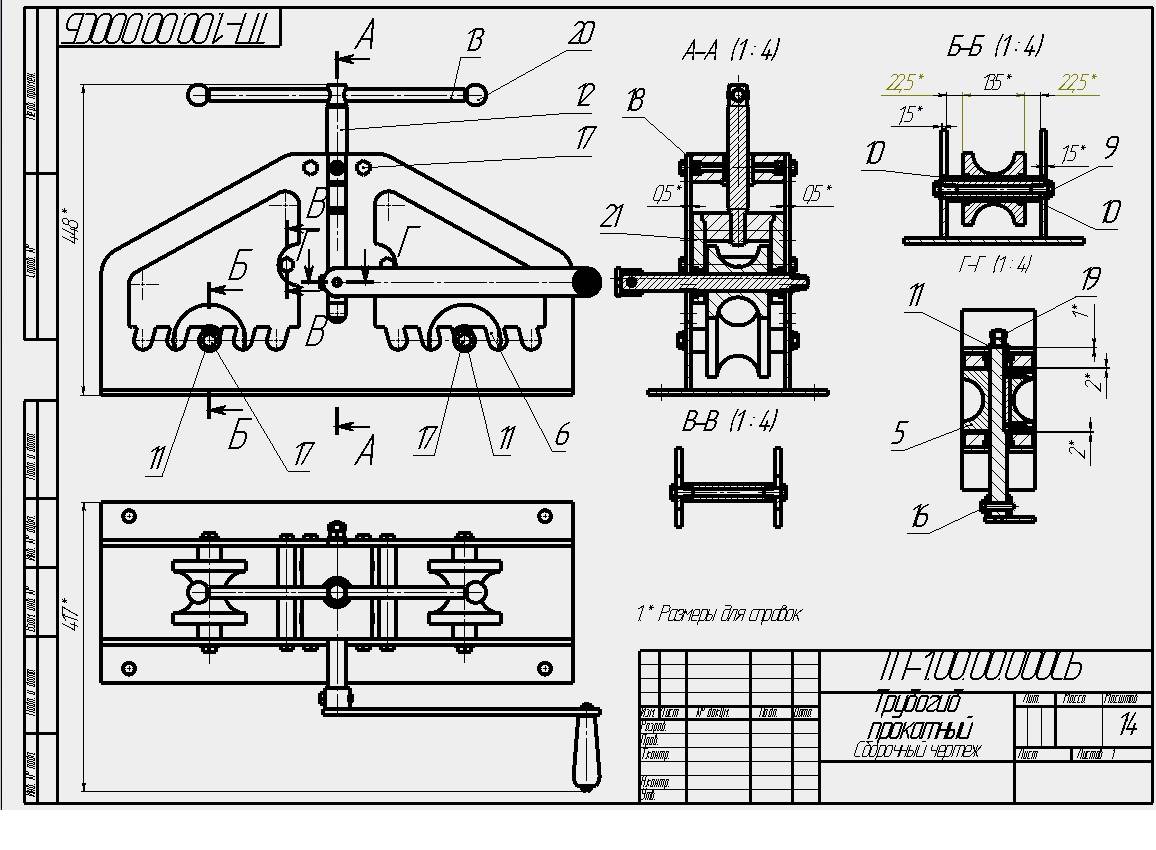
Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.

Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.