Трубогиб для профиля своими руками: чертежи и процесс
Покажем схему одного из представленных вариантов:
Понадобится сделать следующее:
- Сварить крепкое основание. Соединения могут быть не только сварочными, но и болтовыми.
- Разместить валы – два находятся выше, они между собой на одинаковой плоскости, а третий ниже. Какое расстояние будет между ними, зависит от необходимого заданного радиуса изгиба. Рекомендуем проделать несколько отверстий для съемного крепежа, чтобы можно было с легкостью переквалифицировать аппарт.
Подробности в таблице:
| Стандартный | возвратный и уменьшающий размеры (соответственно), (мм) | ||||||
| диаметр трубы, мм | радиус изгиба (мм) | при 45° | при 90° | при 180° | |||
| 6 | 18,0 | 7,0 | 0,8 | 18,5 | 8,0 | 18,5 | 20,0 |
| 8 | 24,0 | 9,5 | 1,0 | 24,0 | 12,0 | 24,0 | 27,0 |
| 10 | 30,0 | 11,5 | 1,3 | 30,5 | 14,5 | 30,5 | 34,0 |
| 12 | 36,0 | 14,0 | 1,5 | 36,5 | 15,0 | 36,5 | 37,5 |
| 14 | 47,5 | 18,5 | 2,0 | 48,5 | 20,5 | 48,5 | 52,5 |
| 15 | 54,0 | 21,0 | 2,3 | 56,0 | 54,5 | 56,0 | 58,0 |
| 16 | 58,0 | 22,5 | 2,5 | 64,0 | 28,5 | 64,0 | 67,0 |
| 18 | 66,0 | 25,5 | 2,8 | 68,0 | 31,0 | 68,0 | 72,0 |
- Далее натягивается цепь, она должна проходить через три шестерни и быть хорошо натянута.
- Прикрепление рукояти для приведения в движение одного вала – это и будет ручной привод.
Инструкция по изготовлению трубогиба
Металл может стать достаточно гибким и покладистым материалом, если правильно оснастить самодельный станок. Перечислим этапы его создания:
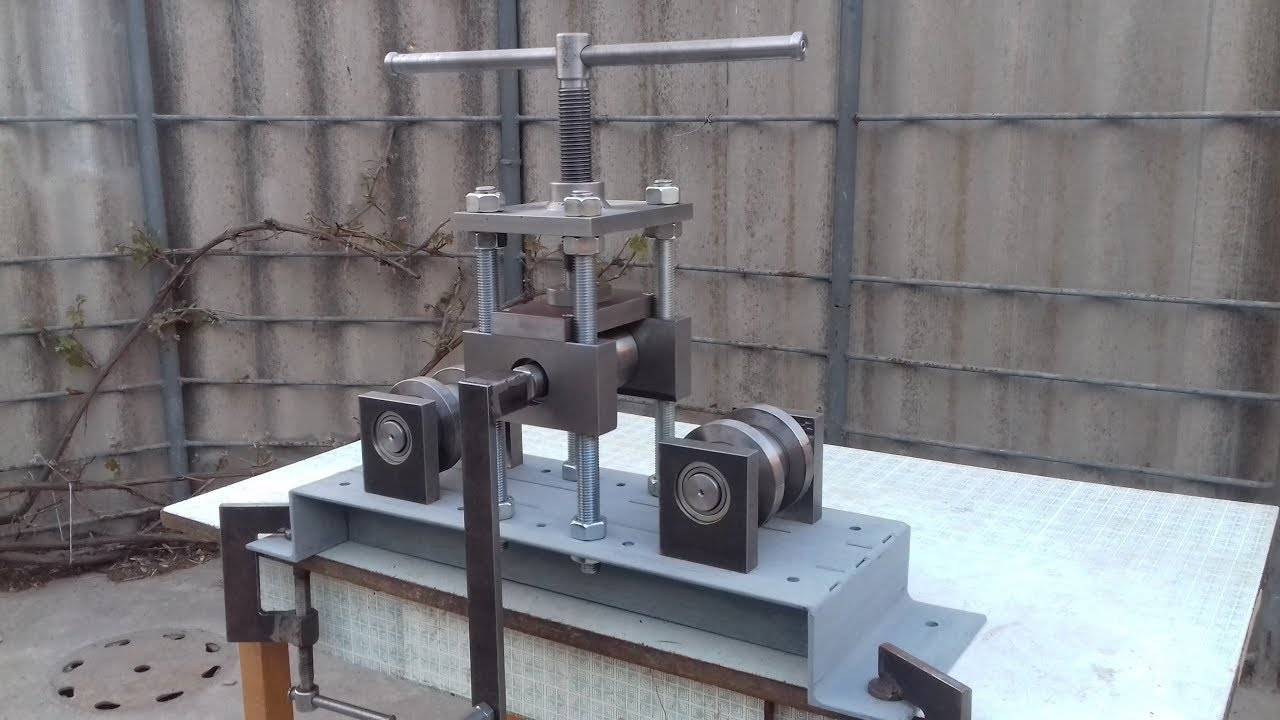
Изготовление гидравлического трубогиба
Гидравлика достаточно капризна в исполнении, однако, если вы профессионально работаете с токарным станком и имеете необходимое оборудование, можете начать создание станка. Вам понадобится гидроцилиндр, нагнетательный аппарат и упоры для профтруб.
Посмотрим на видео, как сделать изделие самостоятельно:
В отличие от заводского станка, домашний будет выполняться не из металлических полос, а из уголков и швеллеров. Это увеличивает вес конструкции, но в то же время делает ее более статичной и надежной – можно работать с крепкими материалами. Трубогиб состоит из:
- станины;
- двух роликов;
- полукруглой насадки;
- гидравлического домкрата.
Чтобы упорные ролики можно было смешать в ту или иную сторону, в основании необходимо проделать 5-6 отверстий. Процедура проходит очень просто. Валы помещаются в проделанные для них места, домкратное устройство ставится под станиной, а на его верхнюю часть помещается насадка.Между элементами просовывается труба. Специалист вручную начинает двигать рычаг, чем сгибает заготовку.
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Трубогиб ручной: модели с прижимным роликом
Для сгибания труб большого сечения можно сделать станок с неподвижным и подвижным (его называют прижимным) роликом. Такие механизмы изготавливаются из металла либо из древесины. Деревянные гибщики идеальны для работы с медными трубами. Древесина является достаточно мягким материалом, поэтому она не деформирует изделия из меди. Металлические трубогибы с роликами больше годятся для работы со стальными изделиями.
Ручной трубогиб с роликами
На видео хорошо видно, как осуществляется изготовление подобных устройств. Процесс пойдет быстрее, если вы будете придерживаться следующих рекомендаций:
- Ролики необходимо монтировать на металлический держатель П-образной формы.
- Основу трубогиба допускается выполнять из прочных листов фанеры либо досок, можете использовать и листовую сталь.
- Держатель для роликов обязательно должен вращаться. При этом его нужно качественно зафиксировать на основе самодельного станка.
- На держатель с обратной стороны от неподвижного ролика ставится рычаг. Чем больше будет его протяженность, тем выше усилие сгибания вы сможете создавать.
На следующем видео показано, как сделать самостоятельно ручной намоточный станок для изгибания трубных изделий. Его главными элементами являются прочное основание, прижимной ролик, специальная рамка с рукояткой и два шкива. Работает этот станок по далее приведенной схеме. Берете трубу, которую хотите согнуть, располагаете ее в неподвижный шкив (точнее – в его желобок) и фиксируете заготовку хомутом. Теперь просто-напросто начинаете наматывать трубное изделие (используя рукоятку) вокруг шаблона. На выходе получаете требуемый изгиб.
Привод — ручной. Материал — дерево и металл (или только металл). Способ — обкатка.
Для трубы из мягкого металла дерево для роликов хорошо еще и тем, что оно не деформирует трубу. Ролики можно изготовить самому, а еще проще их сделать из дерева и фанеры, как на этой фотографии.
В этом случае при помощи неподвижного ролика и подвижного прижимного, изготовленного из дерева, гнут даже трубы большого диаметра.
Трубогиб своими руками чертеж
В качестве основания берут лист металла или плотной фанеры (зависит от предполагаемых нагрузок). Затем из металлической П-образной заготовки делают держатель для центрального ролика (шаблона) и прижимного. Держатель должен свободно вращаться вокруг оси шаблона, который крепится к основанию. На основание крепят упор, к держателю — ручку, чем она длиннее, тем больше рычаг.
Самый простой пример намоточного трубогиба из металла (без упора на основании), который можно изготовить самому, потребует два шкива, рамку с рычагом и прижимным роликом, мощное неподвижное основание. Труба закладывается в неподвижный шкив, зажимается хомутом, при помощи рычага и подвижного ролика изгибается вокруг шаблона.
Можно еще сделать ручной трубогиб для профильной трубы своими руками для небольших труб (даже трубочек) с одним прижимным роликом на два разных радиуса изгиба. Шаблон выполнен в виде пластины с закругленными углами, каждая со своим радиусом.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.






Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
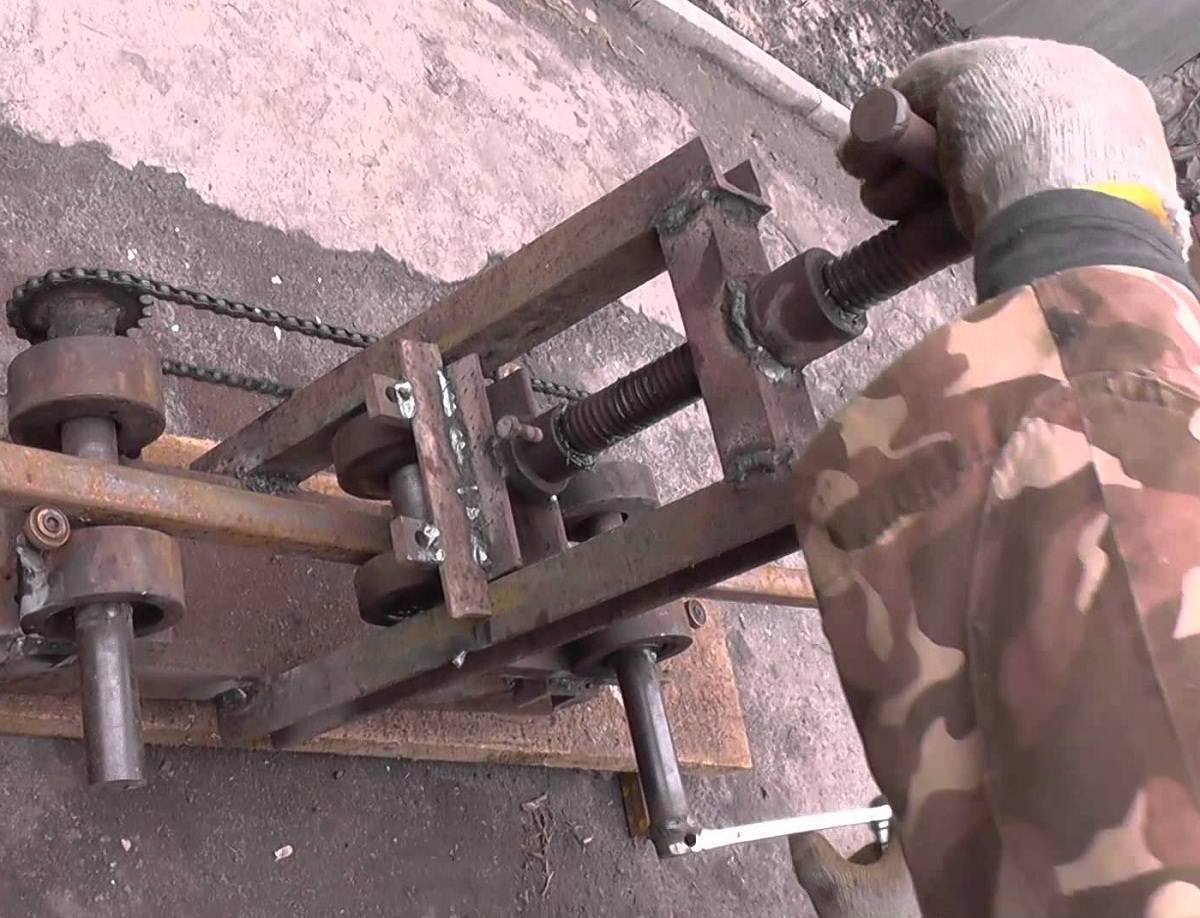
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
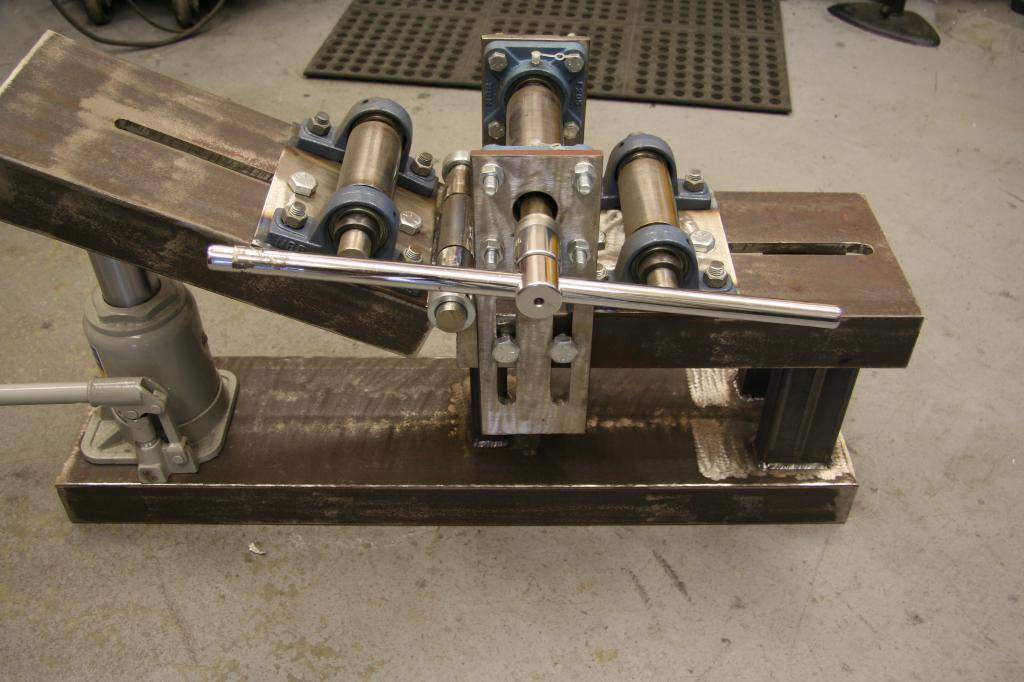
 Так выглядит станина в приваренными стойками для крепления подвижного ролика
Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.
 Ролики для гибки профильной трубы разной ширины
Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Самый простой профилегиб – приспособление шаблонного типа
Для изделий с относительно невысоким сопротивлением изгибу (например, стальных труб диаметром до 20 мм и другого металлопроката с аналогичными или меньшими прочностными характеристиками) можно сделать профилегиб шаблонного типа. Для него нужна опорная поверхность – слесарный либо иной стол, пол, стена, стальной каркас, как на фотографии, или даже ровное место на земельном участке, асфальте, бетонной площадке или плите.
 Шаблон изгибающего элемента профилегиба
Шаблон изгибающего элемента профилегиба
Ширина его рабочей части должна быть немного больше поперечного размера обрабатываемого изделия. Если делать из досок, то последние сначала скрепляем между собой любым доступным способом – с помощью болтов, гвоздей, уголков, клея. Затем отпиливаем лишнее, формируя огибаемую поверхность. По ней и с радиусом ее закругления будет производиться гибка профиля. Готовый шаблон и упор из доски крепим к выбранному основанию. Между ними должно быть расстояние, равное наружному размеру изгибаемого профиля. Упор в процессе работы будет фиксировать один конец изделия, в то время как за другой его надо гнуть.
Остальные варианты шаблонного профилегиба аналогичны деревянному. Трубы, уголок, швеллер, скобы или что-то другое прикручиваются, привариваются, вкапываются, бетонируются в соответствующем выбранном основании с некоторым шагом по линии окружности с радиусом необходимой кривизны изгиба. Это будет шаблон. Рядом с ним крепим упор из такого же материала.
Техника безопасности
При проведении производственных работ на станках по деформации круглой и профильной трубной заготовки из черного и нержавеющего металла, следует соблюдать элементарные правила техники безопасности:
- Все работы проводятся с применением средств индивидуальной защиты (рукавицы или перчатки, очки, специальная одежда).
- Работы, связанные с деформацией трубы большого диаметра, должны производиться только с напарником.
- Рабочее место должно находиться в чистоте. Не должно быть мятен масла, лишних предметов возле станка, прочего мусора и тому подобное.
- Все ручные трубогибы для круглой трубы и профильной заготовки должны очень жестко крепиться на неподвижной поверхности, чтобы избежать травматических ситуаций во время проведения производственных работ.
Каждый домашний мастер вправе самостоятельно выбирать размер, вид привода и максимальную производительность своего станка.
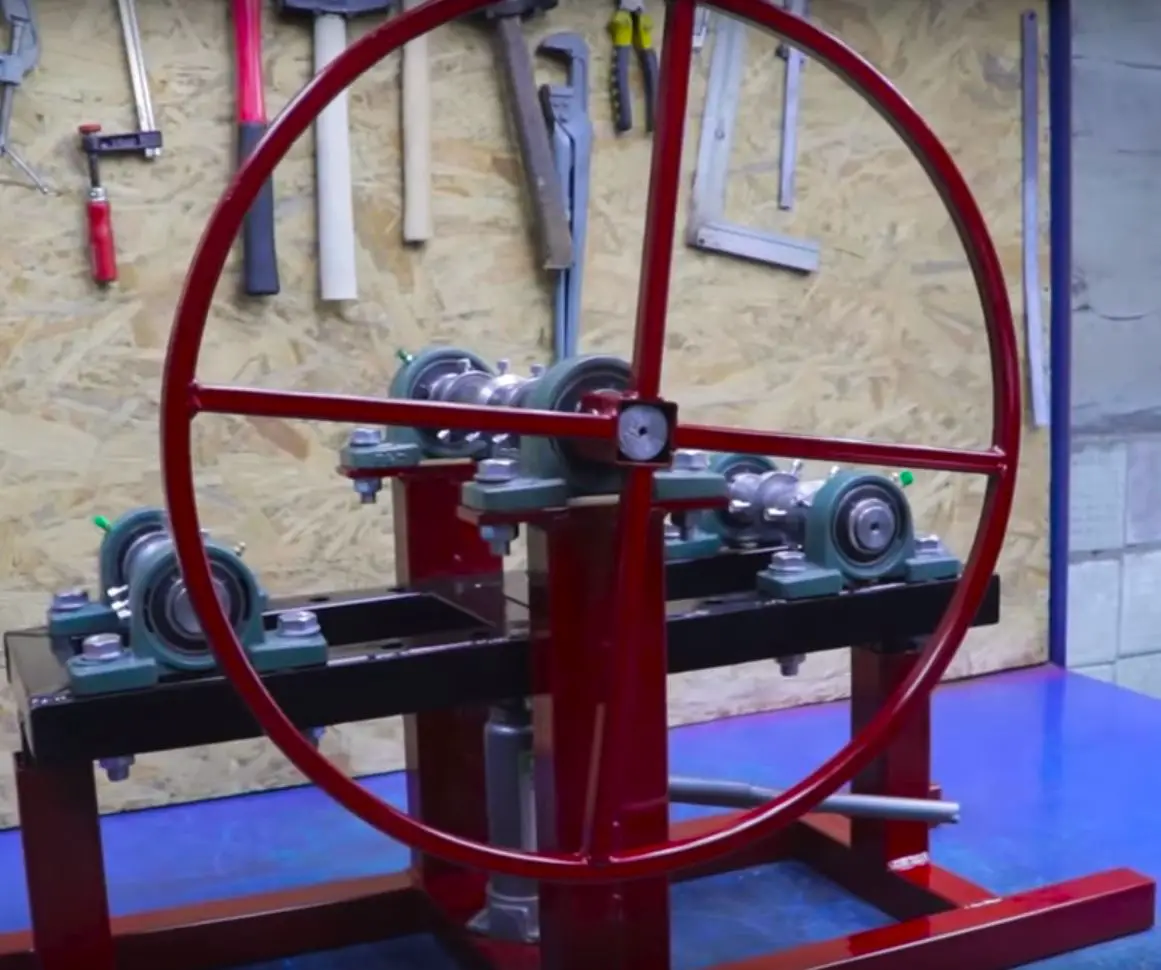
Сделали станок для прокатывания дуг из профиля
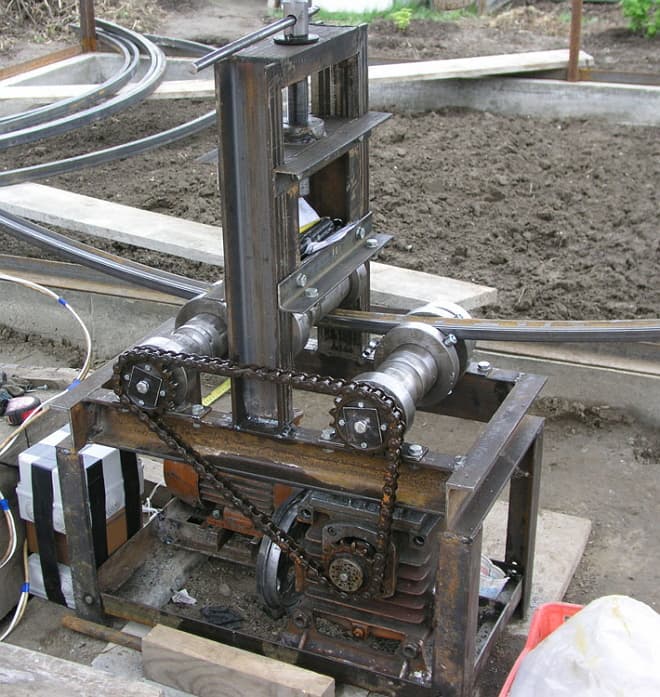
В этом видео канала Bogd@n о гибочном станке для прокатывания дуг из профильных труб. Его автор канал сделал давно уже, наверное, года 3 ему, или 4. Он позволяет прокатывать трубу, сгибая ее в дугу или кольцо.
Механизм можно условно разделить на 2 части: это гибочный блок, привод. Последний смонтирован на раме из уголка, двигатель 2.2.Кв 1000 оборотов, редуктор чердачного типа 1 к 40. Двигатель подключается 380 вольт, 2 фазы. Шкив 100 мм, на редукторе 260 мм.
Управляется мотор переключателем – в одну сторону, другую, стоп. Удобно, просто, никаких пускателей. Рама гибочного блока прикручена с другой стороны к редуктору болтами. Она изготовлена из швеллера 14 номера. Валы не цельные – из трубы толстостенной, приварены валы, проточены в станке за одну установку.
Диаметр валов 95 мм, длина рабочей части 200 мм, слева выточены одинаково – только верхний немного обрезан, т.к. при катании маленьких радиусов задевает цель. Нужно его еще немного укоротить. Расстояние между нижними валами 200 мм.
Пока на гибочном станке временно установлены втулки, планируется сделать шкивы под прокладывание круглой трубы, профильной трубы, чтобы можно было скатать под чуть меньший диаметр, вытащить кольцо легче, чем из этой конструкции изнутри вытаскивать. Ограничивающие кольца сделаны из шестнадцатого квадрата.
В местных магазинах удалось найти только квадрат 16 на 16 – большего не было. Он был нагрет, с помощью приспособления сделаны кольца, сварены, проточены на токарном станке.








Далее видео с 4 минуты о станке для гибки труб.
Тут еще одна модель (универсальная).
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
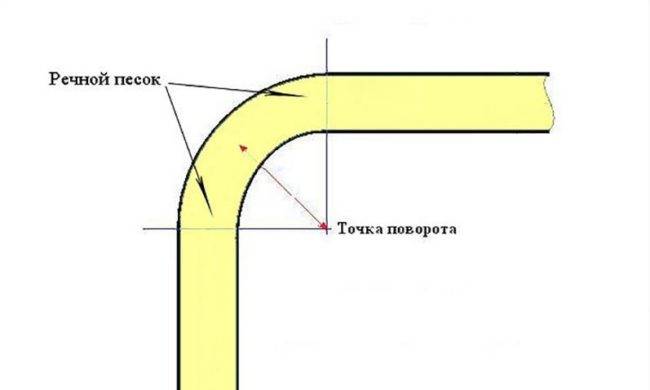
Вместо дорна песок
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда. Замерзшую профтрубу гнут на шаблоне
Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности. Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.

Изгиб профильной трубы
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
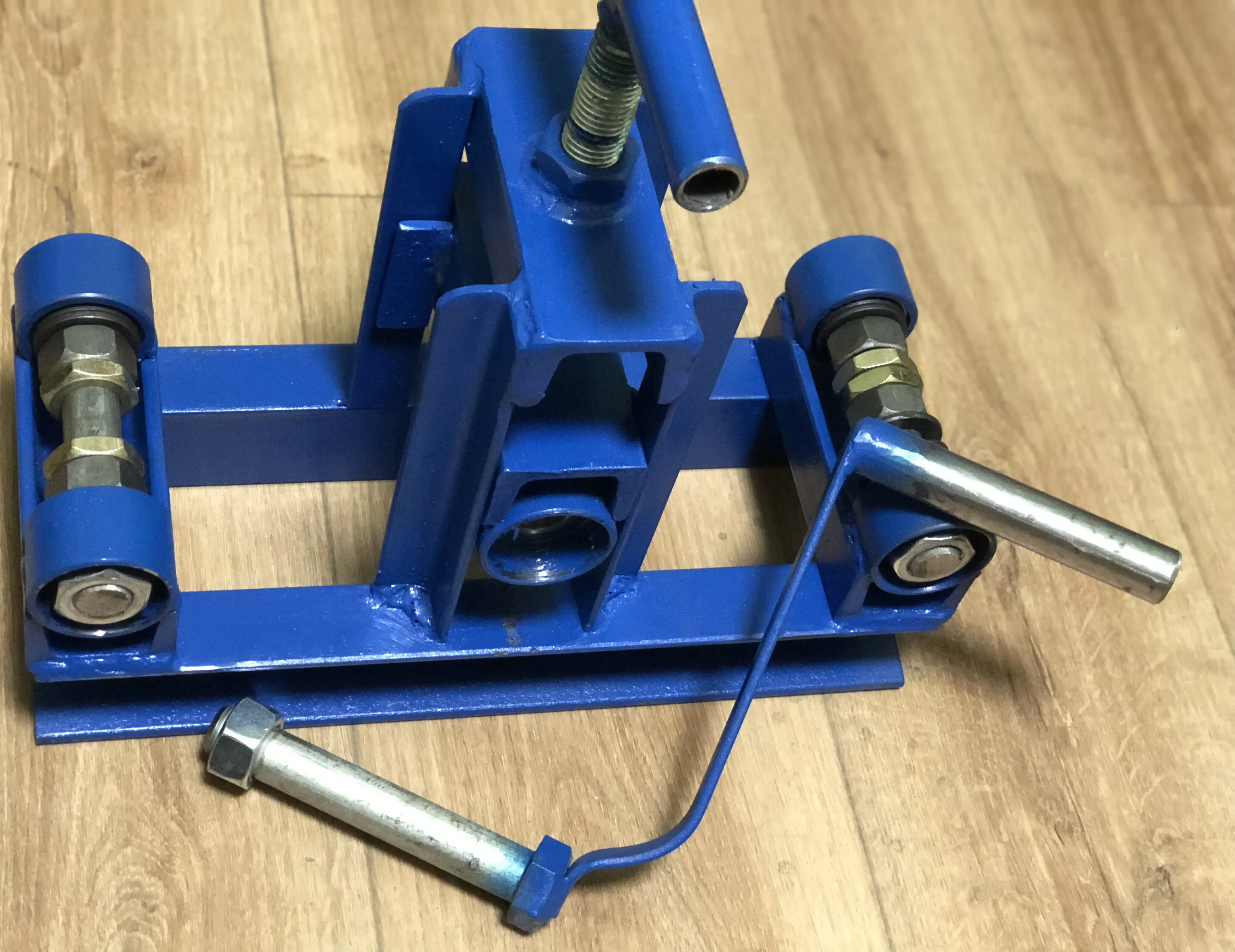
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.

ручной трубогиб
Какие нужны материалы и нюансы конструкций
Чтобы разобраться с тем, как изготовить трубогиб для круглой трубы из подручных материалов своими руками, необходимо в первую очередь понять основные принципы его работы.
Как правило, станки функционируют на основе вальцовки или прокатки. Это позволяет свести к минимуму вероятность излома или повреждения трубы.







Деформирование профтруб на тубогибочном станке подобного рода осуществляется достаточно просто. Деталь вставляется между роликами и поворачивается ручка. В результате несложных действий можно получить изгиб заданных параметров.
Если же необходимо работать с более прочными материалами, например, арматурой, тогда понадобится трубогиб электрический с электроприводом. Данное оборудование с легкостью справится практически с любыми задачами.
Составные элементы трубогиба.
В сборке самого простого инструмента потребуется следующий набор деталей:
- домкрат;
- профили из металла;
- высокопрочные пружины;
- три вала;
- приводная цепь;
- некоторые дополнительные детали.
Процесс изгиба на таком станке выгладит достаточно просто. Труба укладывается на боковые валы, а третий опускается сверху, обеспечивая необходимую нагрузку. Затем следует покрутить ручку, приводящую с помощью цепи валы в движение.
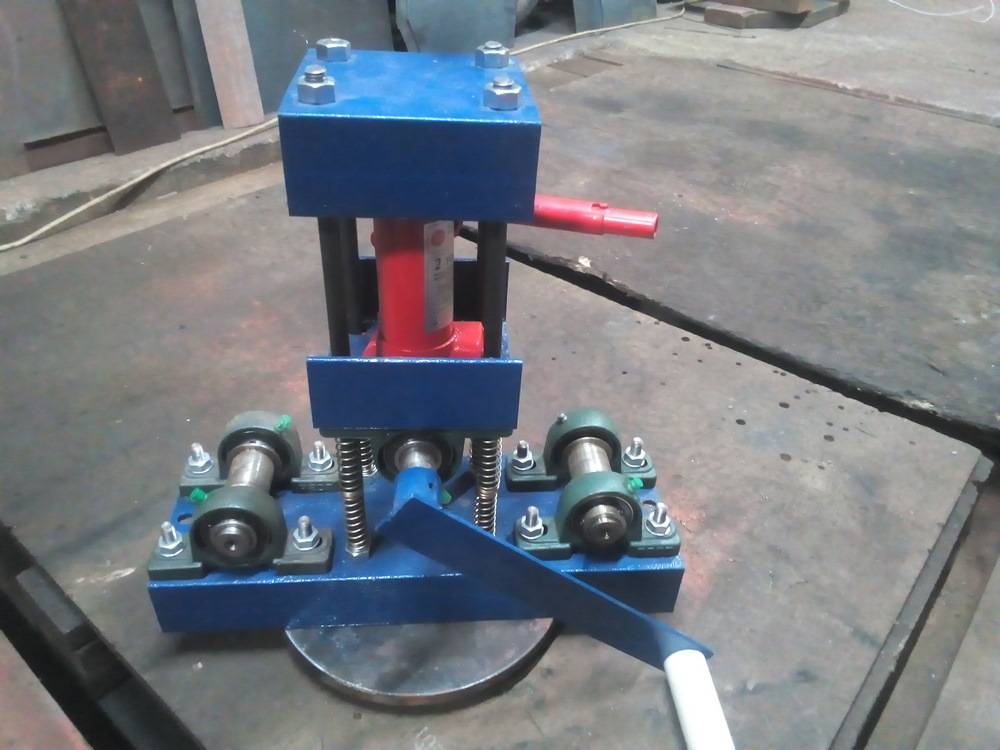
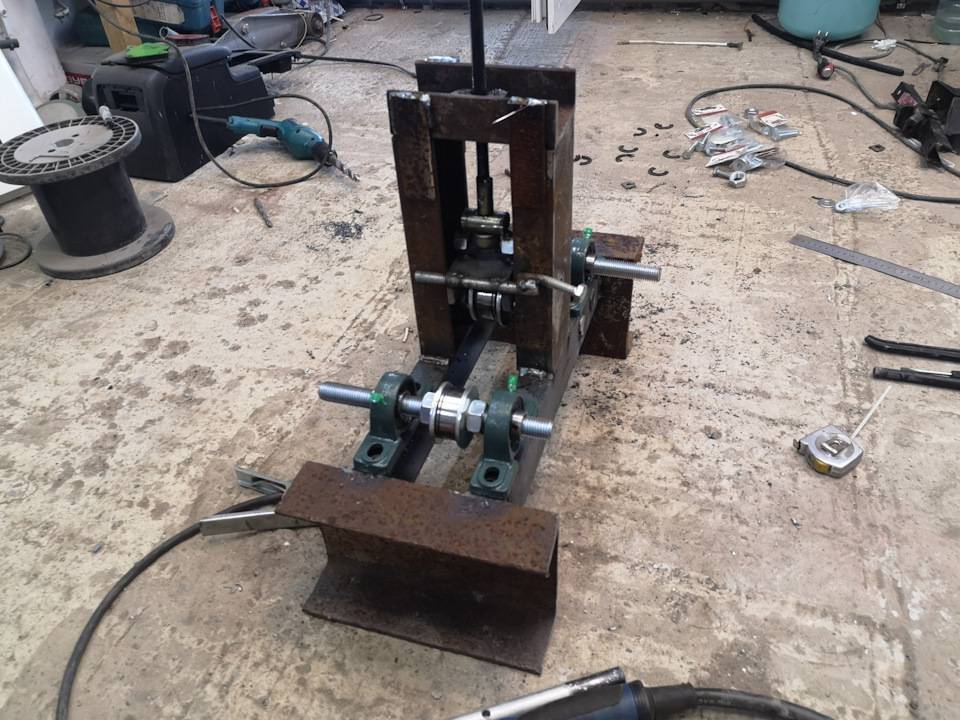
Арбалетный трубогиб
Основой арбалетного самодельного механизма является металлическая рама. Ее сваривают из швеллера и металлических уголков. Внутри этой основы устанавливаются два вальца (их должно быть два), домкрат и прижимной башмак. Последний необходим для формирования усилия, которое будет нацеливаться на изгибаемое изделие. Подробно все тонкости сборки арбалетного трубогиба представлены в видео.
Арбалетный трубогиб
Мы лишь хотим заметить, что такие самодельные устройства допускается использовать для изгибания круглых по сечению труб. Профильные изделия арбалетный станок, как правило, деформирует. А теперь давайте попробуем сделать высокотехнологичное приспособление, функционирующее по принципу прокатки. Его главными элементами являются вращающиеся ролики. Всего в конструкции такого трубогиба их три. При этом один из роликов будет выполнять функцию прижимного.
Принцип работы прокатного приспособления понять несложно. Он основывается на том, что давление ролика (прижимного) на трубу постепенно повышается. Причем нагрузка на обрабатываемую заготовку повторяется на всех положениях подвижного роликового элемента. За счет такой схемы изделие изгибается по самой щадящей технологии.
А вот остальные элементы агрегата – рычаг для прокрутки роликов, крепеж, оси роликов, следует делать из металла. Заметим, что в последнее время ролики изготавливают и из полиуретана. По своим характеристикам он ничем не уступает металлу. Описывать процедуру сборки прокатного механизма мы не будем. Просто посмотрите предлагаемое видео, и вы гарантированно сможете сделать такой станок самостоятельно. Правда, времени на его изготовление придется потратить немало. Но зато вы получите в свое распоряжение по-настоящему эффективный трубогиб.
В самом деле внешне он чем-то напоминает арбалет (особенно некоторые серийные образцы). Фабричные выпускается в разных вариантах, в том числе компактные (почти ручные), но самодельные образцы делают стационарными, с мощной сварной станиной. В большинстве случаев умельцы просто копируют конструкцию. Сравните заводской и кустарный.
Конечно, есть разница исполнении, но производителю фирменного надо его подороже продать, производитель самодельного рассматривает свое изделие не как товар, а в качестве прочного и надежного инструмента.
Сварная рама из уголка и швеллера, внутри домкрат (заводские образцы могут иметь возвратные пружины для штока), два верхних подвижных упорных ролика со сменными положениями. На шток домкрата устанавливают прижимной башмак.