

ПЕРЕЧЕНЬ ФУНКЦИЙ, ХАРАКТЕРИЗУЮЩИХ СТЕПЕНЬ АВТОМАТИЗАЦИИ
1. Выдача цифровой информации в прямом коде (с указанием знака и
абсолютного значения).
2. Установка начала отсчета в абсолютной системе координат.
3. Запоминание результата измерения*.
4. Гашение памяти с восстановлением текущего результата измерения*.
5. Вывод результатов измерения на внешние устройства*.
6. Переход из абсолютной системы координат в относительную и обратно по
внешней команде*.
7. Предварительная установка нуля.
8. Перезапись памяти*.
9. Предварительная установка числа (ввод констант).
10. Накопление массива результатов измерения*.
11. Сравнение результатов измерения с пороговыми границами*.
12. Выделение экстремальных элементов массива (максимума и минимума) с
нахождением разности между ними*.
13. Арифметические действия с результатами измерения и константами*.
_______
* По заказу
потребителя.
ИНФОРМАЦИОННЫЕ
ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН
Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ
Постановлением Государственного комитета СССР по управлению качеством продукции
и стандартам от 23.02.90 № 266
3. ВЗАМЕН ГОСТ 164-80
4. ССЫЛОЧНЫЕ
НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта | Обозначение НТД, на который дана ссылка | Номер пункта, раздела |
2.21.1 | 3.5 | ||
3.2 | 2.14 | ||
3.2 | 2.12 | ||
2.23.1 | 2.22.2; 2.23.2; разд. 5 | ||
2.15 | МИ 424-84 | 4.1 | |
2.15 | МИ 2190-92 | 4.1 |
5.
Ограничение срока действия снято по протоколу № 5-94 Межгосударственного Совета
по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6.
ПЕРЕИЗДАНИЕ. Июнь 2009 г.
1. Типы. Основные параметры и 2. Технические требования. 2 3. Приемка. 5 4. Методы контроля и испытаний. 5 5. Транспортирование и хранение. 5 6. Указания по эксплуатации. 6 7. Гарантии изготовителя. 6 Приложение. |




Классификация
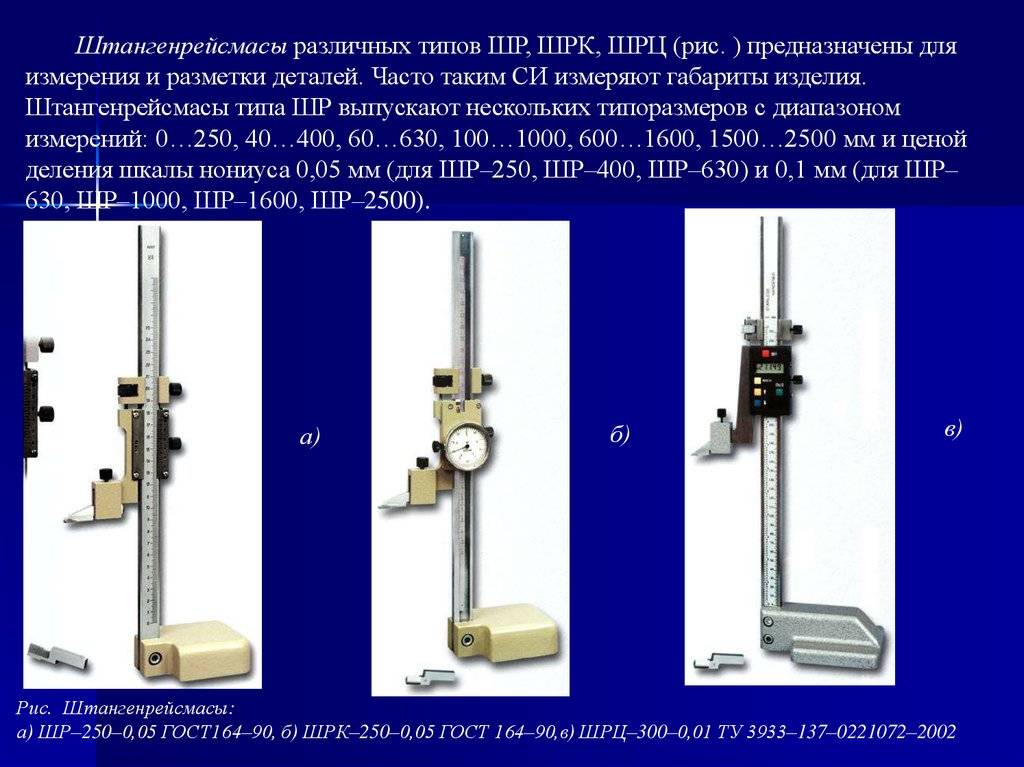
В соответствии с указанным стандартом рассматриваемый инструмент-штангенрейсмас ГОСТ 164-90 — может быть классифицирован по следующим параметрам:
- По способу снятия отсчёта – ручные с линейным отсчётом, ручные с круговым отсчётом и автоматизированные (цифровые).
- По предельной длине измеряемого изделия (для приборов ручного типа), которая указывается в обозначении. Согласно 1-му ряду предпочтительных чисел ручной штангенрейсмас ГОСТ 164-90 типа ШР с линейным отсчётом показаний может быть следующих типов: штангенрейсмас ШР-250, штангенрейсмас ШР-400, штангенрейсмас ШР-630 и так далее, вплоть до ШР-2500.
ШР-250 в комплекте с принадлежностями
- По классу точности. В частности, по ГОСТ 164-90 первый класс соотвествует точности 0,05 мм, а второй — 0,10 мм. С увеличением пределов измерительного диапазона точность снижается. Например, если для типа ШР-250 обязательна исключительно верхняя граница точности, то штангенрейсмас ШР-630 ГОСТ 164-90 может иметь точность и 100 мкм. Для наименее точных инструментов точность соответственно уменьшается до 150… 200 мкм.
- По длине шкалы. Для инструментов 1-го класса она может быть 19 и 39 мм, а для 2-го — 9, 19 и 39 мм.
- Электронный штангенрейсмас дополнительно различается ещё по шагу дискретности дисплея: 0,03…0,07 мм для 1-го класса точности и 0,05…0,09 мм для 2-го класса точности.
Стандартное обозначение рассматриваемого инструмента включает все вышеперечисленные факторы. Например, ручной инструмент с диапазоном отсчёта 60-630 и точностью отсчёта 0,10 обозначается так: штангенрейсмас ШР-630-0,10 ГОСТ 164-90.
Технические характеристики
Метрологические характеристики указаны в таблицах 1, 2, 3.
Таблица 1 – Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы отсчетного устройства___
| Модификация | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Цена деления круговой шкалы отсчетного устройства, мм |
| ШР 250 | от 0 до 250 | 0,05 | – |
| ШР 400 | от 40 до 400 | ||
| ШР 630 | от 60 до 630 | 0,05; 0,10 | |
| ШР 1000 | от 100 до 1000 | ||
| ШР 1600 | от 600 до 1600 | 0,10 | |
| ШР 2500 | от 1500 до 2500 | ||
| ШРК 250 | от 0 до 250 | – | 0,05 |
Таблица 2 – Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, параметр шероховатости измерительных поверхностей, отклонение действительного размера «g» измерительной ножки от намаркированного, ширина ребра верхней измерительной поверхности измерительной ножки, ширина стрелки штангенрейсмаса ШРК, расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов_
| Наименование характеристики | Значение |
| Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, мм, не более | 0,25 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу или цене деления шкалы не более 0,05 мм по ГОСТ 2789-73, Rа, мкм, не более: – измерительной ножки – разметочной ножки и основания | 0,16 0,32 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу 0,1 мм по ГОСТ 2789-73, Rа, мкм, не более: – измерительной и разметочной ножки – основания | 2 3 m vo о” о” |
| Отклонение действительного размера «g» измерительной ножки от намаркированного, мм, не более | ±0,02 |
| Ширина ребра верхней измерительной поверхности измерительной ножки, мм, не более: – штангенрейсмасы с диапазоном измерения от 0 до 250 мм – штангенрейсмасы с другими диапазонами измерений | ,5 ,2 |
| Ширина стрелки штангенрейсмаса ШРК, мм | от 0,15 до 0,20 |
| Расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, мм, не более | 0,7 |
| Отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов, мм, не более: – штангенрейсмасы со значением отсчета по нониусу 0,05 мм и цене деления шкалы 0,02 мм и 0,05 мм – штангенрейсмасы со значением отсчета по нониусу 0,1 мм | 0,010 0,015 |
Таблица 3 – Пределы допускаемой абсолютной погрешности как при незатянутом, так и при затянутом зажиме рамки, при температуре окружающей среды (20±10) °С_
| Измеряемая длина, мм | Пределы допускаемой абсолютной погрешности штангенрейсмасов, мм | ||
| с ценой деления круговой шкалы отсчетного устройства | со значением отсчета по нониусу | ||
| 0,05 | 0,05 | 0,10 | |
| от 0 до 400 включ. | ±0,05 | ±0,05 | ±0,05 |
Св. 400 до 630 включ. | – | ±0,10 | |
| Св. 630 до 1000 включ. | ±0,10 | ||
| Св. 1000 до 1600 включ. | – | ±0,15 | |
| Св. 1600 до 2500 | ±0,20 |
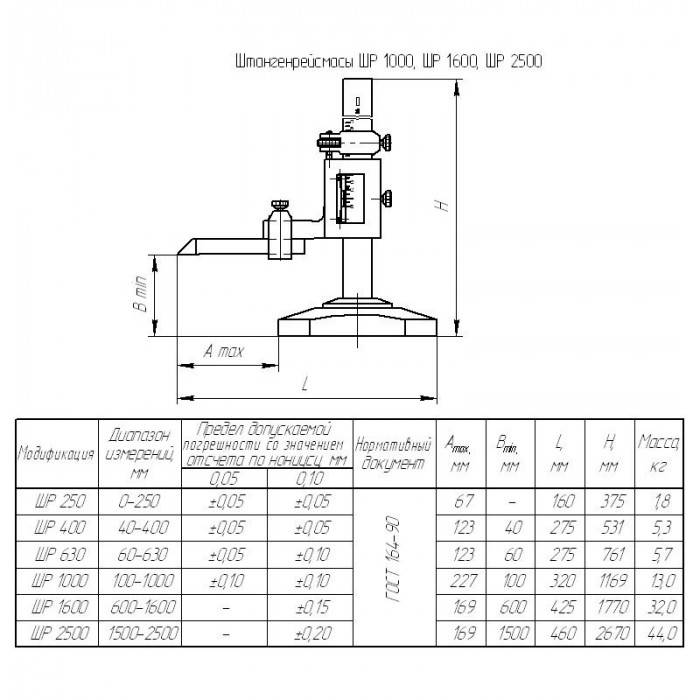
Таблица 4 – Основные технические характеристики
| Модифи кация | Допуск параллельности верхней и нижней измерительных поверхностей измерительных ножек, мм | Допуск прямолинейности измерительных поверхностей разметочной и измерительной ножек, мм | Габаритные размеры (длинахширинах высота), мм, не более | Масса, кг, не более | Средний срок службы, лет, не менее |
| ШР 250 | 0,006 | 0,004 | 160x70x375 | 1,8 | 5 |
| ШР 400 | 275x120x531 | 5,3 | |||
| ШР 630 | 275x120x761 | 5,7 | |||
| ШР 630 | 0,01 | ||||
| ШР 1000 | 320x155x1169 | 13,0 | |||
| ШР 1600 | 425x200x1770 | 32,0 | |||
| ШР 2500 | 460x200x2670 | 44,0 | |||
| ШРК 250 | 0,006 | 160x70x375 | 1,6 |
Таблица 5 – Условия эксплуатации
| Наименование характеристики | Значение |
| Температура окружающего воздуха, °С | от +10 до +40 |
| Относительная влажность воздуха при температуре 25 °С, %, не более | 80 |
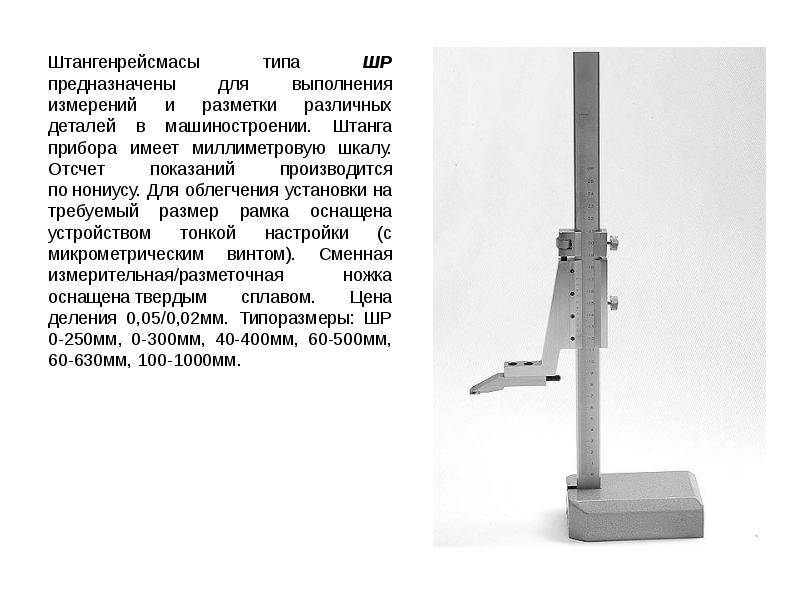
Штангенрейсмас
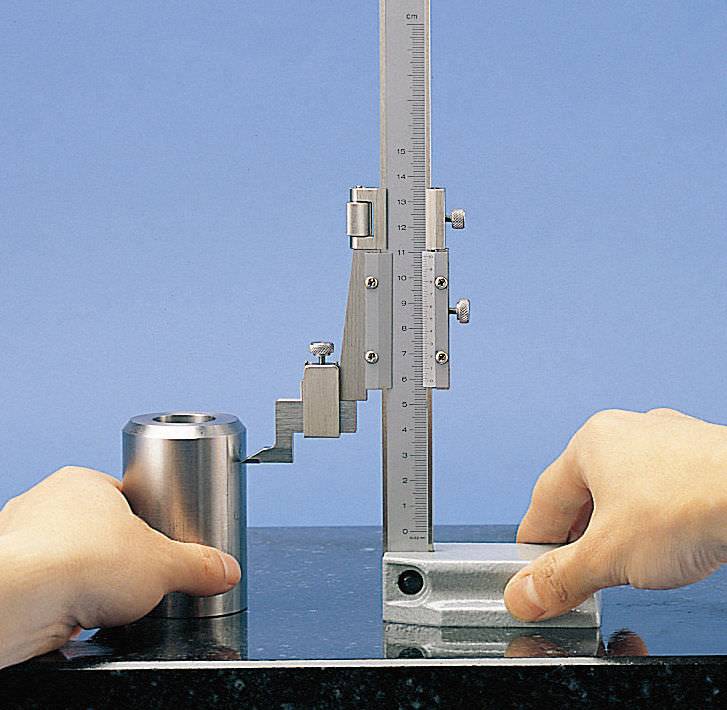
Штангенрейсмас применяется также для измерения высотных размеров деталей, устанавливаемых для этого на няяту.
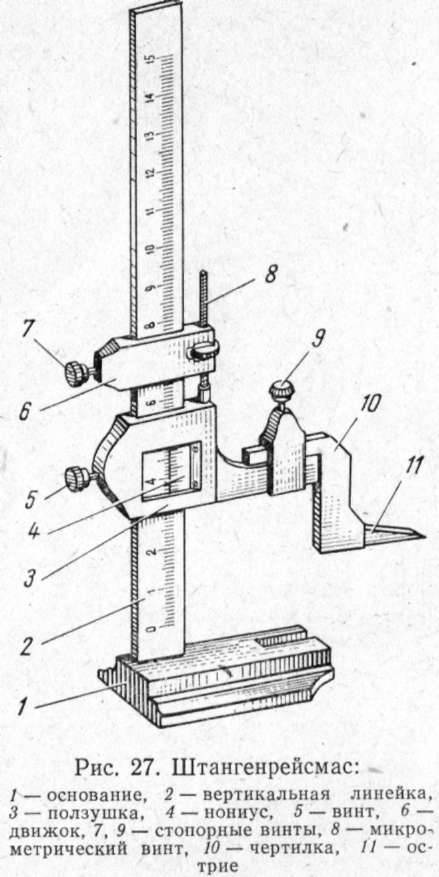
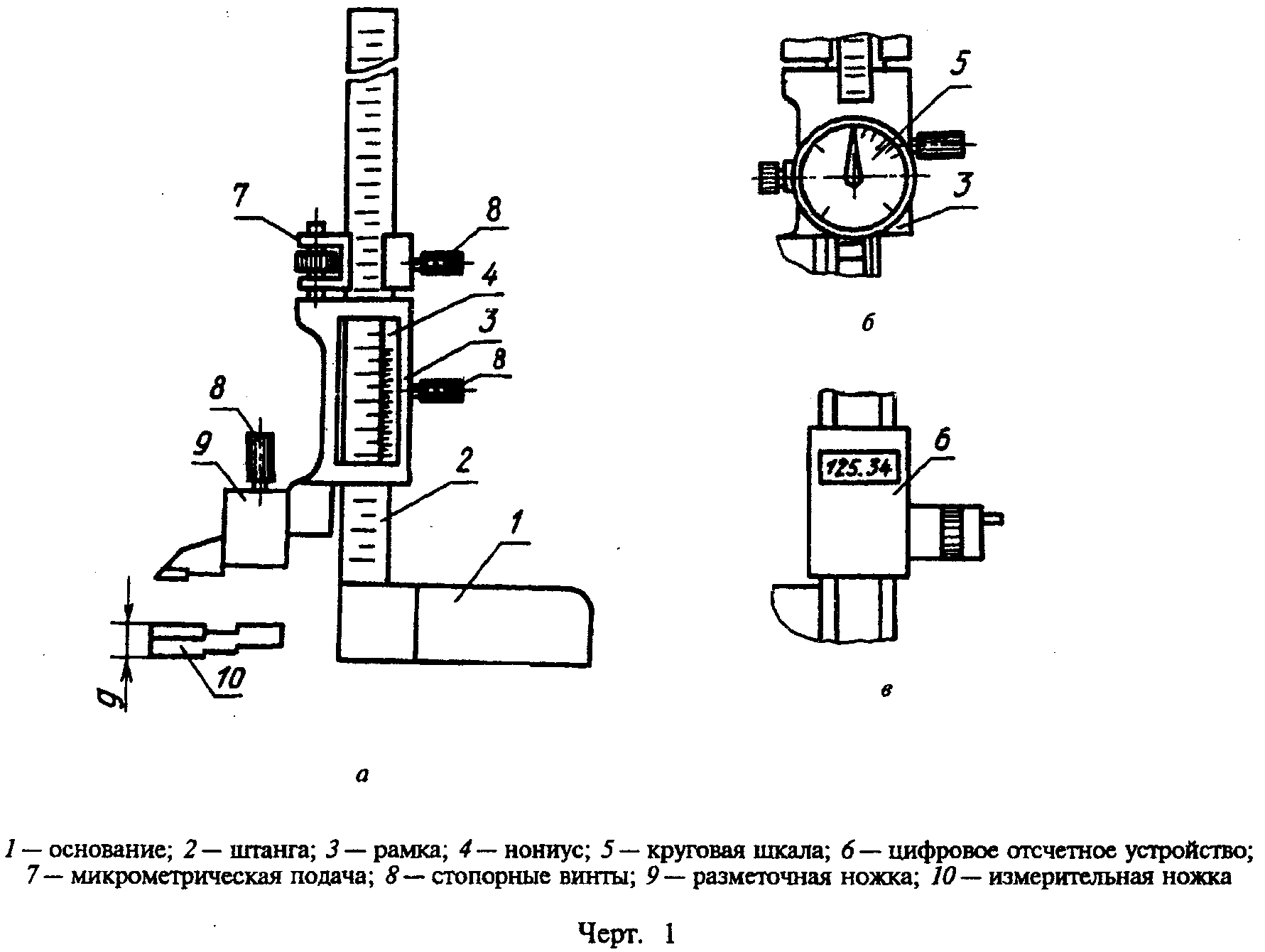
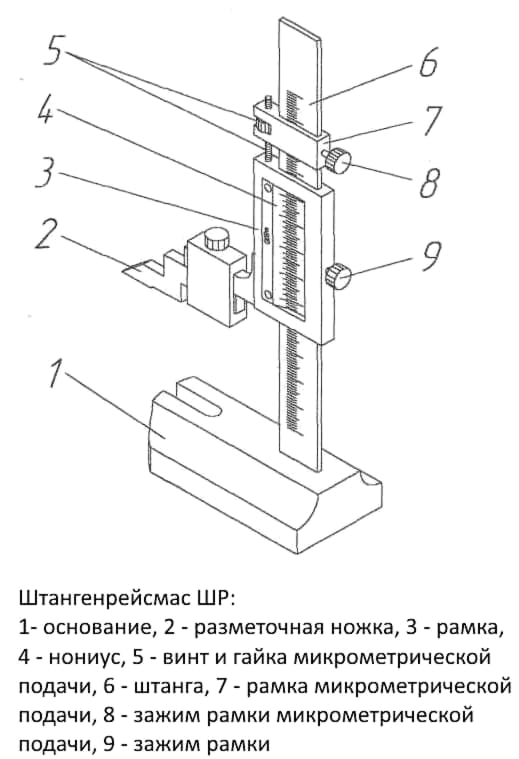
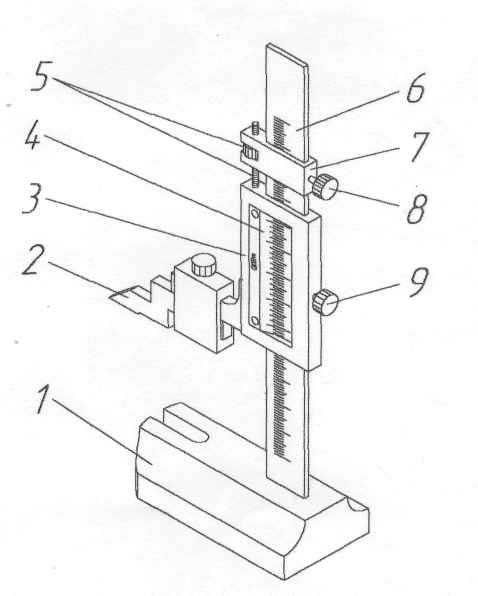
Штангенрейсмас ( рис. 28) применяется для проверки высоты заготовок ( деталей) и точного нанесения центровых и других разметочных линий на обрабатываемые поверхности. Он состоит из основания /, штанги 2, рамки 3, винта 8 для крепления рамки, нониуса 4, державки 6, винта 7 для крепления державки, микрометрической подачи 5, ножки 9 для измерения высоты, ножки / / для разметки заготовки ( детали) и державки 10 для закрепления ножек, с помощью которых измеряется высота в узких пазах и отверстиях.
| Интервалы измерений инструментов. |
Штангенрейсмас применяют для измерения высотных размеров деталей, устанавливаемых для этого на плиту; он является также основным измерительным инструментом для разметки деталей.
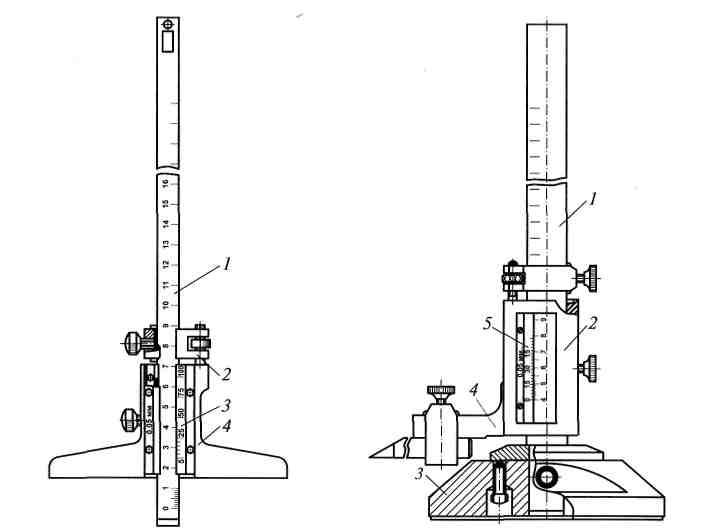
Штангенрейсмас ( рис. 3, д) предназначен для измерения высот изделий, выступов, а также разметки. Он состоит из основания 6 с закрепленной на нем штангой 5, по которой передвигается рамка 4 с движком микрометрической подачи. К рамке хомутиком с зажимным винтом 2 крепят сменную разметочную ножку 3 или измерительную ножку / для определения высот и глубин.
| Предельные калибры-пробки.| Предельный калибр-скоба. |
Штангенрейсмас предназначен для измерения высот и разметки. Для различных работ штангенрейсмас снабжают набором вставок: заточенной ножкой для разметочных работ, плоской ножкой или державкой с индикатором для измерений.
Штангенрейсмас описан в гл.
Штангенрейсмас ( рис. 32) применяется для точной разметки. На массивном основании 8 прочно укреплена штанга /, имеющая миллиметровую шкалу. По штанге перемещается рамка 2 с нониусом 6 и вторая рамка 4 микрометрической подачи. Обе рамки закрепляются на штанге винтами 3 в любом положении.
Штангенрейсмас предназначен для проведения рисок, параллельных рабочей поверхности плиты, на определенном расстоянии от нее.
Штангенрейсмас Захарова ( рис. 61, б) имеет стандартную измерительную линейку, которую можно перемещать в вертикальном направлении по продольному пазу стойки рейсмаса. Механизм перемещения состоит из двух щек, прикрепляющих винтами линейку к горизонтальной пластине. В пластину ввинчивают винт, который не имеет осевого перемещения. Винт фиксируется в кронштейне, неподвижно закрепленном на стойке штангенрейсмаса. На измерительной линейке устанавливают подвижную рамку с чертилкой. Такое устройство позволяет расположить нулевое деление линейки на высоте измерительной базы заготовки, от которой заданы размечаемые риски. Штангенрейсмасом Захарова проводят параллельные риски, исключая расчеты расстояний между ними.
Штангенрейсмас ( рис. 376, а, 6) состоит из основания Я в котором жестко закреплена штанга 3 со шкалой; рамки 7 с нониусом 5 и стопорным винтом 6; устройства для микрометрической подачи 4, включающего движок, винт, гайку и стопорный винт; сменных ножек 7 для разметки с острием и для измерения высоты, с двумя измерительными поверхностями ( нижней плоской и верхней в виде острых ребер шириной не более 0 2 мм); стопорного винта 2 для закрепления ножки 7 и державки 3 на выступе рамки 7 для игл различной длины.
Универсальный штангенрейсмас ( рис. 76) с поворотной штангой, разработанный автором, предназначен для одновременного измерения деталей по высоте и в радиальных направлениях.
Штангенрейсмасом и штангенциркулем проверяют параметры изготовления в соответствии с данными чертежа.
Поставить штангенрейсмас таким образом, чтобы наконечник индикатора касался верхней части плитки и проверить индикатором эту плоскость для определения параллельности паза опорной плите или оси верстачных центров ( как показано на фиг.
Штангенрейсмасы. Основные виды, характеристики и сферы использования
Первые измерительные инструменты, такие как измерительная линейка, появились в арсенале мастеровых много тысяч лет назад. Но постепенно развитие техники требовало все большей точности при изготовлении деталей, а значит и новых, все более точных измерительных приборов и инструментов. Так постепенно появился целый класс штангенинструментов, представителем которого являются и штангенрейсмасы. Штангенинструменты сочетают в себе два качества, делающие их незаменимыми на производстве: простота использования и достаточно высокая точность измерений.

Штангенрейсмас служит для замера или разметки высоты. Так как штангенрейсмас относится к классу штангенинструментов, по принципу действия и внешнему виду он напоминает более известный штангельциркуль. Отличие состоит в том, что вместо неподвижной губки штангенциркуля штангенрейсмас имеет массивное основание. Разметочные чертилки или ножи для разметки (при замере высоты – измерительные головки или губки), крепятся в специальной державке на подвижной рамке с нониусом.
Изготавливаются штангенрейсмасы из высоколегированной инструментальной стали. Все детали инструмента тщательно полируются, иногда наносится специальное антибликовое покрытие для повышения точности измерений.
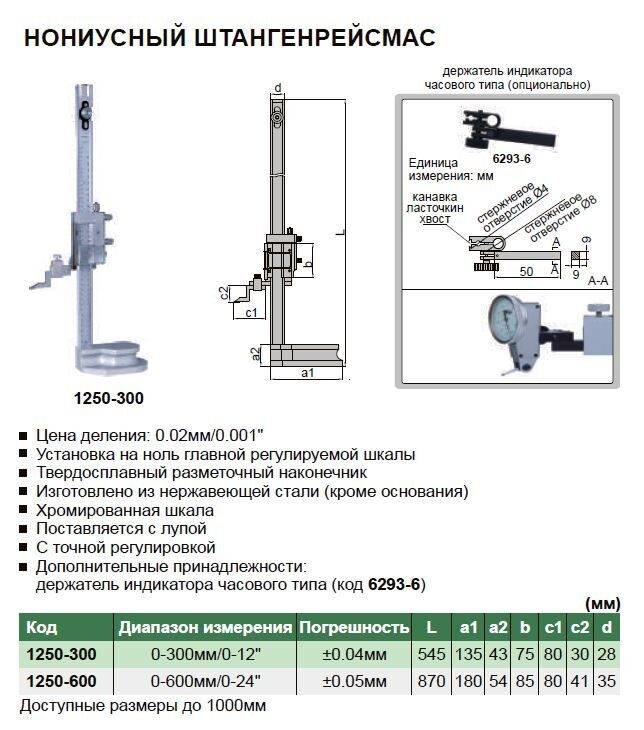
По типу отсчетного устройства различают три основных типа штангенрейсмасов, каждый из которых имеет соответствующее обозначение. Различаются эти типы и по точности измерений. — Классические штангенрейсмасы с отсчетом по нониусу. Имеют обозначение ШР и точность измерений 0,05 – 0,1 мм. Штангенрейсмасы с отсчетом по нониусу получили наибольшее распространение благодаря своей надежности и простоте использования. — Штангенрейсмасы с отсчетным устройством в виде круговой шкалы. Обозначаются как ШРК и имеют точность измерений 0,02 – 0,05 мм. — Наиболее современные и точные штангенрейсмасы с электронным устройством отсчета. Имеют обозначение ШРЦ и шаг дискретности электронного устройства 0,01 мм. На сегодняшний день ШРЦ обеспечивают наиболее высокую точность измерений. Используются электронные штангенрейсмасы на производстве, где предъявляются повышенные требования к точности измерений. К недостатку таких инструментов можно отнести их более высокую стоимость. Более подробно о ценах на различные типы и модели штангенрейсмасов Вы можете узнать в следующей статье.
При изготовлении штангенрейсмасов предприятия – изготовители руководствуются требованиям ГОСТ 164 – 90. Штангенрейсмас ГОСТ 164 – 90 должен полностью соответствовать всем требованиям, предъявляемых этим документом.
Сегодня штангенрейсмасы производят достаточно большое количество предприятий – изготовителей, как отечественных, так и зарубежных. Выбрать штангенрейсмас и купить именно той модели и именно того производителя, что наиболее полно будет удовлетворять всем Вашим требованиям, поможет каталог компании ФАСТБ, в котором представлен широкий выбор различного измерительного инструмента ведущих мировых производителей.
Типы и назначение
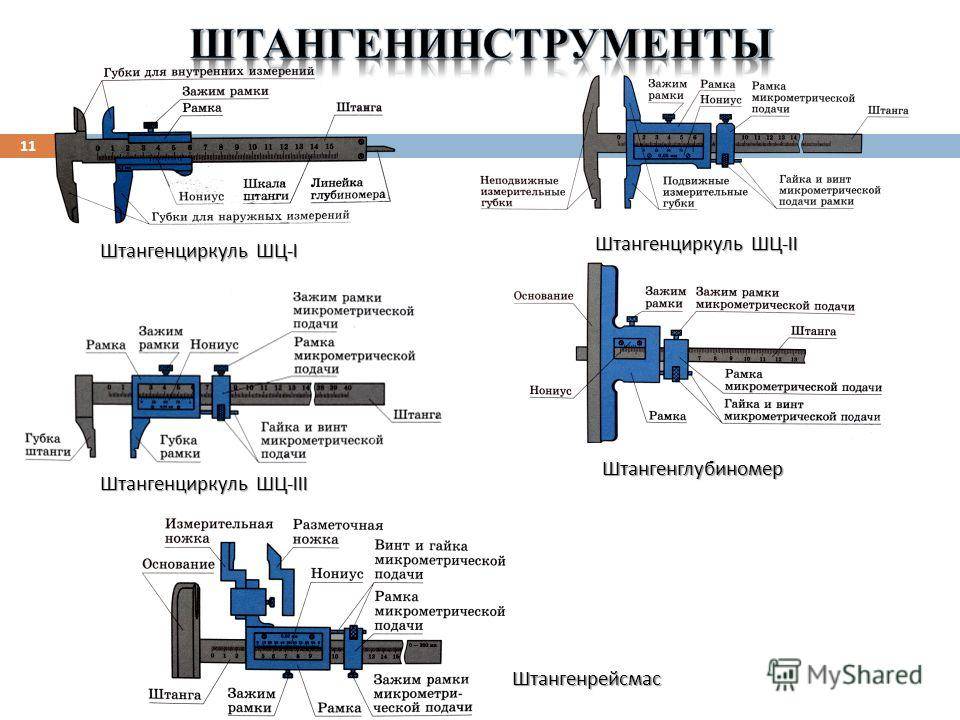
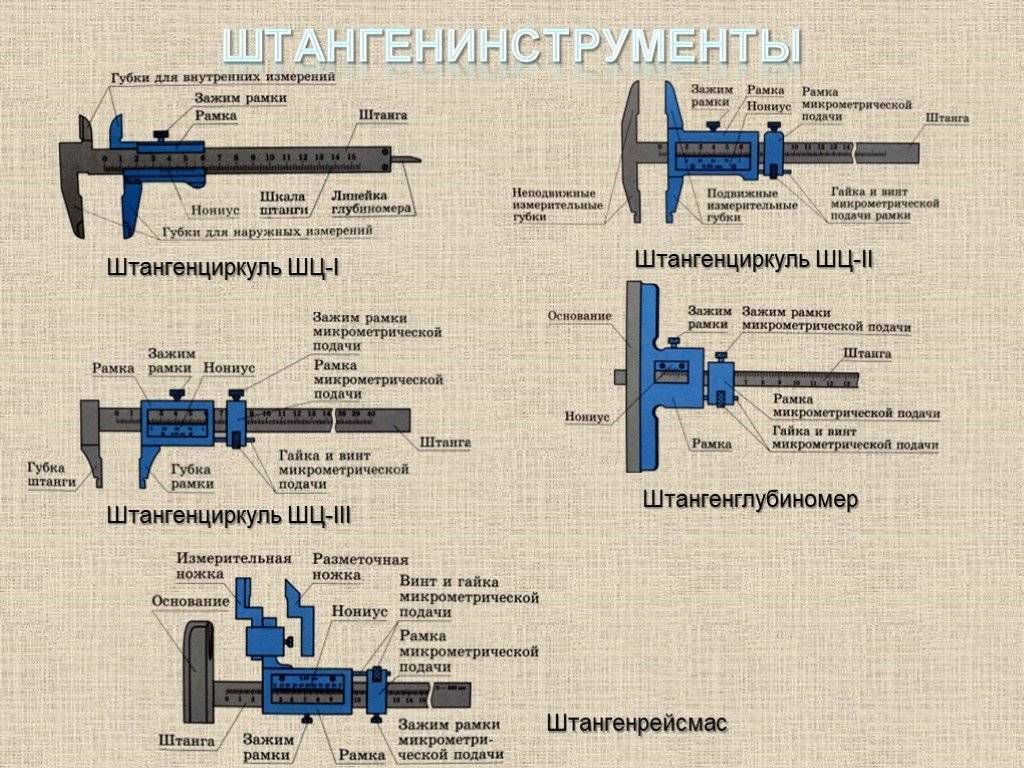
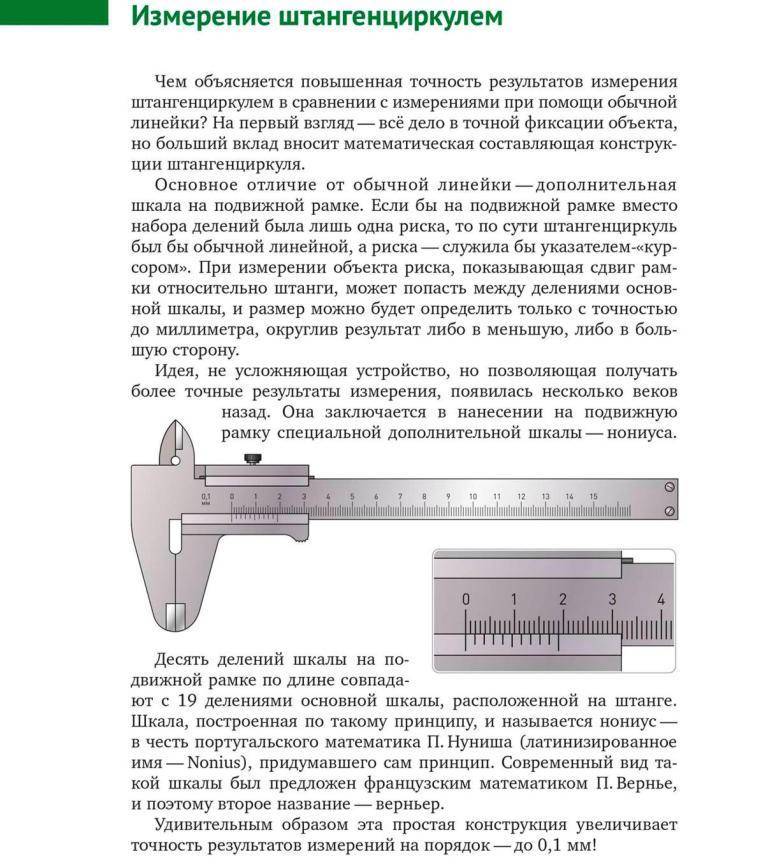
К группе штангенинструментов относят измерительные инструменты, основой которых является линейка-штанга, на которой нанесена основная штриховая шкала с интервалом деления 1 мм, и отсчетное приспособление (дополнительная штриховая шкала) нониус (рис. 1).
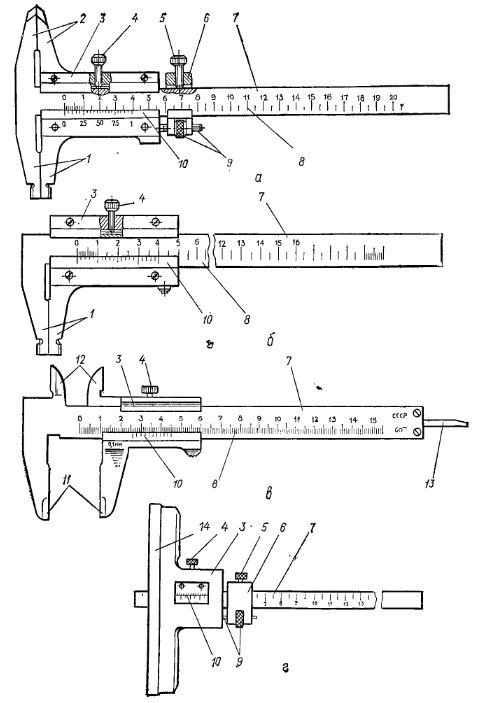
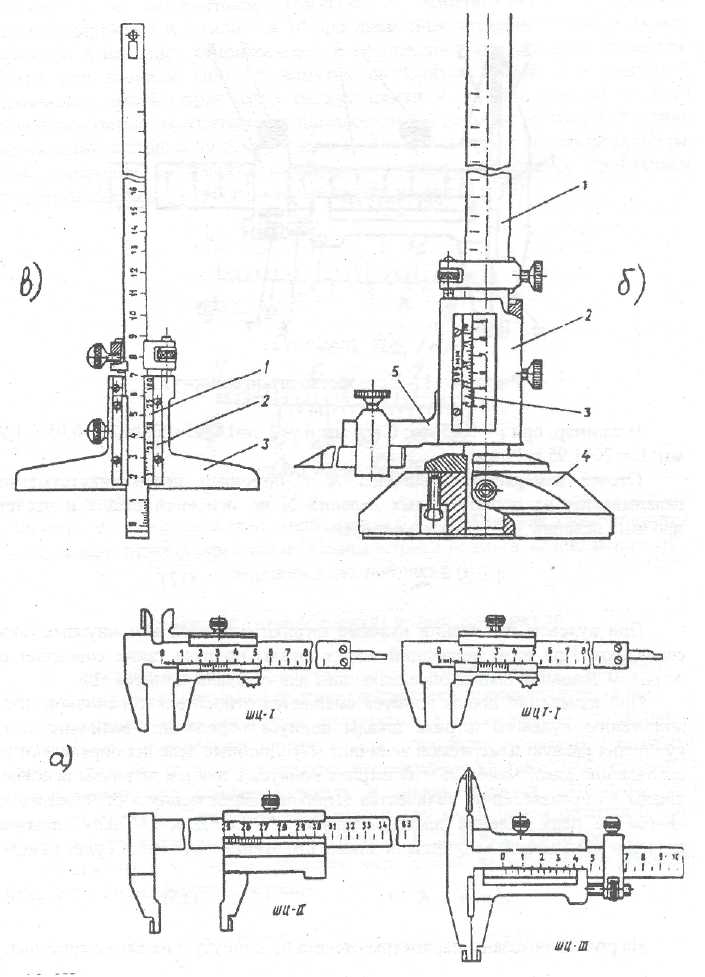
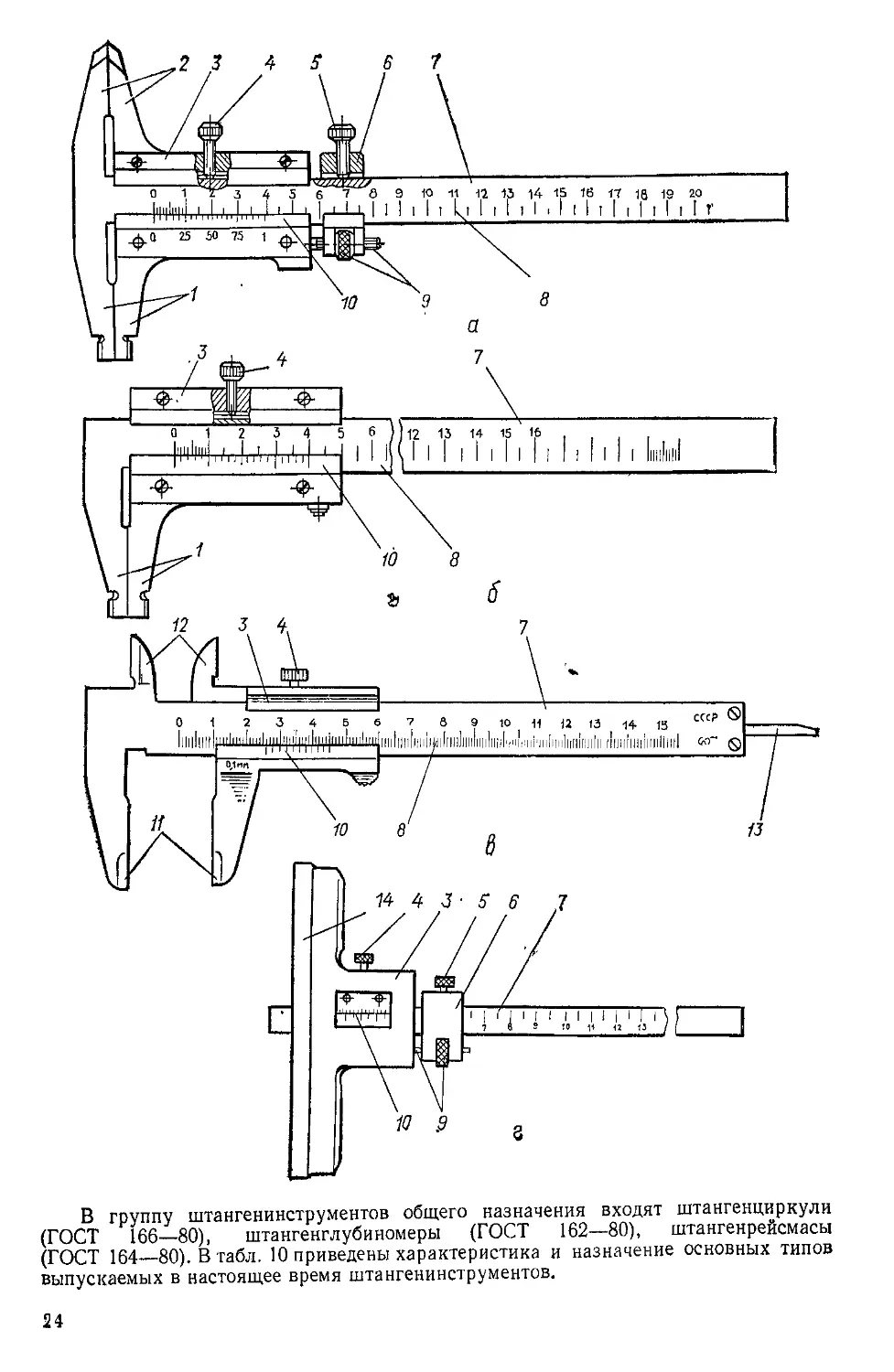
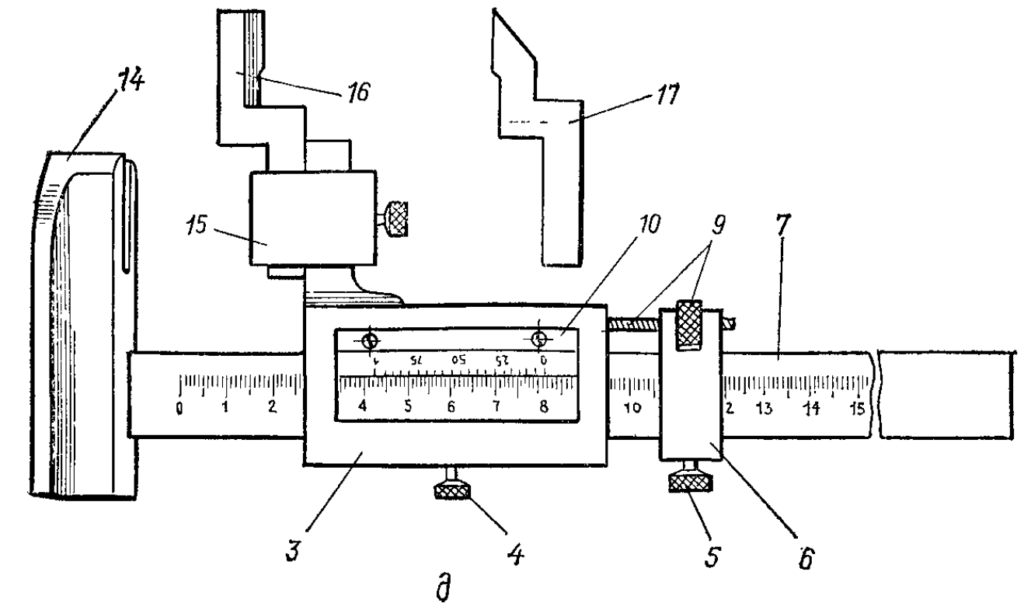 Рис. 1. Штангенциркули (а-в), штангенглубиномер (г), штангенрейсмас (д): 1 — губки для наружных и внутренних измерений; 2 — губки для наружных измерений и разметки; 3 — рамка; 4 — стопорный винт для зажима рамки; 5 — стопорный винт для зажима рамки микрометрической подачи; 6 — рамка микрометрической подачи; 7 — штанга; 8 — шкала штанги; 9 — гайка и винт микрометрической подачи; 10 — нониус; 11 — губки для наружных измерений; 12 — губки для внутренних измерений; 13 — линейка глубиномера; 14 —- основание; 15 — хомутик; 16 — измерительная ножка; 17 — разметочная ножка.
Рис. 1. Штангенциркули (а-в), штангенглубиномер (г), штангенрейсмас (д): 1 — губки для наружных и внутренних измерений; 2 — губки для наружных измерений и разметки; 3 — рамка; 4 — стопорный винт для зажима рамки; 5 — стопорный винт для зажима рамки микрометрической подачи; 6 — рамка микрометрической подачи; 7 — штанга; 8 — шкала штанги; 9 — гайка и винт микрометрической подачи; 10 — нониус; 11 — губки для наружных измерений; 12 — губки для внутренних измерений; 13 — линейка глубиномера; 14 —- основание; 15 — хомутик; 16 — измерительная ножка; 17 — разметочная ножка.
В группу штангенинструментов общего назначения входят штангенциркули (ГОСТ 166—80), штангенглубиномеры (ГОСТ 162—80), штангенрейсмасы (ГОСТ 164—80).
Конструктивно штангенциркули различаются по пределам измерения, форме измерительных губок и подвижной рамки, а также по точности измерения. Губки для измерений внутренних размеров могут быть двух вариантов. В штангенциркулях типов ШЦ-1 они имеют ножевидную форму (рис. 1, в), в результате чего сразу можно получить измеряемый размер. В типах ШЦ-II и ШЦ-III (рис. 1, а и б) губки выполнены ступенчатыми и имеют определенный суммарный размер, который следует прибавлять к отсчитываемому размеру. Для разметки концы измерительных губок штангенциркулей типов ШЦ- II остро заточены. Штангенциркули модели ШЦ- III для этой цели снабжаются съемным разметочным устройством.
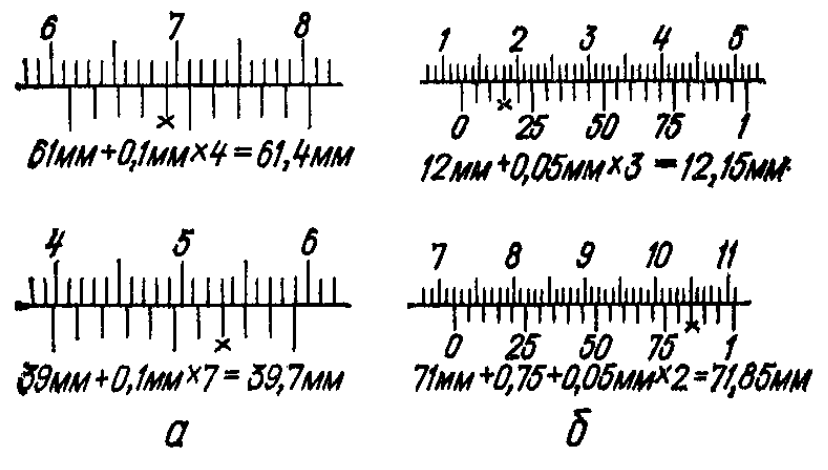 Рис. 2. Примеры отсчета показаний по нониусам штангенинструментов.
Рис. 2. Примеры отсчета показаний по нониусам штангенинструментов.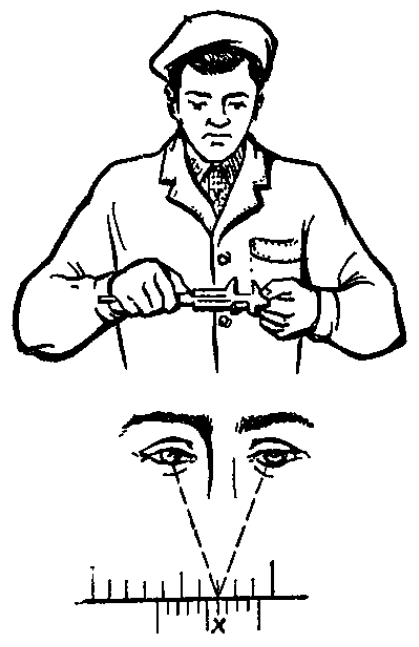 Рис. 3. Положение штангенинструментов при отсчете показаний.
Рис. 3. Положение штангенинструментов при отсчете показаний.
Кроме моделей общего назначения инструментальная промышленность по заказам выпускает ряд моделей штангенциркулей, имеющих дополнительные возможности, например специальные штангенциркули для выполнения разметочных работ (для разметки плоскостей на разных высотах от базового отверстия, для построения углов). Штангенинструменты изготавливаются с величиной отсчета по нониусу (ценой деления нониуса), равной 0,1 и 0,05 мм. Пределы измерения шкалы нониуса равны цене деления основной шкалы.
При измерениях по положению нулевого штриха нониуса на шкале штанги отсчетом слева направо определяется целое число миллиметров в измеряемом размере (рис. 2). Дробная часть размера (число десятых и сотых долей миллиметра) определяется произведением величины отсчета по нониусу на порядковый номер штриха нониуса (не считая нулевого), совпадающего со штрихом штанги (рис. 2, а).
На нониусах с величиной отсчета 0,05 мм имеются цифры 25, 50 и 75, обозначающие сотые доли миллиметра. Для ускорения отсчета к этой цифре прибавляется результат умножения величины отсчета на порядковый номер короткого штриха нониуса, совпадающего со штрихом штанги, считая его от предыдущего длинного оцифрованного штриха нониуса (рис. 2, б). Конечный результат измерения получается в виде суммы двух величин: целой (целых миллиметров) и дробной (долей миллиметра) частей.
Точность измерения штангенинструментами зависит от величины отсчета по нониусу и от того, насколько точно найден штрих шкалы нониуса, действительно совпадающий со штрихом основной шкалы. Для повышения точности отсчета необходимо, чтобы взгляд был направлен перпендикулярно к плоскости основной шкалы на штанге. Искомый совпадающий штрих должен находиться приблизительно посередине между правым и левым глазом, как показано на рис. 3. В противном случае неизбежно искажение показаний.
Как устроен и функционирует
ГОСТ 164-90 предусматривает следующее типовое устройство штангенрейсмаса:
- основание;
- измерительная линейка;
- нониус (шкала для отсчёта дополнительных показаний в долях мм);
- рамка с микрометрической подачей;
- держатель крепления сменных наконечников;
- отсчётная призма (или чертилка, в зависимости от действий с инструментом).
Устройство и основные детали
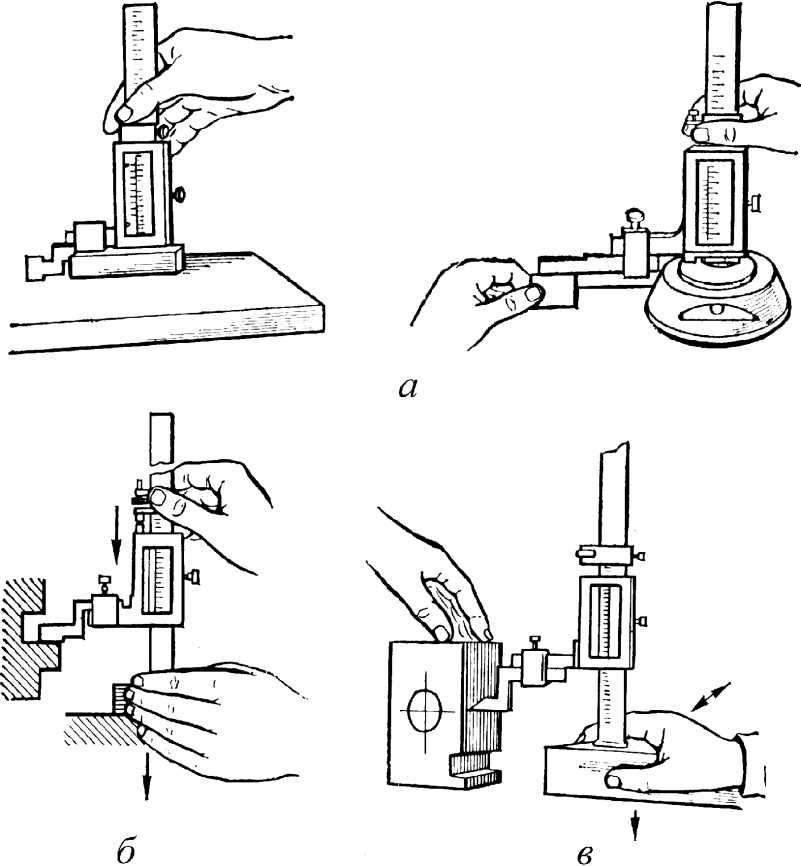
В соответствии с методикой, которая прописана в ГОСТ 164-90, инструмент в режиме разметки следует использовать так. Все измерения должны выполняться на массивной и ровной плите с минимальной шероховатостью поверхности. На эту плиту устанавливают основание, после чего пользуясь рамкой и нониусом, устанавливают необходимый линейный размер, который нужно воспроизвести на поверхности заготовки или полуфабриката. В держатель помещается чертилка, которая жёстко фиксируется микрометрическим винтом. Рамка, которая предварительно застопорена винтом, прижимается вместе с корпусом к размечаемой поверхности. Далее инструмент передвигают на требуемое значение линейного размера, при этом остриё чертилки должно оставлять видимый след на поверхности заготовки.
Скачать ГОСТ 164-90 «Штангенрейсмасы. Технические условия»
Штангенрейсмас, назначение которого – измерение, вместо чертилки в держателе имеет призматический либо конусный указатель, который заканчивается головкой малого радиуса (по действующим нормам это может быть 50 или 100 мкм).
Материаловед
Штангенинструменты – это средства измерений линейных размеров, основными частями которых являются штанга со шкалой и нониус – вспомогательная шкала для уточнения отсчета показаний.
- Штангенциркули.
Выпускаются следующих типов: ШЦ – I; ШЦ – IС; ШЦТ – I; ШЦ – II; ШЦ – III; ШЦО – Ш; ШЦР; цифровой штангенциркуль. Учебное пособие с. 51 – 52.
Штангенциркуль ШЦ-1 имеет штангу 1 на которой нанесена шкала с ценой деления 1 мм. По штанге 1 передвигается рамка 3 со вспомогательной шкалой – нониусом 5. Штангенциркуль снабжен губками 7 для наружных измерений; 2 – для внутренних измерений. Зажимом 4 и рамки 3 прикреплена линейка глубинометра 6. Нониус 5 является вспомогательной шкалой.
Порядок отсчета показаний штангенциркуля:
- Считают число целых делений, для этого находят по шкале штрих, ближайший слева к нулевому штриху нониуса.
- Считают доли миллиметров, для этого по шкале нониуса находят штрих, ближайший к нулевому и совпадающий со штрихом шкалы.
- Складывают число целых делений и доли миллиметров и получают значение измеренной величины.
Сначала определяют по основной шкале целое число перед нулевым делением нониуса . Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалу нониуса наиболее близко совпадает со штрихом основной шкалы.
ШЦ – I C
Это штангенциркуль со стрелочным отсчетом. Здесь вместо отсчета показаний по нониусу имеется стрелочная головка.
ШЦ – II
ШЦТ – I.
Не имеет губок для внутренних измерений, а измерительные поверхности губок оснащены пластинками из твердых сплавов для повышенной износостойкости.
ШЦ — II
Здесь нет линейки для глубиномера. Губки 1 имеют острые окончания для выполнения плоскостной разметки. А губки 2 имеют дополнительные поверхности для наружных и внутренних измерений.
ШЦ – III
Имеют губки с одной стороны для измерения наружных и внутренних размеров.
Основные параметры штангенциркулей:
Пределы измерений, мм:
ШЦ – I, ШЦ– IС, ШЦТ– I ……… 0…125;
ШЦ – I I………………………… 0…200, 0…250, 0…300;
ШЦ — I I I…………………………0…500, 250…630, 250…800, 800…2000, 2000…4000 и др.
| Обозначение | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Предел допускаемой погрешности, мм | Вылет измерительных губок, мм | |
| для наружных измерений | для внутренних измерений | ||||
| ШЦ-I-125 | 0-125 | 0,1 | ±0,1 | 40 | 17-18 |
| ШЦ-I-150 | 0-150 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | 17-18 |
| ШЦ-III-160 | 0-160 | 0,05 | ±0,05 | 45 | — |
| ШЦ-II-200Г | 0-200 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | — |
| ШЦ-II-250 | 0-250 | 0,05; 0,1 | ±0,1 | 45 | — |
| ШЦ-III-400 | 0-400 | 0,05; 0,1 | ±0,1 | 60 | — |
| ШЦ-III-500 | 0-500 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-630 | 250-630 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-800 | 250-800 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1000 | 320-1000 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1600 | 500-1600 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-2000 | 800-2000 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-3000 | 1600—3000 | 0,1 | ±0,3 | 150 | — |
| ШЦ-III-4000 | 2000—4000 | 0,1 | ±0,4 | 150 | — |
Пример обозначения штангенциркуля типа ШЦ-III предела измерения 1500—3000 мм: Штангенциркуль ШЦ-III-1500—3000.
Цена деления нониуса, мм……0,1; 0,05.
Кроме штангенциркулей для измерений линейных размеров используют:
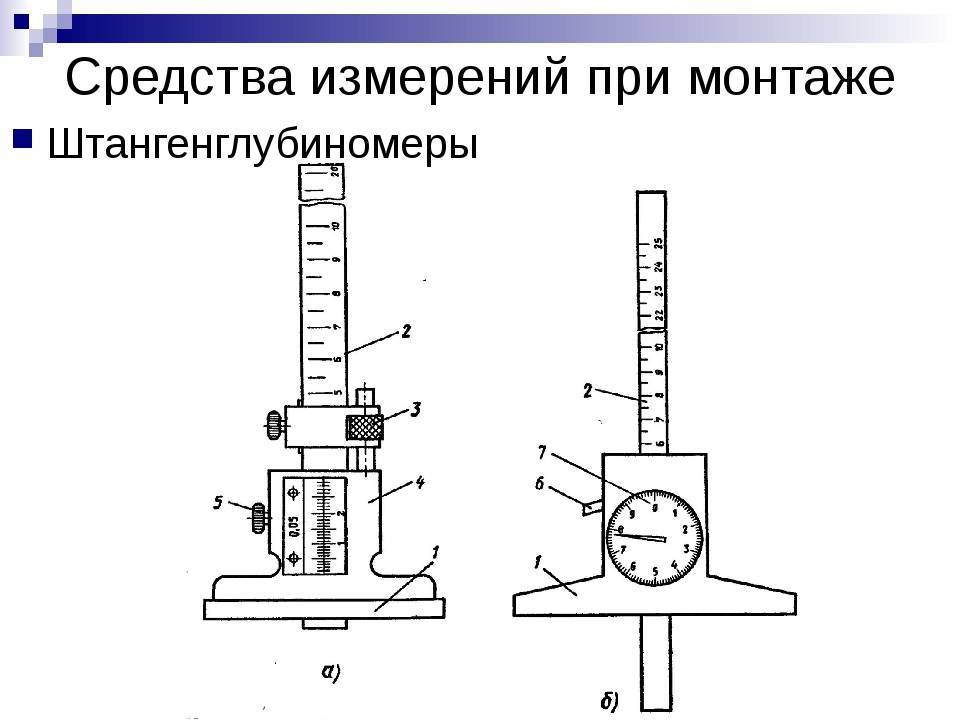
— Штангенглубинометры — предназначен для измерения расстояния между двумя плоскостями глубины пазов, глухих отверстий, длин ступенчатых деталей.
— Штангенрейсмас – предназначен для разметочных работ и определения высоты деталей. Могут иметь дополнительный присоединительный узел для установки измерительных головок как параллельно, так и перпендикулярно плоскости основания.



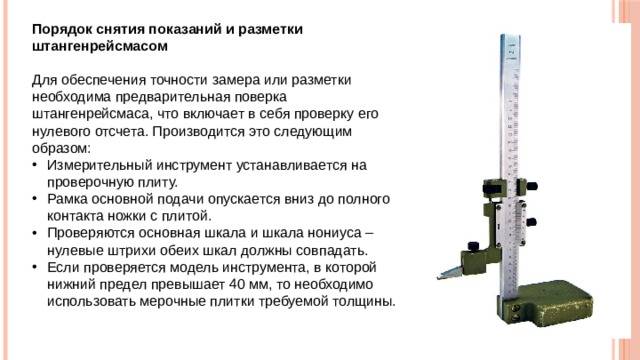
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то её ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.

Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.

Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.

Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.

Как пользоваться?
Принцип замера включает несколько практических рекомендаций, которые следует применять для получения точных результатов. При измерении следует фиксировать рамку болтом, который предназначен для того, чтобы она не сместилась случайно. Не использовать инструменты с повреждениями штанги или нониуса (в случае с цифровыми устройствами могут быть более сложные неисправности) или со сбитой нулевой отметкой. Учитывать тепловое расширение деталей (лучше всего делать замеры при температуре, близкой к 20 C).
При измерении механическим штангенглубиномером нужно помнить о цене деления. Для большинства моделей она составляет 0.5 или 1 мм для основной шкалы и 0.1 или 0.5 мм для нониуса. Общий принцип таков, что номер деления нониуса, совпавшего с отметкой основной шкалы, необходимо умножить на его цену деления и затем прибавить к целой части искомой величины.
Есть несколько правил использования и хранения приборов, позволяющих избежать их преждевременного выхода из строя:
- попадание пыли и твёрдых частиц между рамкой и штангой могут вызвать её заклинивание, поэтому следует держать инструмент в футляре;
- срок эксплуатации механических приборов больше, чем цифровых, и последние требуют более бережного обращения;
- отсчётный компьютер и дисплей нельзя подвергать сотрясениям и ударам;
- для правильной работы питание к этим узлам должно поступать от аккумулятора с нормальным уровнем заряда и/или от исправного блока питания.
В следующем видео вас ждет обзор штангенглубиномера ШГЦ-150.
Типы штангенрейсмасов
Согласно ГОСТу 164-90 штангенрейсмасы могут выпускаться в трёх исполнениях, различающихся видом отсчётного устройства. Подача рамки во всех случаях одинакова и является микрометрической.
Инструменты первого типа оснащены нониусной шкалой и маркируются буквенным сочетанием ШР. Длина нониуса может составлять 9, 19 и 39 мм или 19 и 39 мм в зависимости от того, какое значение имеет отсчёт по нониусу (0,1 и 0,05 мм соответственно). Длинные штрихи, нанесённые на нониус, могут быть подписаны целыми числами, однако, обозначают долю целого деления.
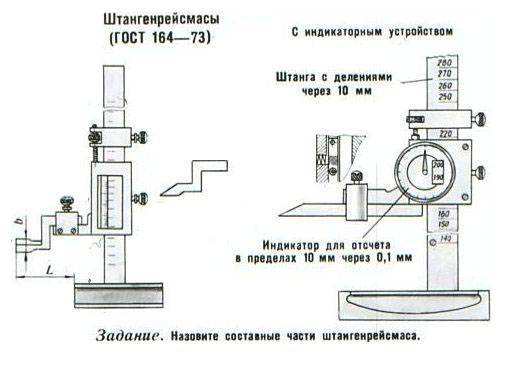
Штангенрейсмасы, оснащённые отсчётным устройством в виде круговой шкалы, выпускаются под маркой ШРК. Отсчётное устройство должно обеспечивать совмещение стрелки с нулевой отметкой круговой шкалы. Расстояние между краем отметок и стрелкой не должно превышать значения 0,7 мм, а риска деления – быть меньше 1 мм.
Третий тип штангенрейсмасов – ШРЦ – снабжаются электронным (цифровым) устройством отсчёта, интерфейсом для вывода показаний на внешнее устройство (ПК) и встроенным источником питания. Инструмент типа ШРЦ предназначен для полной или частичной автоматизации измерений и обеспечивать правильность показаний при перемещении рамки со скоростью, превышающей 0,5 м/с.





