Как проконтролировать качество соединения?

После полной кристаллизации шва, для проверки надежности соединения, необходимо выполнить проверку его эксплуатационных характеристик. Существует несколько надежных способов:
- Керосином. С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
- Ацетон. Цель та же – проверка герметичности. Для визуального контроля над жидкостью рекомендуем добавить в нее какой-нибудь яркий краситель.
- Гидравлический метод. Применяется на промышленных предприятиях для проверки сосудов и емкостей, работающих под давлением. Наиболее надежный способ проверки качества шва.
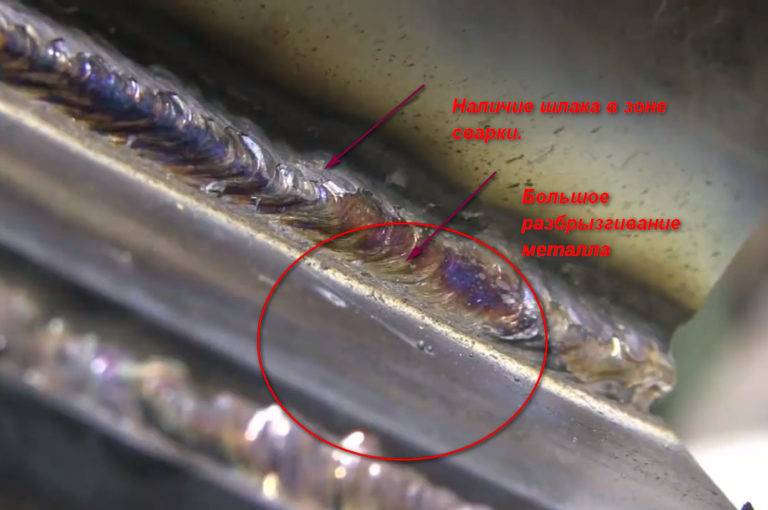
Помимо вышеперечисленных метод не стоит забывать про визуальный осмотр. Опытный сварщик может определить наличие или отсутствие дефектов с одного взгляда.
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.
Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.
Особенности нержавейки
Методика работы с нержавеющей сталью не схожа с обычной. Это обусловлено тем, что нержавейка более устойчива к коррозийным процессам, именно поэтому практически все изделия, выполненные из нержавейки, находятся под давлением и с водой. Многие начинающие сварщики сталкиваются с тем, что после того, как шов застывает на нем образуются течи. Для того, чтобы понять, как заварить поврежденный участок в домашних условиях, необходимо знать физические свойства металла.
Главная характеристика нержавеющей стали — высокий коэффициент расширения, именно поэтому при нагреве дистанция между молекулами становится больше, чем у других металлов. Когда она остывает, изделие начинает стягиваться до своих исходных параметров. Посторонний материал, который входит в состав шва и имеет коэффициент расширения намного ниже, будет постоянно рваться, в итоге будут появляться микротрещины, из-за которых и будет происходить течь
Очень важно подобрать сварочные электроды для нержавеющей стали, благодаря которым будет налажен контакт между основным и присадочным металлом
Многие пользователи постоянно задаются вопросом: можно ли заварить нержавейку, ведь характерной чертой этого материала считается низкий температурный режим плавления. Мощный нагрев от электрической дуги приводит к перегреву участка соединения и все легирующие элементы, обеспечивающие защиту от ржавления, тут же выгорают и лишаются своих свойств.
Еще одна трудность, которая может возникнуть, в процессе сварки деталей из нержавеющей стали, — это реакция углерода на попадание кислорода в сварочную ванну. Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете
Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов
Какими электродами варить нержавейку 1 мм.

Сварка тонкого металла является сложным процессом не только для начинающих специалистов, но и для опытных сварщиков. Данный процесс имеет несколько сложностей:
- сильный нагрев изделия может привести к прогоранию и образованию отверстия;
- высокая температура прогрева также может привести к изменению геометрии тонких листов;
- короткая дуга, с помощью которых производится соединение, при незначительном отрыве гаснет.
Данные проблемы могут значительно затруднить сварочные работы
Поэтому, чтобы избежать таких трудностей, очень важно знать какие электроды нужны для сварки нержавейки тонкой толщины
ОК 63.34 предназначены для сваривания тонкого металла. Также марка отлично подойдет и для толстостенных изделий. Электроды характеризуются улучшенным шлакоотделением.
ОК 63.20 (на картинке) особенно востребованы для соединения труб и тонкого металла. Сварочный процесс происходит при кратковременном поджиге и гашении дуги.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
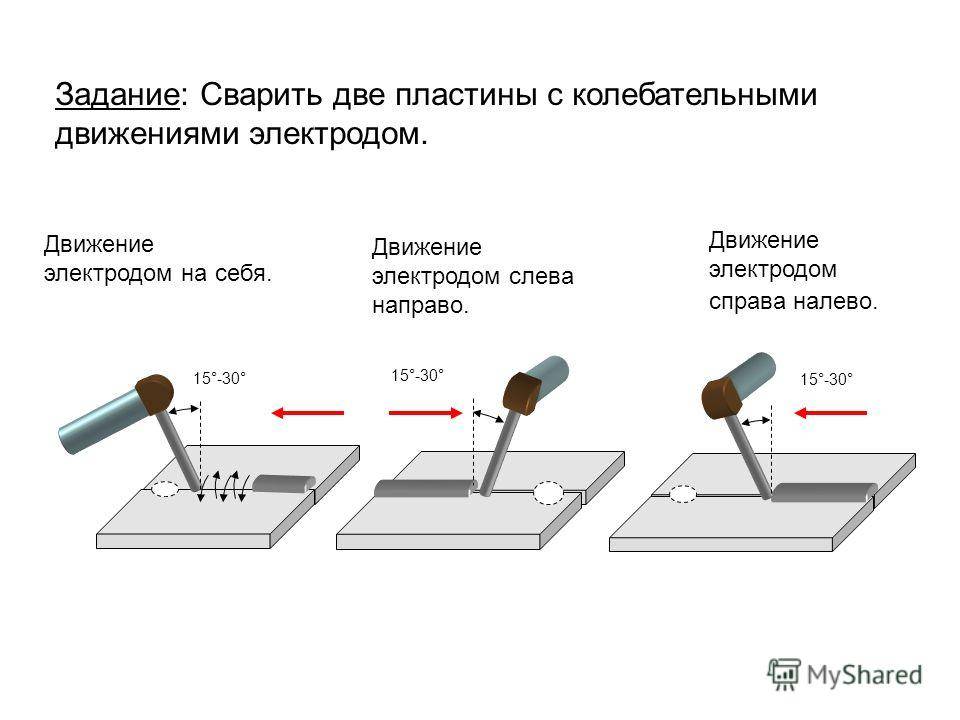
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13
ЦЛ-11
Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.
ОЗЛ-6
Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.
НЖ-13
Электроды по нержавейке этой марки используются для соединения деталей из пищевой стали. Практика так же показала, что расходники данного типа прекрасно варят заготовки не только сплавов, где присутствуют хром и никель, но и с участием в сплаве молибдена.
И еще несколько популярных марок.
ЗИО-8 используется для соединения жаростойких нержавеющих сталей. Обмазка – основная, варить можно постоянным током, полярность – обратная. Способ сварки – любой (нижний, верхний, вертикальный). ЭФ400/10У используется, когда надо сварить заготовки из нержавейки аустенитного класса. Обычно детали из такого металла используют в агрессивных средах жидкого типа, в которых температура поднимается до +350С. НИИ-48Г. Это универсальный электрод, который применяется для сваривания ответственных конструкций из специальных и низколегированных сталей. Имеет основной вид покрытия. Режим сварки: ток – постоянный, полярность – обратная. Положение электрода – любое. ОЛЗ-17У. Применяются для ручной электродуговой сварки нержавеющих сталей, которые работают в средах, где используется фосфорная или серная кислота. Варить можно в любых положениях, кроме вертикального сверху вниз. Ток – постоянный, полярность – обратная. Сварочный процесс этим электродом требователен к чистоте сварных кромок






Особое внимание свариванию деталей большой толщины, где необходимо проводить двустороннюю разделку сварных кромок. ЭА
У этой марки достаточно широкий модельный ряд
Но практически все они рекомендованы для проведения сварки ответственных конструкций, которые собираются из легированных сталей высокой прочности. После использования электродов по нержавейке этой маркировки обработка шва не требуется. Сваривание необходимо проводить короткой дугой.
Большой популярностью среди профессионалов пользуются электроды для сварки нержавеющей стали от шведской компании ESAB.
- ОК 61.30 – универсальная модель, в которой углерод содержится в небольших количествах. Легкий поджиг (даже повторный), шов получается ровным, шлак отделяется от металла легко. Обмазка – рудно-кислая. Можно варить переменным током или постоянным (полярность – прямая). Пространственное положение электрода – любое, кроме сверху вниз.
- ОК 61.35 используется для сваривания ответственных конструкций, которые будут эксплуатироваться при перепаде температур от -196С до +400С. Часто его применяют для сварки трубопроводов разного назначения. Обмазка – основная. Ток – постоянный, полярность – прямая.
- ОК 67.45. Электрод двойного назначения. То есть, может использоваться для соединения нержавеющих сталей и применяться в процессе наплавки металлов с ограниченной свариваемостью. Проходит в качестве первого слоя, далее на полученный шов наплавляются металлы износостойкого типа. Шов из такого электрода прекрасно переносит трение и высокие температуры, легко поддается обработке.
- ОК 63.30 – это электрод общетехнического назначения, то есть универсальный. Используется для сварки почти всех марок нержавеющих сталей.
Как выбрать электроды для сварки
Какие выбрать электроды по алюминию для инверторной сварки, а что лучше для работы с нержавейкой? От правильного ответа на этот вопрос зависит не только качество шва, но и надёжность, долговечность создаваемой металлоконструкции
При выборе стоит обратить внимание на маркировку, учесть толщину, состав обмазки и рекомендации пользователей
Электроды для нержавейки
Подбирать расходники стоит с учётом используемой технологии. Прочный шов при аргонной сварке можно сформировать с помощью вольфрамового электрода. При применении ММА рекомендуется устанавливать электроды с рутилово-кислым покрытием. Состав обмазки позволяет создать среду, которая обеспечивает формирование шва со свойствами, не уступающими по характеристикам нержавейки. Состав стержня и металла должен иметь аналогичные параметры.
Электроды для алюминия
Металл отличается низкой температурой плавления, но на его поверхности формируется тугоплавкая оксидная плёнка. Для работы необходимо использовать электроды для сварки алюминия с обмазкой, которая содержит вещества, удаляющие слой с высокой температурой плавления. Это соединения фтора, хлора, которые образуют флюс, расплавляющий плёнку оксида алюминия. Сердечник должен иметь в составе легирующие компоненты – марганец, кремний, магний. Эти элементы улучшают качество шва, повышают его термостойкость.
Лучшие результаты достигаются, если варить алюминий в инертной атмосфере. Для аргонодуговой сварки применяют неплавящиеся изделия из вольфрама с добавкой иттрия или тория.
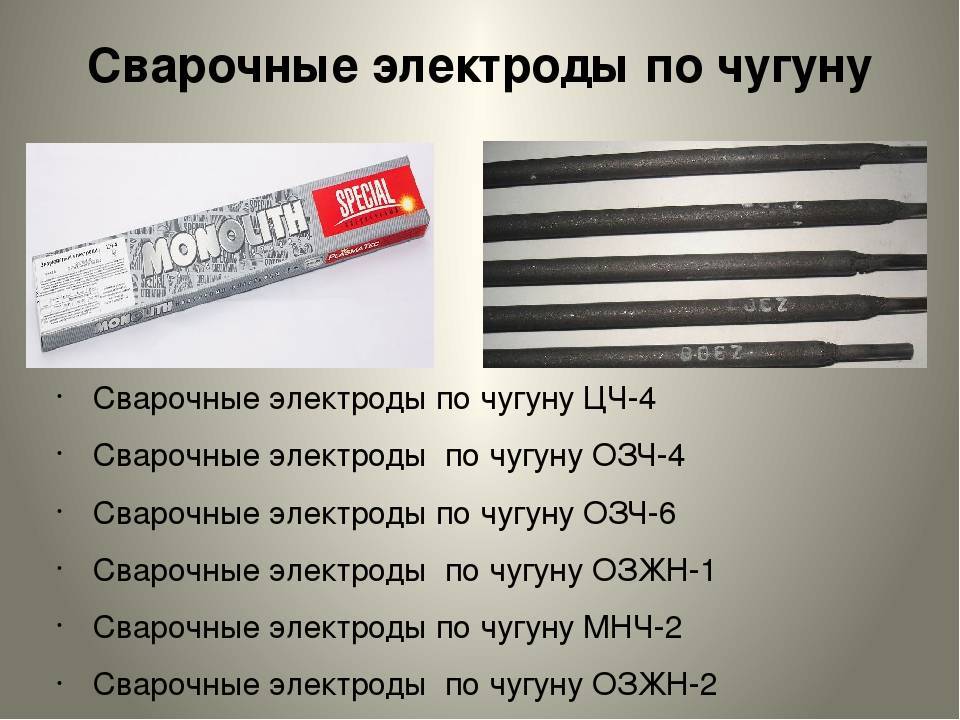
Электроды для чугуна
Для работы с хрупким металлом редко используют угольные, графитовые или вольфрамовые стержни по причине их высокой стоимости. Для выполнения задач лучше применять специальные электроды для сварки чугуна на основе меди, никеля или сплавов на основе этих двух металлов. Лучшие результаты у расходников с кислым покрытием, которые создают оптимальную атмосферу для создания прочного шва. Металл пористый, поэтому рекомендуется выбрать стержни с хорошей производительностью наплавки.
Электроды для труб, швеллеров и тонкого металла
При работе с трубами учитывается не только толщина стенок, но и особенности выполнения поставленных задач. Важную роль играет пространственное положение. Лучшие результаты дают расходники с рутиловым покрытием, которыми можно варить в любом положении. Плавление выполняется только снаружи. Получить в этих условиях аккуратный корневой вал без дефектов помогут LB электроды.
Швеллера применяют для усиления конструкций, которые находятся под высокой нагрузкой. Особенностью проката является повышенная толщина металла, которая у боковых кромок может достигать 13 мм при стенках 4,5 мм. Необходимо использовать расходники, которые справятся с толстой сталью и окисленными поверхностями, так как на балках часто есть слой ржавчины. Изделия должны работать в любом пространственном положении, так как часто возникает необходимость в вертикальных соединениях.
При плавлении тонкого металла важную роль приобретает диаметр электрода. Толстые стержни создают большое сопротивление и при маленьких токах. По этой причине стоит выбрать расходники 1,5-2 мм в диаметре.
Электроды для новичков
В процессе плавления не все марки изделий ведут себя одинаково. Разбрызгивание, плохая видимость ванны, задымление, нестабильная дуга могут стать причиной проблем для начинающих
Какие электроды лучше для сварки использовать новичкам? Стоит обратить внимание на то, какие марки формируют аккуратный стык, легко отлетающий шлак. Самыми простыми в работе являются рутиловые модели, в ассортименте которых легко выбрать марку с низкой ценой и высокими сварочными характеристиками
Основные параметры
Первые электроды в сварочных работах были угольные и применялись для соединения металлических кромок, но вскоре, в конце девятнадцатого века, русский изобретатель Н.Г. Славянов предложил заменить угольный неплавящийся электрод на плавящийся и выполненный из металла, похожего по своему составу на свариваемый металл. В 1904 году шведский учёный, занимающийся сваркой в области судостроения, открыл способ сварки с помощью стержней с обмазкой. В течение полувека обмазки сердечников совершенствовались и изменялись: асбест с силикатом натрия, бумажное покрытие, полевой шпат, мел, мрамор, сода. Благодаря многочисленным экспериментам выявили основные компоненты, которые должны были входить в состав покрытия стержня. Это вещества и элементы, способные оттеснять воздух из сварочной зоны, улучшающие структуру обрабатываемого шва и предотвращающие взаимодействие расплавленного металла с газовой фазой.
К основным характеристикам электродов, прежде всего, относится материал, из которого выполнен стержень. Для качественного итогового результата работ необходимо, чтобы состав металла стержня был максимально схожим с составом свариваемого металла.
Тип обмазки
По типу обмазки (покрытия) электроды подразделяются на четыре основных типа.
- В составе основной обмазки(«Б») содержится карбонаты магния и кальция. Благодаря низкому содержанию водорода такие электроды обеспечивают получение очень качественного пластичного шва с превосходной ударной вязкостью. Показатель ударной вязкости показывает количество энергии, нужной для повреждения металла. Сердечники с основной обмазкой пользуются спросом у опытных сварщиков, которые применяют их при работе с ответственными конструкциями или с изделиями, которые будут подвергаться перепадам температур.
- При сварке электродами с данным покрытием выделяется много шлака. Не менее распространён рутиловый тип покрытия («Р»), который подходит даже новичкам в области сварочных работ. В основе покрытия диоксид титана, кислород и кремний. К главным преимуществам этого покрытия относятся лёгкий поджиг, практически отсутствие брызг, стабильное горение и лёгкое отделение корки шлака. Зачастую стержни с рутиловым покрытием применяют для сварки низкоуглеродистой стали.
- Кислое покрытие («А») применяется для сварки деталей со ржавчиной. Оно предотвращает образование в металле воздушных каналов. Такая обмазка включает в себя железо, марганец и кремний. Для вертикальных работ обычно применяют электроды с целлюлозной обмазкой («Ц»), в состав которого входит непосредственно целлюлоза, органические смолы и ферросплавы. В процессе такой сварки выделяется очень малое количество шлаковых и газовых выделений.
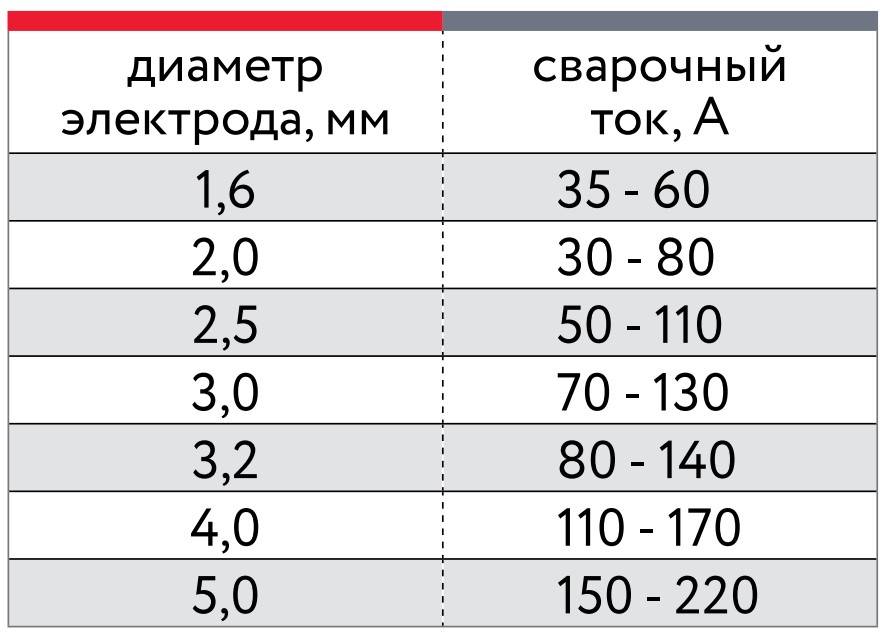
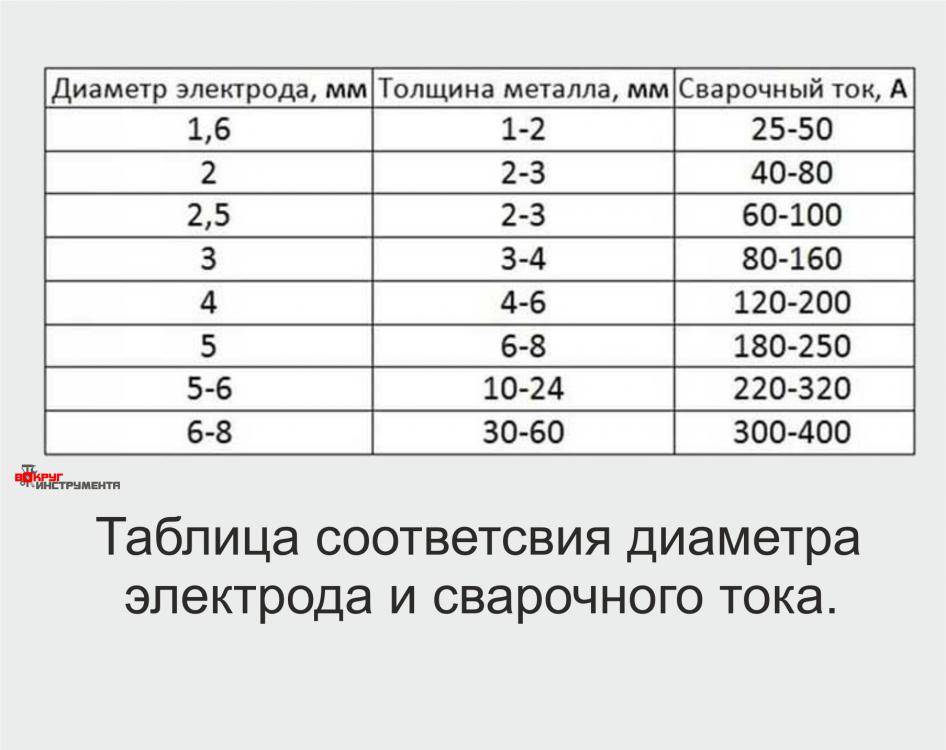
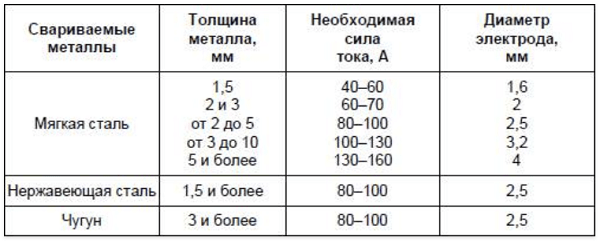
Толщина металла
Следующий критерий, на который необходимо обратить внимание, – это толщина металла, который вы собираетесь сваривать. Для достижения достойного результата нужно придерживаться правила: чем толще металл, тем больше должно быть значение диаметра сердечника
Немаловажным моментом является тип рабочего тока. Электроды с рутиловой обмазкой можно использовать и при непрерывном, и при переменном токе, а стержни с основным покрытием используются только при работах с постоянным током.
Обязательно смотрите на срок годности товара, качество покрытия (оно ни в коем случае не должно легко отходить от сердечника и крошиться), на равномерность покрытия стержня. Ведь от этих параметров зависит не только качество итоговой работы, но и безопасность в процессе её выполнения.
Типы электродов и их применение
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и для наплавочных работ), технологическим особенностям (для сварки в различных пространственных положениях, для сварки с глубоким проплавлением и для ванной сварки), виду и толщине покрытия, химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла шва и способу нанесения покрытия (опрессовкой или окунанием ).
Основными требованиями для всех типов электродов являются:
- обеспечение стабильного горения дуги и хорошего формирования шва;
- получение металла сварного шва заданного химического состава;
- спокойное и равномерное расплавление электродного стержня и покрытия;
- минимальное разбрызгивание электродного металла и высокая производительность сварки;
- легкая отделимость шлака и достаточная прочность покрытий;
- сохранение физико-химических и технологических свойств электродов в течение определенного промежутка времени;
- минимальная токсичность при изготовлении и при сварке.
Все электроды для ручной сварки можно разделить на следующие группы:
- «В» — для сварки высоколегированных сталей с особыми свойствами – 49 типов;
- «Л» — для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа – пять типов (Э70, Э85, Э100, Э125, Э150);
- «Т» — для сварки легированных теплоустойчивых сталей – девять типов;
- «У» — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву;
- «Н» — для наплавки поверхностных слоев с особыми свойствами — 44 типа.
Цифры в обозначениях электродов для сварки конструкционных сталей означают гарантируемый предел прочности металла шва.
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытиями.
По виду покрытия электроды подразделяются: с кислым покрытием — А; с основным покрытием — Б; с целлюлозным покрытием — Ц; с рутиловым покрытием — Р; с покрытием смешанного вида — с двойным обозначением; с прочими видами покрытий — П.
Выпускаемые промышленным способом электроды в зависимости от допустимого пространственного положения сварки могут делиться на четыре группы:
- электроды, которыми можно варить во всех положениях шва — 1;
- электроды, предназначенные для всех положений, кроме вертикального сверху вниз — 2;
- для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
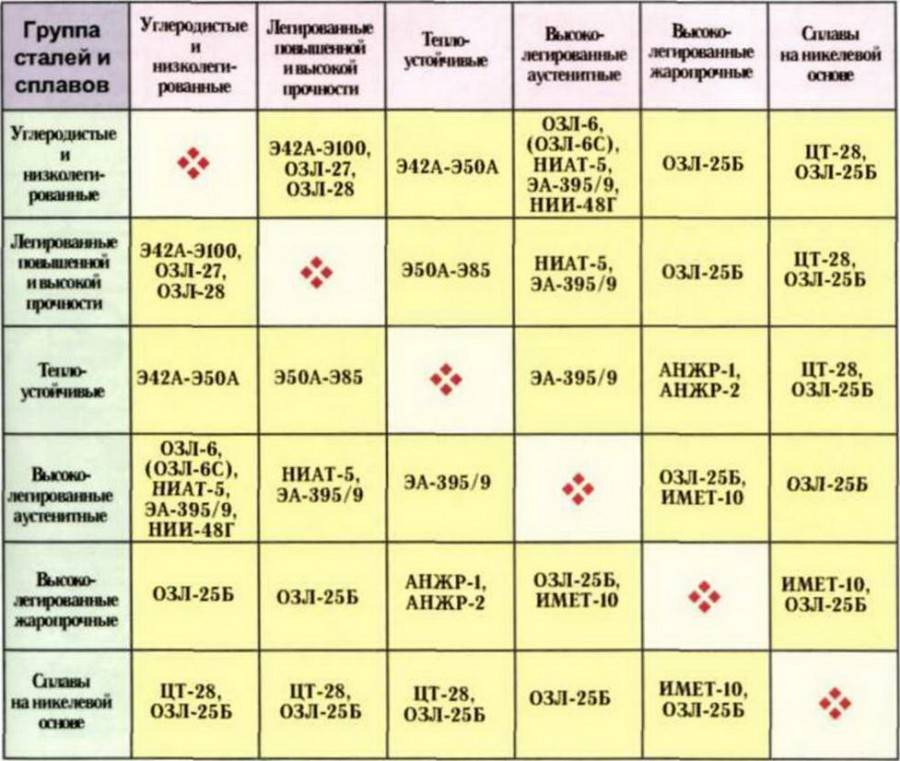
Электроды обозначаются буквой «Э», а затем следуют цифры, указывающие прочностные характеристики наплавленного металла. Например, обозначение Э-42 указывает, что электроды этого типа обеспечивают минимальное временное сопротивление 420 МПа. Если в обозначении после цифр стоит буква «А», то это означает, что этот тип электрода обеспечивает более высокие пластические свойства наплавленного металла. Электроды различают по маркам, которые указаны в их паспорте. Одному и тому же типу электродов может соответствовать несколько марок. К примеру, электродам типа Э-46 соответствуют марки АНО-4, МР-3 и некоторые другие; для электродов типа Э-42 соответствуют марки УОНИ-13/45 и СМ-11. Область применения некоторых типов электродов можно определить по таблице.








Типы электродов и их применение
| Тип электрода | Относительное удлинение, % | Назначение |
| Э70 Э85 Э100 Э125 Э150 | 14 12 10 8 6 | Сварка легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением 600 МПа |
| Э55 ЭбО | 20 18 | Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением 500-600 МПа |
| Э38 Э42 Э46 Э50 | 14 18 18 16 | Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением до 500 МПа |
| Э42А Э46А Э50А | 22 22 20 | Сварка углеродистых и низколегированных инструкционных сталей с повышенными требоваиями к пластической ударной вязкости |
Примечание: Для электродов типа Э70, Э85, Э100, Э150 механические свойства указаны после термообработки.
Перед сваркой необходимо ознакомиться с надписью на этикетке пачки. К примеру, если на упаковочной пачке стоит условное обозначение:
Э42 – УОНИ- 134/45 – УД
Е432(5) – Б1 = ОП то это означает:
- Э42А — тип электрода с прочностной 420 Мпа; УОНИ — 13/45 — марка электрода;
- 3 — диаметр электрода = 3 мм:
- У — назначение электрода для сварки углеродистых и низкоуглеродистых сталей;
- Д — электрод с толстым покрытием;
- Е432(5) — группа индексов, указывающих характеристики наплавленного металла;
- Б — вид покрытия;
- 1 — для всех пространственных положений;
- = ОП — постоянный ток обратной полярности.
Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие. Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
ОЗЛ-14
Изделия, разработанные компанией “СпецЭлектрод”, предназначены для сварки деталей из хромо-никелевых сталей 08Х18Н10 или 08Х18Н10Т и аналогов. Сформированные швы не отличаются высокой устойчивостью к межкристаллитной коррозии, спецификация допускает использование для сварки переменного и постоянного тока. На внешней поверхности элементов нанесено рутиловое покрытие, предохраняющее расплавленный металл от воздействия атмосферных газов.
Производители выпускают стержни диаметром 3 или 4 мм, которые имеют длину 340 и 360 мм соответственно. Допустимый сварочный ток не превышает 90 А для 3 мм и 140 А для 4 мм изделий. Для удаления следов влаги из внешнего слоя флюса требуется прогрев в печи до температуры 200°С на протяжении 1 часа. Если стержни хранились в сухом помещении (в соответствии с рекомендациями изготовителя), то прокаливание перед применением не требуется.

ЦТ-50
Электроды предназначены для сварки переменным или постоянным током с обратной полярностью, внешняя часть покрыта рутиловым защитным слоем. Применяются для сварки высоколегированных нержавеющих сталей с увеличенной устойчивостью к воздействию кислот и соединений на основе фтора. Допускается сварка в горизонтальном или вертикальном направлениях (кроме движения сверху вниз из-за риска получения неоднородного шва). Перед началом работы рекомендуется прокаливание элементов в печи при температуре 350°С на протяжении 90 минут.
Электроды рассчитаны на промышленное применение, для сварки в бытовых или гаражных условиях не используются.
ОЗЛ-14А
Разработанные компанией “СпецЭлектрод” изделия ОЗЛ-14А рассчитаны на использование постоянного тока обратной полярности, но допускается применение переменного тока. Стержни применяются при сварке сталей 08Х18Н10Т, 06Х18Н11 и аналогов. Полученный шов отличается повышенной устойчивостью к возникновению межкристаллитной коррозии при нормальной температуре или при критическом прогреве. Сварка производится в горизонтальном и вертикальном положениях без ограничений по направлению движения электрода.
Рекомендуем к прочтению Какие электроды по алюминию выбирать
Стержни имеют диаметр от 3 до 5 мм при длине от 300 до 350 мм, допустимый ток от 40 А до 170 А (указывается на картонной упаковке, зависит от размеров изделия). Швы, выполненные с помощью электродов ОЗЛ-14А, не разрушаются при нагреве конструкции из нержавеющей стали до температуры 650°С. Перед сваркой рекомендуется прокалить стержни на протяжении 60 минут при нагреве до 320°С.

АНВ-36
Электроды марки АНВ-36 предназначены для сварки устойчивых к коррозии аустенитных сталей, которые эксплуатируются в среде без агрессивных веществ при температуре до 500°С. Швы отличаются повышенной хладостойкостью. В сплаве содержится до 20% хрома и до 12% никеля, присутствует молибден (до 3%) и вводится ниобий (от 0,7 до 1,3%). Допускается сварка в вертикальном направлении при любом направлении движения электрода.
Детали из нержавейки проходят предварительную механическую обработку, позволяющую зачистить сопрягаемые кромки. Для удаления следов влаги из обмазки необходимо прогреть стержни в электрической печи на протяжении 60 минут при нагреве до 200°С. Выпускаются электроды диаметром 3 или 4 мм (длина 300 и 400 мм).
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойкихкоррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
ЦЛ-11
Изделия предназначены для ручной сварки аустенитных сталей, используемых в агрессивной среде с температурой нагрева до 450°С. Элементы могут использоваться в сварочных аппаратах с постоянным и переменным током. Для обеспечения качества шва необходимо прокаливание электродов на протяжении 1 часа при температуре от 350 до 370°С (для удаления повышенной влажности). В состав стержня входят молибден, хром, никель, ниобий и тантал, диаметр элемента с учетом слоя флюса составляет 3 мм.





НЖ-13
Электроды, поставляемые под маркировкой НЖ-13, применяются при изготовлении емкостей для хранения или перевозки пищевых продуктов. В состав стержня входит хром и никель, предусмотрено введение молибдена. Перед началом работ производится прокалка элементов при температуре до 360°С. Промышленность поставляет электроды диаметром от 2,5 до 5,0 мм, которые рассчитаны на рабочий ток от 40 до 180 А. Допускается сварка в любом пространственном положении, шов сохраняет прочность при прогреве до 350°С без риска начала межкристаллитной коррозии.
ОЗЛ-17У
Расходные материалы стандарта ОЗЛ-17У предназначены для соединения листов стали 06ХН28МДТ и 03ХН28МДТ, имеющих толщину до 12 мм. При повышенной толщине необходима двойная разделка кромок. Полученные конструкции могут использоваться в агрессивных кислотных средах с примесью реагентов с содержанием фтора. Допускается сварка в вертикальном и горизонтальном положениях без риска нарушения равномерности шва, электроды разработаны специалистами московской компании “СпецЭлектрод”.
Элементы могут использоваться при изготовлении особо ответственных конструкций, образующиеся в теле шва кратеры удаляются шлифованием. Производители выпускают детали диаметром 3 и 4 мм, которые рассчитаны на максимальный ток до 130 и 160 А соответственно.
ЗИО-8
Электроды предназначены для соединения деталей, изготовленных из жаропрочных сталей 20Х23Н13 или 20Х23Н18 и аналогов. Допускается сварка легированных аустенитных сталей марок 08Х18Н10Т или 12Х18Н10Т и их аналогов. Электроды могут применяться для выполнения вертикальных или потолочных швов, расплавленный металл не вытекает из рабочей зоны. Производители предлагают элементы диаметром 3, 4 и 5 мм, которые поставляются в бумажной упаковке. Перед началом работ необходима прокалка деталей в печах на протяжении 1 часа при нагреве до 330°С.
Полученные швы отличаются повышенной жаростойкостью и не подвержены межкристаллитной коррозии. В наплавляемом металле присутствует ферритная фаза (до 5% от общего объема). В состав сплава входят хром (до 23,9%), никель (до 12,6%) и марганец. Содержание вредных примесей (фосфора и серы) снижено до 0,020%. При сварке следует учитывать высокий процент выброса материала, для получения 1 кг наплавленного металла необходимо 1,6 кг электродов марки ЗИО-8.
Выводы
Чтобы решить неслабую техническую задачу – качественно сварить металл, который по определению плохо варится, нужно выбрать правильную технологию, а если точнее – правильные электроды. У нас их огромный выбор – на любой вкус и цвет. Но мы точно знаем, что варим и зачем варим, поэтому будем выбирать с умом и грамотным расчетом.
Даже дома можно варить высококачественные стали – это всего лишь сварка нержавейки инвертором. Главное – помнить общие принципы, контролировать температурный режим и иметь твердую руку.
Желаем интересных задач, качественного металла и правильных людей рядом.
P.S. А в паспорт любого электрода все-таки заглядываем… И читаем. На всякий случай.