Пояснения к работе аппарата
Хорошо знакомые с электроникой специалисты сразу заметят, что рассмотренный принцип преобразования используется в блоках питания большинства современных электронных приборов (в компьютерах, холодильниках, телевизорах и так далее).
 Основная особенность электросхем (схемных решений) инверторов – это увеличение частоты переменного сигнала за счёт его преобразования (инвертирования).
Основная особенность электросхем (схемных решений) инверторов – это увеличение частоты переменного сигнала за счёт его преобразования (инвертирования).
Многим неспециалистам не вполне понятно, зачем нужно дважды преобразовывать один и тот же сигнал, сначала выпрямляя его, затем превращать в переменный, а после снова выпрямлять.
Дело в том, что размеры и вес основного узла любого сварочного аппарата – его трансформатора – определяются не только мощностью, но и частотой протекающего через обмотки тока. Чем выше рабочая частота – тем более лёгким и компактным получается сам трансформатор.
Поскольку типовая схема инверторных источников сварочного тока обеспечивает повышение частоты с 50 Герц до 60-80 килогерц –выигрыш в габаритах и весе может оказаться очень существенным.
В итоге получается очень лёгкий и компактный сварочный инвертор, при изготовлении которого расходуется минимум дорогих материалов (включая дефицитную медь).
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
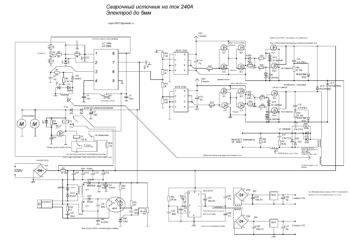 Схема инвертора для сварочных работ.
Схема инвертора для сварочных работ.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Чтобы более детально разобраться во всех нюансах принципиальной схемы сварочного инвертора, необходимо изучить все элементы по отдельности с их механизмом действия.
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Аппарат для сварки из мотора
Чтобы собрать простой агрегат из статора, выбирают электродвигатель, имеющий нужные параметры. Рекомендуется использовать мотор 2А мощностью 7-15 кВт с большим окном магнитопровода. Для изготовления аппарата выполняют следующие действия:
- Устанавливают статор на кирпичи. Внутрь укладывают дрова, поджигают их. Через несколько часов прожарки магнитопровод отделяется от корпуса. При необходимости кабели также удаляют после термической обработки.
- Полученную заготовку пропитывают масляным лаком, просушивают. Ускорить процесс помогает тепловая пушка. Лаковая пропитка препятствует рассыпанию конструкции после удаления стяжек, необходимого для повышения мощности трансформатора.
- Из картона делают 2 торцевые заготовки. Из этого же материала изготавливают 2 гильзы – внешнюю и внутреннюю.
- Устанавливают накладки на заготовку. Монтируют цилиндры, обматывают конструкцию стеклолентой. Покрывают деталь лаком, просушивают.
- Наматывают на полученный сердечник 20 витков медной жилы толщиной более 1,5 мм, подают напряжение в 12 В. Замеряют силу тока, она должна составлять около 2 А. При получении большего значения увеличивают число витков, и наоборот.
- Подсоединяют один конец вторичной намотки к диодному мосту. Так трансформатор можно будет использовать для запуска автомобиля вместо аккумулятора. Для сварки напряжение должно составлять 60-70 В. Аппарат будет совместим с электродами диаметром 3-5 мм.
- При наличии свободного места добавляют 4 витка медной шины. Так получают отличный агрегат для точечной сварки тонкого листового металла.
- Изготавливают корпус из пластика или текстолита. В местах соединения катушки с кожухом устанавливают резиновые прокладки.

Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.

Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.

Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.

Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.

Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.

Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.


Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.

Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа
Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Отличия схемотехнических решений разных видов инверторов
Инверторные аппараты кроме принципиальной электрической схемы обладают рядом преимуществ в конструктивной реализации, которые позволяют использовать функции форсированного розжига дуги. Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва. Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.
Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Важно при покупке сложной аппаратуры и комплектующих выбирать надёжных производителей и особое внимание уделять качеству баллонов с газом, редукторов, шлангов и еврорукавов
Процессы, протекающие в электрической схеме сварочного инвертора
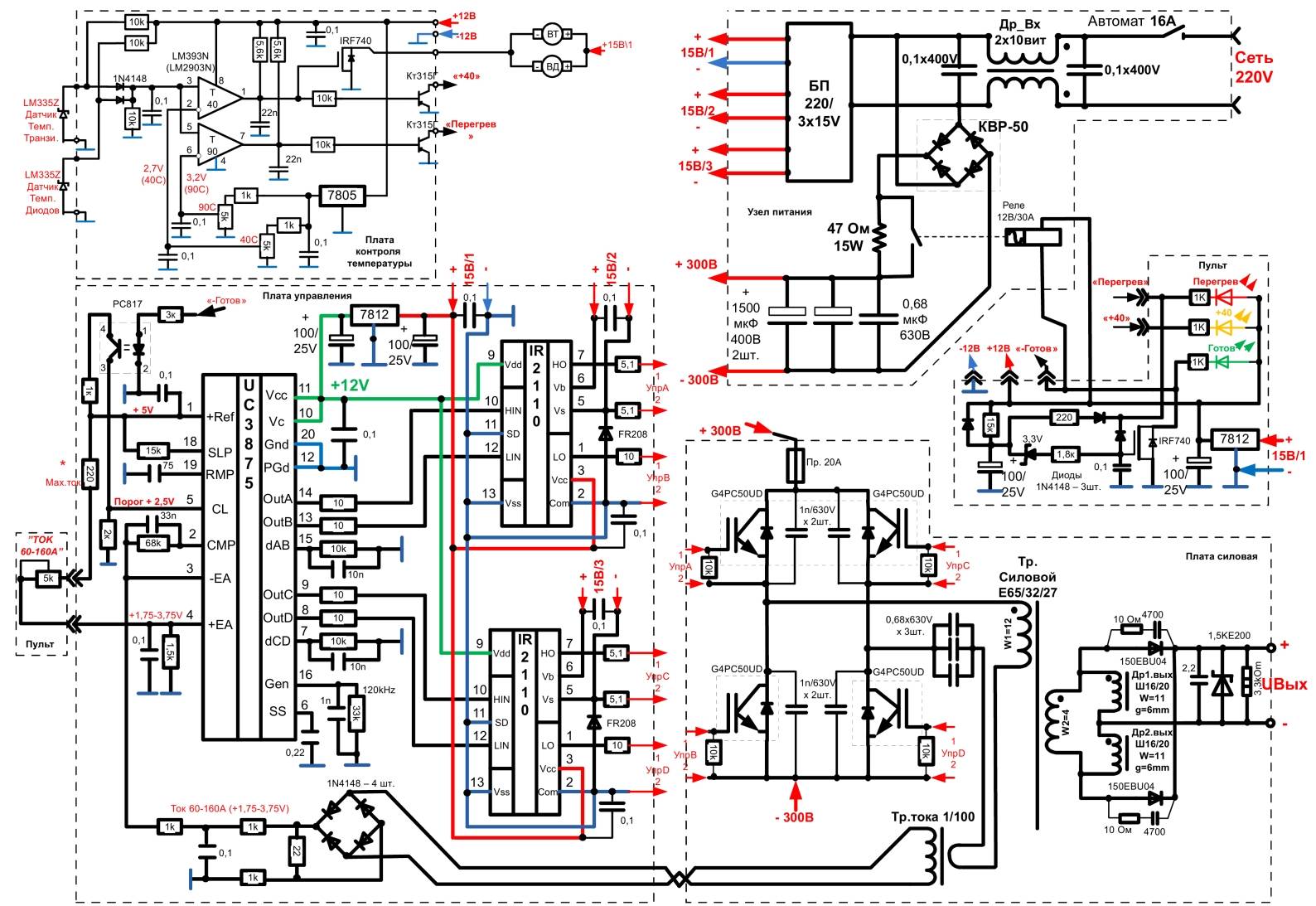
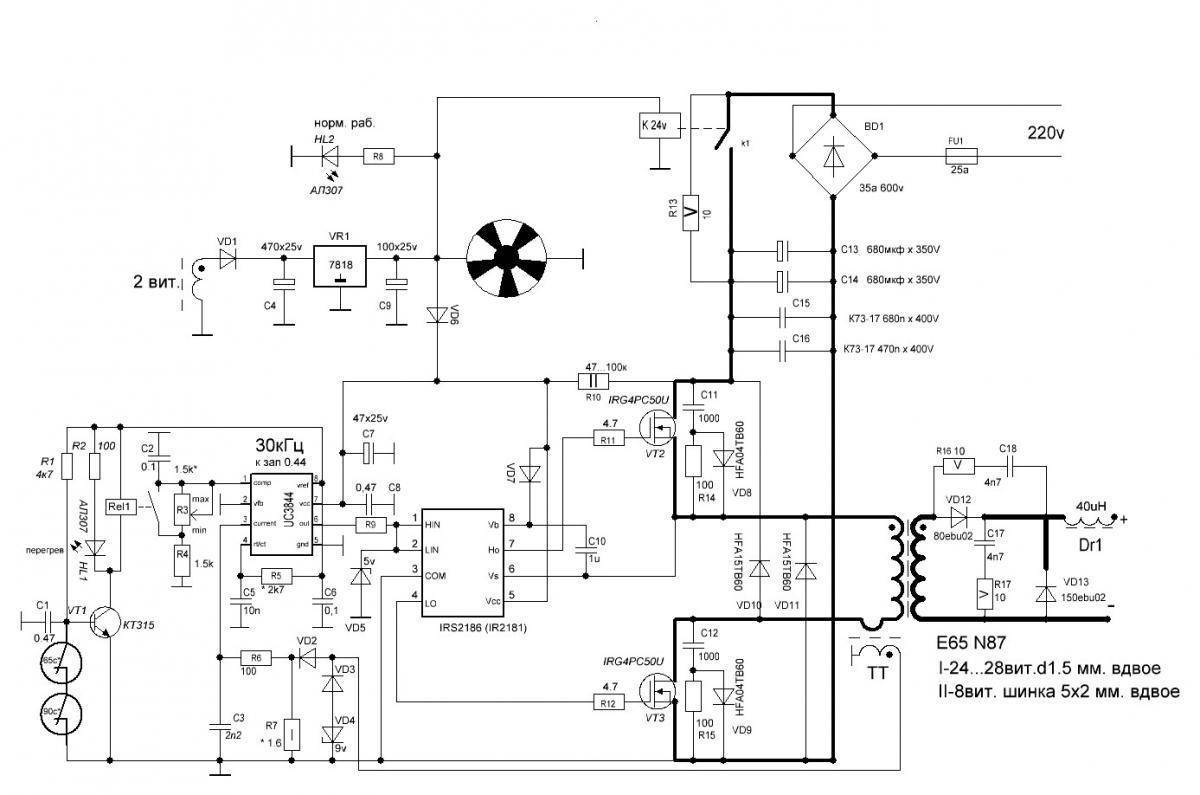
Схема сварочного аппарата инверторного типа позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
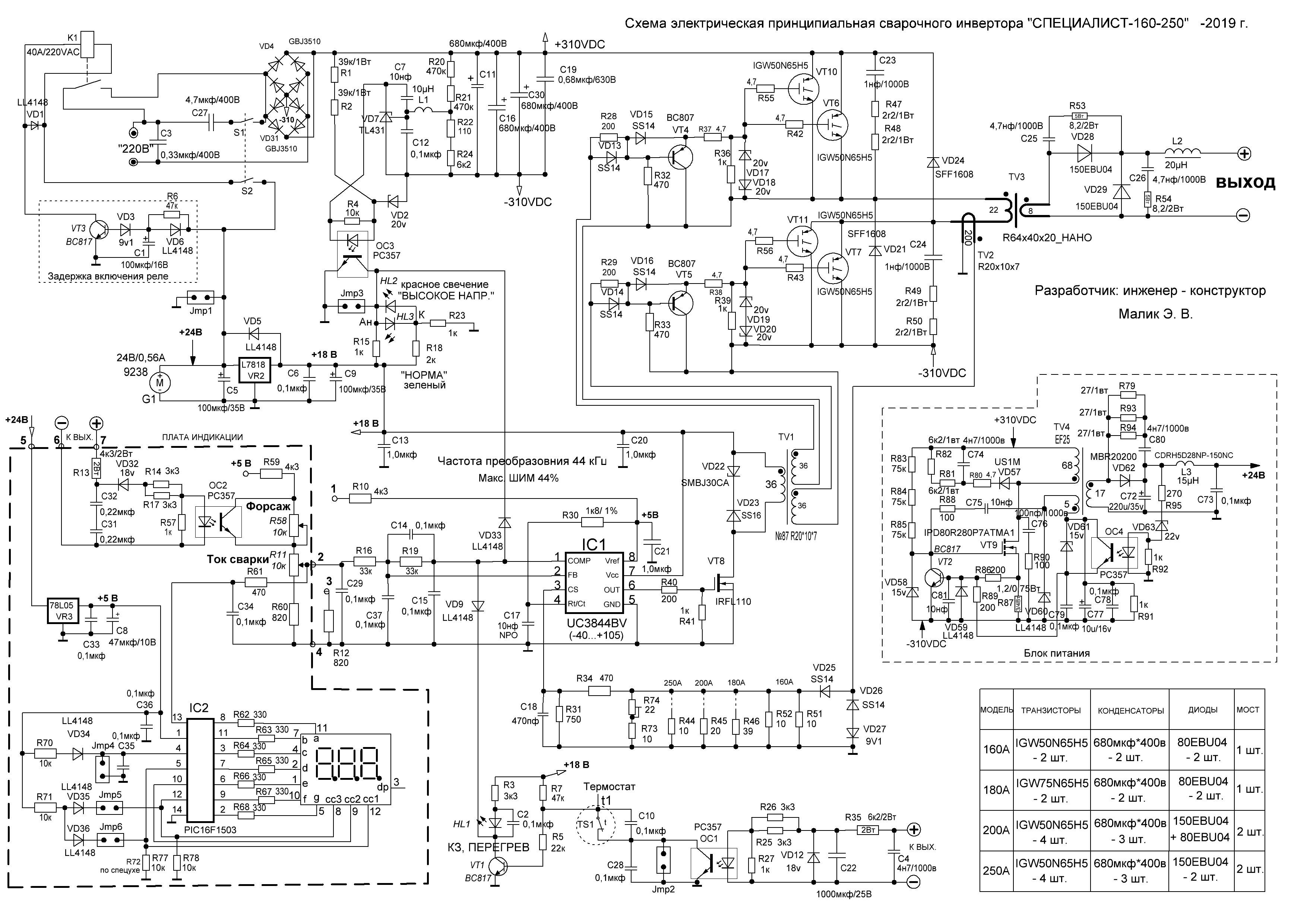
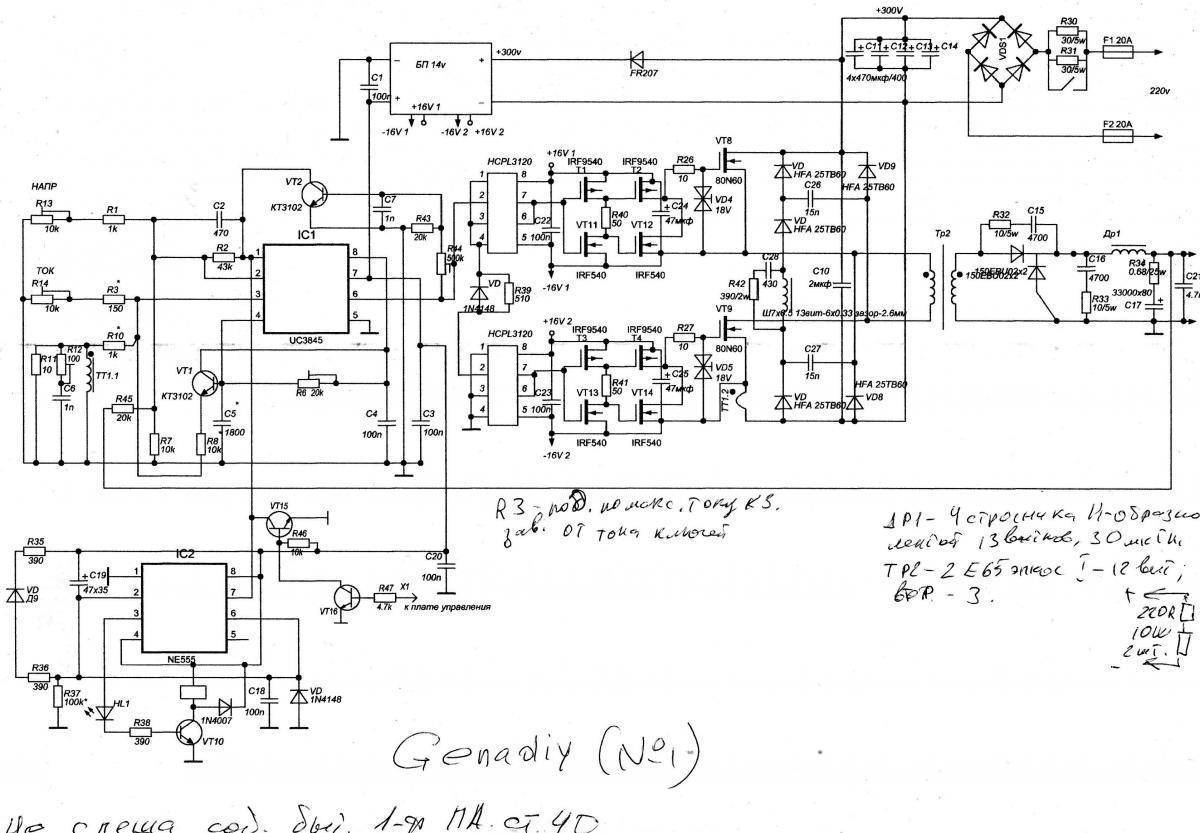
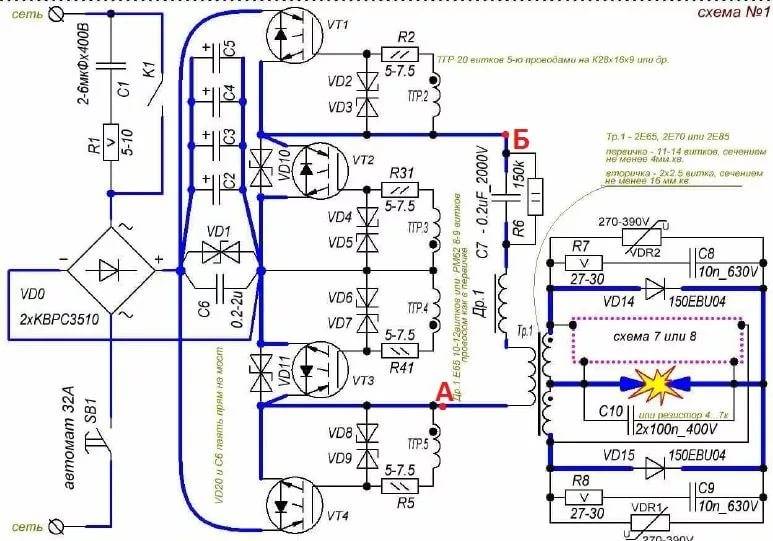
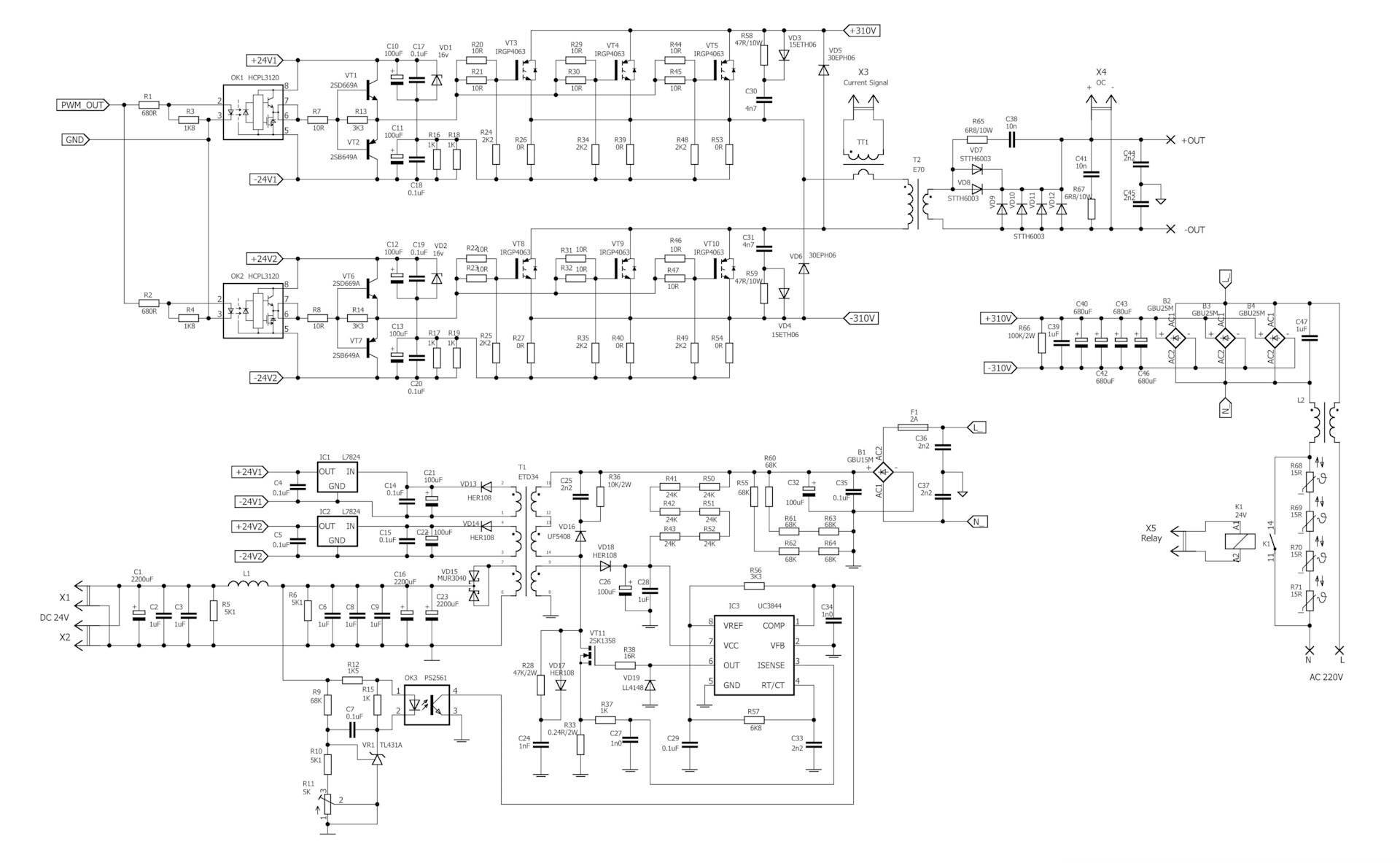
Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)
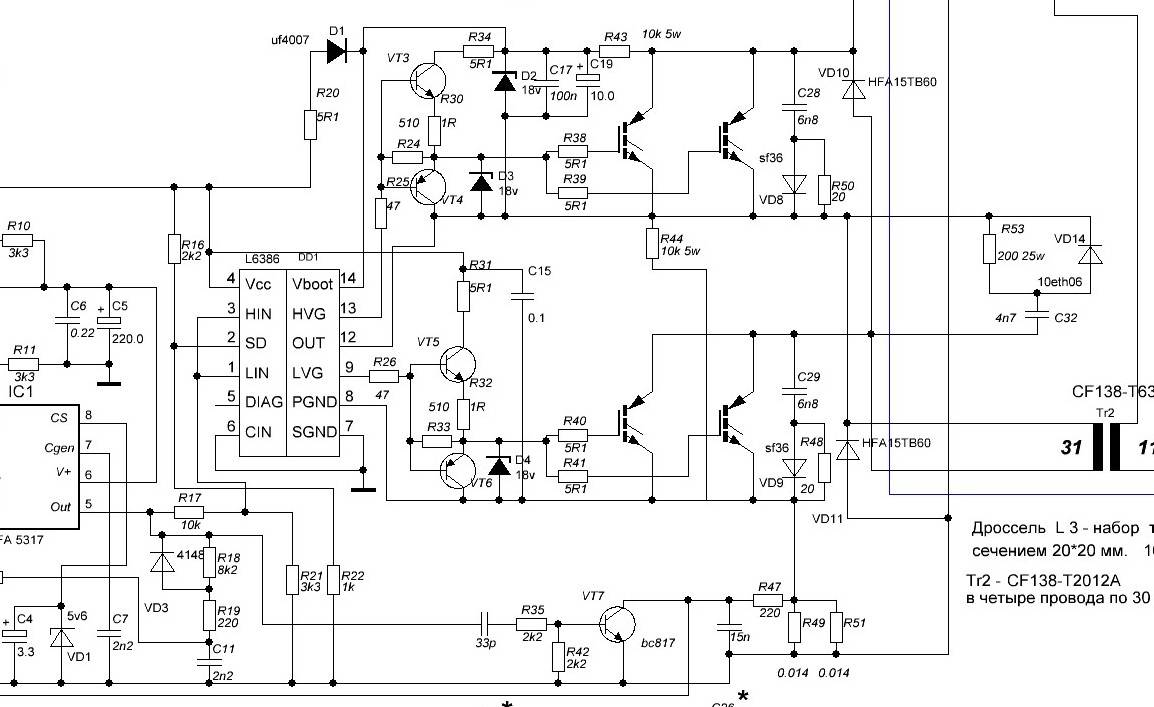
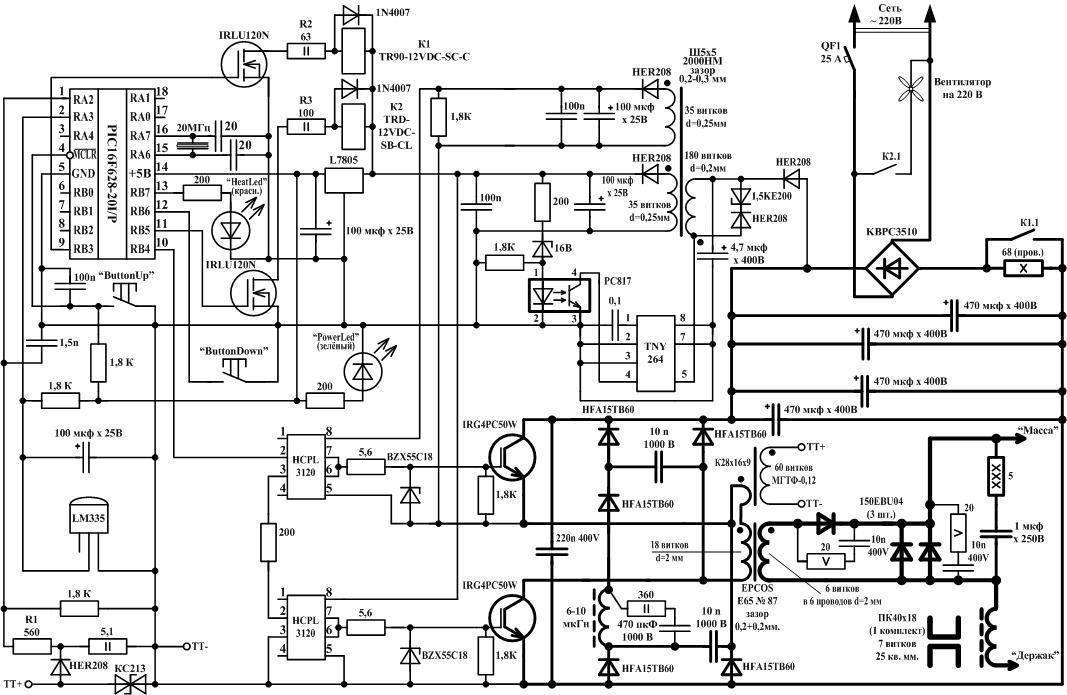
Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)
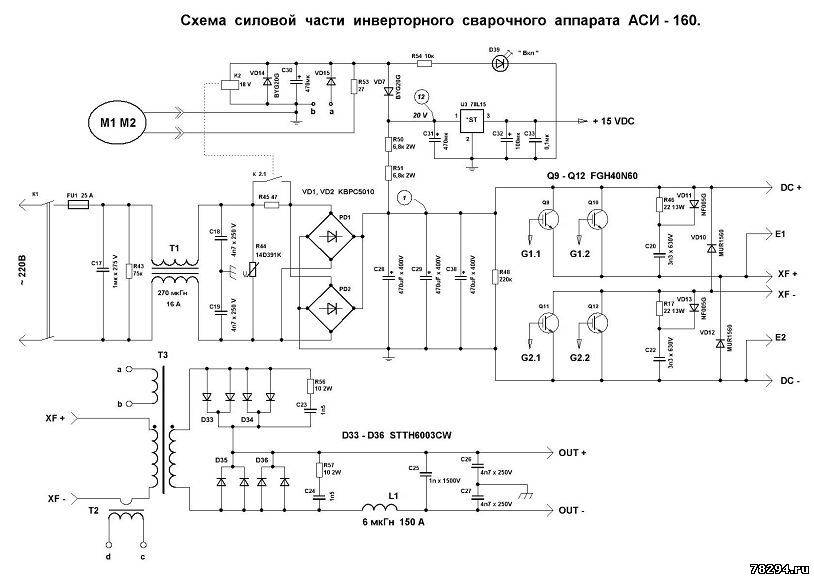
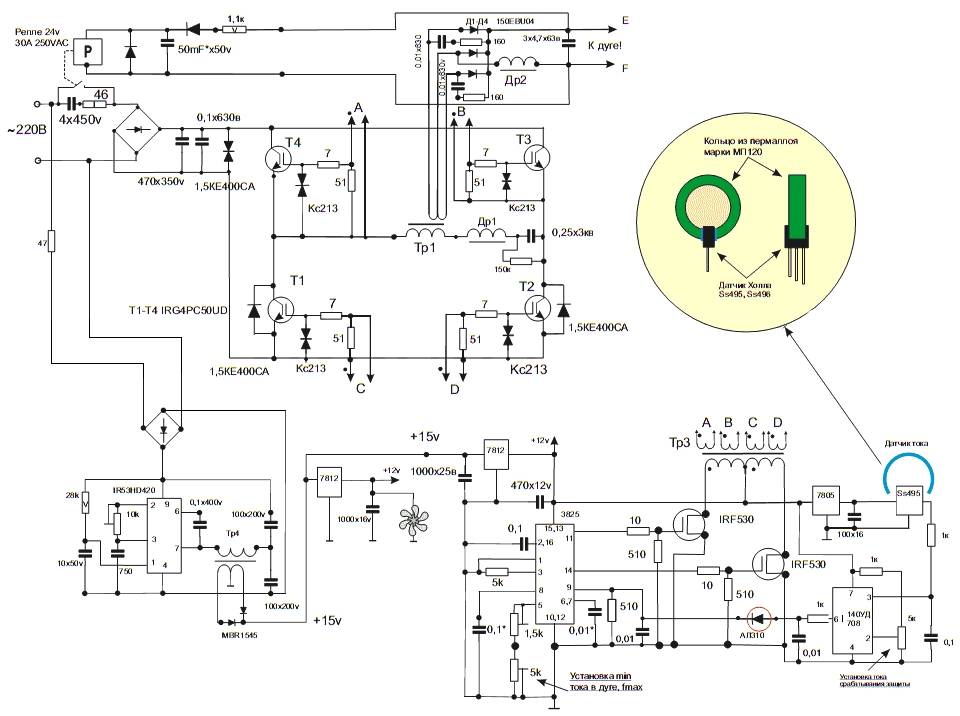
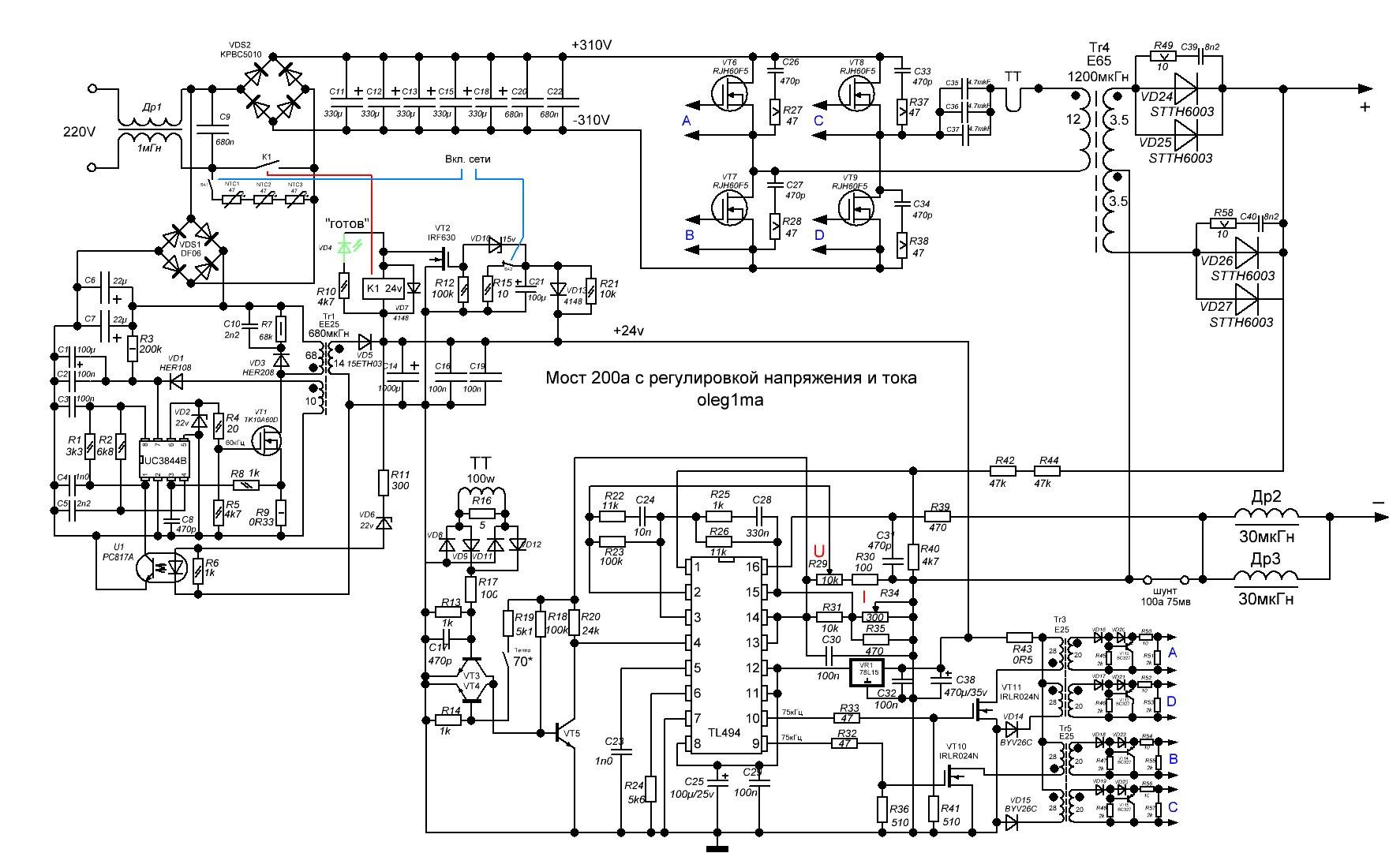
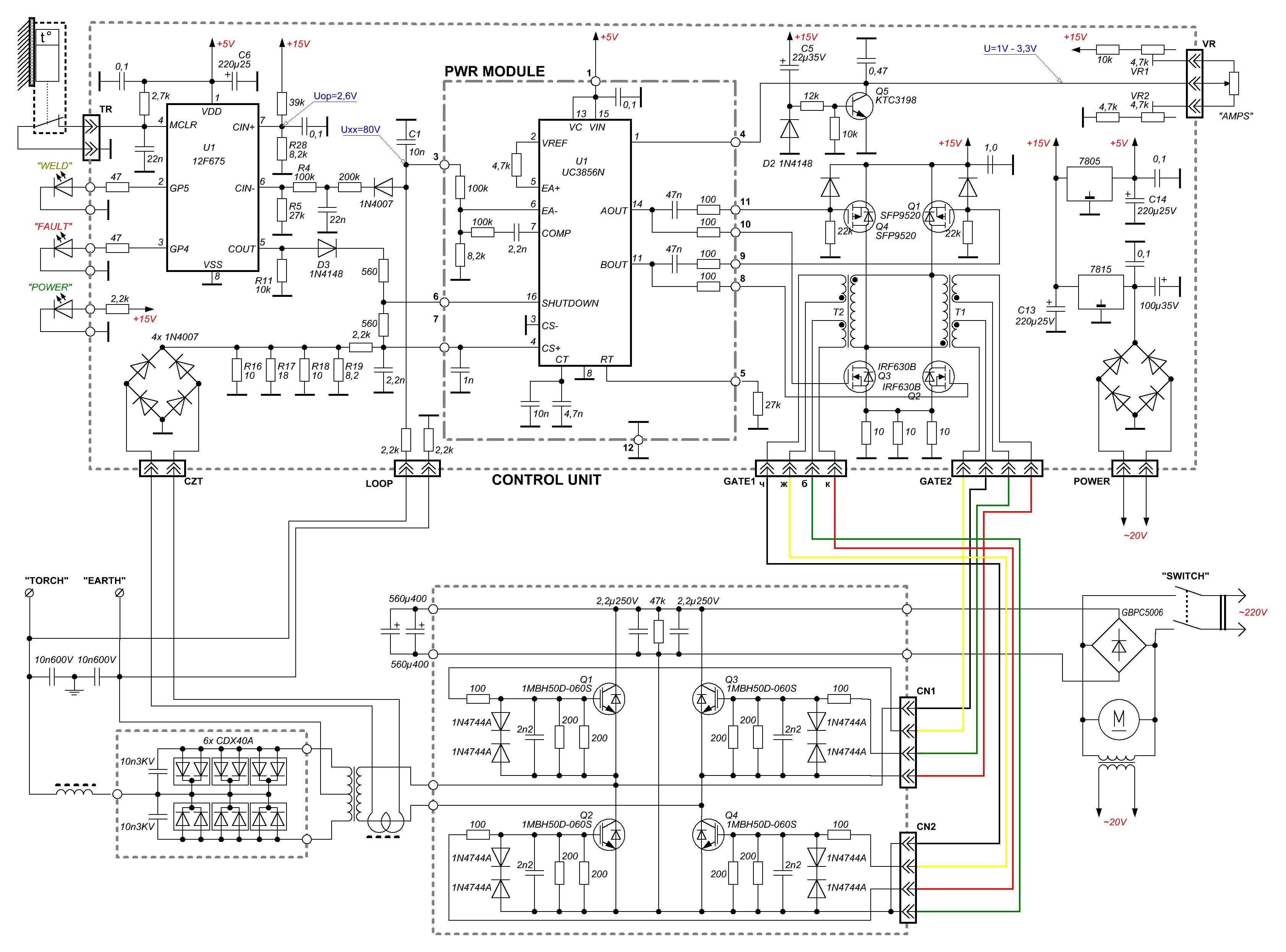
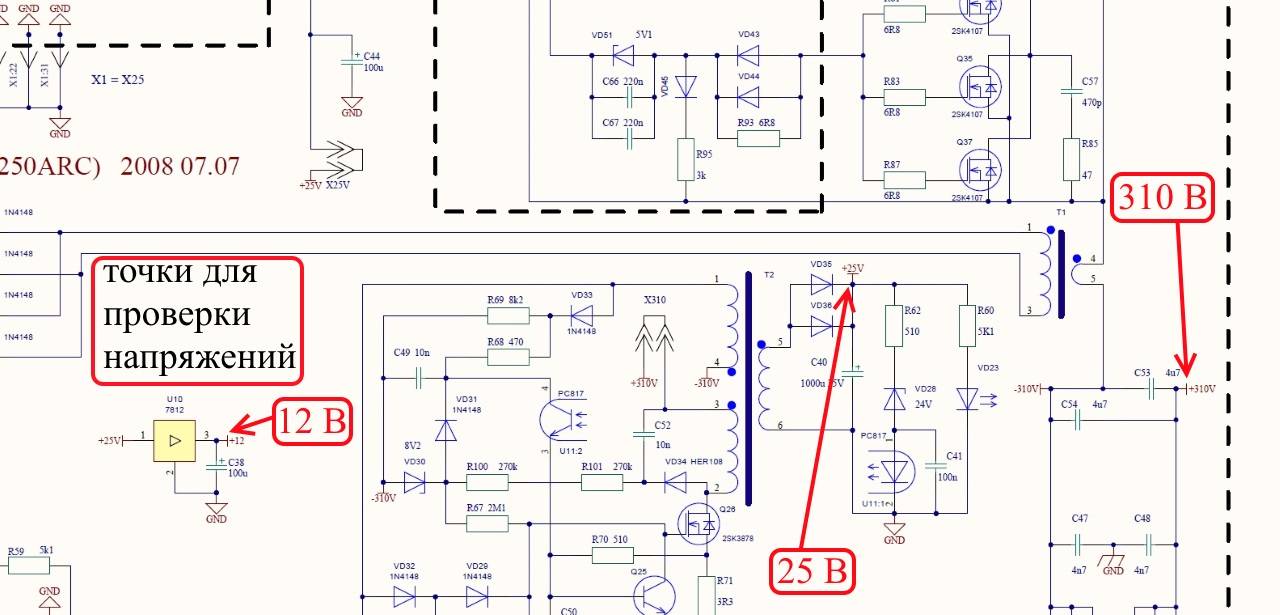
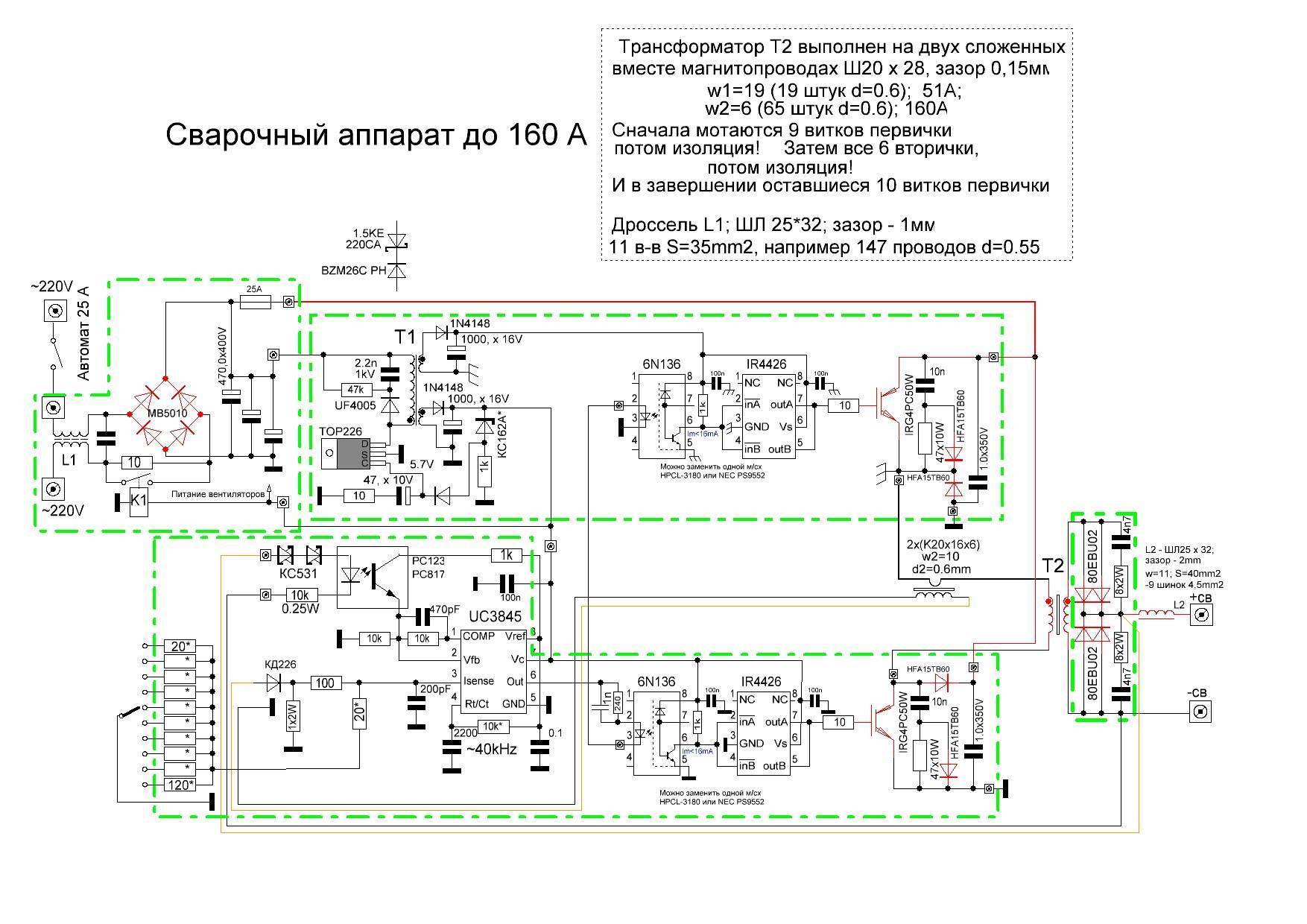
Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа
Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности. Компоненты сварочного инвертора на примере самодельного аппарата
Компоненты сварочного инвертора на примере самодельного аппарата
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.




Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.
Сам инвертор, который преобразует уже постоянный ток в переменный, но обладающий значительно более высокой частотой, собирается из транзисторов по схеме «косой мост». Частота переключения транзисторов, за счет которых и происходит формирование переменного тока, может составлять десятки или сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Для того чтобы получить с помощью инверторного аппарата постоянный ток, после понижающего трансформатора подключают мощный выпрямитель, также собранный на диодном мосту.
Транзисторы для силового модуля сварочного инвертора
Принципиальная схема сварочного аппарата
Электрическая цепь включает трансформатор на феррите. Для первичной обмотки используют 100 витков кабеля ПЭВ сечением 0,3 мм, вторичная состоит из провода толщиной 1 мм. Он наматывается 15 раз.
Верхний слой формируют из ПЭВ-кабеля сечением 0,35 мм. Обмотку создают по всей ширине каркаса, что помогает получить стабильное напряжение.
Другой важный элемент схемы — дроссель L2 — делается на сердечнике Ш20х28. Для обмотки используют феррит толщиной 2000 Нм. Зазор между витками составляет 0,5 мм. Силовой мост устанавливают на 2 радиатора, взятых из старого компьютера. В принципиальную схему инвертора включают 12-14 конденсаторов по 0,15 мкФ. Части моста соединяют короткими проводниками. Как должна выглядеть электрическая цепь, можно увидеть на фото.
Правила использования

Сварочное оборудование требует к себе ответственное отношение:
- Перед работой подготовьте рабочие место. Нормально когда много свободного пространства.
- Инвертор плохо реагирует на перепады температур, погодные условия.
- Избегайте пыли. Она очень хорошо проводит ток. На промышленных предприятиях есть сжатый воздух, которым можно продувать оборудование.
- Не перегревайте аппарат. Интенсивные электрические процессы, протекающие в схемах, приводят к большому их нагреву. Перегоревшая деталь – частая проблема поломки. В среднем, непрерывная работа длится 5-6 минут.
- Выбор проводов для кабелей зависит от толщины электрода. Для бытовых потребностей используйте диаметр 3мм. Сварка таким диаметром позволит использовать тонкие и легкие кабеля. Их длина не должна быть больше 1,5м.
- Перед работой проводится проверка всех соединений проводов, чтобы избежать нарушений с подачей тока.
- Присоедините плюс к металлу, минус на держателе. Включите аппарат в розетку и нажмите кнопку пуск на задней панели. Настройте сварочный ток. Его сила должна быть достаточной, чтобы расплавлять, но не пережигать металл.
- Работать требуется в специальной, негорящей одежде, в рукавицах и щитке.
Самодельный сварочный аппарат
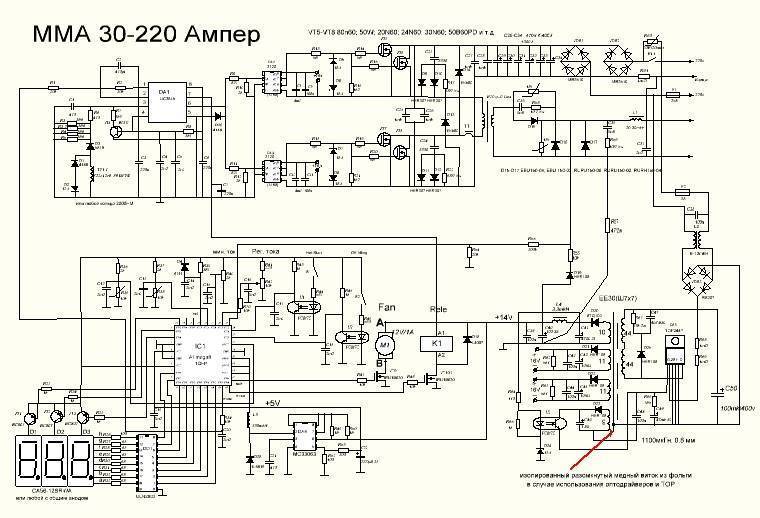
 Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
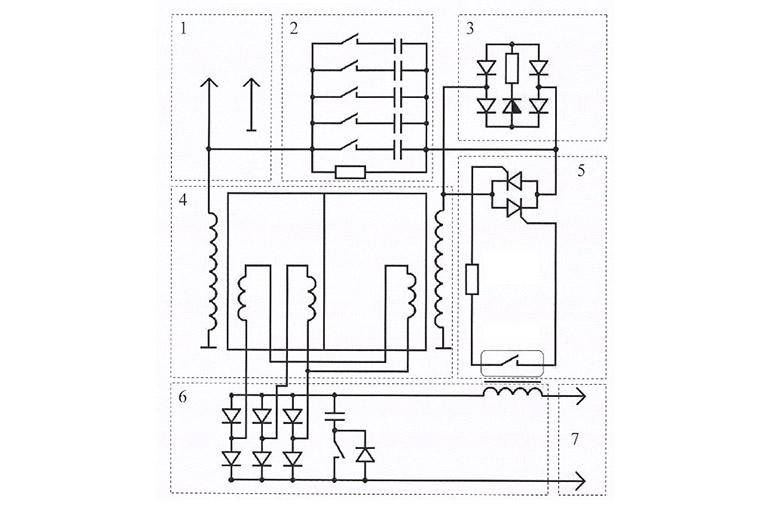
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
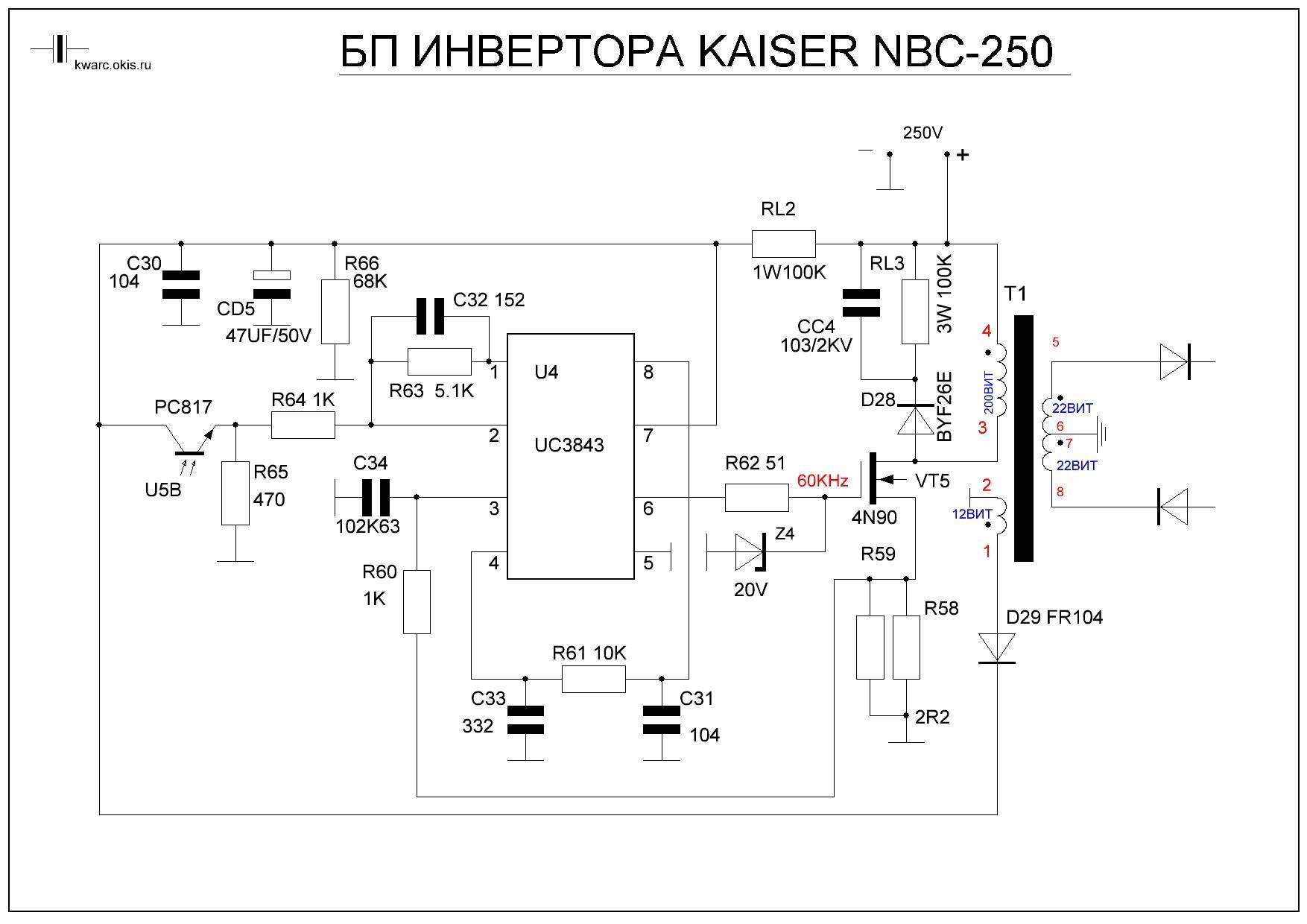
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
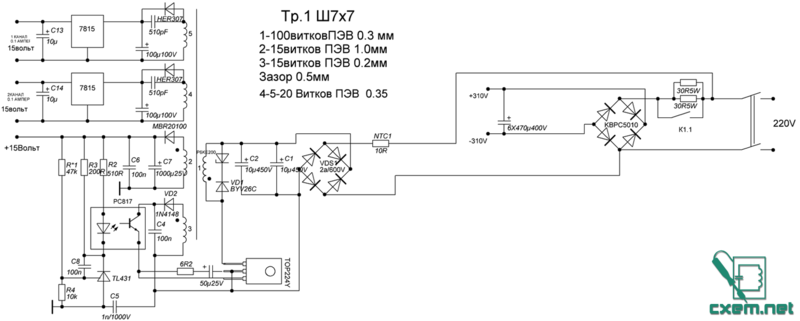
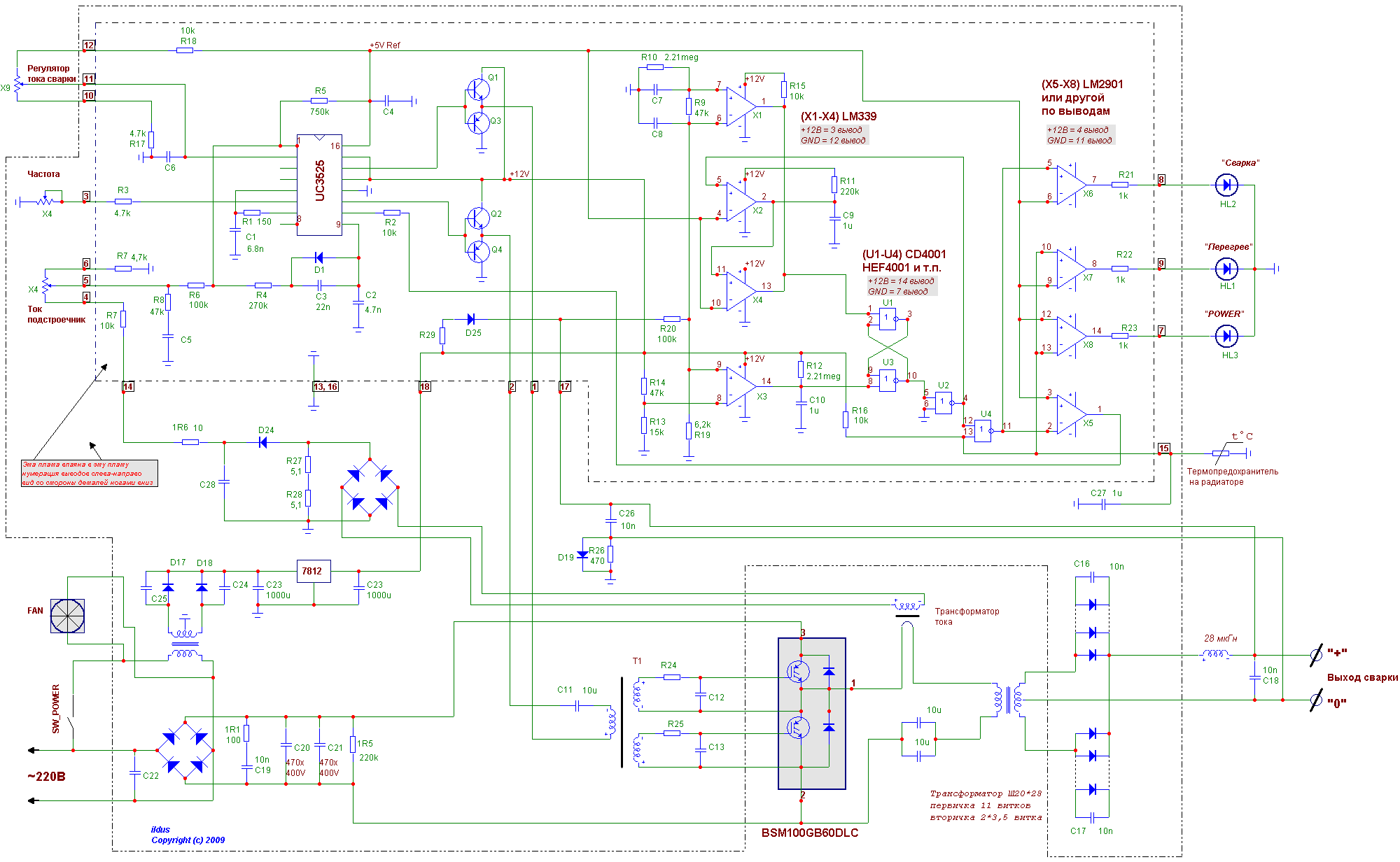
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
- Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
- С7: 1000мк 25 В.
- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Как проверить силовые ключи
Здесь установлены ключи IRG4PC50UD или его аналоги. Мультиметром в режиме проверки диодов нужно прозвонить ножки транзистора «E» и «C» в одну сторону они должны прозваниваться, а в другую сторону они не должны прозваниваться транзистор нужно разрядить (замкнуть все ножки). На ножках «G» и «E» сопротивление должно быть бесконечное, не зависимо от полярности.
Далее нужно подать на ножку «G»-«+» а на «E» «-» 12 вольт постоянного тока. и прозвонить ножки «C» и «E» они должны звониться. Далее нужно снять заряд с транзистора (замкнуть ножки). Ножки «C» и «E» должно быть сопротивление бесконечное. Если все эти условия соблюдаются то транзистор работает, и так нужно проверить все транзисторы.
Меры безопасности при ремонте, электробытовой аппаратуры.
Для то кого вида работы, в обязательном порядке должно иметься в наличии, головной бирет-шапочка, очки, перчатки, спец-одежда костюм. Это специальные атрибуты оберегут. Вас от каких либо частиц, металлической стружки, засохшего лака, растворителя, кусочками пластмассы, засохшей краски, и.т.д. Попадания в голову, глаза, лицо, кожу тела. При раскручивании различных типов бытовых, сварочных аппаратов, корпусов , плат, шасси, радиаторов, пластмассовых планок. Может отщепится любая частица и попасть в перечисленные выше строку. Ну и самое главное хорошее настроения, выдержку и желание, заниматься таким видом работы.
В сервисных мастерских, или домашних условиях у Вас должны в наличии иметься все не обходимые, инструменты и приборы, набор отверток различных конфигураций, кусачки, круглогубцы, спец зажимы, пинцет и.т.д. Паяльная станция и паяльный фен, не обходимый инструмент для работы, так как в сегодняшних устройствах, большинство электрических плат, собраны на SMD деталях, где простым паяльником их не атпояиш, изо слишком маленького размера.
Мультиметр тоже очень нужный прибор, для этих целей, измерять напряжение, сопротивления, проверять транзисторы, диоды, конденсаторы, светодиоды, трансформаторы, переключатели. Осциллограф так же важный прибор, при ремонте бытовой техники, с этим прибором можно добиться, хороших характеристик и параметров, в бытовой и сварочной техники. Настольная лупа это, очень нужный и важный инструмент для токих целей работы. Сегодняшние производители выпускают, очень маленькие компоненты радиодеталей, что без этого инструмента не обойтись. читать далее
«>
Блок питания ИИСТ
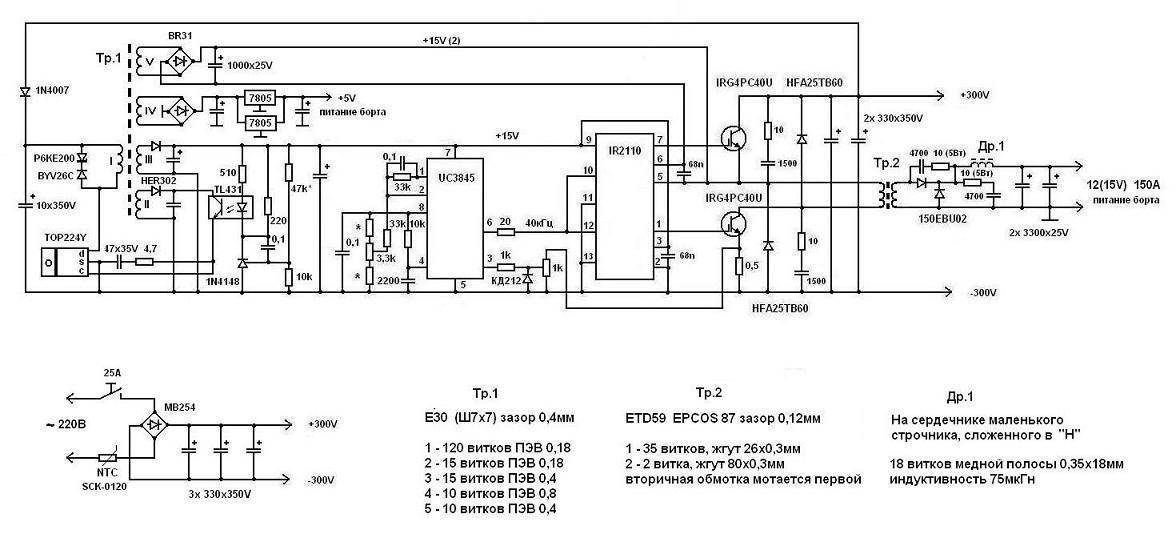
Напряжения, необходимые для питания ШИМ-контроллера, драйверов IGBT и блока БТК, получаются с помощью маломощного блока питания (БП) А3, показанного на рис. 6. Блок А3 представляет собой обратноходовой преобразователь с управляющей микросхемой CS3842. Микросхема DA2 используется в типовом включении с внутренней ООС по току ключа VT1. ООС по напряжению также организована традиционным способом с помощью DA1 и DA5: стабилизируется напряжение канала +15 В как самого нагруженного. БП имеет три гальванически развязанных выхода: +15 В/1,5 А и два канала по +24 В/0,1 А. Трансформатор Т1 выполнен на сердечнике EPCOS ETD29/16/10 В66358 N27, который собран с зазором между боковыми кернами 0,08 мм. Индуктивность намагничивания первичной обмотки равна 1400 мкГн, индуктивность рассеивания наиболее нагруженной обмотки w3, приведенная к первичной обмотке w1, составляет 30 мкГн. Рабочая частота преобразователя 60 кГц. Блок питания запускается при напряжении на входе (соединитель Х5) +150 В и сохраняет свои параметры до величины выпрямленного сетевого напряжения +70 В.
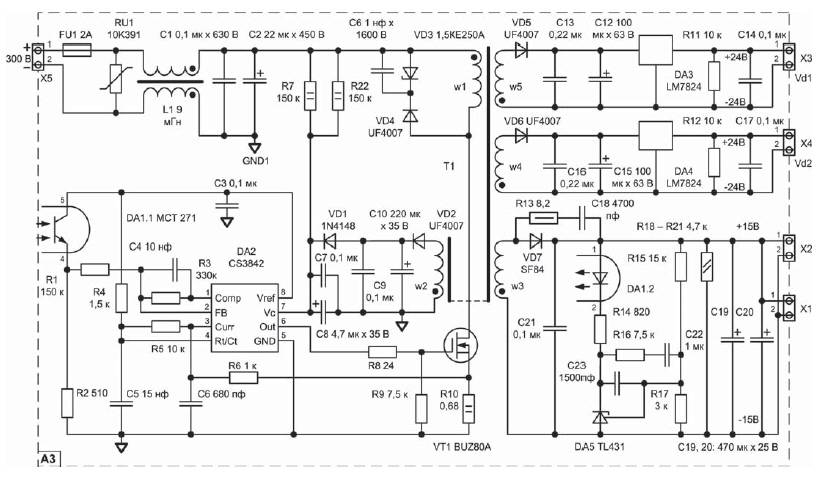
Рис. 6. Блок питания инвертора


На рис. 7 приведены характерные осциллограммы тока и напряжения силового транзистора VT1 на холостом ходу. В начале рабочего полупериода хорошо виден импульс тока перезарядки конденсатора С3 демпфирующей цепи и далее — ток намагничивания первичной обмотки Т2.
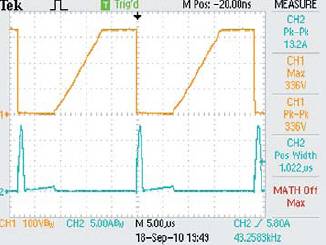
Рис. 7. Ток (CH2) и напряжение (CH1) силового транзистора VT1 блока А2 на холостом ходу
На рис. 8 показан импульс тока коллектора VT1 при токе нагрузки 150 А, напряжение коллекторэмиттер и кривая мгновенной мощности потерь, рассеиваемая транзистором. Виден «мягкий» характер включения VT1 благодаря наличию индуктивности рассеивания трансформатора Т2. Выключение происходит более «жестко», но с допустимым уровнем пиковой мощности.

Рис. 8. Ток (CH2), напряжение (CH1) и мгновенная мощность (MATH) транзистора VT1 блока А2 при токе нагрузки 150 А
Осциллограмма на рис. 9 представляет собой импульсы тока, потребляемого инвертором от питающей сети 220 В/50 Гц при токе нагрузки 150 А (резистивная нагрузка сопротивлением 0,12 Ом). Форма импульсов тока на рис. 9 характерна для выпрямителя с емкостным фильтром и является следствием низкого коэффициента мощности ИИСТ.

Рис. 9. Форма тока, потребляемого ИИСТ от сети 220 В/ 50 Гц при токе нагрузки 150 А
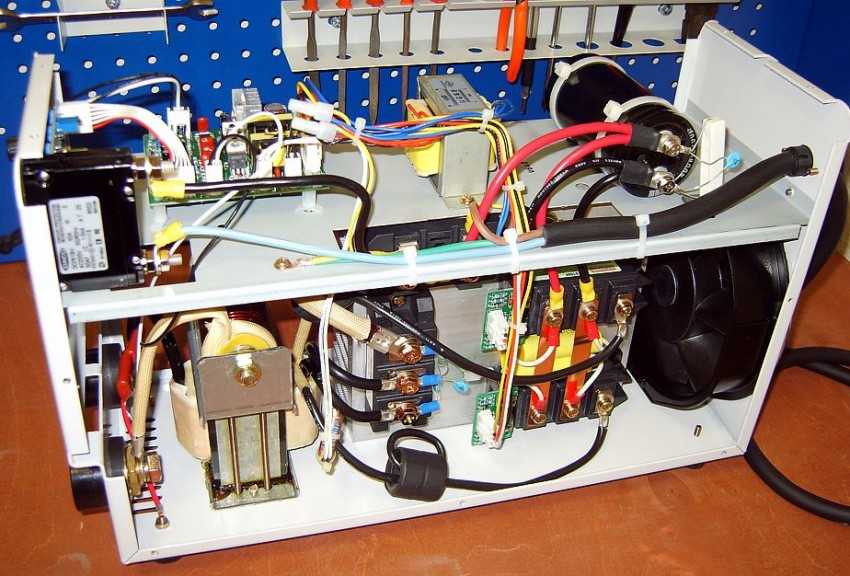
Конструктивно представленный ИИСТ выполнен в металлическом корпусе из двух П-образных частей, одна из которых является несущим основанием, а вторая — съемным кожухом. Несущая часть, в которой установлены все элементы инвертора, разделена на два отсека горизонтальной перегородкой. В нижней части, охлаждаемой вентиляторами, размещены радиаторы силовых ключей, силовой трансформатор, выходной дроссель, конденсаторы входного фильтра, датчик тока CS1 и плата БУТ блока А1. Остальная слаботочная часть ИИСТ размещена в верхней части корпуса и не подвержена загрязнению в результате работы вентиляторов. Внешний вид ИИСТ показан на рис. 10 и 11.

Рис. 10. Вид спереди

Рис. 11. Вид сзади