

Различия MMA, MIG/MAG и TIG сварки: преимущества и недостатки
Сварка — это сложный технологический процесс получения неразъемных соединений металлических деталей. Сварка поперечного сечения достигается путем нагрева и пластической деформации соединяемых кромок металлических деталей. Наиболее распространенными сварочными процессами являются MMA, MIG/MAG и TIG. Эта статья о том, что означают эти два термина и в чем их различия.
Вам необходимо знать, как латинские аббревиатуры обозначают определенные виды основных технологий сварки.
Три аббревиатуры:
Ручная дуговая сварка металлов ARC (MMA) означает, что ручная сварка выполняется отдельными электродами. В Российской Федерации этот процесс называется ручной дуговой сваркой (MAG),
Инертный металл/активный газ (MIG/MAG). Рабочий процесс осуществляется за счет расплавленного конца движущегося металлического троса, окруженного специальным газом. В России этот процесс называется полуавтоматической дуговой сваркой,
вольфрама в инертном газе (TIG). TIG-сварка выполняется высокоплавким электродом в виде вольфрамового стержня в потоке инертного защитного газа.

Особенности технологии
Чтобы сформировать шов заданных характеристик, рекомендую изначально правильно подобрать режим сварки ММА – это значение силы тока и напряжения. От них будет зависеть интенсивность, температура и плотность горения дуги.
Для розжига дуги я советую использовать 2 способа:
- Постукивание.
- Чирканье – по аналогии со спичками.
Однако важно не только разжечь, но и правильно вести дугу. Для этого держите электрод от заготовки на расстоянии 2-3 мм и ведите его по заданной траектории одним из следующих вариантов:
- Небольшими кругами вокруг оси.
- В направлении места контакта деталей. Это позволяет задавать и контролировать необходимую скорость.
- Возвратно-поступательно по месту соединения.
- Путем колебаний – с одной детали на другую в направлении, перпендикулярном стыку. Дает возможность создать широкий шов.
Видео-обзор ручной дуговой сварки:
Плюсы и минусы полуавтоматической сварки
Преимущества сварки полуавтоматом очевидны, особенно высокая скорость, с которой выполняется сварка. Длина сварочной проволоки велика, и количество газа в баллоне также велико. Благодаря автоматической подаче проволоки к месту сварки значительно увеличивается скорость и объем сварочных работ.
Второе преимущество — очень чистая и гладкая сварка. Невозможно получить такой шов при ручной дуговой сварке, как и невозможно эффективно сварить очень тонкий металл. Полуавтоматическая сварка — лучший метод для сварки тонкостенных деталей толщиной до 0,5 мм.

Единственным недостатком полуавтоматической сварки является необходимость иметь в наличии защитный газ в баллоне. Само собой разумеется, что баллон необходимо наполнить и доставить к месту сварки, что не очень удобно и просто.
Более того, в некоторых местах нет возможности получить цилиндр. В этих случаях сварка выполняется с помощью полуавтоматического сварочного аппарата, который использует Провод с сердечником.
Применяемое оборудование
Что такое MIG сварка мы рассмотрели выше. По сути происходящих процессов этот вид технологии можно описать как особым образом организованное плавление металлов, дополненное наличием специального защитного состава (инертного газа). Во время этого процесса используется специальное оборудование, которое его поддерживает, оснащает механизмами для полноценного проведения сварки.

Сварка МИГ МАГ осуществляется с использованием любых полуавтоматических систем, включая сложное инверторное оборудование. Наилучшим и подходящим вариантом для данной технологии является сварочный инвертор типа миг. При помощи него можно производить сваривание сталей всех марок, а также он прекрасно работает с разных цветных металлов.
Оборудование для дуговой сварки в защитных газах содержит в составе следующие важные компоненты:
- Источник постоянного или переменного тока (импульсный инвертор или обычный преобразователь);
- Баллон с защитным газом. Этот элемент должен быть оснащен редуктором;
- Набор шлангов и кабелей, которые требуются для подачи газового состава;
- Горелки с механизмом продвижения плавильного прутка.
В качестве плавящегося электрода применяется специальная проволока из алюминиевой основы, стали или других материалов. Она намотана на барабан и подается в область сваривания автоматически. Скорость подачи пропорциональна ее диаметру и току сваривания.
Во время сварочного процесса сварщик заносит горелку в область сваривания и нажимает рукоятку. При появлении дуги электродвигатель подает проволоку к области шва, а газ под давлением производит обдувание сварочной ванны и предотвращает попадание атмосферных газов в раскаленный металл, которые могут вызвать его окисление.
При проведении ММА сварки используется инертный газ, который выполняет функции покрытия обычного электрода. Но во время данной технологии защитная атмосфера поддается извне в уже готовом состоянии, она не образуется при сжигании покровных материалов, которые находятся вокруг стального стержня.

Несмотря на то, что используемый сварочный аппарат – полуавтомат MIG обладает большими размерами и тяжелым весом, он имеет целый ряд положительных качеств:
- Во время сваривания не происходит выделение ядовитых компонентов;
- Устройство обеспечивает легкое разжигание и удерживание дуги;
- Имеют минимальный расход проволоки;
- При помощи данных аппаратов можно легко сваривать тонкие листы.
Обратите внимание! Сварка в среде защитных газов MIG/MAG может работать при постоянном токе с обратной или прямой полярностью. Иногда может применяться синусоидальный ток. Все зависит от особенностей свариваемого металла
Все зависит от особенностей свариваемого металла.
Второй вид полуавтоматической сварки – MAG (metal active gas welding), этот процесс производится в среде углекислого газа. Весь процесс имеет такой же принцип как сварка MIG, но в баллон закачан углекислый газ, который намного дешевле инертного газа.
Однако его применение обладает некоторыми ограничениями – при помощи него можно производить сваривание легированные и низколегированные стали. Но при этом технология MAG обладает простым проведением, имеет широкий набор функций, которые делают процесс легким и удобным.
Полуавтоматический сварочный аппарат MIG/ MAG может работать в двух режимах – с инертным и углекислым газом. Устройство обладает широкими возможностями регулировки, он позволяет работать со сварочной проволокой, которая имеет любой диаметр. Часто применяется присадочный материал с диаметром 0,5-4 мм, подбор зависит от показателя толщины материала и его качеств.










Сварка MAG
Режим MAG по технологии аналогичен варианту MIG. Он представляет собой сваривание с помощью плавления, используется атмосфера защитного газа. Такой подход помогает свести к минимуму химические реакции в металле при расплавлении.
Что необходимо
Чтобы выполнить работы с применением этого метода, нужны сварочный аппарат-полуавтомат, баллон с углекислым газом, дополнительные приспособления для соединения элементов. Выбирайте аппараты по маркам производителей с хорошей репутацией.
Нужна сварочная проволока
Подходит любой диаметр, но надо принимать во внимание толщину обрабатываемого материала и его свойства. Чаще других выбирают 0,5-4 мм
Плюсы и минусы
Преимущества MAG в сравнении с другими методами следующие:
- Высокая степень защиты расплавляемой стали за счет защитного газа.
- Возможность работы в любом положении.
- Образование ровного соединения без шлака.
- Высокая производительность.
Способ MAG надежен и удобен. При формировании сварного соединения возможна его правка.
Особенности сварки
С помощью MAG можно выполнять соединение только легированных и низколегированных видов стали. Формирование шва происходит в результате расплавления металла и проволоки. Форму сварного валика определяет рабочий, перенеся проволоку в сварочную ванну.
Виды сварки
С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
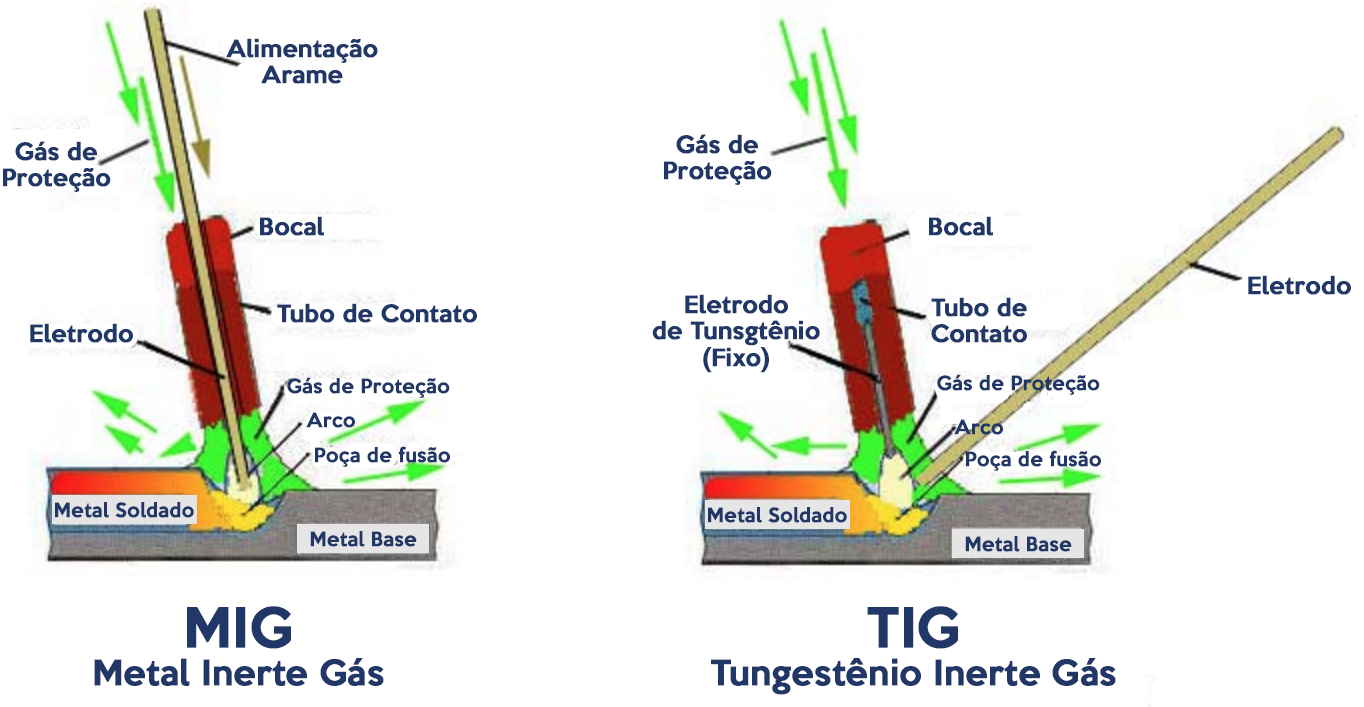
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети. Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
Режим сварки MIG и MAG
Иногда производители предусматривают возможность применения сварочных аппаратов для различных способов сварки. Для этого на панели управления предусматривают специальный переключатель режимов сварки MIG, MAG, TIG, MMA. Из текста выше мы уже понимаем, что включение режима сварки меняет вольт-амперную характеристику сварочного аппарата и иногда добавляет возможность корректировать какие-то дополнительные параметры. При этом, если у вас есть только источник питания, то для выполнения сварки в режиме MIG или MAG необходимо дополнительно приобретать подающий механизм, сварочную горелку, баллон с газом или сварочной смесью, редуктор или расходомер газа и не забудьте о сварной проволоке. Конечно, можно применять сварку порошковой проволокой без газа, но это очень вредно для здоровья.
При наличии всего необходимого оборудования после включения режима MIG или MAG необходимо учитывать следующие параметры:
- сварочный ток (или скорость подачи проволоки)
- напряжение дуги (или длина дуги)
- полярность тока сварки
- скорость сварки
- длина вылета проволоки
- наклон горелки
- положение при сварке
- диаметр проволоки
- вида защитного газа или сварочной смеси
- расход защитного газа или смеси
Полярность при сварке MIG и MAG
Полярность при сварке MIG и MAG существенным образом сказывается на характере протекания процесса, поэтому остановимся на этом пункте немного подробнее.
При использовании обратной полярности процесс характеризуется следующими особенностями:
- повышенный ввод тепла в изделие
- более глубокое проплавление
- меньшая эффективность плавления сварочной проволоки
- большой выбор реализуемых типов переноса металла, позволяющий выбрать оптимальный (с короткими замыканиями, крупнокапельный, мелкокапельный, струйный и т.д.)
В то время как на прямой полярности наблюдается:
- сниженный ввод тепла в изделие
- менее глубокое проплавление
- большая эффективность плавления сварочной проволоки
- характер переноса электродного металла крайне неблагоприятен (крупнокапельный с низкой регулярностью)
|
|
Качественный сравнительный анализ особенностей сварки MIG и MAG на обратной и на прямой полярности
Различия свойств дуги при прямой и обратной полярности связано с различием выделения тепла дуги на катоде и аноде при полуавтоматической сварке. Тепла на катоде выделяется больше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к MIG и MAG (как произведение падения напряжения в соответствующей области дуги на сварочный ток):
- в катодной области: 14 В ? 100 А = 1,4 кВт на длине ? 0,0001 мм
- в столбе дуги: 5 В ? 100 А = 0,5 кВт на длине ? 5 мм
- в анодной области: 2,5 В ? 100 А = 0,25 кВт на длине ? 0,001 мм
Разница в выделении тепла в анодной и катодной областях определяет более глубокое проплавление основного металла на обратной полярности, более высокую скорость расплавления проволоки на прямой полярности, а также наблюдаемый на прямой полярности неблагоприятный перенос металла, когда капля имеет тенденцию быть оттолкнутой в противоположную сторону от сварочной ванны. Последнее является результатом действия повышенной силы реакции. Сила реакции возникает в результате реактивного воздействия на каплю струи паров металла, исходящего из активного пятна, т.е. участка поверхности капли с наивысшей температурой. Сила реакции препятствует отделению капли от торца сварочной проволоки, а будучи значительной, она может вызывать перенос металла с характерным отталкиванием капель в сторону от дуги, сопровождаемым большим разбрызгиванием металла. Действие этой силы на порядок ниже на обратной полярности (когда электрод является анодом), чем на прямой (когда электрод является катодом).
На обобщенной диаграмме ниже показаны области рекомендуемых сочетаний напряжения дуги и сварочного тока для швов различных типов и разных пространственных положений.
Влияние положение сварочной горелки и техники выполнения на формирование сварного шва.
Плюсы и минусы
Главное положительное отличие ММА-сварки от MIG/MAG и TIG-вариантов заключается в универсальности и возможности применения практически в любых бытовых условиях. Кроме того, выделю еще такой ряд плюсов:
- Возможность варки любых металлов.
- Неограниченность технологии в пространственном положении.
- Нечувствительность по отношению к условиям окружающей среды.
- Доступность оборудования и расходных материалов.
- Легкость применения в домашних условиях.

Однако негативных моментов в использовании ручной дуговой сварки тоже достаточно. Среди основных минусов я бы выделил следующие:
- Низкая производительность, особенно если сравнивать с полуавтоматом.
- Зависимость качества шва от мастерства сварщика.
- Достаточно непростая техника – необходимо научиться разжигать и вести дугу. Кроме того, процесс осложняется риском залипания электрода.
- Вредное воздействие – испарения металлов и газы.

Полуавтоматическая сварка
 Выбор оборудования для сварщика огромен. Очень популярен сварочный аппарат категории MIG MAG. Он используется почти во всех ремонтных автомастерских благодаря получению высококачественного шва.
Выбор оборудования для сварщика огромен. Очень популярен сварочный аппарат категории MIG MAG. Он используется почти во всех ремонтных автомастерских благодаря получению высококачественного шва.










Большинство сварочных аппаратов сейчас используют инверторы. Частота сварочного тока в них практически не зависит от изменения сетевого напряжения. При этом они имеют компактные размеры и вес, что позволяет делать их мобильными.
Так как источник питания у большинства видов электродуговой сварки имеет одинаковые параметры, то производители стали создавать универсальные модели, способные работать в различных режимах и разными видами горелок. Особенно получила развитие полуавтоматическая сварка MIG MAG и TIG.
Характеристики выбора
Один их основных показателей выбора полуавтомата – это номинальный ток сварки. Как правило, он соответствует продолжительности нагрузки. Чем дольше ток такой силы купленный аппарат может выдержать, тем дольше без остановок он может работать. Продолжительность нагрузки исчисляется в процентах, и оно равно сумме времени нагрузки и времени холостого хода, то есть, когда аппарат не работает, но и не отключен от сети.
Сама же величина номинального тока говорит о том, что аппарат под ее действием не будет перегреваться. Конечно, с учетом продолжительности нагрузки (%). К примеру, если в мастерской будут свариваться детали и узлы толщиною до 3 мм, для чего потребуется проволока диаметром 0,8 мм (см. таблицу ниже), то для этого необходим будет ток силой 80-100 ампер. Для проведения этой работы рекомендуется приобрести полуавтомат сварочный с запасом по току не менее 50%. Оптимальный вариант – 160-200 ампер.
Если решено приобрести профессиональный агрегат, то вопрос, как выбрать полуавтомат, будет основываться и на характеристиках питающей сети. Это 220 или 380 вольт. Если в мастерскую подведена одна фаза, то соответственно придется приобретать однофазный вариант оборудования. Если три фазы, то можно покупать и однофазный аппарат, и трехфазный. Но лучше предпочтение отдать второму, потому что с его помощью получается лучшее качество сварного шва, да и питающая сеть будет без перекосов и перегрузок на одну фазу.
Что касается диаметра используемой проволоки, то на этот показатель влияет в основном толщина свариваемых металлических деталей.
| Диаметр проволоки, мм | Толщина деталей, мм |
| 0,6 | 0,5-1,5 |
| 0,8 | 0,8-2,5 |
| 1,0 | 1-4 |
| 1,2 | 1,5-8 |
| 1,6 | 2-20 |
Тонкости выбора
Есть определенные тонкости, который помогут выбрать лучший сварочный полуавтомат.
Обратите внимание на евроразъем, который соединяет горелку. Это возможность заменить ее в случае необходимости
Если механизм подачи проволоки небольшой с маломощным двигателем, то это гарантированно, что он скоро выйдет из строя
Обратите внимание на сами ролики подачи, их размер не должен быть меньше вот этих параметров: 30х22х10 мм. Регулировка индуктивности должна быть плавной
От нее зависит качество сварочного шва, плюс в процессе работы отсутствует разбрызгивание искр, правильно проваривается металл. По сути, регулировка индуктивности – это регулировка жесткости электрической дуги. Индуктивность цифровая лучше, чем ручная. С ее помощью можно легко настроить сам режим сварочного процесса, при этом аппарат запомнит установленные параметры сварки. Автоматический выключатель, который спасет прибор от перегрузки и короткого замыкания.
Классика или инверторный
Что лучше, сварочный полуавтомат инверторного типа или классический? Здесь нельзя ответить однозначно.
Классический прибор устойчив к перепадам напряжения, по конструкции прост, легко можно отремонтировать. Правда, является обладателем большого веса и габаритов, по сравнению с инверторным. Второй гарантирует качественный шов даже при сварке тонколистовой стали, на которой не появятся прожоги. Легко настроить его режим работы, настройка очень гибкая.
Как осуществляется пайка
При выполнении пайки подача газа осуществляется через специализированное сопло, прикрепленное к сварочному агрегату. На производствах работы с применением технологии МАГ обычно выполняются в специально обработанных помещениях. При использовании данной методики главное — это равномерная безостановочная подача проволоки, тогда гарантирован аккуратный и прочный сварной шов. Поэтому подобные работы должны производиться исключительно опытными сварщиками, в особенности при сборке высокоточных конструкций.
Еще одно различие МИГ пайки и МАГ в том, что в первом случае проволока подается автоматически, вручную.
Преимущества МИГ пайки
- Простота технологии, которой легко можно обучиться.
- Высокая производительность;
- Отсутствует необходимость дополнительной обработки сварных соединений.
- Высококачественный результат.
Еще одно достоинство данной методики — это возможность выполнения без остановки, повторного розжига сварочной дуги длинного шва. Это существенно упрощает всю сварочную процедуру.
Как выбрать хороший сварочный аппарат?
У владельца трактора, автомобиля, дачи, дома с подсобным хозяйством всегда найдётся работа по сварке сталей, но вызов специалиста при малейшей необходимости обойдётся в копейку. За одну только установку забора сварщик может взять дороже, чем стоит хороший сварочный аппарат с маской и пачкой электродов (они разойдутся в процессе самообучения). Возможно, даже с крагами.
Чтобы выбрать лучший сварочный аппарат для дома, важно учитывать сферу и условия его применения. Один из первых критериев выбора инвертора пиковый – сварочный ток
Чем он выше, тем большим диаметром можно использовать электрод и обваривать более толстые металлы
Для ориентира см. таблицу
Чем он выше, тем большим диаметром можно использовать электрод и обваривать более толстые металлы. Для ориентира см. таблицу.
| Электрод, мм | Толщина металла, мм | Ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
Для домашней эксплуатации достаточно аппарата, работающего с электродами до 4 мм в диаметре.
По типу сварки аппараты разделяются на:
- MMA – ручное сваривание (классика) покрытым обмазкой плавящимся электродом. Из плюсов: подходит для работы с металлами любой толщины, кроме самых тонких. Недостатки: образующийся шлак необходимо удалять, что особенно неудобно при сварке в несколько проходов. Особенность: при выборе электродов следует учитывать ток – переменный или постоянный. Работают с электродами до 4-5 мм.
- MIG/MAG – расходный материал – плавящийся электрод в инертном (MIG) либо активном (MAG) защитном газе. Применяется для соединения чёрных и цветных металлов. Электрод в виде проволоки автоматом подаётся из мотка. Метод применим лишь для работы с тонкими металлами, позволяет варить листовые материалы толщиной менее 1 мм и конструкции из профиля с толщиной стенки до 20 мм.
- TIG – аргонодуговая сварка – применяется тугоплавкий в атмосфере инертного газа электрод диаметром до 5 мм. Расходник – присадочный прут (толщиной до 1 мм), сам электрод обычно не плавится. Применяется для сваривания стали, цветных металлов, в том числе пары разнородных. Для работы нужен баллон с аргоном.
Существуют универсальные сварочные полуавтоматы типа ММА+MIG/MAG и MIG/MAG+TIG – объединяют возможности описанных выше инструментов – позволят выполнять широкий спектр работ по соединению чёрных и цветных металлов, разной толщины, их сплавов.
Также обращайте внимание на:
- Рабочий цикл или продолжительность нагрузки – так как электронные компоненты, работающие с колоссальным током, шустро нагреваются, бытовые аппараты нуждаются в регулярном охлаждении. Указывается в % для 10-минутных интервалов. Например: 40% говорит о том, что устройство может работать на токе, близком к пиковом на протяжении 4 минут, потом 6 минут ему нужно для охлаждения (также время зависит от рабочего тока и температуры окружающей среды). Может указываться несколько значений для различной силы тока.
- Защита от перепадов сетевого напряжения – показывает пиковые отклонения от нормы, для бюджетных моделей находится в пределах до 15%.
- Диапазон регулировки тока – возможность изменять силу тока позволяет адаптироваться под сварку любыми электродами в различных условиях. Зависит от аппарата, начинается из 5-20 А и завершается максимальными для него значениями в 180-250 А.
Помимо основных характеристик новичкам будут интересны такие функции, как:
- горячий старт – упростит зажигание дуги;
- форсаж дуги – автоматическое повышение тока при сближении электрода со свариваемым металлом во время розжига для предотвращения прилипания;
- антизалипание – после прилипания электрода на него не подаётся питания, пока тот не будет оторван от свариваемой поверхности;
- напряжение холостого хода – параметр показывает, насколько просто разжечь и поддержать дугу: при 80-90 В – справится даже новичок, при значениях напряжения ниже 40-50 В – работа превратится в квест, особенно начинающим.
Что выбрать для домашнего использования:
- инвертор – компактное, бюджетное и универсальное решение для домашнего мастера, нерегулярного использования в быту;
- полуавтомат – специализированный инструмент для сваривания цветных и тонких металлов, легированных сталей;
- выпрямитель – применяется для работы с цветметом, низкоуглеродистыми и высоколегированными сталями;
- трансформатор – наиболее распространённые в промышленности аппараты, целесообразно покупать для производства металлоконструкций в больших объёмах.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.








Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Сварочная проволока
В большинстве случаев на вопрос, что такое MIG MAG, приходится слышать ответ, что это сварка при помощи электродной проволоки, хотя роль проволоки здесь не основная. Главное — газовая атмосфера. Но и от качеств проволоки зависит немало. В сварочных аппаратах полуавтоматического действия используются различные виды проволоки, всего их четыре:
- алюминиевая;
- стальная (нержавейка);
- омедненная;
- порошковая.
Два последних вида — самые удобные в применении и, следовательно, самые распространенные. Они обеспечивают сварку без брызг, достаточно высокую скорость и купить их можно без особых проблем. Порошковая проволока очень востребована как в любительской, так и в профессиональной сварке.

 Алюминиевая сварочная проволока
Алюминиевая сварочная проволока
Наличие внутри специального порошка, состоящего из антиокислителей (различные руды, ферросплавы, сложные химические соединения), позволяет сваривать металлы без газа — его роль выполняет сгорающий в дуге порошок.
В отличие от покрытия электрода в ММА сварке он практически не выделяет ядовитых испарений, так как находится в проволоке в объеме от 15 до 40% от общего объема материала. Проволока, по сути, полая гибкая трубка, заполненная порошком. Ее необходимо предохранять от деформаций — сломанная проволока непригодна для сваривания. Порошковую проволоку можно использовать для MAG-сварки. В этих условиях дуга горит особенно мягко и стабильно.
Информация в статье представлена в виде краткого обзора. У Вас есть дополнения и более широкая информация о том, что такое MIG/MAG сварка, как ее правильно использовать и для каких работ она применяется? Нас и наших читателей интересует практический опыт. Пишите — самые интересные письма будут непременно опубликованы под именем автора.
Виды сварочного аппарата полуавтомата
При необходимости создания более качественных соединения, или если планируется работа со сложными сплавами, профессионалы советуют приобретать сварочный аппарат типа полуавтомат. У него тоже есть свои разновидности. По исполнению механизмы делят на:
- однокорпусные, в которых все детали и система управления размещены в одном корпусе;
- сложные установки, состоящие из нескольких частей.
По типу используемого источника питания бывают:
- однофазные агрегаты, подключаемые к сети с напряжением 220 В;
- трехфазные устройства, работающие от напряжения 380 В.
Самый популярный вариант деления устройств – по области применения и цене:
- бытовые аппараты;
- полупрофессиональные агрегаты;
- профессиональные устройства.
По способу защиты сварочной ванны от действия кислорода бывают:
- сварочный аппарат полуавтомат без газа, работающий на флюсовой проволоке;
- приборы для сварки в защитных газах.
Бытовые сварочные полуавтоматы
Выбирая сварочный аппарат полуавтомат для дома для эпизодического использования, можно остановиться на самых простых моделях со средней мощностью 3-5 кВт, работающих от стандартной сети электропитания. Такие агрегаты не выдерживают больших нагрузок и рассчитаны на непродолжительное использование порядка 3 из 10 мин. Остальное время необходимо для остывания узлов агрегата. Они имеют небольшой вес (до 10 кг) и просты в эксплуатации, то есть под силу справиться с таким агрегатом даже новичку сварного дела.
Полупрофессиональные сварочные полуавтоматы
На небольших станциях технического обслуживания автомобилей и малых производствах нередко можно встретить сварочный полуавтомат для сварки полупрофессионального типа. Стоят такие устройства выше, чем домашние аналоги. Отличаются от них большей мощностью (6-8 кВт) и силой тока до 250 А. Они рассчитаны на более продолжительные нагрузки до 5 из 10 мин., и предъявляют определенные требования к сети электропитания. Такие приборы имеют качественную фурнитуры и более разнообразный набор режимов работы и изменяемых характеристик.
Профессиональные сварочные полуавтоматы
Самой мощной моделью является профессиональный сварочный аппарат полуавтомат. Он представляет собой сложную конструкцию из нескольких блоков с широким диапазоном настроек и функций. Используется на крупных промышленных объектах с трехфазной системой электропитания для сварки металлов толщиной от 20 мм. Способен выдерживать большие нагрузки в течение длительного времени. С такими устройствами работают только профессионалы с определенным квалификационным разрядом.





