Сталь ХВГ характеристики, применение, ГОСТ
Распространенная благодаря характеристикам и хорошей обрабатываемости ковкой и резанием (после отжига), невысокой стоимости, сталь ХВГ применяется во многих агрегатах, конструкциях и промышленности. По структуре относиться она к заэвтектоидным сталям перлитного класса, по назначению к инструментальным легированным.
Применение ХВГ
Само название «инструментальная» определяет использование этой марки. Но какие свойства обеспечивают ей такое назначение? В первую очередь ее стойкость к короблению при закалке, которой она обязательно подвергается, и коррозионная стойкость.
- Так как сталь ХВГ не деформируется, из нее изготавливают мерительный инструмент высокой точности и любой длины.
- Устойчивость к образованию окалины позволяет подвергать изделия из этой стали термическим операциям в уже шлифованном виде, что также позволяет изготовить инструмент без припусков на окончательную механическую обработку (т. е. шлифование).
- Износостойкость поверхности и вязкая середина определяют, как сталь для изготовления деталей, подвергающихся динамическим нагрузкам, например, кольцам пружинных амортизаторов.
- Коррозионная стойкость ХВГ обеспечена содержанием хрома, актуальна при изготовлении практически любого инструмента и запчасти.
- Высокая прочность используется для изготовления деталей для прокатных станов, холодного волочения. Это пуансоны, валки, резьбовых калибров и т. д.
- Износостойкость и прочность — основные используемые характеристики для всех деталей, в том числе и замочных шайб.
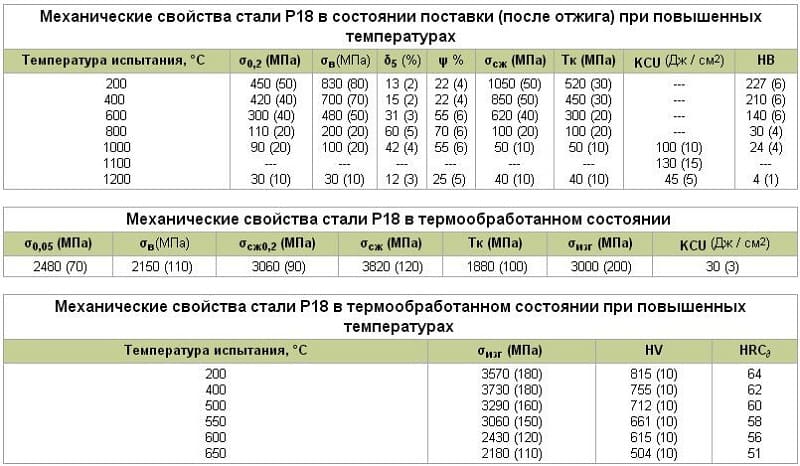
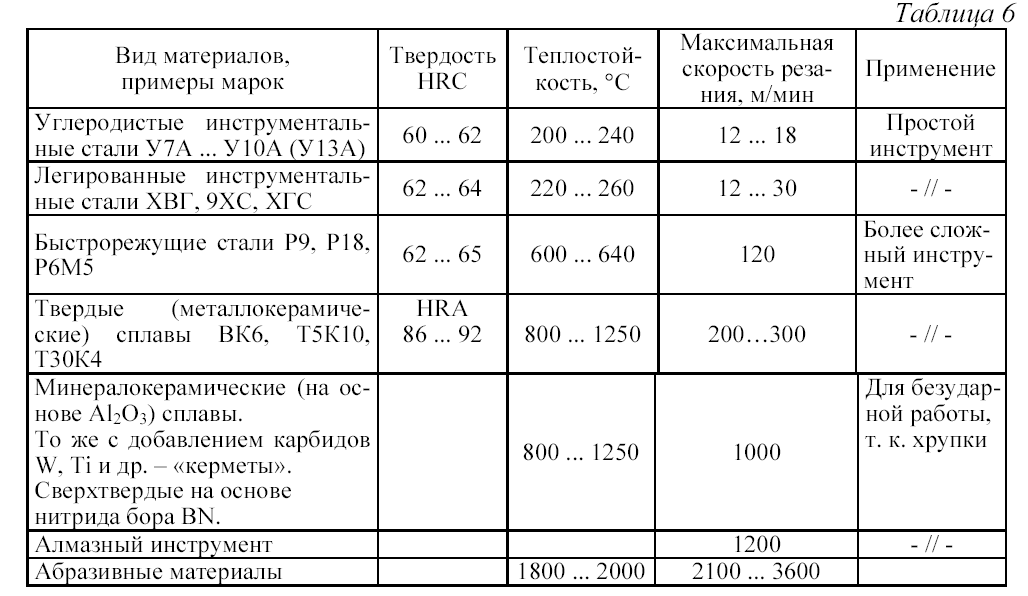
Чем не обладает марка стали ХВГ, так это теплостойкостью, способностью сохранять свои свойства, в частности твердость, при высоких температурах. Это условие необходимо для режущего и быстрорежущего инструмента, где температура кромок может достигать 650 ºC. Разупрочнение ХВГ происходит при температуре 200 ºC, поэтому ее используют только для деталей, работающих в диапазоне низких температур.
Поставляется сталь ХВГ в:
- прутках калиброванных и шлифованных;
- серебрянке;
- листах толстых;
- полосах;
- поковках;
- болванках;
- слябах.
Расшифровка стали ХВГ
Марка ХВГ является базовой для аналоговых сталей перлитного класса. Ее химический состав обеспечивается минимальным количеством легирующих элементов (всего 4):
- углерод — ± 1,0 %;
- хром — 0,9-1,2 %;
- кремний — 01-0,4 %;
- вольфрам — 0,2-1,6 %.
Остальные элементы — второстепенные по значимости и выдерживаются в такой концентрации:
- марганец — 0,8-1,1 %;
- молибден до 0,3 %;
- никель — до 0,35 %;
- медь — до 0,3 %.
Так как сталь марки ХВГ относится к высококачественному классу, то содержание вредных примесей фосфора и серы регламентируется до 0,03 % (это минимально возможный предел). Остаточный кислород раскисляется при введении легирующих элементов Si и Mn.
Влияние элементов на свойства
На свойства стали влияет две составляющие:
- концентрация химических элементов, т. е. химический состав стали;
- их взаимодействие друг с другом, а также по отношению основного элемента (в данном случае Fe), что определяется термической обработкой.
Вводятся модифицирующие материалы в расплав, чтобы определенным образом заполнить кристаллическую решетку и тем самым определить ее свойства. К таким понятиям относятся:
- Прочность — любое искажение кристаллической решетки повышает эту характеристику;
- Увеличение слоя закалки — равномерное распределение температуры;
- Уменьшение деформаций — укомплектованная кристаллическая решетка;
- Склонность к трещинообразованию — здесь имеется в виду прочные межкристаллические связи т. е. образование карбидов по границам зерен, также это может быть образование сегрегаций.
Основной элемент повышающий прочность и определяющий сплав как сталь — углерод. Являясь ненамного меньшим, чем молекула Fe по размеру, он размещается в металлической решетке, образуя карбиды. Их форма, расположение и размеры имеют основное значение для характеристик металла при последующей отработке.
Главный легирующий элемент ХВГ — хром. Его атомы небольшие по размеру, уплотняют собой решетку, придавая ей еще большую плотность и стабильность. Особенность атомов хрома образовывать оксиды практически такого же размера, как и сам атом, используются при выплавке сплава со свойствами нержавейки, но это при его содержании выше 10,5 %, а до этого предела он хорошо повышает прокаливаемость.
Для увеличения слоя закалки и уменьшения зерна ХВГ (что увеличивает качество стали) используются и следующие два элемента: молибден и вольфрам. Помимо того, что они образуют еще более прочные карбиды, чем углерод, эти металлы очень тугоплавки и являются центрами кристаллизации, измельчая зерна, что повышает пластичность металла, не меняя его твердости, а также увеличивает прокаливаемый слой.
Легирование кремнием и марганцем (этот элемент не указывается в маркировке ввиду его второстепенного влияния по значимости). Кремний не карбидообразующий элемент, он выталкивает карбиды к границам зерен, таким образом, упрочняя металл. Марганец в данном случае используют для баланса, т. к. он в этой концентрации увеличивает вязкость и пластичность, снижает нежелательные последствия такого повышения прочности.
- ГОСТы 5950-2000, 2591-2006, 2590-2006 – общие стандарты фасонного проката
- ГОСТы 8560-78, 8559-75, 7417-75, 5950-2000 – калиброванный пруток
- ГОСТы 1133-71, 7831-78, 5950-2000 – поковки
- ГОСТ 4405-75 – полосы
- ГОСТы 14955-77, 5950-2000 – серебрянка и шлифованные прутки
Марочник сталей характеристики, свойства сталей и сплавов
Инструментальная легированная сталь ХВГ используется для изготовления режущего/ измерительного инструмента, для которого при закалке недопустимо повышенное коробление – длинные развертки/ метчики, протяжки, резьбовые калибры, холодновысадочные пуансоны/ матрицы, технологическая оснастка, другой специальный инструмент.
Сталь ХВГ – отечественные аналоги
| Марка металлопроката | Заменитель |
| ХВГ | ХГ |
| ХВСГ | |
| 9ХВГ | |
| 9ХС | |
| ШХ15СГ |
| Марка | Классификация | Зарубежные аналоги |
| ХВГ | Сталь инструментальная легированная | есть |
| Вид полуфабриката | t, 0С | Размер, мм | Условия охлаждения |
| Слиток | 1150–800 | до 400 | Низкотемпературный отжиг |
| Переохлаждение | |||
| Заготовка | 1180–800 | до 300 | В яме |
| Свариваемость |
| для сварных конструкций не применяется |
Чувствительна.
Резка
| Исходные данные | Обрабатываемость резанием Ku | |||
| Состояние | HB, МПа | sB, МПа | твердый сплав | быстрорежущая сталь |
| горячекатаное | 235 | 780 | 0,75 | 0,35 |
Сталь ХВГ – химический состав
Массовая доля элементов не более, %:
| Вольфрам | Кремний | Марганец | Медь | Никель | Сера | Углерод | Фосфор | Хром |
| 1,2–1,6 | 0,1–0,4 | 0,8–1,1 | 0,3 | 0,4 | 0,03 | 0,9–1,05 | 0,03 | 0,9–1,2 |
Материал ХВГ – механические свойства
| Сортамент | ГОСТ | Размеры – толщина, диаметр | Режим термообработки | t | KCU | y | d5 | sт | sв |
| мм | 0С | кДж/м2 | % | % | МПа | МПа | |||
| Лента отожжен. | 2283–79 | 0,1–4 | 880 |
| Сортамент | ГОСТ | HB 10-1 |
| Прокат после отжига | 5950–2000 | 241 |
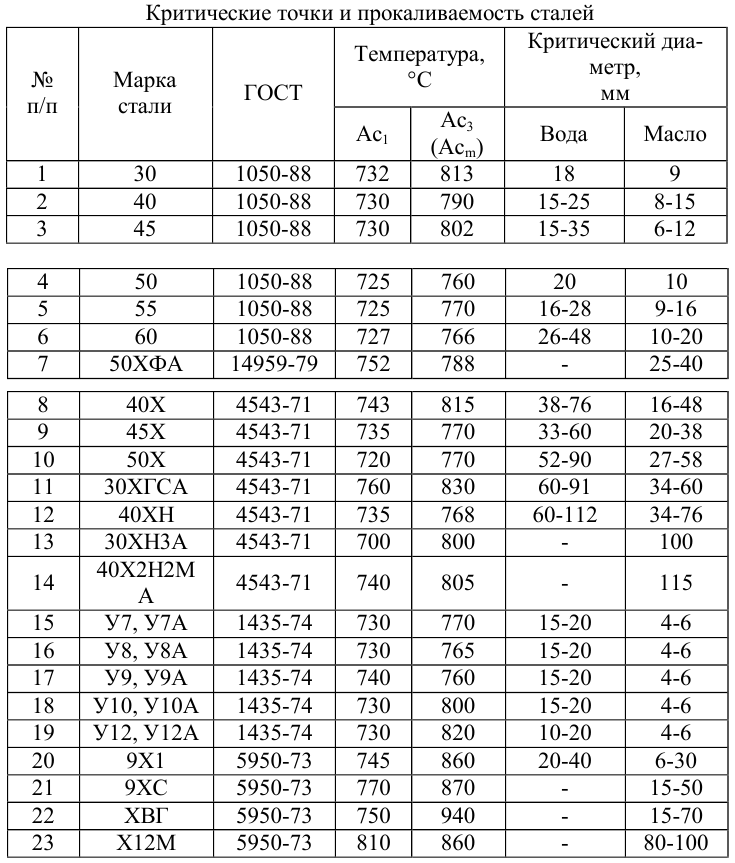
| Критические точки | Ac1 | Ac3 | Ar1 | Ar3 | Mn |
| Температура | 815 | 845 | 625 | 775 | 150 |
| HRC | Шлифуемость |
| 54–56 | удовлетворительная |
| 58–60 | пониженная |
| t | HRCэ | Время |
| 0С | ч | |
| 150–160 | 62 | 1 |
| 200–220 | 58 | 1 |
| HRC | На воздухе | В воде | В селитре | В масле |
| 60 | – | – | 15–40 | 15–70 |
| t | r | R 109 | E 10-5 | l | a 106 | C |
| 0С | кг/м3 | Ом·м | МПа | Вт/(м·град) | 1/Град | Дж/ (кг·град) |
| 20 | 7850 | 380 | ||||
| 100 | 7830 | 11 | ||||
| 200 | 12 | |||||
| 300 | 7760 | 13 | ||||
| 400 | 13,5 | |||||
| 500 | 14 | |||||
| 600 | 7660 | 14,5 |
| Болгария | Венгрия | Германия | Евросоюз | Испания | Италия | Китай |
| BDS | MSZ | DIN, WNr | EN | UNE | UNI | GB |
| Польша | Румыния | США | Франция | Швеция | Юж.Корея | Япония |
| PN | STAS | — | AFNOR | SS | KS | JIS |
| 106WCr6 | ||||||
| 90MCW5 |
Материал ХВГ – область применения
Сталь марки ХВГ используют для изготовления режущего/ измерительного инструмента, для которого при закалке недопустимо повышенное коробление.
Условные обозначения
| HRCэ | HB | KCU | y | d5 | sT | sв |
| МПа | кДж / м2 | % | % | МПа | МПа | |
| Твердость по Роквеллу | Твердость по Бринеллю | Ударная вязкость | Относительное сужение | Относительное удлинение при разрыве | Предел текучести | Предел кратковременной прочности |
| Ku | s0,2 | t-1 | s-1 |
| Коэффициент относительной обрабатываемости | Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации | Предел выносливости при кручении (симметричный цикл) | Предел выносливости при сжатии-растяжении (симметричный цикл) |
| N | число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
Свариваемость
| Без ограничений | Ограниченная | Трудно свариваемая | |
| Подогрев | нет | до 100–1200С | 200–3000С |
| Термообработка | нет | есть | отжиг |
Физические свойства
| R | Ом·м | Удельное сопротивление |
| r | кг/м3 | Плотность |
| C | Дж/(кг·град) | Удельная теплоемкость |
| l | Вт/(м·град) | Коэффициент теплопроводности |
| a | 1/Град | Коэффициент линейного расширения |
| E | МПа | Модуль упругости |
| t | 0С | Температура |
Купить инструментальную легированную сталь ХВГ в Санкт-Петербурге Вы можете по телефону +. Специалисты оформят заказ, сориентируют по сортаменту, ценам, условиям доставки.
ПродукцияДоставкаКонтакты
https://youtube.com/watch?v=tT-JrMD6ybI
Химический состав
Химический состав регламентируется государственным стандартом. Содержание контролируемых элементов в массовых процентах:
- Углерод–0,17-0,23,
- Хром–1,00-1,30,
- Марганец–0,80-1,10,
- Титан–0,030-0,090,
- Кремний–0,17-0,37.
Каждый из указанных элементов играет свою определённую роль.
От содержания углерода зависит прочность материала.
Марганец в сталях применяется в качестве заменителя более дорогого никеля, улучшает способность к прокаливанию.
Небольшие добавки титана уменьшают склонность стали к перегреву.
Хром повышает прочность и твёрдость материала.

Расшифровка аббревиатуры
Технические характеристики легированной стали шх15 Из названия можно определить главные компоненты, которые наделяют железо особыми свойствами. В этом случае по символам ХВГ делается следующая расшифровка Знак «Х» означает присутствие хрома (Cr), «В – ванадий (V), «Г» – марганец (Mn). Из слитков можно изготовить множество строительных приборов, но они обязаны строго соответствовать всем государственным стандартам. Например, калиброванные прутья разрешено выпускать только по ГОСТ 8560-78, 8559-75, 7417-75, 5950-2000. Для черновых или промежуточных деталей применяются 1133-71, 7831-78, 5950-2000 стандарты.
Полосная сталь ХВГ обязана придерживаться ГОСТ 4405-75. К серебрянке и шлифованным прутьям относятся правила 14955-77 и 5950-2000.

Изделия из стали ХВГ
Государственным требованиям должны соответствовать и другие разновидности, но только наличие данной маркировки может дать гарантию на высокое качество заготовки. Подобный регламент создан для регулирования технических предприятий, для защиты жизни и здоровья потребителей, с целью предупреждения обмана во время реализации товара. Поэтому наличие на ХВГ ГОСТ знака – обязательное условие продажи.
https://youtube.com/watch?v=XJD0lTWm9vk
Обработка холодом
Наличие остаточного аустенита делает размеры закаленных деталей нестабильными из-за возможного протекания процесса изотермического распада аустенита. Обработка холодом, уменьшающая количество остаточного аустенита, стабилизирует размеры закаленных деталей.
Превращения при обработке холодом: третье основное превращение – мартенситное.
Обработка холодом измерительных инструментов рабочей длиной 5-10 мм.
Не позже чем через 15 – 30 мин после закалки плитки охлаждают до – 70°С. Затем их отпускают при 120-130°С 24-36 ч при наименьшей толщине до 15-20 мм и 38-48 ч для больших сечений.
Отпуск уменьшает содержание углерода в мартенсите до 0,4-0,5 % и снижает напряжения до уровня, при котором они не вызывают изменений формы и размеров. Вместе с тем отпуск при указанных температурах не изменяет количества аустенита. Аустенит, сохранившийся после однократной обработки холодом, частично превращается в эксплуатации, вызывая небольшой прирост длины. Поэтому инструменты высокого класса точности, в том числе инструменты длиной >50 мм подвергают многократной обработке холодом. После охлаждения до – 70°С их отпускают 2-3 ч при 120-125°С и снова обрабатывают холодом (до – 70°С), затем отпускают при 120-125 с С, 2-3 ч. Эти операции повторяют 2-Зраза. Рекомендуется даже 6 кратное повторение обработки холодом и отпуска. Продолжительность последнего отпуска рассчитывается так, чтобы суммарная продолжительность всех отпусков была не меньше указанной выше для однократного отпуска.
В результате каждого последующего охлаждения ниже 0°С превращается все меньше аустенита, и определенное количество г-фазы сохраняется даже после многократной обработки.
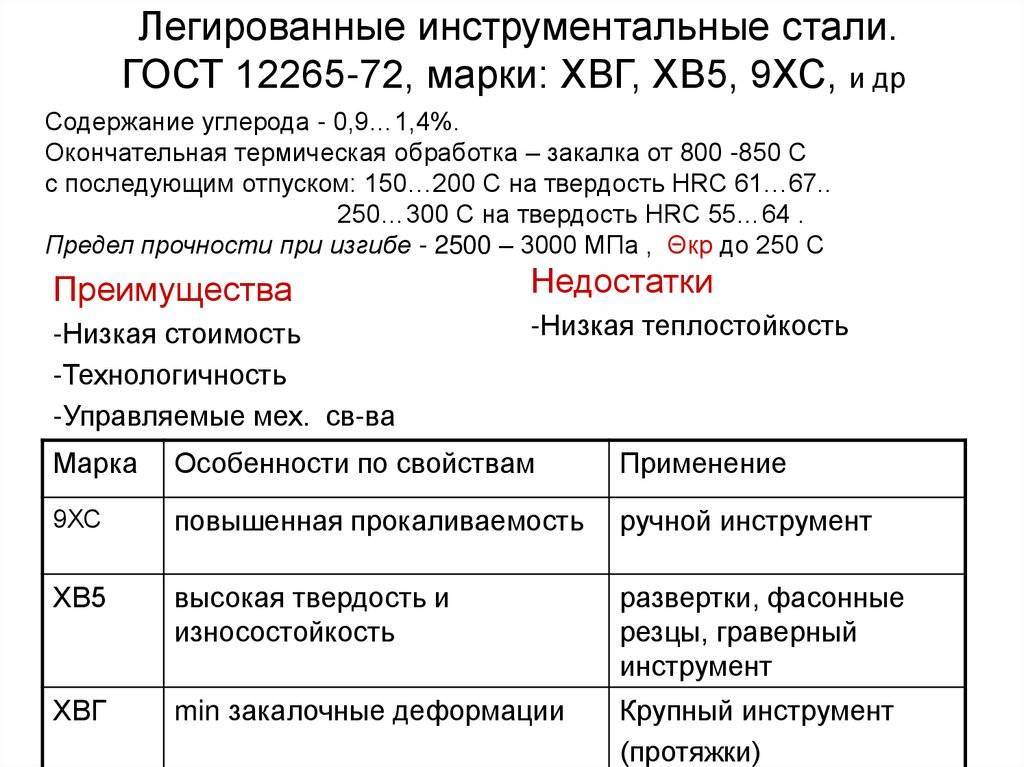
Сталь ХВГ. Характеристика, структура, свойства
Из указанных ранее общих сведений об инструментальных сталях мы можем сделать вывод, что предложенная нам для изготовления метчиков и плашек сталь ХВГ относится к легированным сталям повышенной прокаливаемости, необладающей теплостойкостью, именно поэтому эту сталь применяют для изготовления инструментов небольших размеров, таких, например, как метчики и плашки.
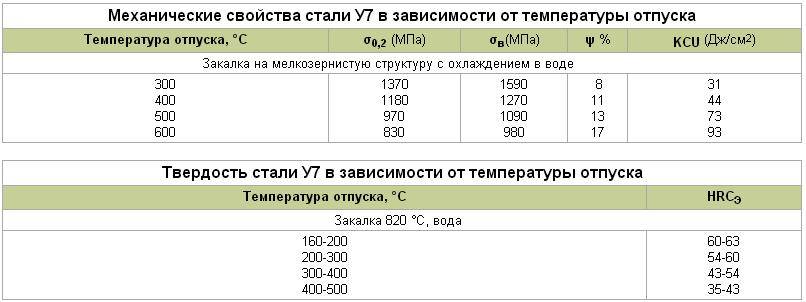
Углеродистые стали можно использовать в качестве режущего инструмента, только тогда, когда процесс резанья происходит при малых скоростях, т.к. при нагреве выше температуры 190-200°С сильно снижается высокая твердость данной стали.
Сталь ХВГ — содержание углерода примерно 1%, содержание каждого из легирующих элементов в среднем 1%.
Химический состав стали в %
Ш Кремний: 0,10-0,40
Ш Марганец: 0,80-1,10
Ш Никель: до 0,35
Ш Углерод: 0,90-1,05
Ш Вольфрам: 1,20-1,60
Температуры критических точек материала знать необходимо для дальнейшего проведения анализа стали и последующего выбора термообработки.
Температура критических точек
Критическая точка, °С
По отношению к углероду хром и вольфрам относятся к карбидообразующим элементам. Они растворяются в цементите, замещая в нем атомы железа. Марганец вводят в стали как технологическую добавку для повышения степени их раскисления и устранения вредного влияния серы. Марганец считается технологической примесью, если его содержание, не превышает 0,8%. Марганец как технологическая примесь существенного влияния на свойства стали не оказывает.
Влияние легирующих элементов на свойства стали заключается в основном в воздействии их на характер превращения переохлажденного аустенита и на состав карбидных фаз, образующихся в стали и выделяющихся в процессе распада мартенсита при отпуске.
Влияние хрома: повышает точку Ас1. Хромистый феррит обладает повышенными прочностными свойствами, хром уменьшает склонность феррита к хрупкому разрушению, смещает максимальную скорость превращения аустенита в перлитной области к более высоким температурам, уменьшает скорость перлитного превращения. В случае полного растворения карбидов и, таким образом, значительного насыщения твердого раствора углеродом и хромом мартенситная точка стали существенно снижается, и в стали сохраняется много остаточного аустенита. Хромистая сталь обладает повышенной устойчивостью против отпуска. Хром повышает прокаливаемость стали, способствует получению высокой и равномерной твердости. Наличие карбидов хрома или карбидов цементитного типа, легированных хромом, обеспечивает стали повышенную износостойкость.



Влияние вольфрама: повышает точки Ас3 и Ас1. Повышает температуру рекристаллизации, твердость, предел прочности и предел текучести феррита, снижает пластичность. Вольфрам и образуемые им карбиды уменьшают склонность аустенита к росту зерна. Вольфрам повышает устойчивость аустенита в перлитной области, почти не влияя на его устойчивость в промежуточной области. Повышает устойчивость против отпуска. Придает теплостойкость.
Влияние марганца: легирование феррита сопровождается его упрочнением. Наиболее значительно влияют на его прочность марганец и хром. Причем чем мельче зерно феррита, тем выше его прочность. Содержание марганца более 1% увеличивает ударную вязкость, расширяет область аустенита, увеличивает прокаливаемость, способствует раскислению, образует устойчивые карбиды, повышает сопротивление коррозии.
Сталь ХВГ — качественная сталь, по структуре относится к заэвтектоидной. Структура стали в закаленном состоянии -мартенсит, остаточный аустенит и вторичный цементит.
Преимущества стали, как нетеплостойкой:
1. Однородная структура с мелкими и равномерно распределенными карбидами.
2. Очень хорошо обрабатывается после отжига резаньем и давлением в холодном состоянии.
3. Пригодна для закалки с индукционным нагревом.
1. Пригодна только для резанья относительно мягких материалов с небольшой скоростью.
2. Используется для инструмента, не подвергаемого в работе, нагреву свыше 200-250 0 С.
Исходя из выше перечисленных требований (пункт 2.2.) для изготовления метчиков и плашек, можно сделать вывод, что углеродистая легированная сталь ХВГ отвечает эти требованиям.
Варианты применения
Практически любые строительные работы проводятся с помощью измерительных и режущих приспособлений, и по разной технологии:
- Для проделывания отверстий в различных поверхностях используют свёрла, которые могут быть как стандартного винтового, так и плоского образца.
- Эксплуатация резьбовых калибров позволяет узнать реальные геометрические параметры заготовок.
- Метчиками можно нанести резьбу в разъёмах.
- Протяжками можно обработать фасонные плоскости.
Плашки стали
Детали из стали 65х13
Есть ещё множество инструментов, для выпуска которых характерно применение углеродной стали ХВГ. Но для таких объектов недопустимо повышенное коробление при закалке.
Также из металлопроката принято делать принадлежности для точного определения геометрических размеров, к которым относятся микрометр, штангенциркуль, глубиномер и другие. В процессе строительных работ они будут подвергаться сильному механическому воздействию, что может нарушить их изначальную форму и сделает невозможным дальнейшее использование. Такие приспособления обязаны быть очень прочными, поэтому их изготавливают из этого металла или других аналогов.
Состав сплава
Характеристики стали ХВГ и химический состав позволяют отнести ее к категории инструментальных легированных сплавов перлитного класса. Основными легирующими компонентами являются:
- углерод, повышающий твердость сплава, с содержанием в пределах 0,9-1,05%;
- хром, повышает стойкость к коррозии и прокаливаемость – 0,9-1,2%;
- вольфрам увеличивает износостойкость металла – 1,2-1,6%;
- кремний улучшает сопротивляемость отпускной хрупкости – 0,1-0,4%;
- марганец повышает вязкость и пластичность – 0,8-1,1%.
Среди второстепенных добавок:
- никель – не более 0,35%;
- медь и молибден – по 0,3%.
Количество вредных примесей – серы и фосфора, удерживается на минимальном уровне и не превышает 0,03%.
Расшифровка марки стали ХВГ указывает на главные добавки, определяющие основные свойства материала. Каждый из символов свидетельствует о присутствии одного из следующих элементов:
- «Х» – хрома;
- «В» – ванадия;
- «Г» – марганца.
Для улучшения механических свойств в начальный состав могут дополнительно добавить:
- от 1 до 2% марганца;
- 1-1,5% кремния;
- 1-5% вольфрама.
Часто производители уменьшают содержание углерода, чтобы добиться большей пластичности. Например, расшифровка марки стали 9ХВГ указывает на более низкую концентрацию основных легирующих элементов:
- углерода – 0,85-0,95%;
- хрома – 0,5-0,8%;
- вольфрама – 0,5-0,8%;
- кремния – до 0,35%.

Другие сплавы из категории Сталь инструментальная штамповая
| Марка сплава | ГОСТ | Хим. состав |
| 27Х2Н2М1Ф | ТУ 5950 — 73 — 73, в последней версии материал отсутствует | Feот 92.9%Cr2-2.5%Ni1.4-1.8%Mo0.8-1%Mn0.5-0.8%C0.25-0.3%V0.2-0.3%Si0.17-0.3%… |
| 2Х6В8М2К8 | Feот 72.6%Co7.5-8.5%W7-8%Cr6.5-7%Mo1.8-2.3%Si0.3-0.6%C0.22-0.3%Mn0.15-0.4%V0.1-0.25%… | |
| 3Х2В8Ф | ГОСТ 5950 — 73, в последней версии материал отсутствует | Feот 86.2%W7.5-8.5%Cr2.2-2.7%C0.3-0.4%V0.2-0.5%Mn0.15-0.4%Si0.15-0.4%… |
| 3Х2Н2МВФ | ОСТ 24,959,01 — 0 | Feот 91.7%Cr2-2.5%Ni1.4-1.8%W0.8-1.2%Mo0.8-1%Mn0.5-0.8%C0.32-0.3%V0.2-0.3%Si0.17-0.3%… |
| 3Х3М3Ф | ГОСТ 5950 — 2000 | Feот 85.5%Cr2.8-3.5%Mo2.5-3%V0.4-6%C0.27-0.3%Mn0.2-0.5%Si0.1-0.4%… |
| 40Х5МФ | ТУ 24-1-12-180 — 0 | Feот 90.4%Cr4.5-5.5%Mo1.2-1.6%Mn0.5-0.8%V0.4-0.6%C0.35-0.4%Si0.17-0.3%… |
| 4Х2В5МФ | ГОСТ 5950 — 2000 | Feот 87.7%W4.5-5.5%Cr2.2-3%Mo0.6-0.9%V0.6-0.9%C0.3-0.4%Mn0.1-0.45%Si0.1-0.4%… |
| 4Х2НМФ | ТУ 24-1-12-180 — 0 | Feот 94%Cr2-2.5%Ni0.8-1.1%Mn0.5-0.8%Mo0.4-0.6%C0.36-0.4%Si0.17-0.3%V0.15-0.2%… |
| 4Х3ВМФ | ГОСТ 5950 — 2000 | Feот 91.3%Cr2.8-3.5%W0.6-1%Si0.6-0.9%V0.6-0.9%Mo0.4-0.6%C0.4-0.48%Mn0.3-0.6%… |
| 4Х4ВМФС | ГОСТ 5950 — 2000 | Feот 89.5%Cr3.2-4%Mo1.2-1.5%W0.8-1.2%Si0.6-1%V0.6-0.9%C0.37-0.4%Mn0.2-0.5%… |
| 4Х5В2ФС | ГОСТ 5950 — 2000 | Feот 88.6%Cr4.5-5.5%W1.6-2.2%Si0.8-1.2%V0.6-0.9%C0.35-0.4%Mn0.15-0.4%… |
| 4Х5МФ1С | ГОСТ 5950 — 2000 | Feот 88.9%Cr4.5-5.5%Mo1.2-1.6%Si0.9-1.2%V0.8-1.1%C0.37-0.4%Mn0.2-0.5%… |
| 4Х5МФС | ГОСТ 5950 — 2000 | Feот 89.5%Cr4.5-5.5%Mo1.2-1.6%Si0.9-1.2%C0.32-0.4%V0.3-0.5%Mn0.2-0.5%… |
| 4ХВ2С | ГОСТ 5950 — 73, в последней версии материал отсутствует | Feот 93.8%W2-2.5%Cr1-1.3%Si0.6-0.9%C0.35-0.4%Mn0.15-0.4%… |
| 4ХМФС | ГОСТ 5950 — 2000 | Feот 93.7%Cr1.5-1.8%Mo0.9-1.2%Mn0.5-0.8%Si0.5-0.8%C0.37-0.4%V0.3-0.5%… |
| 5Х2МНФ | ГОСТ 5950 — 2000 | Feот 92.9%Cr1.5-2%Ni1.2-1.6%Mo0.8-1%C0.46-0.5%Mn0.4-0.7%V0.3-0.5%Si0.1-0.4%… |
| 5Х3В3МФС | ГОСТ 5950 — 2000 | Feот 87.6%W3-3.6%Cr2.5-3.2%V1.5-1.8%Mo0.8-1.1%Si0.5-0.8%C0.45-0.5%Mn0.2-0.5%Nb0.05-0.1%… |
| 5ХВ2С | ГОСТ 5950 — 73, в последней версии материал отсутствует | Feот 93.2%W1.8-2.3%Cr0.9-1.2%Si0.8-1.1%C0.45-0.5%Mn0.15-0.4%… |
| 5ХГМ | ГОСТ 5950 — 73, в последней версии материал отсутствует | Feот 95.3%Mn1.2-1.6%Cr0.6-0.9%C0.5-0.6%Si0.25-0.6%Mo0.15-0.3%… |
| 5ХНМ | ГОСТ 5950 — 2000 | Feот 94.9%Ni1.4-1.8%Cr0.5-0.8%Mn0.5-0.8%C0.5-0.6%Mo0.15-0.3%Si0.1-0.4%… |
| 6ХВ2С | ГОСТ 5950 — 2000 | Feот 93.4%W2.2-2.7%Cr1-1.3%C0.55-0.6%Si0.5-0.8%Mn0.15-0.4%… |
| 6ХВГ | ГОСТ 5950 — 2000 | Feот 95.3%Mn0.9-1.2%C0.55-0.7%Cr0.5-0.8%W0.5-0.8%Si0.1-0.4%… |
| 6ХС | ГОСТ 5950 — 2000 | Feот 95.3%Cr1-1.3%Si0.6-1%C0.6-0.7%Mn0.15-0.4%… |
| 7Х3 | ГОСТ 5950 — 2000 | Feот 93.4%Cr3.2-3.8%C0.65-0.7%Mn0.15-0.4%Si0.1-0.4%… |
| 7ХГ2ВМ | ГОСТ 5950 — 73, в последней версии материал отсутствует | Feот 92.8%Mn1.8-2.3%Cr1.5-1.8%C0.68-0.7%W0.5-0.9%Mo0.5-0.8%Si0.2-0.4%V0.1-0.25%… |
| 7ХГ2ВМФ | ГОСТ 5950 — 2000 | Feот 92.1%Mn1.8-2.3%Cr1.5-1.8%C0.68-0.7%W0.55-0.9%Mo0.5-0.8%Si0.1-0.4%V0.1-0.25%… |
| 8Х3 | ГОСТ 5950 — 2000 | Feот 93.3%Cr3.2-3.8%C0.75-0.8%Mn0.15-0.4%Si0.1-0.4%… |
| 8Х4В3М3Ф2 | ГОСТ 5950 — 73, в последней версии материал отсутствует | Feот 85.1%Cr3.5-4.5%W2.5-3.2%Mo2.5-3%V1.9-2.5%C0.75-0.8%Mn0.15-0.4%Si0.15-0.4%… |
| Х12 | ГОСТ 5950 — 2000 | Feот 82.7%Cr11.5-13%C2-2.2%Mn0.15-0.4%Si0.1-0.4%… |
| Х12ВМ | ГОСТ 5950 — 73, в последней версии материал отсутствует | Feот 81.8%Cr11-12.5%C2-2.2%Mo0.6-0.9%W0.5-0.8%Mn0.15-0.4%V0.15-0.3%Si0.1-0.4%… |
| Х12ВМФ | ГОСТ 5950 — 2000 | Feот 81.7%Cr11-12.5%C2-2.2%Mo0.6-0.9%W0.5-0.8%Mn0.15-0.4%V0.15-0.3%Si0.1-0.4%… |
| Х12М | ГОСТ 5950 — 73, в последней версии материал отсутствует | Feот 84.2%Cr11-12.5%C1.45-1.6%Mo0.4-0.6%Mn0.15-0.4%Si0.15-0.3%V0.15-0.3%… |
| Х12МФ | ГОСТ 5950 — 2000 | Feот 83.4%Cr11-12.5%C1.45-1.6%Mo0.4-0.6%Mn0.15-0.4%V0.15-0.3%Si0.1-0.4%… |
| Х12Ф1 | ГОСТ 5950 — 2000 | Feот 83.6%Cr11-12.5%C1.25-1.4%V0.7-0.9%Mn0.15-0.4%Si0.1-0.4%… |
| Х6ВФ | ГОСТ 5950 — 2000 | Feот 88.5%Cr5.5-6.5%W1.1-1.5%C1.05-1.1%V0.5-0.8%Mn0.15-0.4%Si0.1-0.4%… |
| Х6Ф4М | Feот 86%Cr5.7-6.5%V3.5-4%C1.7-1.85%Mo0.5-0.8%Mn0.15-0.4%Si0.15-0.4%… |
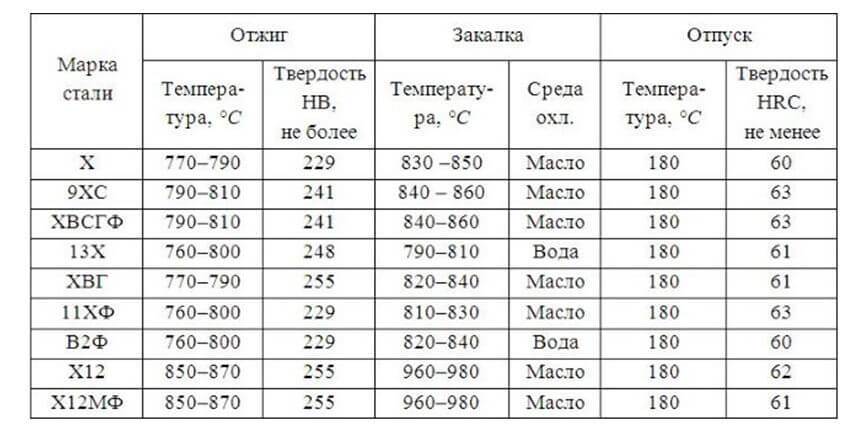
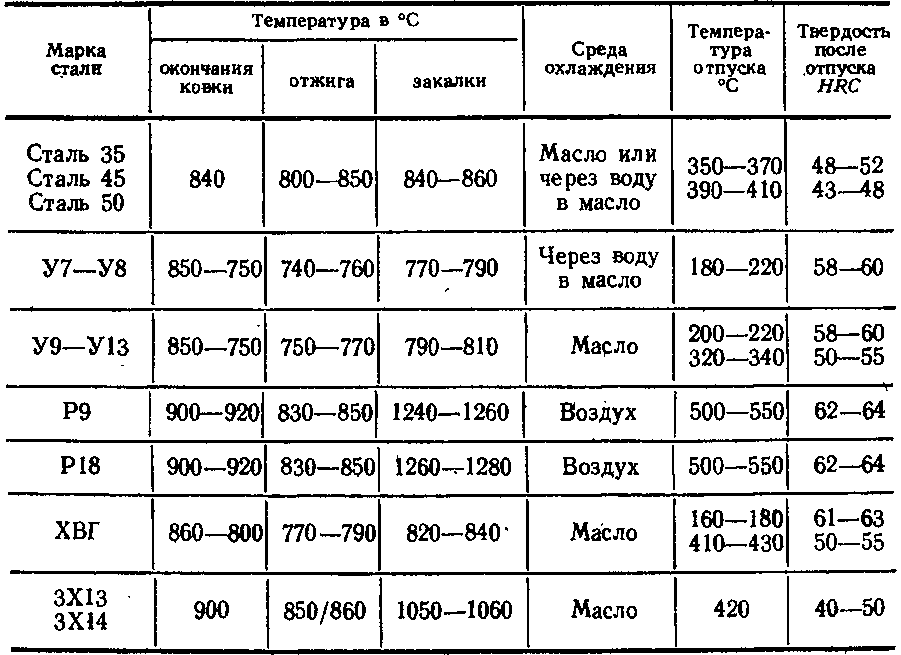
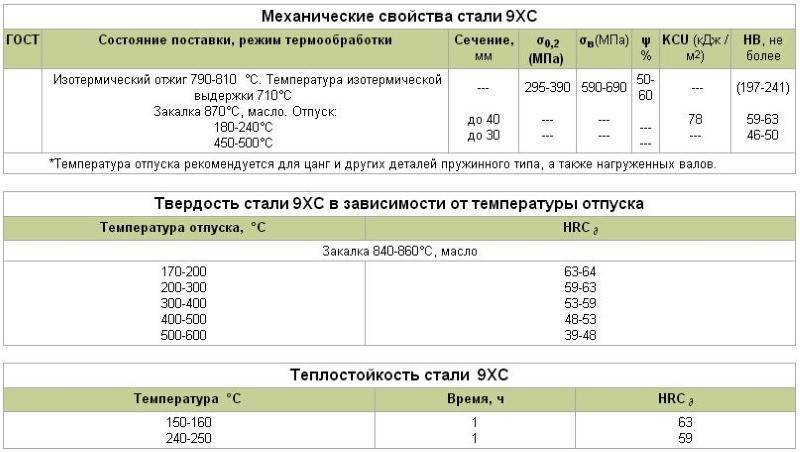
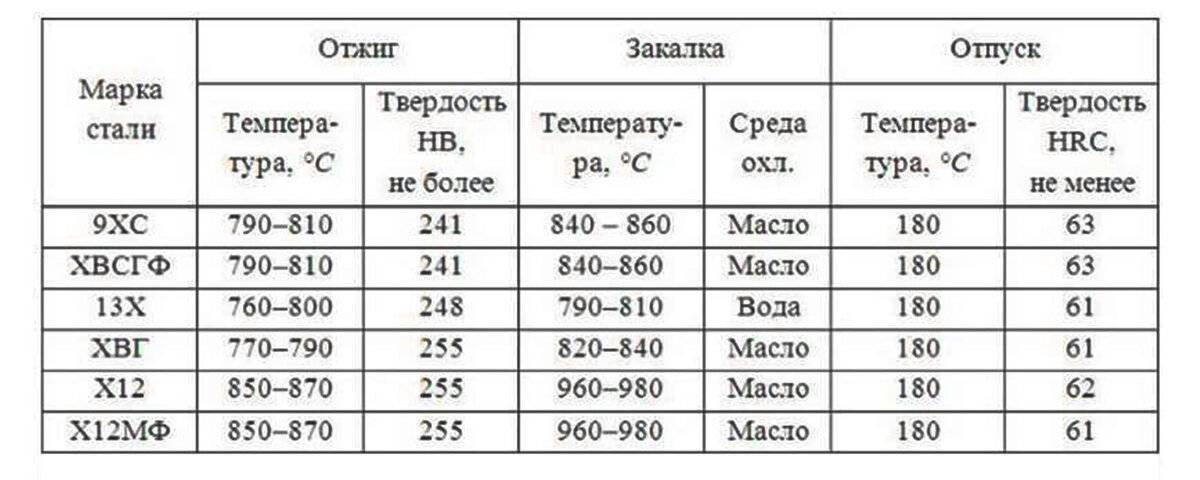
Термообработка стали 9ХС
Таблица. Температура критических точек
| Критическая точка | °С |
| Ac1 Ac3 Ar1 Mn | 770 870 730 160 |
Таблица. Твердость стали 9ХС
| Состояние поставки, режим термообработки | HRC поверхности |
| Закалка 840-860 С, вода. Отпуск 170-200 С. | 63-64 |
| Закалка 840-860 С, вода. Отпуск 200-300 С. | 59-63 |
| Закалка 840-860 С, вода. Отпуск 300-400 С. | 53-59 |
| Закалка 840-860 С, вода. Отпуск 400-500 С. | 48-53 |
| Закалка 840-860 С, вода. Отпуск 500-600 С. | 39-48 |
Отжиг — вид термической обработки металлов и сплавов, главным образом сталей и чугунов, заключающийся в нагреве до определённой температуры, выдержке и последующем, обычно медленном, охлаждении. При отжиге осуществляются процессы возврата (отдыха металлов), рекристаллизации и гомогенизации.
Цели отжига — снижение твёрдости для повышения обрабатываемости, улучшение структуры и достижение большей однородности металла, снятие внутренних напряжений.
Отпуском называется нагрев закаленной стали до температур ниже критической точки Ас1 выдержка при этой температуре с последующим охлаждением (обычно на воздухе). Отпуск является окончательной термической обработкой. Целью отпуска является изменение строения и свойств закаленной стали: повышение вязкости и пластичности, уменьшение твердости, снижение внутренних напряжений.

С повышением температуры нагрева прочность обычно уменьшается, а удлинение, сужение, а также ударная вязкость растут.
Полный отжиг производят путем нагрева стали на 30—50° С выше критической точки Ас3, выдержкой при этой температуре и медленным охлаждением до 400—500° С со скоростью 200° С в час углеродистых сталей, 100° С в час для низколегированных сталей и 50° С в час для высоколегированных сталей.
Структура стали после отжига равновесная, устойчивая.
Доэвтектоидная сталь имеет структуру: феррит и перлит. Эвтектоидная сталь имеет структуру перлит, а заэвтектоидная — перлит и цементит.
Изотермический отжиг является разновидностью полного отжига. Он в основном применяется для легированных сталей. Экономически этот процесс очень выгоден, так как длительность обычного отжига 13—15 ч, а изотермического отжига 4—6 ч.
Рисунок 2. Схема изотермического отжига стали 9ХС
Процесс изотермического отжига заключается в следующем: деталь нагревают до температуры выше критической точки Ас3 на 30—50°С, выдерживают при этой температуре, после чего сравнительно быстро охлаждают до температуры 600—650° С. При этой температуре выдерживают, что необходимо для полного распада аустенита, после чего следует сравнительно быстрое охлаждение.
При всех видах отжига не допускается перегрев и пережог стали. Перегрев стали —брак исправимый: образовавшуюся крупнозернистую структуру при перегреве можно исправить повторным отжигом. Пережог стали —брак неисправимый, так как сильно окисленные границы кристаллических зерен теряют связь и деталь разрушается.
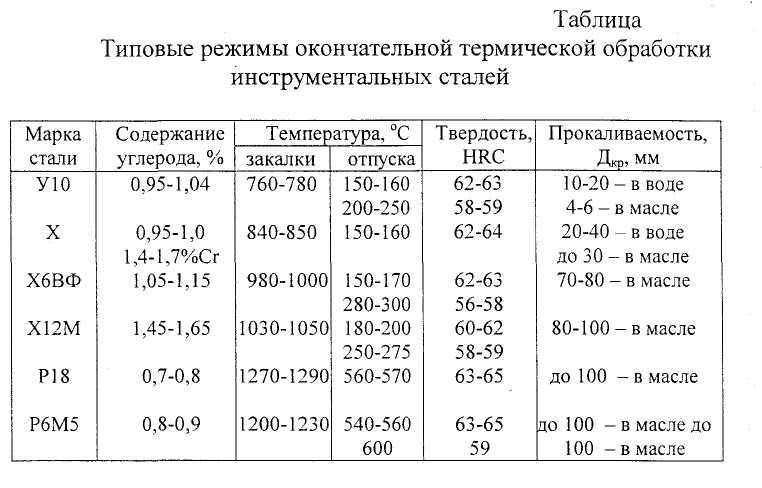
Мк стали 9ХС располагается ниже 0° С, мартенситное превращение при закалке протекает не полностью, и в стали остается до 6—8% остаточного аустенита, наличие которого приводит к деформации и снижает стойкость режущего инструмента. Поэтому инструмент несложной формы, у которого внутренние напряжения меньше, можно после закалки подвергать обработке холодом при температуре минус 55° С, учитывая, что сталь 9ХС очень чувствительна к стабилизации аустенита. Отпускают сталь 9ХС при температурах 180—200° С. Структура после термической обработки — мартенсит и карбиды, твердость HRC 61—64.
Таблица. Прокаливаемость стали 9ХС
| Расстояние от торца, мм / HRCэ | ||||||||
| 5 | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 |
| 63 | 56 | 36,5 | 32 | 30 | 28 | 26 | 25 | 24 |
| Термообработка | Крит.диам. в масле, мм |
| Закалка | 15-50 |
Теплостойкость, красностойкость стали 9ХС
Таблица. Механические свойства при повышенных температурах
| t испытания,°C | у0,2, МПа | уB, МПа | д5, % | ш, % | KCU, Дж/м2 | HB |
| 20 | 445 | 790 | 26 | 54 | 39 | 243 |
| 200 | 320 | 710 | 22 | 48 | 88 | 218 |
| 400 | 330 | 620 | 32 | 63 | 98 | 213 |
| 600 | 170 | 200 | 52 | 77 | 123 | 172 |
| 700 | 83 | 98 | 58 | 77 | 147 | |
| Образец диаметром 10 мм, длиной 50 мм, прокатанный. Скорость деформирования 20 мм/мин.
| ||||||
| 800 | 110 | 130 | 26 | |||
| 900 | 65 | 74 | 41 | 95 | ||
| 1000 | 42 | 46 | 52 | |||
| 1100 | 20 | 31 | 54 | |||
| 1200 | 15 | 20 | 83 | 100 |
| Температура,°С | Время, ч | Твердость, HRCэ |
| 150-160 | 1 | 63 |
| 240-250 | 1 | 59 |