Разберем алгоритм сбора импульсной сварки
Преобразователь

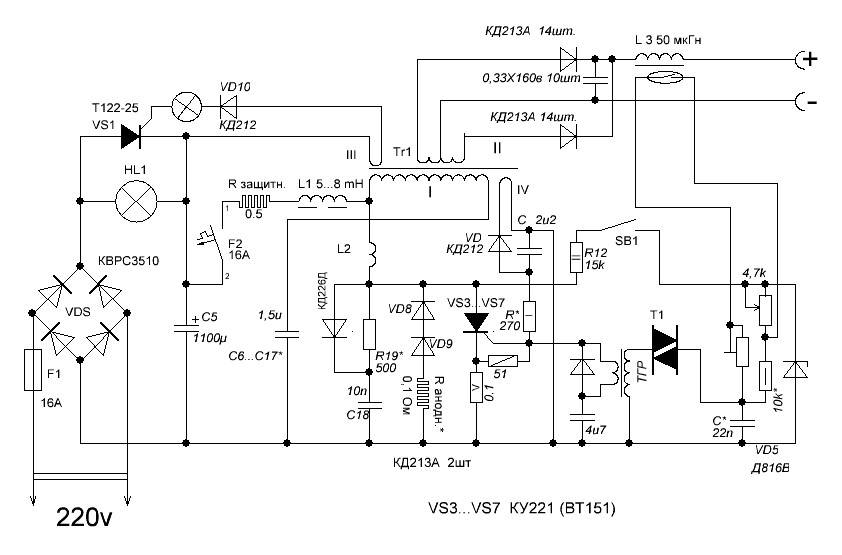
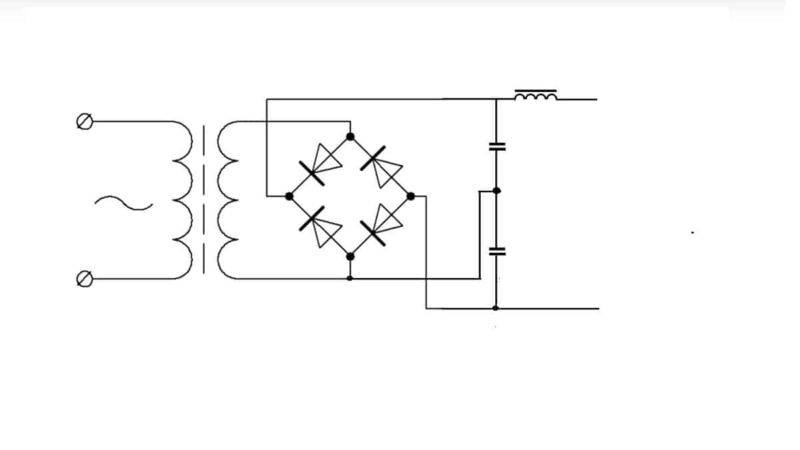
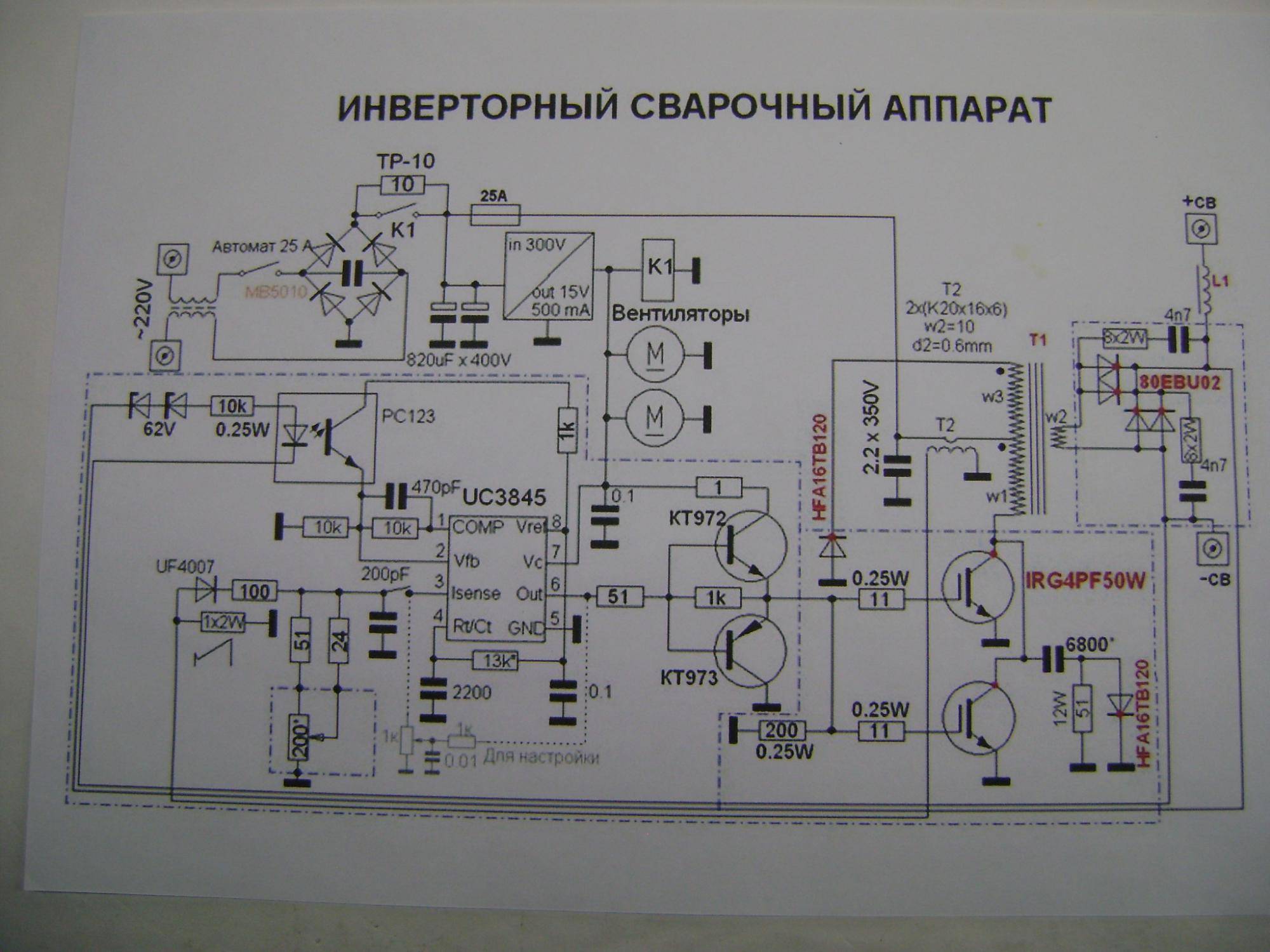
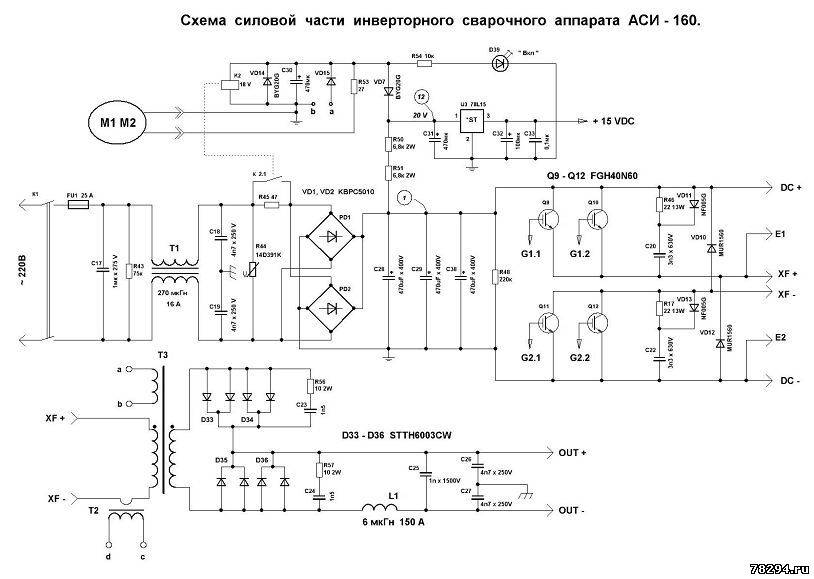
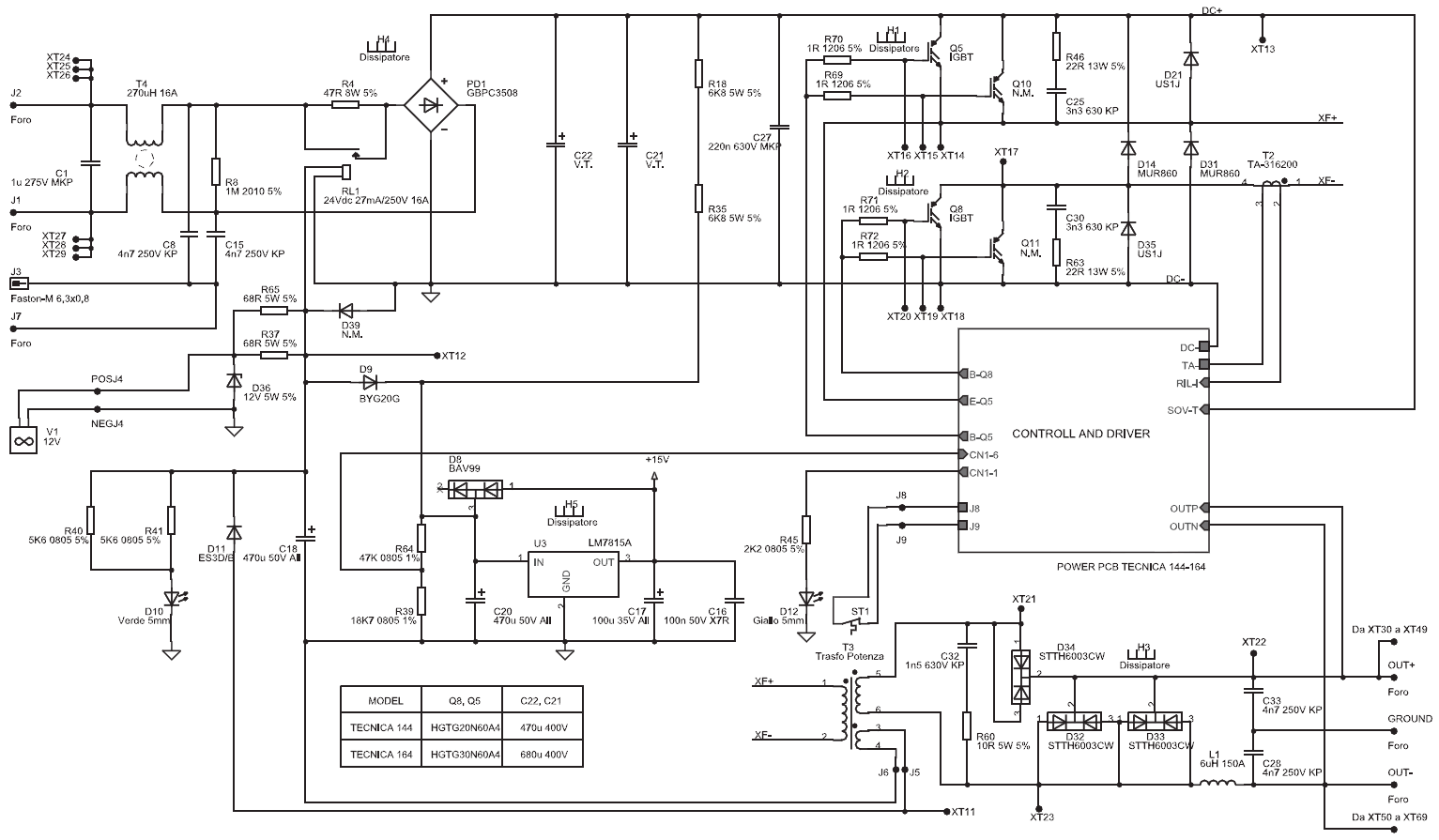
Для начала, необходимо рассмотреть процесс сбора импульсного преобразователя. Его соответственно обозначают, как силовой элемент сварочного агрегата.
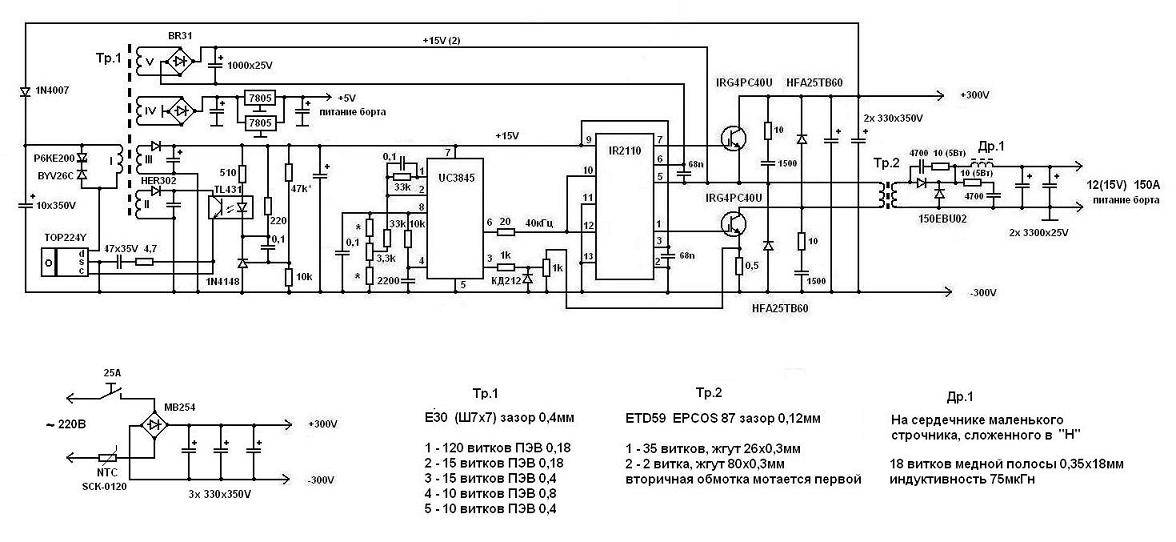
На схеме показана модель сбора преобразователя.
В технической литературе и справочниках можно найти информацию по составным частям, которые входят в комплектацию преобразователя.
Механизм управления

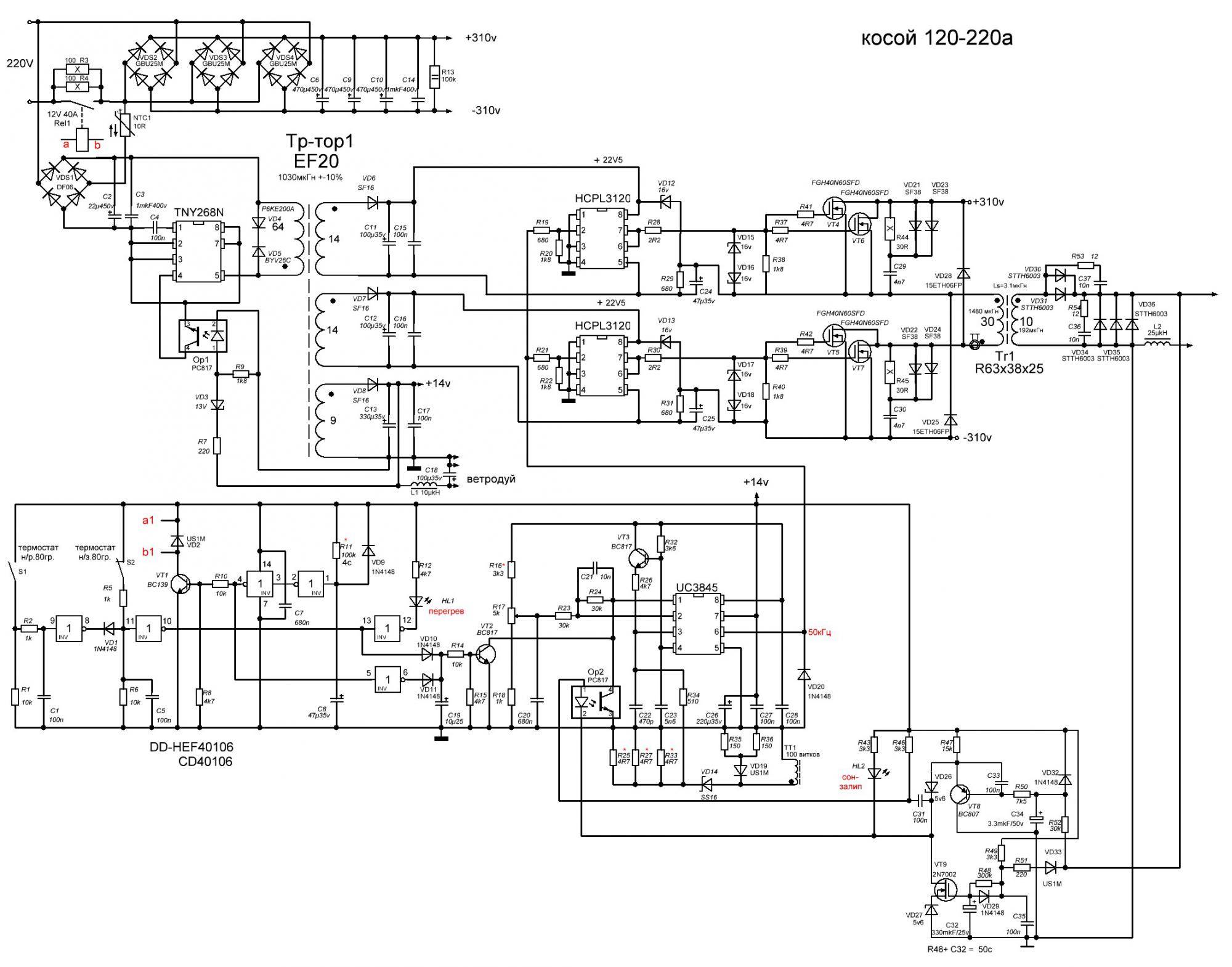
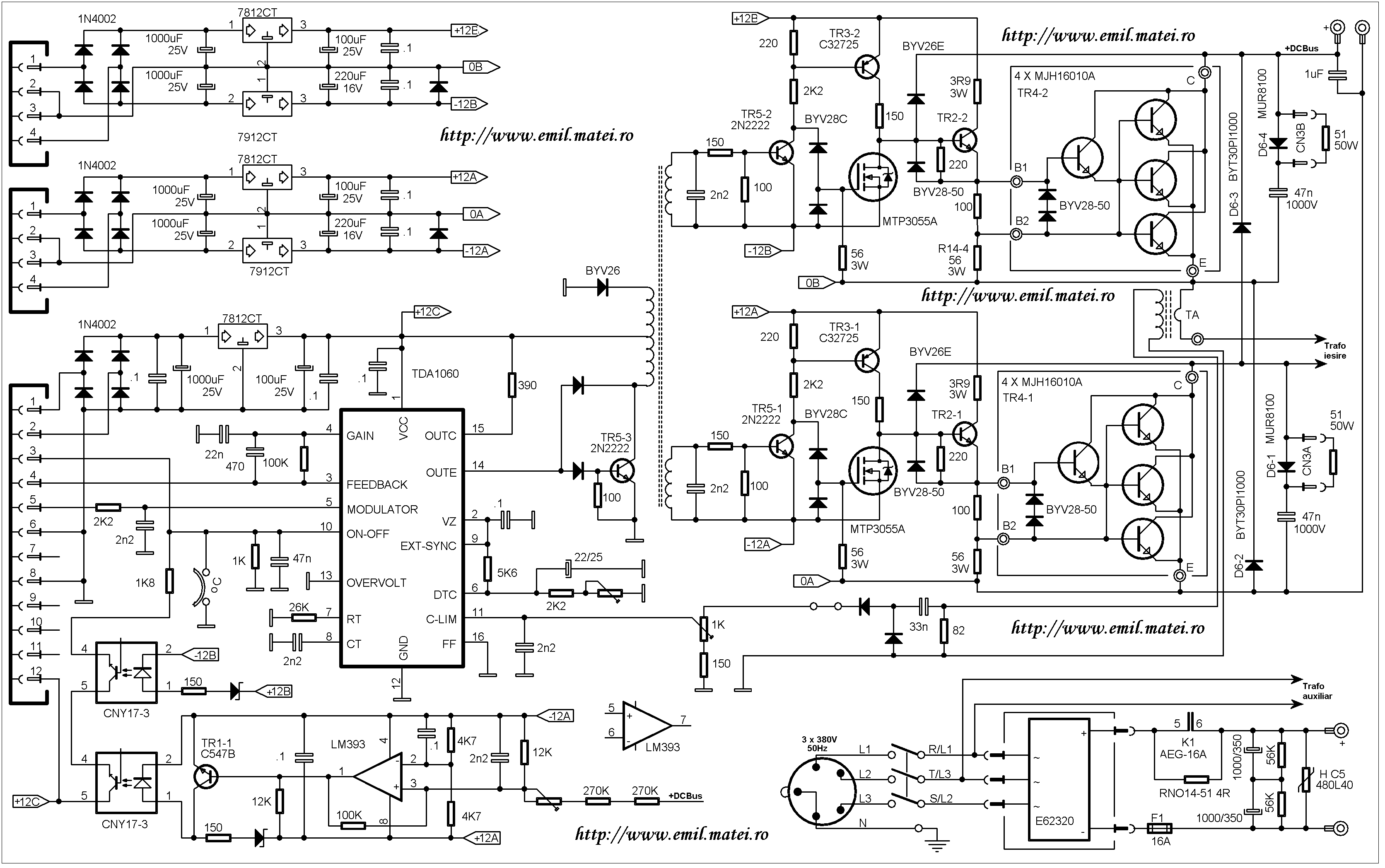
На данном рисунке можно увидеть отчетливую и понятную схему управления, а также элементы схемы, на которой видно процесс запуска электро-агрегата.
Адаптер

Описательное представление импульсного адаптера изображено на прилагаемой схеме.
«Мягкий запуск», расположен здесь же.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания деталей из цветных металлов.
- При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
- Для сваривания фасонных деталей на производстве.
- Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю ручного труда.
Общая информация
Переменный или постоянный ток — что лучше? В 21 веке этот вопрос не дает покоя многим сварщикам. Раньше сварочный аппарат в любом случае работал на переменке, и у мастера фактически не было выбора. Но с появлением на рынке выпрямителей и инверторов, выбор увеличился в сотни раз. И теперь уже непросто разобраться, какой аппарат выбрать.
Мы решили помочь вам и рассказать об особенностях как переменного, так и постоянного тока.
Начнем с переменки. Переменный ток — это основа. Именно его мы получаем из розетки, когда подключаем сварочный аппарат или любой другой электроприбор. Сварочники старого формата (трансформаторы) работали на переменном токе. Такой аппарат позволял из 220 Вольт получить сварочный ток силой в несколько сотен Ампер. Чего более чем достаточно для ручной дуговой сварки.

Но времена изменились. Технологический прогресс не стоял на месте, и со временем появились аппараты, которые научились преобразовывать поступающий из сети переменный ток в постоянный. К таким аппаратам относится выпрямитель и инвертор. Учтите, что когда говорят сварочный инвертор переменного тока, имеют в виду, что данное устройство использует для питания переменный ток, но преобразовывает его в постоянный.
Что все это значит на практике?
Когда в продаже появились аппараты постоянного тока, сварщики получили уникальную возможность сравнить их с традиционными аппаратами на переменке. И они были удивлены. По сравнению с современными инверторами и выпрямителями, трансформаторы были гораздо сложнее в применении.
Все дело в характеристиках переменного тока. Из-за них дуга поджигается неохотно, горит нестабильно. В итоге швы получаются менее ровными и прочными. Это особенно заметно, когда работу выполняет не совсем опытный мастер.
Также оказалось, что аппараты на переменном токе генерируют бОльший шум, который влияет на работоспособность сварщика. К тому же, классический трансформатор потребляет больше сварочных электродов, а металл в процессе работ постоянно разбрызгивается.

На этом месте вы наверняка подумали: «Ну и зачем тогда нужны аппараты на переменном токе, если у так много недостатков?». На самом деле, не все так просто. Не зря вопрос «Что лучше: постоянный или переменный ток?» вызывает столько вопросов и обсуждений.
Аппараты на переменке (трансформаторы) незаменимы, когда необходим недорогой, но при этом мощный и надежный сварочник. Также сварка на переменном токе отлично зарекомендовала себя при сварке металлов, на поверхности которых есть окисная пленка. Это, прежде всего, алюминий и нержавеющая сталь.Трансформаторы хорошо справляются и со сваркой загрязненных деталей, ели нет возможности их очистить и зашлифовать.
Также аппараты переменного тока легко переносят сварку в полевых условиях, неприхотливы к хранению и эксплуатации, могут варить даже самый толстый металл благодаря большому запасу по мощности.
Пара слов о сварочной дуге
Выше мы упомянули, что при сварке на переменном токе дуга горит нестабильно. Это действительно так, и эта проблема требует особого внимания, если вы начинающий сварщик. Когда мы говорим о нестабильности, мы имеем в виду, что дуга как бы «гуляет» при формировании шва. Она отклоняется от оси, и порой это даже заметно невооруженным глазом.
Разновидности сварочных аппаратов
Сварочники бывают нескольких типов. Самыми распространенными являются те, которые работают на переменном и постоянном токе.

И иногда для того чтобы определиться с тем, какой вид техники является более подходящим, нужно подробнее узнать об устройстве таких аппаратов. Это поможет окончательно определиться и не сделать при этом ошибку.







На переменном токе
Такие аппараты принято использовать не только в частных хозяйствах. Широко распространена эта техника и в промышленности. Но почему же многие умельцы отдают предпочтение таким сварочникам? Попробуем разобраться в этом вопросе.

В действительности, существует две причины для этого. Первая причина – это простота эксплуатации. Механизм работы такого аппарата не отличается сложностью. И это большое преимущество. Поскольку даже начинающие мастера смогут с ним работать.

Вторая причина – это конструкция, которая не отличается сложностью. Прибор очень легко сконструировать и использовать дорогостоящие детали при этом вовсе не обязательно.

Достаточно иметь под рукой такие материалы:
- генератор;
- провод, которым будет выполнена в дальнейшем первичная и вторичная обмотка;
- сердечник для намотки.


Это важное условие, которое следует соблюдать, желая продлить максимально срок эксплуатации прибора

Для сварочного аппарата, который был собран в домашних условиях, оптимальным будет напряжение в 60 вольт, а ток – 120-160 А. Поэтому и минимальное сечение должно быть 3-4 кв. мм.









На постоянном токе
Если мастер намеревается использовать сварочный аппарат для того, чтобы работать с такими металлами как нержавеющая сталь и чугун, то придется отдать предпочтение другому виду.

Ведь в таком случае единственным вариантом станет конструирование сварочника на постоянном токе. Только в таком случае становится возможна работа с вышеупомянутыми металлами.

Сделать такой аппарат можно на основе сварочника, работающего на переменном токе. Ведь можно его просто переделать. Сделать это достаточно просто.

Нужно подключить специальный выпрямитель к обмотке. Этот выпрямитель обязательно должен быть собран на диодах.

При этом не менее важной характеристикой является и способность быстро и качественно охлаждать прибор. Поэтому оптимальным вариантом является использование диодов Д161

Для выравнивания тока следует использовать обычные конденсаторы. А работать, конечно, проще по схеме. Поскольку в таком случае вероятность допущения ошибок при сборке минимальна.

Материалы для его сборки

Чертеж инверторного сварочного аппарата. Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8. Блок питания инвертора

Блок питания инвертора.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная. Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра.
- Первая вторичная. 15 кругов проводом ПЭВ в диаметре 1 миллиметр.
- Вторая вторичная. 15 кругов ПЭВ в диаметре 0,2 миллиметра.
- Третья вторичная. 20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка
Стоит обратить внимание на одинаковость диаметров двух видов обмоток
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок

Изготовление сварочного инвертора. Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.





Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Источники питания для импульсно-дуговой сварки плавящимся электродом
В домашних условиях можно изготовить сварочный аппарат своими руками . Запчасти для этого устройства можно легко найти в продаже, однако при этом надо учитывать некоторые тонкости.
Особое внимание необходимо уделить транзисторам, так как они быстро выходят из строя. Поэтому на этих деталях лучше не экономить. Самодельный сварочный инвертор оснащается четырьмя транзисторами, которые присоединяются к изолированным радиаторам
Самодельный сварочный инвертор оснащается четырьмя транзисторами, которые присоединяются к изолированным радиаторам.
Для того чтобы правильно собрать импульсный сварочный аппарат, необходимо просчитать его мощность и силу тока . Примеры расчетов можно посмотреть в Интернете.
Установленный фильтр поможет поддерживать напряжение 220 В. Для сборки своего аппарата понадобятся инструменты и специальные приборы, такие как осциллограф, паяльник, мультиметр, вольтметр и т.д.
Во время сборки следует соблюдать технику безопасности.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем.
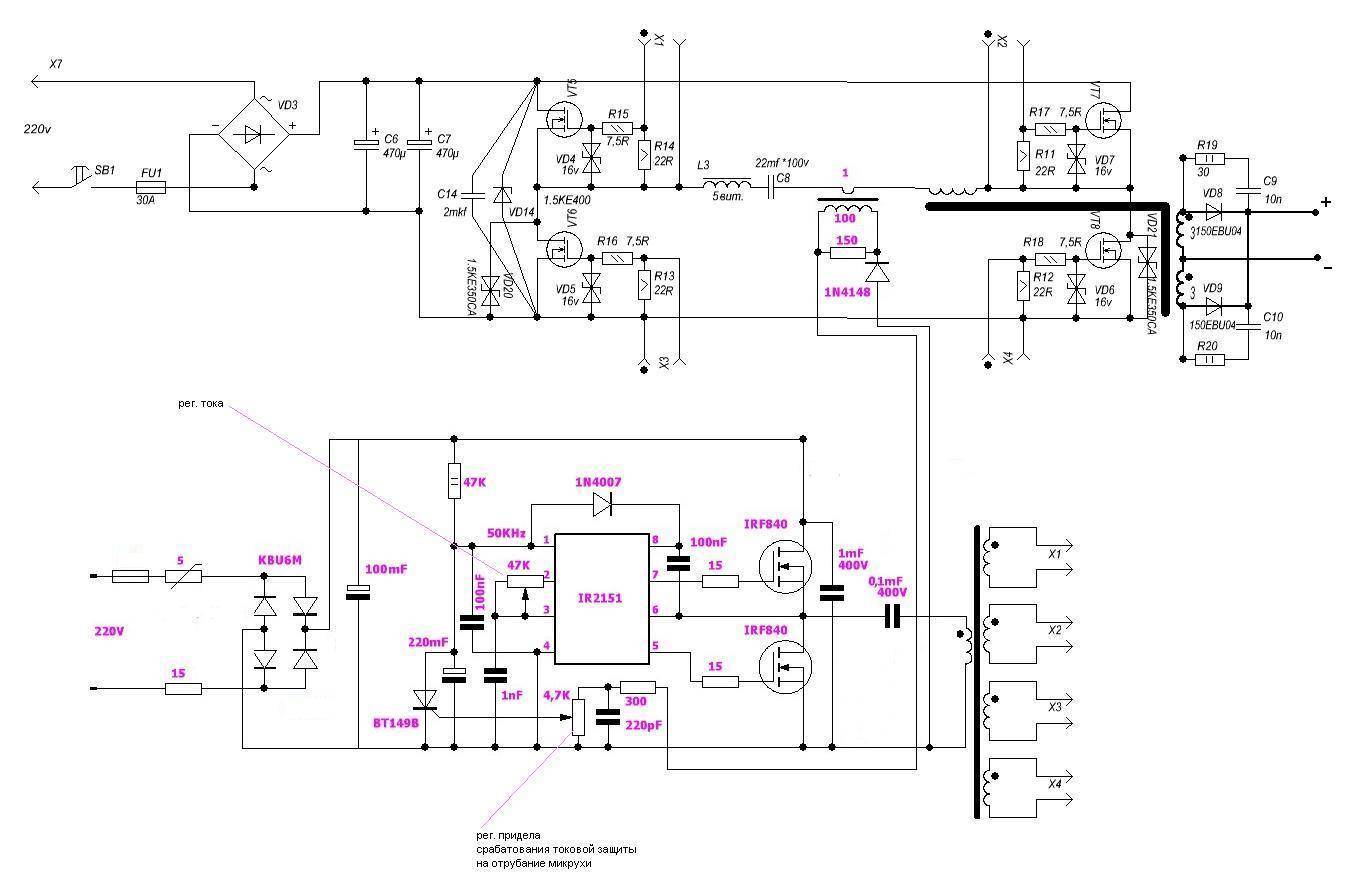
Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат.
Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка.
Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно.
С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку, Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
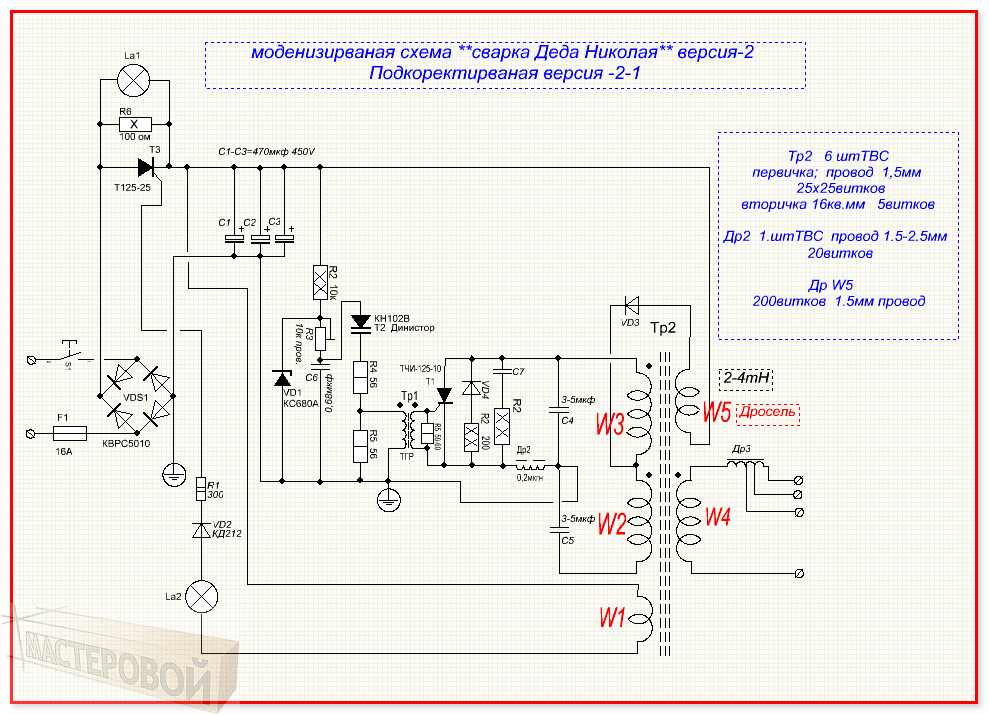
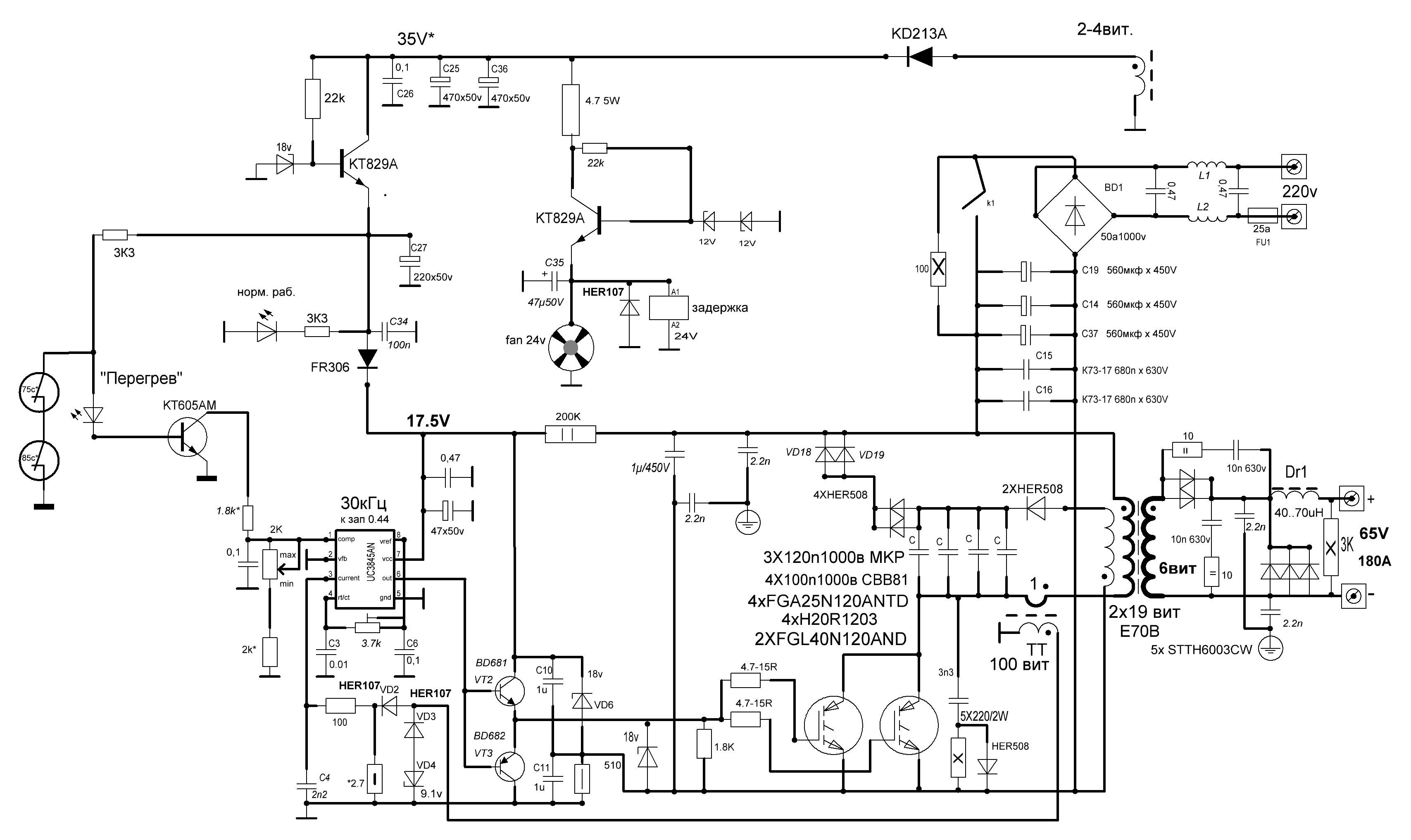
Схема сварочного инвертора своими руками: особенности конструирования
Необходимо для начала подумать о вентиляции механизма инвертора, которая защитит систему от перегревания. Для этого хорошо воспользоваться радиаторами от системных блоков Pentium 4 и Athlon 64. Сегодня их можно приобрести достаточно дешево.
После обмотки трансформатора его присоединяют к основе аппарата для сварки. Для этого потребуется несколько скоб, которые можно изготовить из проволоки (медь диаметром не меньше 3 мм).
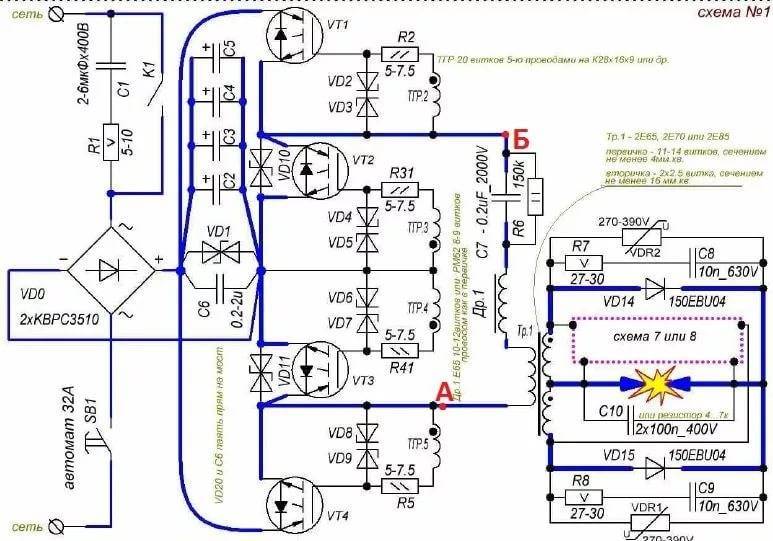
Для изготовления плат понадобится фольгированный текстолит (около 1мм толщины). В каждой из плат нужно сделать маленькие прорези. Они будут способствовать снижению нагрузки на диодные выводы. Их необходимо прикрепить навстречу выводам транзисторов. В качестве прослойки между радиаторами и выводами поставить плату, которая будет соединять механизм моста с вереницами питания. Каждый шаг сборки устройства можно сверять по примерной схеме самодельного сварочного инвертора:
На плату обязательно нужно припаять конденсаторы. Их может быть около 14. Благодаря им трансформаторные выбросы будут уходить в цепь питания.
Для ликвидации резонансных выбросов тока от трансформатора, необходимо вмонтировать снабберы, в которых будут содержаться конденсаторы С15, С16. Нужно использовать исключительно высококачественные проверенные устройства, поскольку функция снабберов очень значительная в инверторе – они уменьшают резонансные выбросы трансформатора и сокращают утраты IGBT при отключении. Лучшими являются модели СВВ-81, К78-2. Вся мощность переносится на снаббер, уменьшая выделение тепла в несколько раз.
В случае, когда в процессе пайки необходимо проконтролировать и отрегулировать температуру или другие параметры, возникает потребность не в простом паяльнике, а более сложном инструменте. Для этого совсем не обязательно идти в магазин, можно собрать паяльную станцию своими руками в домашних условиях.
Как изготовить самостоятельно основной инструмент паяльной станции — паяльник, можно научиться здесь.
Все составляющие прибора нужно установить на основание. Для его производства подойдет пластина гетинакса толщиной ½ см. По центру пластины вырезать круглое отверстие для вентилятора, который нужно будет оградить решеткой. Между проводами обязательно должно присутствовать воздушное пространство. На фронтальную часть основы нужно вывести светодиоды, ручки резистора и тумблера, кабельные зажимы. Весь этот механизм нужно сверху оборудовать «кожухом», для изготовления которого подойдут винипласт или текстолит (не менее 4 мм толщины). На крепление для электрода монтируется кнопка, которую вместе с подключенным кабелем нужно хорошо изолировать.
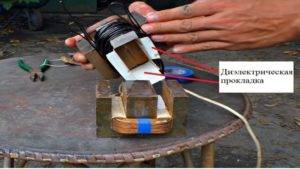
Самодельная точечная сварка
Схема самодельной точечной сварки.
В быту часто требуется соединить две металлические детали точечно. Традиционная сварка для этого либо не подходит, либо ее нет в наличии. В этом случае выручит самодельная точечная сварка, для которой понадобится минимальное количество материалов:
- дроссели от люминесцентных светильников 40 Вт;
- отрезок медного провода диаметром 0,25-0,3 мм либо плавкий предохранитель 13 А;
- вилка с медными проводами сечением 0,8 мм2;
- зажим «крокодил».
Сварочные аппараты для точечного соединения собирают по схеме:
- параллельно соединенные дроссели собраны в блок;
- один вывод подключается к зажиму, второй к проводу вилки;
- на второй провод вилки наматывается провод либо крепится плавкий предохранитель.
Сварочные аппараты для дома обеспечивают точечное соединение следующим образом:
- одна деталь зажимается «крокодилом»;
- ко второй в планируемом месте сварки подсоединяется перемычка;
- вилка включается в розетку, предохранитель плавится, успевая в точке контакта разогреть детали до полного соединения.
Точечная сварка безопасна в эксплуатации и отлично подойдет для домашних работ.
Оборудование этого типа относится к разряду экстремальных, однако выручает в сложной ситуации.
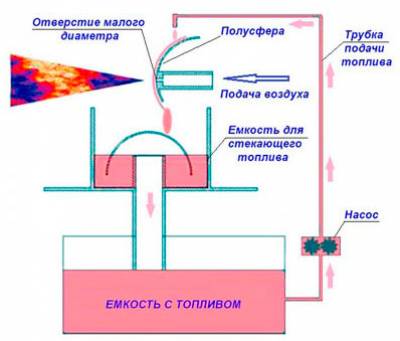
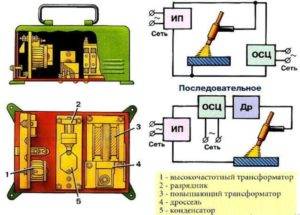
Безопасный в эксплуатации, компактный аппарат этого типа пригодится в любом индивидуальном хозяйстве, частном доме. Он работает на основе электролиза, в качестве рабочего раствора используется щелочная вода, рабочие газы на выходе обеспечивают температуру пламени 1 800˚С. Принцип действия прибора:
- на пластины электролизера подается напряжение;
- водный щелочной раствор (либо NaOH, либо KOH) начинает интенсивно выделять кислород, водород;
- смесь газов проходит сквозь гидрозатвор, поступает в горелку для сварки, резки;
- пластины электролизера изготавливаются из кровельного железа 0,5 мм, имеют размер 15 х 15 см, в каждой из них сверлится четыре крепежных отверстия диаметром 2,5 мм, одно газоотводное — диаметром 12 мм; пластины собираются в блоки велосипедными спицами, удаляемыми после сборки.



В гидрозатворе используется керосин, его количество подбирается опытным путем. Узел состоит из двух баллонов, сообщающихся в нижней части трубкой. Ресурс электролизера составляет 10 лет, после чего пластины заменяются новыми.
Сборка конструкции
 Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
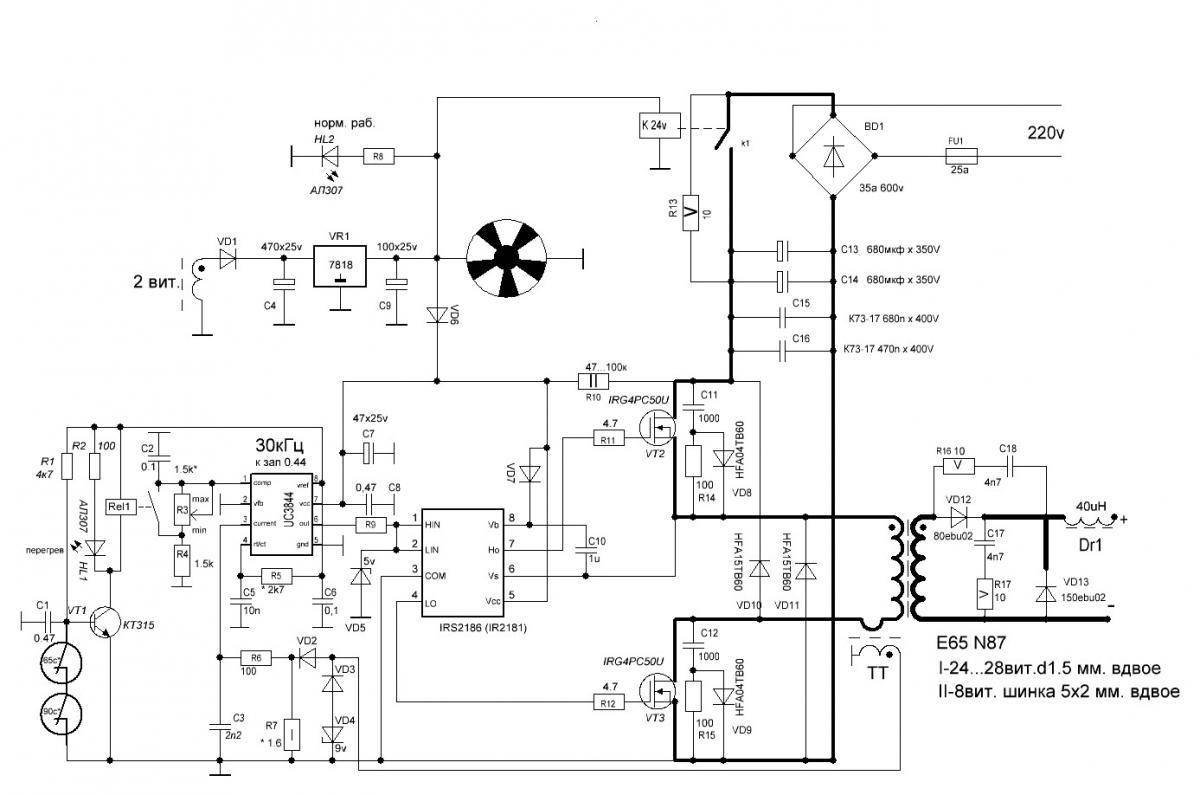
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Из чего стоит трансформатор?
В целом трансформатор будет состоять из таких частей, как:

Схема сварочного трансформатора.
- Корпус трансформатора. Перед его эксплуатацией необходимо убедиться, что корпус имеет заземление. Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита.
- Зажим (цанга).
- Ручка, изготовленная из стального прута.
- Магнитопровод. Суть его работы первоначально заключается в создании для магнитного потока замкнутого пути, который будет обладать наименьшей силой магнитного сопротивления. Именно поэтому магнитопровод изготавливают из тех материалов, которые при переменных магнитных полях не теряют свойство магнитной проницательности. К таким материалам относят сплавы железа и никеля или же сплавы железа, никеля с кобальтом.
- Рукоятка.
- Рымболт.
- Шкала.
- Крышка трансформатора, изготовленная из чугуна или стали.
- Вертикальный винт.
- Ходовая гайка для вертикального винта.
- Обмотки. Проводятся в два этапа. Первичная обмотка трансформатора должна состоять из 250-600 витков. Вторичная – от 60 до 75 витков. Желательно делать ее из медной шины с сечением не меньше 0,35 см в диаметре. Обмотку следует выполнять только по изолированному стержню в одинаковом направлении. Каждый последующий шаг обмотки необходимо изолировать при помощи стеклоткани или подобного вида изолятора. Каждый вывод обмотки залуживают и маркируют. А на каждый конец сетевой части закрепляют кембрик.
- Выпрямитель. Его функция заключается в переработке переменного тока в постоянный.
- Электроды. Для аргонодуговой сварки рекомендуется использовать вольфрамовые электроды, поскольку вольфрам легко выдерживает постоянный ток прямой и обратной полярности или же переменный ток. Во время работы электрод необходимо подносить максимально близко к основе детали. С помощью этой технологии образовавшаяся дуга будет обладать малыми параметрами, что необходимо при сварке алюминия. Электрод должен выступать на 2-5 мм от корпуса горелки, а вокруг надевается керамическое сопло.
- Осциллятор. Его действие заключается в подаче высокочастотных и высоковольтных импульсов.

Схема сварки алюминия полуавтоматом.
Еще одной необходимой вещью является горелка. Подбирается зажим (цанга) диаметром 0,2 см. Далее к обратному направлению зажима следует прочно припаять медную трубку диаметром 0,6 см, которая будет отвечать за подачу газа (в данном случае аргона) и напряжение к электроду. Во время припаивания трубки следует использовать высокие температуры.
К другому концу горелки необходимо прикрепить изготовленную из керамики или же кварца трубку, длиной в 5 см и диаметром 0,8 см, которая будет выполнять рабочую функцию. Необходимо позаботиться о том, чтобы трубка сохранила подвижность и могла сниматься. Поскольку иногда необходимо будет перенаправлять проволоку. В середину трубки будет устанавливаться дугообразный электрод.
Трубка-держатель обязательно должна быть покрыта изолирующим материалом. Лучше всего для этого использовать стеклоткань. Ею нужно обернуть трубку в несколько прослоек, используя между ними герметики из силикона. После изоляции к трубке устанавливается выключатель.
Сама горелка подсоединяется к газовому баллону при помощи трубки (диаметром от 0,6 см до 0,8 см), и дополнительно подсоединяется два провода, один из которых проводится от клапана к выключателю на трубке-держателе, второй предназначен для напряжения в трансформаторе. Сама подача газа выполняется примерно за 20 секунд до начала процесса сварки.
1 Каким требованиям должен соответствовать самодельный инвертор?
Сварочный аппарат инверторного типа, как известно, представляет собой блок питания высокой мощности, который может функционировать в режиме формирования на выходе дугового заряда, а затем и поддержания последнего в горящем состоянии. Указанный режим является тяжелым, поэтому далеко не каждый силовой модуль в состоянии работать в нем. В тот момент, когда сварщик “чиркает” концом стержня по свариваемому изделию, в сварочной цепи фиксируется короткое замыкание.
Именно данное явление считается наиболее критическим для блока питания (для того, чтобы произошел достаточный разогрев электрода и его последующее расплавление, необходимо затратить очень много энергии). По этой причине, если вы планируете сделать сварочный инвертор своими руками, следует позаботиться о том, чтобы его модуль питания располагал достаточным запасом мощности. В противном случае самодельный аппарат просто-напросто не сможет поджечь дугу, необходимую для выполнения сварки.
Большинство электродов сечением до четырех миллиметров демонстрируют стабильное горение при силе тока в районе 120–130 ампер. Но вот зажечь их на подобном токе будет нереально, а значит, нужно предусмотреть такую мощность блока питания, чтобы он без проблем выдавал 180–190 ампер.

Другой момент. Вольт-амперный показатель (его обычно называют характеристикой дуги) при стандартных климатических условиях описывается падающим видом. Это означает, что напряжение будет иметь тем меньшую величину, чем более высокая сила тока присутствует в электродуге. Приведенное утверждение верно для токов не выше 80 ампер. Лишь при более высоких показателях силы тока наблюдается стабилизация электрической дуги (при повышении тока напряжение не изменяется).
Варить металлические изделия нестабильной дугой не имеет никакого смысла. Качественного сварного соединения вы никогда не получите. Вместо этого на металле стопроцентно будут прожоги, непровары, да и сам шов будет характеризоваться высокой пористостью и минимальной надежностью.
Блок питания самодельного сварочного агрегата обязан отвечать следующим требованиям:
- наличие полной развязки (гальванической) от 220-вольтной бытовой электрической сети;
- максимально плавная настройка тока на выходе;
- мощность от 5 киловатт (если вы хотите, чтобы аппарат работал с коэффициентом полезного действия не менее 80 процентов);
- наличие системы, которая предохраняет агрегат при залипании сварочного стержня от перегрузок;
- напряжение (выходное) холостого хода должно быть 45 вольт и более.