Выбор стали для закалки ножа
Как известно, сталь это есть не что иное, как сплав углерода с железом. В них добавляются в небольших дозах добавки. Большую роль на качество будущего клинка они не играют. Важнейшим элементом является углерод. Добавки могут быть такие, как цинк, хром, молибден, кальций и т.д.
А вот чем меньше углерода в стали, она приобретает высокую прочность, но изнашивается быстрее и коррозия развивается быстрее. Для правильной закалки нужно обязательно знать состав будущего клинка. Лучше всего провести углеродный анализ стали.

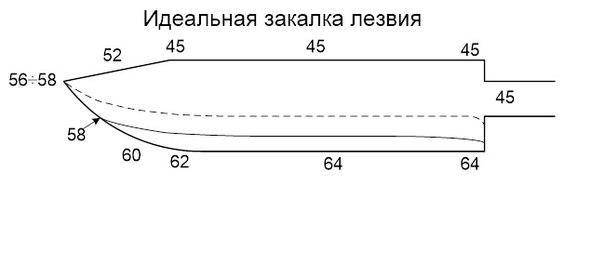
Идеальная закалка лезвия ножа.
Если будущее изделие будет, к примеру, из напильника или рессоры автомобиля. Закалка в данном случае просто необходима, тем более ковка такого металла подразумевает его обязательный нагрев. Проверить качество закалки, можно в домашних условиях, но он довольно «жестокий».
Нужно готовый клинок затянуть в тисках и начать постепенно гнуть его, и если излом клинка произойдет на отметке приблизительно в 45 градусов. Можно смело сказать – закалка была проведена верно. Но так следует сделать, после первой вашей самостоятельной закалки клинка, нужно хорошо запомнить весь процесс и повторить его заново.
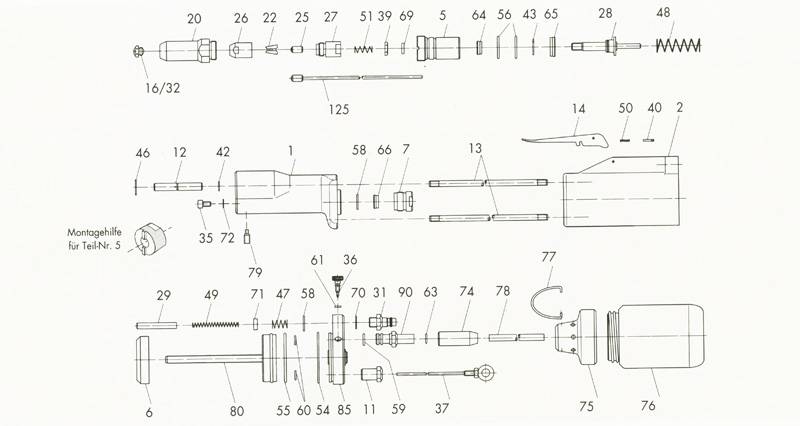
МАТЕРИАЛЫ,ПРИМЕНЯЕМЫЕ ДЛЯ ДЕТАЛЕЙ МЕХАНИЗМА ГАЗОРАСПРЕДЕЛЕНИЯ
Распределительные валы изготовляют из легированных сталей 15Х, 15НМ и 12ХНЗА, или из углеродистых сталей 40 и 45, или из чугуна. Кулачки и шейки стальных распределительнных валов подвергаются цементации с последующей закалкой или поверхностной закалке, а чугунных — отбеливанию.
Для
распределительных шестерен применяют сталь 20 и 45 или серый чугун. Для уменьшения шума при работе зубья шестерни делают косыми, а шестерню изготовляют из текстолита (при стальной ступице).
Толкатели изготовляют из легированных сталей 15Х, 20Х 12ХНЗА и 18ХНЗА, из стали 45 с последующей поверхностной закалкой. В некоторых двигателях толкатели делают из отбеливающихся чугунов. Твердость рабочих торцов толкателя не должна быть ниже HRC
54—56.
Выпускные клапаны
в карбюраторных двигателях изготовляют из сталей ЭСХ8, Х9С2, Х10СМ, Х12Н7С, ЭН107 и ЭЯ2. С целью экономии жаропрочные материалы в ряде двигателей применяют только для головок клапанов, а стержни делают из сталей 40Х или 40ХН, затем эти детали сваривают. Для повышения коррозионной стойкости выпускных клапанов и уменьшения износа рабочей поверхности на нее и на головку клапана со стороны цилиндра наплавляют слой твердого сплава ВЗК (на кобальтовой основе), сормайта (на железной основе) или стеллита (60% Niи 15% Сг) толщиной 1,5—2,5 мм.
Для впускных клапанов
применяют хромистую и хромони-келевую сталь 40Х, 40ХН, 50ХН, 37С и 40ХНМА.
Седла клапанов
изготовляют из серых перлитовых чугунов СЧ 24—48, стали 45. В некоторых случаях седла клапанов отливают из отбеливающихся чугунов, при этом седла хорошо противостоят ударной нагрузке и химическому воздействию газов. Кроме того, обработка точно отливаемых колец для седел сводится только к шлифованию, без обтачивания и притирки.
Направляющие втулки
изготовляют из чугуна или из алюминиевой бронзы.
Для
пружин применяют специальную пружинную проволоку диаметром 3—5 мм из сталей СОГ, 65Г, 50ХФХ иП1.Детали крепления
тарелки, пружины и стержня клапана (сухари, чеки) изготовляют из сталей 40, 45, 12НЗА и чугуна СП-4Ф и др.
Коромысла штампуют из углеродистых сталей 20 и 30. Применяют также легированные стали 20ХНЗА, 12ХЗА, ЭИ274 и др. Ударной части коромысла с помощью термической обработки придается высокая твердость.
maestria.ru
Закалка графитом
Цементация графитом является весьма простым, но действенным способом поверхностной закалки ножа своими руками, который лучше всего подходит для укрепления какой-то части лезвия.

Для этого вам понадобится графит, который можно получить из простых пальчиковых батареек. Нужна металлическая платформа, на которой будет проходить процесс закалки. Хорошо для этого подойдет простой профиль, который используется при работе с гипсокартоном и другими отделочными работами.

Еще нам будет нужен источник постоянного питания. Отличным вариантом может стать сварочный аппарат, мощность которого стоит выставить на минимальный уровень. Если такого нет, можно попробовать похожий вариант, который будет способен выдать вам порядка 50-ти вольт постоянного напряжения. Пользоваться сетью на 220 вольт настоятельно не рекомендую.

Любая инструкция, в том числе и для правильной закалки ножей, должна начинаться с подготовки. Когда у вас есть все необходимые составляющие, нужно подготовить рабочее пространство.

Берем профиль, высыпаем на него наш графит, его должна получиться небольшая горка. К профилю нужно подключить плюсовой кабель источника питания, а вот минус нужно соединить с ножом.


Такой способ хорошо применять для закалки именно кромки, которая постепенно соприкасается с графитом. Для этого, после всего выше сделанного, нужно включить источник питания и дать напряжение на наши детали. Нож нужно постепенно кромкой лезвия проводить по графиту.

Когда это произойдет, будьте уверенны – вы увидите лично процесс закалки. Делать это нужно постепенно и аккуратно. Если вы коснетесь профиля – процесс испорчен. Если будете долго держать кромку в графите – он загорится и снова закалка будет испорчена. В обеих ситуациях лезвие будет повреждено и не будет подлежать восстановлению.
Правильным будет вести закалку медленными, постепенными и короткими движениями. Визуально, весьма отчетливо заметно, когда графит начинает сильно разогреваться и искрить. Увидев это нужно поднимать нож. Лезвие не стоит окунать очень глубоко в графит, лучше всего это делать только с режущей кромкой.

На небольшой нож вам понадобится около пяти минут, чтоб закалить его кромку. Затягивается этот процесс, как раз за счет горения графита, которое постоянно нужно избегать. Как вы видите, ничего сложного в этом процессе нету, просто нужно следовать инструкциям и аккуратно работать.

Закалка и термообработка топора
Кузнец Валерий Самович: “На примере топора, хочу рассказать о термообработке стали в домашних условиях, которая включает в себя три стадии: отжиг, закалку и отпуск. Потребность в закалке возникает в том случае, если производителем нарушена технология термообработки.
Если топор при работе быстро тупится, на острие появляются вмятины, то сталь мягкая. И это значит, что топор не закален. А если острие выкрашивается или растрескивается, то есть, сталь очень твердая и хрупкая, то это возможно в том случае, если не был проведен отпуск после закалки”. Оценить твердость стали, а значит и качество закалки нам поможет незатертый напильник с мелкой насечкой.
Если твердость стали высокая, то напильник по ней скользит почти не цепляя. Если твердость стали средняя, то напильник ее чуть-чуть берет. И если твердость стали низкая и напильник ее спокойно берет, то значит, эта сталь не закалена, либо были нарушена технология термообработки.










В случае с этим топором напильник берет его легко. В этом случае, а также в случае повышенной хрупкости, топор подвергаем полному циклу термообработки. Вначале отжиг, а затем закалка и отпуск. Правильной закалкой топора считается такая закалка, при которой разные части топора закалены по-разному.
В районе лезвия, на расстоянии примерно трех сантиметров от острия твердость стали должна быть высокой. Твердость остальной части топора должна быть гораздо меньше. Такая закалка обеспечивает износоустойчивость лезвия и пластичность остальной части.
И является гарантией того, что при работе не лопнет обух или не отломается полотно.
Гост 18578 – 89 топоры строительные
Следующий момент, который мы должны знать для проведения эффективной термообработки, это марка стали, из которой изготовлен топор.
Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные.
Этот ГОСТ оговаривает марки сталей для изготовления топоров. Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды.
Узнать об этом можно в марочниках сталей или в справочниках термиста, которые есть в свободном доступе в библиотеке. Однако, хочу подчеркнуть тот факт, что основным материалом для изготовления топоров являются стали У7 и У7А. Топор, который я выбрал для экспериментов, имеет клеймо.
Сверху год выпуска – 1963. Слева – размер по ГОСТу А2. Справа – сталь. Из которой изготовлен топор. Это инструментальная, углеродистая сталь У7. Режимы термообработки для стали У7 следующие:
Перед термообработкой надо затупить режущую кромку топора, чтобы его толщина стала примерно один миллиметр.
Отпуск
Последняя операция термообработки называется отпуск. Отпуск необходим для уменьшения хрупкости закаленной стали и снятия внутренних напряжений в металле, появившихся в процессе закалки. Отпуск я делаю в обычной духовке.
Топор выдерживается один час при температуре 300 градусов, а затем остывает на воздухе. Вот такой красавчик у нас получился после отпуска. Цвет побежалости – синий, свидетельствует о том, что температура отпуска была примерно 300 градусов.
Увидеть этот цвет можно, если повернуть определенным образом поверхность металла к освещению. Проверяем твердость металла после отпуска, и убеждаемся, что лезвие стало чуть мягче. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя.
Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
Закалка с самоотпуском
Еще один способ закалки инструмента – это закалка самоотпуском. В начале инструмент разогревается в печи до температуры закалки. Затем, режущая часть охлаждается до температуры 150-170 градусов. После этого режущая часть зачищается от окалины для того чтобы видеть цвета побежалости. Смотрим, как идет фиолетовый цвет.
Инструмент выдерживается на воздухе до тех пор, пока тепло от раскаленной части не нагреет охлажденную часть до температуры 250-300 градусов. Об этом мы судим по цвету побежалости. Все фиолетовое. Охлаждаем. В качестве закалочной среды используется вода. Только для охлаждения режущей части она нагрета до 30 градусов.
А для окончательного охлаждения топора она нагрета до 50 градусов.
Разновидности металла, который можно обрабатывать
Выделяют три основные группы металла, который используется для закалки:
- Сталь с неупрочняемой сердцевиной. В эту группу входят следующие марки стали, пригодной для цементирования — 20, 15 и 10. Эти детали имеют небольшой размер, используются для эксплуатации в бытовых условиях. Во время закалки происходит трансформация аустенита в феррито-перлитную смесь.
- Сталь со слабо упрочняемой сердцевиной. В эту группу вошли металлы таких марок, как 20Х, 15Х (хромистые низколегированные стали). В этом случае проводят дополнительную процедуру лигирования с помощью небольших доз ванадия. Это обеспечивает получение мелкого зерна, что приводит к получению более вязкого и пластичного металла.
- Сталь с сильно упрочняемой сердцевиной. Этот вид металла используют для изготовления деталей со сложной конфигурацией или большим сечением, которые выдерживают различные ударные нагрузки, подвергаются воздействию переменного тока. В процессе закалки вводится никель или при его дефиците используют марганец, при этом для дробления зерна добавляют малые дозы титана или ванадия.
В целом процесс цементации стали необходим для улучшения износостойкости и прочности деталей. Чаще всего цементации подвергаются валы, оси, лезвия ножей, детали подшипников и зубчатые колеса.
Какую сталь выбрать для заготовки ножа?
Сегодня марочник стали и сплавов может предложить металл в нескольких тысячах наименований и сортов. В состав сплава стали, могут кроме железа входить и вольфрам, и никель, и ванадий, и цинк. От этого зависит физико-химические свойства металла, с вольфрамом он становится жестким и прочным, цинк делает его мягким, а алюминиевая составляющая позволяет делать вытяжку
Но для ножа важно не это, здесь определяющим моментом выступает, сколько углерода содержит металл. Чем больше углеродная составляющая, тем он прочнее, но при этом он и более хрупкий
А вот чем меньше углерода, тем металл пластичнее, нет, не мягче, а именно пластичнее.
Поэтому, выбирая металл для ножа, рекомендуется обращать внимание на марочные стали и высоколегированные марки, клинок из такого металла будет и прочным, и гибким, оставаясь острым долгое время
Выбор охлаждающей среды
От выбора зависит качество детали:
- для охлаждения простых деталей и изделий, изготовленных из углеродистых сталей применяют чистую воду;
- для изделий сложных форм в качестве охладителя используют каустическую соду, смешанную с водой в соотношении 1:1. Приготовленный раствор нагревают до 50-60 градусов;
- закалка металла в масле применима к тонкостенным деталям из легированных или углеродистых сталей.
Углеродистую сталь, имеющую сложный состав, остужают в двух охладителях — сначала быстро в чистой воде, а затем медленно в ванне, наполненной маслом. Перемещать детали из воды в масло нужно очень быстро.
Из какого материала делают ножи?
Для производства ножей используют сплав углерода и железа. При нагревании этих компонентов образуется высокоуглеродистая сталь.
Данный материал способен справиться с резким перепадом температурного режима. Помимо этого, он отличается высокой плотностью и устойчивостью к различным механическим воздействиям.
Изделия из чистой углеродистой стали имеют довольно высокую стоимость. Чтобы сократить расходы материалов и компонентов, многие мастера предпочитают добавлять специальные добавки.
Для этого они используют следующие вещества:
- Молибден;
- Ванадий;
- Цинк;
- Вольфрам;
- Кальций.
Если в составе заготовки отмечают минимальное количество углеродистой стали, то какие изделия получаются эластичными. Они требуют правильной закалки, которая обеспечит им дополнительную прочность.
Сборка самодельного ножа
Выполнив все указанные выше операции и доведя сталь ножа до необходимой твердости, переходим к сборке. Подгоняем форму накладок к хвостовику ножа и вырезаем дополнительно две вставки из кожи.
Затем смазываем детали клеем, устанавливаем на клею латунные вставки и оставляем сушиться на несколько часов.
Крайнюю вставку лучше изготовить не из стержня, а из трубочки требуемого диаметра. Это поможет крепить готовое изделие при эксплуатации на кожаный ремешок, что предохранит его потерю в походах, на рыбалке или охоте.
После высыхания клея тщательно обработайте рукоятку и лезвие наждачной бумагой. Для защиты клинка от коррозии его достаточно хорошо отполировать после окончательной заточки и доводки.
Изготовление пальмы из пластиковых бутылок — подбор материала, пошаговый процесс сборки
Общие характеристики самодельного ножа
Зная, из какой стали делают напильники, становится понятным, почему их применяют для изготовления ножей. В качестве материала используются высокоуглеродистые стали таких марок, как У10А, Х12М, ШХ15.
Благодаря высокому содержанию углерода этот материал поддается закалке до 64−66 единиц по Роквеллу. Это обеспечивает ему достаточную твердость. Именно поэтому в домашних условиях делают нож из напильника.
Качественный самодельный нож можно сделать из:
- Толстого сверла по металлу. Следует учитывать, что закаленная часть только рабочая. Хвостовик сырой.
- Поршневой шатун двигателя.
- Торцевого ключа.
- Рессоры.
- Напильника.
При изготовлении финки на профессиональной основе все эти вещи предварительно куются. Особенно удобно ковать напильник, который имеет для этого подходящую форму. В процессе ковки металл приобретает нужные свойства, становится эластичнее.
Инструкция как сделать нож из напильника своими руками
Рассмотрим пошагово процесс изготовления самодельного ножа от самого начала до конца. Опираясь на инструкцию, изготовить нож в домашних условиях самостоятельно не будет трудно.
Произвести отпуск металла. Делается, чтобы облегчить выполнение работ. Для этого нужно прогреть поверхность напильника, положив его в газовую духовку на 1 час. Температура воздействия при этом должна быть не менее 200 градусов и не более 300 градусов. Остывание должно быть естественным, иначе заготовка может расколоться










На следующем шаге понадобится сделать профиль ножа. Здесь не обойтись без схем и чертежей. Профиль можно придумать свой или взять из аналогов. На листке картона начертить соответствующий профиль лезвия с рукояткой, а затем вырезать. Получившийся чертеж позволит изготовить инструмент строго по шаблону, повысив качество внешнего вида. Готовый шаблон необходимо приложить к напильнику, и обвести его при помощи маркера по контуру Вырезаем заготовку по отметкам. Для этого лучше использовать ножовку по металлу, что позволит исключить отпуск материала. Если используется болгарка, то в процессе резания рекомендуется поливать напильник водой. Болгаркой получится быстрее, но малейший перегрев приведет к потере прочности металла, поэтому лучше воспользоваться ножовкой по металлу. Наличие неровностей следует сточить на наждаке Стачивание скоса — это часть лезвия, которая будет плавно уменьшаться в толщине, чтобы получить в итоге заточенное основание. Для стачивания скоса, его для начала необходимо прорисовать. Для этого используется маркер, который прорисовываются линии скоса. Чтобы с обеих сторон обеспечить равномерное стачивание, необходимо взять сверло по металлу аналогичного диаметра с толщиной заготовки. После этого расположить заготовку на верстаке (ровной поверхности) и рядом приложить сверло. Провести сверлом по торцевой части лезвия, где будет находиться заточка. По полученной линии можно ориентироваться при стачивании металла Подготовка штифтов для накладок рукоятки. Самый простой способ сделать ручку — это вырезать ее листовой древесины, и приложить к получившейся заготовке с двух сторон. Еще можно изготовить круглую рукоятку, обточив ее на токарном станке. Если используется листовая древесина, то для ее закрепления на основании инструмента понадобится использовать цилиндрические гильзы из алюминия. Эти гильзы должны быть небольшого диаметра Вырезает рукоятку из ДСП или прочих деревообрабатывающих материалов. Лучше использовать качественную древесину, так как в ноже главную роль играет не только лезвие, но и рукоятка, которая влияет на качество пользования инструментом. Маркером расчерчивается форма рукоятки, а затем вырезается при помощи лобзика или ножовки по металлу Чтобы закрепить ручки на инструменте, понадобится просверлить отверстия в металлическом основании ножа. В эти отверстия устанавливаются гильзы, а затем размещаются деревянные заготовки с двух сторон Очистка металла при помощи уксуса или лимонной кислоты. Эта процедура выполняется для того, чтобы исключить возникновение коррозионных процессов. Для очистки металла главное не передержать заготовку дольше, чем нужно.
Поместить заготовку в уксусе или лимонной кислоте нужно на время 1,5-2 часа. После этого металл почернеет, поэтому для удаления черноты используется наждачка минимальной шероховатости. Шлифуем металл до блеска на лезвии, а рукоятку обрабатывать не обязательно, так как она будет закрыта деревянными ручками Собрать ручку, приклеив деревянные заготовки. Для этого рекомендуется использовать эпоксидный клей, который еще называют холодной сваркой
При этом немаловажно выбирать жидкий клей. Металл и внутреннюю часть деревянных заготовок перед нанесением клея необходимо тщательно зачистить и обезжирить

В итоге получаем готовый инструмент, который отличается высокими показателями прочности, надежности и эффективности. Рукоятку в завершении следует обработать лакокрасочными материалами, что исключит попадание внутрь влаги. Под такой нож можно сшить чехол на пояс, что позволит всегда держать его при себе, выполняя строительные, ремонтные и прочие виды работ.
https://youtube.com/watch?v=rzVsvZSEBVI%3F
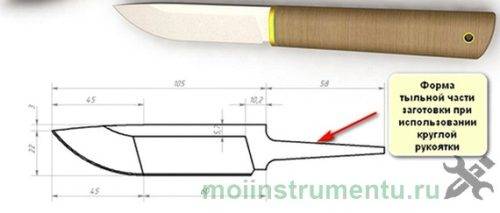
Если планируется изготовить круглую рукоятку на нож, тогда тыльная часть заготовки должна иметь следующий вид, как показано на фото ниже.
Как самому накалить металл
Инструкция по использованию печи:
- Разведите огонь.
- Подготовьте 2 емкости — с маслом и с водой.
- Добавьте угли и включите поддув.
- Положите деталь клещами, подождите 15-20 минут.
- Положите заготовку в первую емкость, а затем в воду.
Возможность процедуры дома
Посмотрим на видео, как закалка произведена дома самостоятельно без дополнительного оборудования:
Изготовление камеры для закаливания
Название такой конструкции – муфельная печь. Она делается из огнеупорной глины, которую нужно заливать в любую форму, например, подготовленную из картона. Слой должен быть – 0,8-1 см. Нагревательный элемент – нихромовая спираль из проволоки. Посмотрим видео с подробной инструкцией:
Какие болты можно закалить
Если резьбовые метизы, имеющиеся в наличии, не обладают достаточной прочностью для решения тех или иных технических задач, их можно закалить самостоятельно в домашних условиях. Проверить металл на мягкость или хрупкость очень просто. Для этого нужно взять обычный напильник и, зажав болт в тисках, провести им по свободной поверхности. Если металл легко стесывается и напильник прилипает к нему, это говорит о его мягкости. Напротив, скольжение по болту без каких-либо признаков его податливости даже при значительном усилии свидетельствует о перекале. И то и другое чревато разрушением метиза при нагрузках – такой болт нужно закаливать заново.
Следует иметь в виду, что качественной закалке поддаются только углеродистые и инструментальные стали, поэтому желательно знать марку металла, чтобы точно подобрать режим его закаливания. Если марка показала, что сталь болта относится к малоуглеродистой, не стоит браться за закалку такого изделия.
Закалка ножа: что это?
Чтобы обеспечить ножу данные характеристики, выполняются разные манипуляции при его производстве. Но самая важная – закалка. Она помогает сделать металл прочным. А как было сказано выше, это важный показатель, который определяет качество изделия.

Проверить прочность изделия несложно. Это можно сделать с помощью тисков. В них необходимо нож согнуть в вертикальном положении. При правильно проведенной закалке он будет стоек и только при достижении наклона 45 градусов может сломаться. Если же это произошло раньше, то была нарушена технология, и изделие низкого качества.
Как закалить нож, необходимо знать. Особенно если изделие формируется в домашних условиях. Данный процесс несложный, но требует ответственного подхода, так как определяет качество полученного изделия.
Выполнять закалку стоит после того, как с клинком выполнены уже определенные работы. Он имеет необходимую форму. После проведения отжига он намного податливее к проведению других процедур.
Значение процесса закалки ножа огромное. Особенно если он будет использоваться для различных задач. Так как нож должен не только иметь красивый внешний вид, но и быть прочным и твердым. И лишь закалка поможет сделать его таким.

Как в домашних условиях правильно закалить стальной нож, сделанный из пилы или рессоры
Закалка режущих рабочих инструментов проводится с целью придания материалу повышенной прочности и твердости. Процедура не отличается сложностью и представляет собой нагрев стального изделия до определенной температуры, а затем его постепенное охлаждение. В домашних условиях часто закаляют ножи, топоры и другой строительный инвентарь, поскольку в магазинах не всегда можно найти качественный инструмент. Дорогостоящей техники для проведения закалки не потребуется. Температурный режим и длительность термообработки зависят от вида стали. Обсудим, какие материалы и оборудование необходимо подготовить для того, чтобы самому закалить нож из рессоры или клапана.

Закалка стали в домашних условиях
Самый простой способ закалить заготовку — на открытом огне. Так закаляли металлические изделия наши предки. Закаливать приходится проводится «на глаз», без точных измерений температуры, поэтому для получения более или менее приемлемого качества придется потренироваться.

Закалка стали в домашних условиях
Как закалить нож
Для этого потребуется:
- открытый огонь;
- емкость с минеральным маслом;
- емкость с водой;
- клещи с длинными рукоятками.
Чтобы закалить заготовку, следует дождаться малинового цвета пламени и положить деталь на угли. Пламя белого цвета обладает слишком высокой температурой, в нем деталь перегреется. Нужно также следить за тем, чтобы на детали не появлялось синих или черных областей. После того, как деталь прогрелась до равномерного темно-красного свечения, ее вынимают из пламени клещами и быстро погружают на три секунды в емкость с маслом. Это действие повторяют несколько раз, задерживая изделие в масле несколько дольше.
Особенности технологии
В домашних условиях, если правильно подойти к делу, можно качественно закалить любой нож. Это может быть охотничий или складной нож, штык-нож или изделие в виде крюка, клинок, выполненный из напильника или подшипника, нож-бабочка и др. Несколько сложнее закалить в домашних условиях изделия, изготовленные из нержавеющих сталей, но и такая задача решаема, если внимательно изучить технологию процесса и подобрать соответствующее нагревательное оборудование. В качестве охлаждающей среды при выполнении закалки как в производственных, так и в домашних условиях используют различные материалы. Так, наиболее распространенные охлаждающие среды – вода и масло – обеспечивают следующие скорости охлаждения нагретого стального изделия:
- масло при комнатной температуре – 150°/с;
- масло, нагретое до температуры 200°, – 300°/с;
- вода, температура которой составляет чуть выше 20°, – 450°/с;
- ледяная вода – 600°/с.

Отжиг ножа на открытом огне требует пристального внимания
Самой главной проблемой, с которой вы можете столкнуться, пытаясь в домашних условиях закалить нож, является перекаливание металла, что приводит к значительному увеличению его хрупкости. Надо также очень внимательно следить за равномерностью нагрева закаливаемого ножа, чтобы не столкнуться с образованием поперечных трещин на его лезвии.
Существует несложное правило, которого следует придерживаться, чтобы не столкнуться с такой проблемой: та часть лезвия, которая не будет затачиваться, нагревается трижды до фиолетового цвета, что соответствует температуре 285°, а режущая часть нагревается только один раз до желтого цвета, после чего степень ее нагрева проверяют при помощи магнита. Более подробно познакомиться с такой методикой можно, просмотрев соответствующее видео.

Цвета каления и побежалости углеродистых и малолегированных сталей

На нержавеющих сталях цвета побежалости появляются в той же последовательности, но при более высоких температурах
Различные охлаждающие среды обеспечивают и разную глубину закаленного слоя (прокаливаемость). Так, при охлаждении при помощи воды сталь прокаливается со скоростью 1 мм в секунду, а при использовании в качестве охлаждающей среды масла эта скорость уменьшается почти в два раза. Чтобы закалить обоюдоострый нож, получив твердые режущие кромки и упругую сердцевину, надо сделать следующее: нагретый до требуемой температуры клинок сначала опускают на две секунды в воду, а затем помещают в масло.
Еще одной технологией, позволяющей качественно закалить режущую кромку у лезвия со значительной толщиной, является закалка ножа в графите. Используя такую технологию, подробности которой также легко изучить по видео, можно качественно закалить ножи различных моделей и конфигураций (охотничий, штык-нож, нож-бабочка и др.). При этом качественно выполнить такую закалку можно и в домашних условиях.

Самодельный нож после закалки в графите
Нередко требуется осуществить зонный отпуск уже закаленного ножа, чтобы сделать его среднюю часть более упругой, сохранив твердость режущих лезвий. В домашних условиях такая технологическая операция выполняется по нижеприведенному алгоритму.









- Средняя часть клинка разогревается при помощи металлического прутка диаметром 10 мм, раскаленного до максимума.
- После прогрева средней части клинка его опускают в кипяток и выдерживают в нем на протяжении 2 часов.
- После выдержки в кипятке клинок опускают в ледяную воду.

Определять температуру отпуска можно по цветам побежалости – радужной пленке, появляющейся при нагреве зачищенной поверхности ножа: от светло-желтого (поз. 1) до голубоватого (поз. 6)
Если вы пробуете закалить свой нож в домашних условиях, следует придерживаться двух правил, которые позволят вам получить качественный результат.
- Объем используемой охлаждающей жидкости должен быть достаточно большим (минимум 20 литров). В противном случае жидкость будет сильно нагреваться, что изменит температурный режим и скорость охлаждения, а это в свою очередь отрицательно повлияет на результат всей технологической операции.
- Чтобы теплоотдача от нагретого ножа была равномерной и его не повело в процессе закалки, им нельзя двигать в охлаждающей среде – надо держать его неподвижно.
Какую сталь выбрать для заготовки ножа?
Сегодня марочник стали и сплавов может предложить металл в нескольких тысячах наименований и сортов. В состав сплава стали, могут кроме железа входить и вольфрам, и никель, и ванадий, и цинк. От этого зависит физико-химические свойства металла, с вольфрамом он становится жестким и прочным, цинк делает его мягким, а алюминиевая составляющая позволяет делать вытяжку
Но для ножа важно не это, здесь определяющим моментом выступает, сколько углерода содержит металл. Чем больше углеродная составляющая, тем он прочнее, но при этом он и более хрупкий
А вот чем меньше углерода, тем металл пластичнее, нет, не мягче, а именно пластичнее.
Особенности работы со сталью
Основной целью закалки металла является изменение его структуры и перестроение атомной решетки. При повышении температуры выше пиковой отметки, называемой точкой Кюри, сталь обретает особую прочность и износостойкость. Последующее быстрое охлаждение позволяет снизить хрупкость металла, возникающую вследствие внутреннего напряжения, и повысить его пластичность. Сломать хорошо закаленную сталь будет уже непросто – трещины на ней появятся лишь при сгибании под углом свыше 45°. Однако нарушение технологии закалки может привести к переходу атомной решетки в промежуточное состояние. При этом прочность материала, напротив, снизится.
Правильная закалка ножа в домашних условиях не так уж сложна. Главное – точно соблюдать время, температуру нагрева и охлаждения. При отсутствии специального оборудования не каждый вид стали получится закалить. Для этой цели подходят лишь металлы с высоким содержанием углерода. Узнать, какой вид стали использовался для изготовления лезвия, можно по маркировке – клейму на клинке.
Проще всего работать с изделиями из конструкционной разновидности марок 45, 50, жаропрочной 40´13 или инструментальной. Причем, чем выше содержание углерода, тем прочнее будет лезвие, однако обрабатывать (затачивать) его будет сложнее. Клинки из стали высокоуглеродистых марок и легирующих сплавов закаливают при довольно высоких температурах в специальных камерах. Малоуглеродистые стали, содержащие в маркировке цифры 10, 20 и 25, и чугун данной процедуре не подвергают.
В качестве охладителя используются жидкая среда, машинное масло (отработка) или вода. Слишком быстрое снижение температуры нежелательно – оно может привести к появлению трещин
Поэтому важно соблюдать точное время не только закалки, но и дальнейшего охлаждения
Отпуск
После термообработки в заготовке накапливаются внутренние напряжения. Они снижают прочность, твердость и упругость детали. Деталь становится хрупкой и не способна выдерживать проектные нагрузки. Чтобы избавиться от внутренних напряжений и довести механические характеристики до расчетных значений, применяют процедуру отпуска. В ходе отпуска проводится повторный нагрев заготовки до температуры пластичности, но, в отличие от закаливания, остывает она плавно, в естественных условиях. Для различных материалов существуют свои индивидуальные графики отпуска. Так, при закаливании ножа заготовку повторно нагревают до 250 °С и оставляют остывать в муфельной печи. 
Способы закаливания
Способов закаливания существует, по сути, 2 типа. На открытом огне и в печи. Но, к сожалению, в обычном костре поднять температуру выше 900 градусов, не получится. Тогда приходит на помощь печь.
Ее можно изготовить самостоятельно. Это довольно непростой процесс, но изготовив ее единожды, она прослужит вам достаточно долго. Тем более если вы начинающий мастер, она вам просто необходима.
В камере
Далее мы поговорим, как сделать самостоятельно муфельную печь для правильной термообработки заготовок, а сейчас просто и коротко опишем процесс закалки в ней, сталь клинка будет использована 50Х14МФ:
- Прогреваем печь до нужной температуры, в данном случае 1070 градусов, и погружаем клинки в печь.
- Загрузив клинок в печь, разогреваем печь опять до 1070 градусов, и при данной температуре начинается отсчет времени. Принцип прост: 1 минута 40 секунд, на каждый миллиметр толщины клинка.
- По прошествии нужного времени, клинок вытаскивают и охлаждают на воздухе, в течение 15 минут под небольшим прессом.
- Затем производится отпуск металла в духовке при 200 градусах.

Закалка ножа в камере выполненной в домашних условиях. При данном процессе сталь получает твердость в 56 HRC.
Но учтите, что в данном случае закалка происходила без погружения в жидкости. Для каждой стали свои условия закалки. И результат, которого вы хотите добиться, будет целиком и полностью зависеть от самого процесса.
На открытом огне
Способ, можно сказать, опробованный нашими предками и ему уже много лет. Чтобы правильно закалить сталь, без каких-либо точных измерительных приборов, так сказать «на глазок», нужна внимательность, и наберитесь терпения. Единственным способом проверки может являться магнит. Когда металл достигает определенного для него точки накала, так называемой точки Кюри, он перестает взаимодействовать с магнитом.
И еще один признак, это цвет самой заготовки, она должна стать темно-красной. Но также в процессе нужно следить, чтобы не появлялось синих или черных пятен, это говорит о перегреве. Заготовку стоит класть в угли, когда цвет пламени от них будет малиновый.
Что потребуется:
- минеральное масло в емкости (можно отработку);
- ведро с водой;
- хорошо подготовленные угли;
- длинные металлургические клещи.

Закалка ножа на открытом огне. После того как деталь приобрела нужный оттенок и не магнитится, нужно аккуратно взять ее клещами и опустить в масло на 3-и секунды, и так нужно поступить несколько раз. С каждым разом удерживая заготовку в масле немного дольше. И в конечном этапе погружаем ее в воду.