Оборудование для термообработки сталей
Основное оборудование, на котором проводится термическая обработка изделий из сталей и цветных металлов, состоит из двух основных групп: установок для нагрева заготовок и закалочных ванн. Нагревательные устройства включают в себя следующие виды оборудования:
- муфельные термопечи;
- устройства индукционного нагрева;
- установки для нагрева в расплавах;
- газоплазменные установки;
- аппараты лазерной закалки.
Первые три вида могут выполнять прогрев всего объема изделия до требуемой температуры, а последние — только поверхностного слоя металла. Кроме того, выпускаются и широко используются печи для закалки металлов, в которых нагрев осуществляется в вакууме или в среде инертного газа.
ПОСМОТРЕТЬ Индукционный нагреватель на AliExpress от 7 506 рублей → Закалочные ванны представлены стальными емкостями-охладителями для различных жидкостей, а также специальными тиглями из графита и печами для расплавов солей или металлов. В качестве закалочных жидкостей чаще всего используют минеральное масло, воду и водополимерные смеси. Для расплавов металлов обычно применяют свинец или олово, а для расплавов солей — соединения натрия, калия и бария. Закалочные ванны для жидких сред имеют системы нагрева и охлаждения рабочей жидкости до требуемой температуры, а также мешалки для равномерного распределения жидкости и разрушения паровой рубашки.

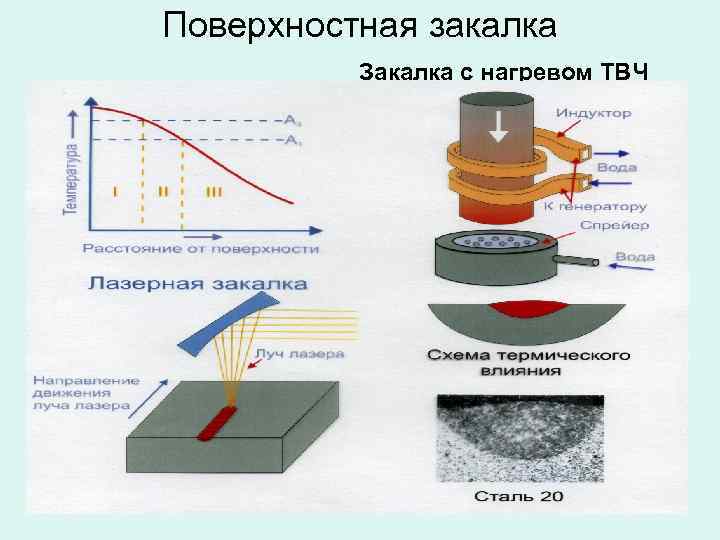
Закалка токами высокой частоты (ТВЧ)
Высокочастотный нагрев является одним из наиболее эффективных способов упрочнения поверхности. Применение ТВЧ до 10 тыс. кГц существенно сокращает время термической обработки. Через водоохлаждаемый медный индуктор пропускается высокочастотный ток. Образующееся электромагнитное поле проникает в деталь из стали, образуя в ней вихревые токи, тем самым вызывая нагрев. Основная энергия сосредотачивается в поверхностных слоях. Глубина прогрева зависит от магнитной проницаемости стали, электросопротивления и частоты тока. Регулируя эти параметры, можно изменять величину закаленного слоя.
Закалка ТВЧ. Преимущества и недостатки высокочастотной закалки.
Услуга закалки ТВЧ. На производственной площадке — РФ, г.Томск, ООО «ТЕСЛАЙН ИНДАКТИВ» — мы осуществляем ТВЧ закалку опытных образцов и принимаем заказы на серийную закалку деталей.
При поверхностной закалке высокую твердость и прочность приобретает лишь небольшой, толщиной несколько миллиметров, поверхностный слой детали. Почему же такая закалка во многих случаях оказывается не менее, а иногда даже и более эффективной чем сквозная закалка по всему объему? Это объясняется двумя причинами. Во-первых, в условиях работы в подавляющем большинстве случаев максимальные напряжения возникают на поверхности деталей, поэтому, повышая твердость и прочность поверхности, мы тем самым повышаем и работоспособность всей детали в целом. Во-вторых, применение поверхностной закалки значительно снижает хрупкость детали, особенно, если она имеет, сложную форму, поскольку наряду с прочной, твердой поверхностью сохраняется сравнительно вязкая, пластичная сердцевина детали, чего нельзя достичь при сквозной закалке.
С помощью токов высокой частоты (ТВЧ) можно провести нагрев поверхностного слоя детали на глубину в несколько миллиметров. Как и почему нагревается поверхностный слой?
Представим себе проводник электрического тока, например в виде медной трубки, свернутой в незамкнутое кольцо. Внутрь такого кольца вставили металлический стержень так, чтобы он не касался трубки. Если теперь концы трубки включить в цепь переменного тока высокой частоты, то появится переменное электромагнитное поле такой же частоты. Силовые линии поля будут пронизывать стержень, благодаря чему в нем возникнет переменный ток высокой частоты (рис. 1). Это так называемые вихревые токи Фуко. Такой способ наведения переменного тока в проводнике без непосредственного включения его в электрическую цепь называется электромагнитной индукцией, а медная трубка, которая используется для нагрева, — индуктором. Индукция в переводе с английского значит наведение.

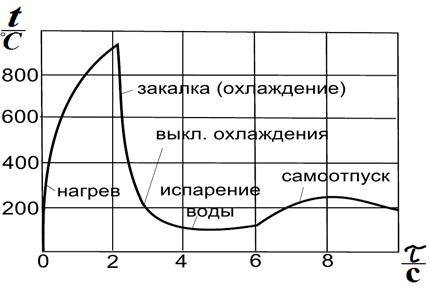
Особенностью тока высокой частоты является то, что он проходит не по всему сечению проводника, а только у его поверхности. При этом, чем выше частота тока, тем меньше глубина его проникновения в поверхность. Прохождение тока по проводнику, как известно, сопровождается выделением теплоты. Роль такого проводника выполняет нагреваемая деталь. Поскольку ток проходит только по ее поверхности, то и нагревается не вся деталь, а лишь ее поверхность. Продолжительность нагрева поверхности до закалочной температуры очень небольшая, обычно 1 -10 с. Во избежание нагрева индуктора внутри его циркулирует проточная вода.
Если нагретую до закалочной температуры поверхность детали быстро охладить, например, с помощью водяного душа, то произойдет поверхностная закалка. Таким образом, закалка ТВЧ , или, как ее иногда называют, индукционная закалка, это по существу поверхностная закалка, отличающаяся лишь способом нагрева деталей.
Для получения переменного тока высокой частоты применяют специальные устройства — генераторы. Они бывают машинные и ламповые. Для закалки деталей на небольшую глубину (1-2 мм) удобнее использовать ламповые генераторы. Они имеют частоту до 10 млн. Гц при мощности до 250 кВт. Для закалки на большую глубину (до 10 мм и более) используют машинные генераторы частотой до 10 тыс. Гц и мощностью до 1000 кВт.
Основной отличительной особенностью установки с ламповым генератором является то, что в ней преобразование тока промышленной частоты в ток высокой частоты осуществляется с помощью электронной лампы. Важным достоинством таких генераторов является то, что они не имеют вращающихся и трущихся частей, бесшумны в работе и не требуют специальных фундаментов.
При закалке ТВЧ применяют три метода: одновременный, последовательный, непрерывно-последовательный.


 Рис. 2. Индукторы ТВЧа -кольцевой для закалки одновременным методом; б — кольцевой для закалки непрерывно-последовательным методом; в — петлевой для закалки плоских поверхностей
Рис. 2. Индукторы ТВЧа -кольцевой для закалки одновременным методом; б — кольцевой для закалки непрерывно-последовательным методом; в — петлевой для закалки плоских поверхностей
Параметры индукционного нагрева
Индукционный нагрев характеризуется тремя параметрами: удельной мощностью, продолжительностью нагрева и частотой тока. Удельная мощность — это мощность переходящая в теплоту на 1 см2 поверхности нагреваемого металла (кВт/см2). От величины удельной мощности зависит скорость нагрева изделия: чем она больше, тем быстрее осуществляется нагрев.
Продолжительность нагрева определяет общее количество передаваемой тепловой энергии, а соответственно и достигаемую температуру
Также важно учитывать частоту тока, так как от нее зависит глубина закаленного слоя. Частота тока и глубина нагреваемого слоя находятся в противоположной зависимости (вторая формула). Чем выше частота, тем меньше нагреваемый объем металла
Выбирая величину удельной мощности, продолжительность нагрева и частоту тока, можно в широких пределах изменять конечные параметры индукционного нагрева — твердость и глубину закаленного слоя при закалке или нагреваемый объем при нагреве под штамповку
Чем выше частота, тем меньше нагреваемый объем металла. Выбирая величину удельной мощности, продолжительность нагрева и частоту тока, можно в широких пределах изменять конечные параметры индукционного нагрева — твердость и глубину закаленного слоя при закалке или нагреваемый объем при нагреве под штамповку.










На практике контролируемыми параметрами нагрева, являются электрические параметры генератора тока (мощность, сила тока, напряжение) и продолжительность нагрева. При помощи пирометров также может фиксироваться температура нагрева металла. Но чаще не возникает необходимости в постоянном контроле температуры, так как подбирается оптимальный режим нагрева, который обеспечивает постоянное качество закалки или нагрева ТВЧ. Оптимальный режим закалки подбирается изменением электрических параметров. Таким образом осуществляют закалку нескольких деталей. Далее детали подвергаются лабораторному анализу с фиксированием твёрдости, микроструктуры, распределения закалённого слоя по глубине и плоскости. При недогреве в структуре доэвтектоидных сталей наблюдается остаточный феррит; при перегреве возникает крупноигольчатый мартенсит. Признаки брака при нагреве ТВЧ такие же, как и при классических технологиях термообработки.
При поверхностной закалке ТВЧ нагрев проводится до более высокой температуры, чем при обычной объемной закалке. Это обусловлено двумя причинами. Во-первых, при очень большой скорости нагрева температуры критических точек, при которых происходит переход перлита в аустенит, повышаются, а во-вторых, нужно, чтобы это превращение успело завершиться за очень короткое время нагрева и выдержки.
Несмотря на то, что нагрев при высокочастотной закалке проводится до более высокой температуры, чем при обычной, перегрева металла не происходит. Так происходит из-за того, что зерно в стали попросту не успевает вырасти за очень короткий промежуток времени. При этом также стоит отметить, что по сравнению с объемной закалкой, твердость после закалки ТВЧ получается выше примерно на 2— 3 единицы HRC. Это обеспечивает более высокую износостойкость и твердость поверхности детали.
Преимущества закалки токами высокой частоты
- высокая производительность процесса
- легкость регулирования толщины закаленного слоя
- минимальное коробление
- почти полное отсутствие окалины
- возможность полной автоматизации всего процесса
- возможность размещения закалочной установки в потоке механической обработки.
Наиболее часто поверхностной высокочастотной закалке подвергают детали, изготовленные из углеродистой стали с содержанием 0,4—0,5% С. Эти стали после закалки имеют поверхностную твердость HRC 55—60. При более высоком содержании углерода возникает опасность появления трещин из-за резкого охлаждения. Наряду с углеродистыми применяются также низколегированные хромистые, хромоникелевые, хромокремнистые и другие стали.
https://youtube.com/watch?v=0zW2OFHFPWk
Таблица №2
| параметры | GCK10400 | GCK10500 | GCK10600 | GCQ10800 | GCQ101000 |
| Макс. длина вала, мм | 4000 | 5000 | 6000 | 8000 | 10000 |
| Макс. ход движка, мм | 4100 | 5100 | 6100 | 8100 | 11000 |
| Макс. Диаметр заготовки, мм | 500-800 | 500-800 | 500-800 | 500-800 | 1500 |
| Макс. вес обрабатываемой детали, кг | 4000 | 6000 | 8000 | 10000 | 13000 |
| Скорость движения обрабатываемой детали, мм/с | 1-30 | 1-30 | 1-30 | 1-30 | 1-30 |
| Скорость спуска обрабатываемой детали, мм/с | 60-80 | 60-80 | 60-80 | 60-80 | 60-80 |
| Скорость вращения главного вала, обор./мин | 1-500 | 1-500 | 1-500 | 1-500 | 1-500 |
| Мощность эл. двигателя станка, кВт | 8 | 8 | 10 | 15 | 20 |
| Вес станка, кг | 5000 | 7000 | 15000 | 20000 | 25000 |
| Габариты , мм | 4200х1400х6500 | 4200х1400х7500 | 4200х1400х8500 | 5000х1400х10500 | 5000х1400х12500 |
Установка для индукционного нагрева ТВЧ

Первая установка индукционного нагрева появилась в 19 веке. Тогда ученым удалось, основываясь на законах Джоуля-Ленца и Фарадея-Максвелла, создать первую плавильную печь, которая могла плавить металл под воздействием токов высокой частоты. Позже нагрев ТВЧ получил более активное распространение и его стали изучать, создавая все новые и новые установки, которые могли бы не только плавить металл при помощи токов высокой частоты, но производили бы и другие виды термообработки, например, закалку ТВЧ, пайку, сварку, ковку, деформацию и т.п. И в ХХ веке удалось получить первые образцы разнообразных установок. Современная установка индукционного нагрева — ТВЧ установка — способна осуществлять практически все виды высокотемпературной обработки металла.
Установка индукционного нагрева – виды обработки
Как уже было упомянуто выше, установка индукционного нагрева с легкостью справится со всеми видами высокотемпературной обработки металлических изделий. Основными задачами, с которыми справляется УИН, являются:
- Пайка ТВЧ. Производиться на предприятиях она стала гораздо чаще с появлением индукционного нагрева, потому что позволяет качественно обработать металл, не нарушая целостности его структуры.
- Плавка металла. Установка индукционного нагрева предназначена для работы со всеми видами металлов. Она отлично справится не только с черными, но и с цветными, и даже с драгоценными металлами.
- Закалка ТВЧ. Чаще всего закалка производится в отношении стальных изделий, которые постоянно подвержены механическому воздействию со стороны внешних факторов. Закалка ТВЧ неоспоримо является качественной и равномерной.
- Ковка, пластика, деформация и т.п. Производятся все эти операции в специальной индукционной установке, которая называется кузнечным нагревателем.
- Термообработка поверхности металла. Чаще всего производится в отношении сварных швов труб для разглаживания остаточного напряжения металла после вмешательства сварочного аппарата в его структуру.
Кроме вышеперечисленных операций установка индукционного нагрева хорошо справится и с другими видами термообработки. Если необходимо нагреть металл, произвести обжиг или отжиг или избавиться от каких-то вредных химических веществ, то установка ТВЧ станет незаменимым помощником.
Установка индукционного нагрева – виды
Установки индукционного нагрева подразделяются на три типа по частоте работе
При выборе частоты работы установки важно обратить внимание — для выполнения каких задач предназначена та или иная установка
- Среднечастотные установки индукционного нагрева – установки, работающие на наиболее низких частотах. Частота работы данного типа индукционных установок колеблется в пределах 0,5 – 20 КГц.
- Среднечастотные установки применяются в тех случаях, когда требуется произвести глубокую закалку детали; для пайки массивных изделий, которая также требует глубины проникновения тепла в деталь; для плавки всех видов металлов.
- Высокочастотные установки индукционного нагрева – это установки, работающие на более высокой частоте, чем среднечастотные, но на меньшей, чем сверхвысокочастотные. Частота работы данного типа индукционных установок 20-40 кГц, а в некоторых случаях доходит и до 30-100 кГц. При этом высокочастотная УИН обладает небольшой глубиной проникновения тепла в металл – не более 3 мм. Высокочастотная индукционная установка является наиболее универсальной, потому что позволяет справляться с большинством операций тепловой обработки металлов.
- Сверхвысокочастотные установки индукционного нагрева – это установки, обладающие самой высокой частотой работы. Частота работы от 100 кГц. Однако глубина проникновения тепла у СВЧ УИН не более 1 миллиметра. Сверхвысокочастотная установка индукционного нагрева чаще всего применяется для осуществления поверхностной закалки ТВЧ, для нагрева небольших заготовок и для пайки тонких и тонкостенных изделий.
Каждая установка индукционного нагрева имеет свою особенность. Если вы не знаете, как подобрать установку индукционного нагрева для своего предприятия, то подготовьте техзадание, исходя из которого, специалисты компании ЭЛСИТ помогут вам подобрать наиболее подходящее оборудование.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai
Сталь после закалки: структура и свойства
Сталь в обычном виде – довольно мягкий и податливый к обработке металл. Особая прочность некоторым маркам (это так называемые стали обыкновенного качества, производимые согласно требованиям ГОСТ 380) и не требуется: тех показателей, что были получены после выплавки, вполне хватает, например, канализационным люкам или оградительным решёткам. Но есть категории сталей – конструкционные и инструментальные, которым изначальных прочностных показателей мало. Их надлежит подвергать термической обработке. Основным её видом считается закалка.










Микроструктура стали 45 после отжига и закалки
Закалка: сущность операции
Как известно, любая сталь представляет собой твёрдый раствор углерода в основной структуре α-железа. При этом марка определяет процентное содержание углерода (например, марка «сталь 65» означает, что в её составе содержится 0,65% С, сталь У13 содержит около 1,3% С, и так далее). Однако этот элемент – довольно химически активный, поэтому в процессе выплавки (при 1600…2000 °С) он активно связывается железом, образуя в результате цементит Fe3C. Всё остальное представляет собой феррит – достаточно мягкую структурную составляющую. Большое количество феррита в малоуглеродистых сталях обуславливает их повышенную пластичность, причём даже в холодном состоянии. Это не касается сталей:
- легированных (они производятся согласно требованиям ГОСТ 4543);
- подшипниковых по ГОСТ 801;
- рессорно-пружинных по ГОСТ 2052 и ГОСТ 14959;
- всех типов инструментальных, как легированных, так и нелегированных.
Чтобы понять эффективность закалки, необходимо обратиться к структуре стали после выплавки и последующей горячей прокатки на необходимый профиль – полосу, пруток или специальный профиль (уголок, швеллер и т.п.).
Любая сталь имеет кристаллическую структуру, которую составляет бесконечное множество кристаллов. Если лить сталь с последующим охлаждением расплава, то эти кристаллы превращаются в многогранные образования, называемые зёрнами. Поскольку при этом происходит активное насыщение кислородом, между смежными кристаллами возникают пустоты, которые в процессе охлаждения слитка постепенно заполняются серой, фосфором и прочими легкоплавкими неметаллическими включениями. Это не только снижает пластичность (фосфор и сера – весьма хрупкие химические элементы), но и способствует появлению весьма грубых скоплений зёрен, что делает металл неравномерным по своей плотности. Обрабатывать такие изделия невозможно – слиток начнёт раскалываться. Поэтому сразу после выплавки выполняется прокатка, в ходе которой исходные дефекты залечиваются, и структура становится более однородной. Соответственно, увеличивается плотность, а также исчезают поверхностные трещины.

Температура заготовки в зависимости от цвета при нагреве
Пластическая деформация положительно влияет только на макроструктуру. За изменение микроструктуры отвечает закалка – совокупность технологических методов термической обработки, суть которых состоит в увеличении прочностных показателей стали. Смысл закалки заключается в том, чтобы зафиксировать ряд высокотемпературных составляющих микроструктуры (придающих стали стойкость) для обычных условий эксплуатации изделий. Соответственно, сталь, не изменяя своего химического состава, резко повысит уровень своих некоторых механических характеристик:
- предела временного сопротивления σв, МПа;
- предела текучести σт, МПа;
- предела усталости σи, МПа;
- твёрдости по Бринеллю HB или Роквеллу НRC.
При этом некоторые показатели – в частности, ударная вязкость, относительное удлинение, – после закалки становятся ниже. Если это критично с точки зрения последующей эксплуатационной стойкости детали (а в большинстве случаев так и происходит), то правильно после её закалки выполнить ряд дополнительных операций: отпуск, старение и др.
Индукционный нагрев металла
Индукционный нагрев металла сочетает в себе частоту, температуру, скорость и контроль производственного процесса. В принципе индукционного нагрева лежит закон Фарадея. деталь из металла помещается в индуктор, внутри ее возникает вихревой ток, который стремится к наружным стенкам.
То есть тепло возникает прямо в предмете (металлической заготовке), оставляя все вокруг холодным, что является несомненным преимуществом данного способа нагрева. Глубина нагрева зависит от частоты индукционного нагревателя, при этом металлическая деталь может располагаться в изоляции от источника питания.

Тепло в металлической заготовке образуется не равномерно по всему сечению, но экспоненциально спадает по мере удаления от поверхности из-за ослабления воздействия магнитного поля. Этот процесс характеризует особая физическая величина — глубина проникновения магнитного поля (по сути, толщина поверхностного слоя предмета, в котором внешнее магнитное поле спадает до нуля). Эта величина зависит от частоты тока индуктора и от удельного сопротивления и относительной проницаемости материала заготовки при рабочей температуре.

Среднечастотные

Высокочастотные

Индукционные печи
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.









Особенности эксплуатации индукционного оборудования
ТВЧ установки требуют постоянного ухода и квалифицированного обслуживания. Не верьте поставщикам, которые уверяют вас в том, что ТВЧ установки никогда не ломаются. Это может случиться не раз за весь период эксплуатации, который при грамотном обслуживании может длиться до 10 и более лет. Интенсивная эксплуатация в цехе с воздухом загрязненным парами металла, масел, кислот и пылью, возможна в течение 4–6 лет. За это время оборудование должно многократно окупиться. По отзывам большинства наших клиентов, индукционное оборудование окупается максимум за полгода.
Поставщики, продающие «Вечное оборудование европейского качества по бросовой цене» обманывают вас. При таких словах вы должны услышать следующее: «Это ТВЧ установки гаражной сборки и у нас некому их ремонтировать»!
Китайские производители не ремонтируют индукционное оборудование в России и СНГ. Оборудование должен обслуживать и ремонтировать российский поставщик.
Литература[ | ]
- Бабат Г. И., Свенчанский А. Д. Электрические промышленные печи. — М.: Госэнергоиздат, 1948. — 332 с.
- Бурак Я. И., Огирко И. В. Оптимальный нагрев цилиндрической оболочки с зависящими от температуры характеристиками материала // Мат. методы и физ.-мех. поля. — 1977. — Вып. 5. — С. 26-30.
- Васильев А. С. Ламповые генераторы для высокочастотного нагрева. — Л.: Машиностроение, 1990. — 80 с. — (Библиотечка высокочастотника-термиста; Вып. 15). — 5300 экз. — ISBN 5-217-00923-3.
- Власов В. Ф. Курс радиотехники. — М.: Госэнергоиздат, 1962. — 928 с.
- Изюмов Н. М., Линде Д. П. Основы радиотехники. — М.: Госэнергоиздат, 1959. — 512 с.
- Лозинский М. Г. Промышленное применение индукционного нагрева. — М.: Изд-во АН СССР, 1948. — 471 с.
- Применение токов высокой частоты в электротермии / Под ред. А. Е. Слухоцкого. — Л.: Машиностроение, 1968. — 340 с.
- Слухоцкий А. Е. Индукторы. — Л.: Машиностроение, 1989. — 69 с. — (Библиотечка высокочастотника-термиста; Вып. 12). — 10 000 экз. — ISBN 5-217-00571-8.
- Фогель А. А. Индукционный метод удержания жидких металлов во взвешенном состоянии / Под ред. А. Н. Шамова. — 2-е изд., испр. — Л.: Машиностроение, 1989. — 79 с. — (Библиотечка высокочастотника-термиста; Вып. 11). — 2950 экз. — ISBN 5-217-00572-6.
Куплю, продам станок ТВЧ
С появлением интернета совершать покупки стало проще во много раз. В том числе теперь можно купить станок ТВЧ онлайн. Цены на станки ТВЧ в интернете, как правило, намного ниже, чем в обычных магазинах, занимающихся продажей станков ТВЧ. Нами налажены прямые поставки, а значит цены на все станки ТВЧ представлены с минимальными наценками. При этом в интернете гораздо проще выбрать необходимое оборудование. На нашем сайте вы найдете подробные описания на все виды станков. По описанию, техническим характеристикам, фото, отзывам покупателей вы сможете выбрать и купить именно тот станок ТВЧ, который нужен для вашей работы.