Направления автоматизации производства
• Производительность и эффективность производства
• Технологические процессы автоматизированного производства
• Технологичность конструкций автоматизированного производства
• Автоматизация заготовительных цехов
• Автоматизация процессов механической обработки
• Автоматизированные системы управления станками
• Автоматы и автоматические линии
• Использование промышленных роботов
• Автоматизация технологических процессов сборки
• Автоматизация контроля на производстве
• Гибкие производственные системы
• Автоматизация транспортно-складских производственных систем
Типы производств и их технико-экономическая, характеристика Тип производства определяется следующими признаками: 1) масштабом производства продукции; 2) ассортиментом; 3) степенью сменяемости ассортимента. Различают три типа производства: единичное, серийное и массовое. Единичной производство характеризуется неустойчивой и разнообразной номенклатурой изделий, которые вырабатываются в большом количестве по заказам (изготовление тортов). Серийное производство характеризуется изготовлением: повторяющихся серий или партий продукции. В мелкосерийном производстве продукция выпускается в небольших количествах, номенклатура продукции разнообразна. Производство по характеру приближается к единичному производству. В крупносерийном производстве сравнительно узкая номенклатура продукции, изготовляется в больших количествах, но еще недостаточных для применения методов массового производства.
Такое производство приближается к массовому производству. Среднесерийный тип производства является промежуточным типом, т.к. имеет особенности и мелкосерийного и крупносерийного производства. Для серийного производства характерна повторяемость процессов труда, устойчивость их структуры; в производство запускается партия продукции, и изготовляют их через определенные повторяющиеся промежутки времени; однако часты переходы от изготовления одного вида изделий к другому. Серийный тип производства – на перерабатывающих предприятиях кондитерской, хлебопекарной, макаронной, винодельческой, консервной, маргариновой, пиво-безалкогольной и других отраслей промышленности. На таких: перерабатывающих предприятиях поточные линии специализируются, т.е. закрепляются за ними изделия на протяжении смены или суток с тем, чтобы уменьшить количество переходов на каждой поточной линии с сорта на сорт.
Преимущество серийного производства перед единичным: в серийном производстве более глубокое разделение труда, специализация рабочих мест, лучше используется оборудование, выше производительность труда, т.е., более эффективна организация производственного процесса. Массовое производство отличается выпуске, однородной продукции в массовом количестве. Широко применяется в перерабатывающих предприятиях. Как правило такие перерабатывающие предприятия специализируются на выпуске 1-2 изделий. Например, завод шампанских вин, сахаро-песочный и сахаро-рафинадный заводы. Здесь специализация рабочих мест на выполнении одной постоянно закрепленной операции. Высокий уровень механизации и автоматизации операций. Это наиболее эффективный тип производства.
Транспортное хозяйство
Оно представлено объектами производственной инфраструктуры, которые обеспечивают различные транспортные операции и позволяют осуществлять перемещение грузов в пределах производственной системы. Транспортный отдел, управляемый помощником начальника предприятия, разрабатывает рациональные схемы транспортных маршрутов (маятниковые, лучевые, кольцевые и др.) на основе анализа грузооборота и осуществления грузопотоков. Оптимизирует работу внешнего (автомобили на балансе предприятия) и внутреннего (лифты, краны, автокары, конвейеры) транспорта. Производственная компания имеет в своем распоряжении транспортный цех, автомастерские, гаражи.

Серийное производство
Ключевая особенность серийного производства состоит в том, что ему свойственна широкая номенклатура деталей, производство которых происходит партиями, сериями. Примечательно, что в отличие от единичного производства, выпуск таких деталей или товаров повторяется с определённой периодичностью. Это даёт возможность использования универсального и специального, более высокотехнологического оборудования.
При таком производстве передача предметов производство происходит параллельно последовательно. Такой метод имеет более производственный вид, а за станками закрепляется конкретное количество деталеопераций. Оборудование при таком типе производства расположено по группам для обработки конструктивно и технологически однородных деталей. Таким образом, при серийном производстве по сравнению с единичным, уменьшается трудоёмкость изготовления, что естественно, оказывает влияние на формирование конечной себестоимости товара или изделия.
Замечание 2
Ускорение обработки деталей даёт возможность сократить объём незавершённого производства.
Серийный тип производства максимально приближен к поточному, массовому.
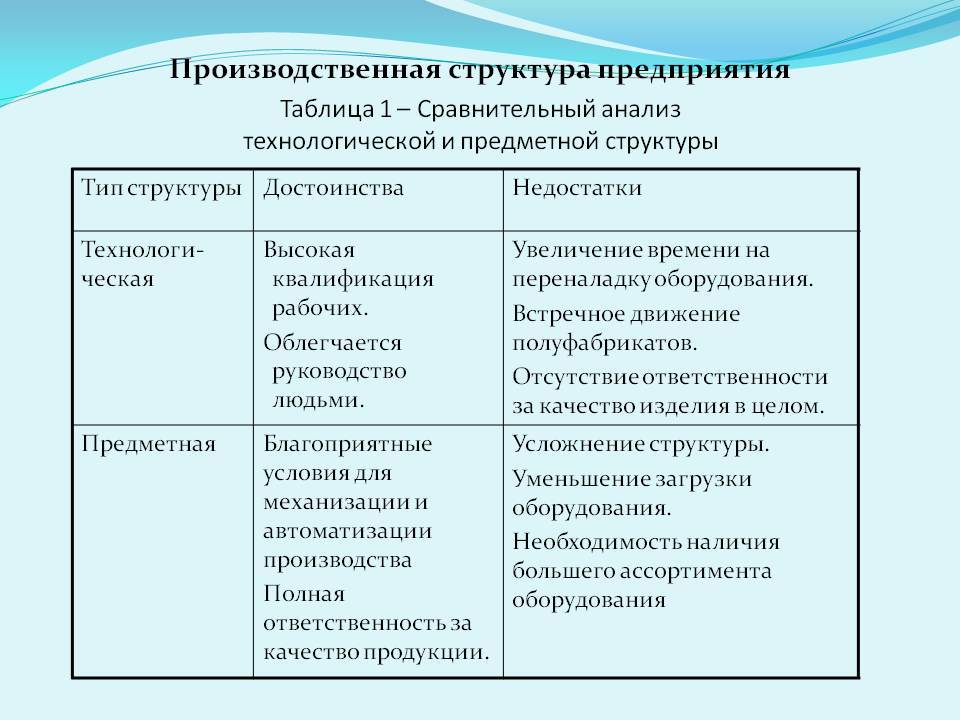
ПУТИ СОВЕРШЕНСТВОВАНИЯ ПРОИЗВОДСТВЕННОЙ СТРУКТУРЫ ПРЕДПРИЯТИЯ
Производственную структуру предприятия совершенствуют, чтобы сократить трудоемкость на всех производственных участках и рабочих местах, улучшить качество продукции. Сокращение трудоемкости и улучшение качества выпускаемой продукции позволяют предприятию снизить расходы, включаемые в себестоимость продукции (как основные, так и косвенные).
За счет эффективного совершенствования структуры производственного предприятия можно сократить трудовые издержки (например, автоматизировать отдельные производственные процессы), провести рационализацию производственных площадей.
Основные пути совершенствования производственной структуры предприятия:
- Укрупнение цехов, частичное объединение производственных процессов в некоторые производственные участки и дальнейшее объединение производственных участков. Большое количество специалистов узкого профиля в составе одного участка нельзя считать рациональным с экономической точки зрения, поэтому предлагается расширять спектр работ, выполняемых работниками (даже путем дополнительного обучения работников на выполнение новых видов работ).
- Совершенствование принципов построения производственных участков и цехов, путей взаимодействия между ними. Тем самым можно сократить производственный цикл, высвободить возможность увеличить объем выпускаемой продукции, прибыльность и доходность предприятия в целом.
- Совершенствование планировки производственных зданий и сооружений, что даст возможность сократить временные расходы на внутренние переходы и транспортировку при соблюдении норм расстановки и дистанций между оборудованием.
- Интеграция предприятий в промышленные объединения, что позволяет разграничить производственные процессы между несколькими предприятиями, сократив затраты каждого из них.
- Соблюдение пропорциональности между элементами производственной структуры, недопущение нерационального роста затрат на обслуживающие и вспомогательные производства.
- Сокращение времени пребывания изделия (деталей, составных частей) на конкретном производственном участке, а также сокращение простоев и перерывов в рабочем процессе.
- Изменение специализации предприятия и усовершенствование структуры управления. Некоторые мелкие и средние предприятия отказываются от создания цехов в пользу бесцехового типа производства, при котором все производственные процессы разделены между несколькими производственными участками, что облегчает планирование и контроль за исполнением, избегая раздутой системы руководства.
ЭТО ВАЖНО
В первую очередь совершенствование должно коснуться вопроса соотношения между основными, вспомогательными и обслуживающими цехами. Основной удельный вес работ (в том числе количества работников и общей занимаемой производственной площади) должен быть выделен для основного производства, так как именно там идет процесс изготовления продукции.
На некоторых предприятиях наблюдается обратная тенденция, когда удельный вес трудоемкости вспомогательных и обслуживающих производственных процессов куда выше основного производства. Такое тождество достигается за счет высокого уровня автоматизации основного производства, что влечет за собой сокращение трудоемкости выпуска основной продукции. Как следствие, увеличивается трудоемкость по обслуживанию большого количества дорогостоящего оборудования.
Распространенное решение проблемы перевеса обслуживающих и вспомогательных производственных процессов над основными производственными — передача соответствующих работ сторонним профильным организациям. Зачастую такая передача становится экономически эффективнее, чем самостоятельное выполнение работ (например, работ по обслуживанию и ремонту оборудования, заготовительных работ и др.).
Понятие
Организационная структура предприятия — это система взаимоотношений структурных подразделений предприятия в процессе производства.
Элементами такой системы выступают:
- отношения управления;
- внутренние нормы и правила;
- личная ответственность каждого подразделения за выполнение той или иной работы;
- распределение полномочий персонала и руководителей.
Правильно выстроенная, отлаженная и продуманная структура организации предприятия гарантирует стабильное и динамичное развитие бизнеса и полноценное функционирование учреждения в целом.
Организационная структура формируется под влиянием множества факторов:
- правовой формы предприятия;
- видов деятельности;
- масштабов предприятия и объемов выпускаемой продукции;
- используемых стратегий и технологий;
- способов реализации товаров и услуг;
- размеров капитала, имеющихся ресурсов и проч.
Для создания качественной структуры предприятия требуется ее постоянный анализ и своевременное внесение корректировок на основе полученных в результате анализа данных.
Общая структура предприятия включает в себя:
- производство;
- обслуживающие подразделения;
- руководство структуры.
На примере швейной фабрики указанным элементам могут соответствовать следующие кадровые единицы:
- производство: швеи, закройщицы, упаковщики;
- обслуживание: бухгалтера, поставщики ткани, доставка готовых вещей, уборщики;
- руководство: генеральный директор и его заместители.
Текстовое и графическое описание организационной структуры предприятия требует не только досконального знания типов организационных структур, но и умения тонко подмечать характерные признаки, плюсы и минусы каждого из них.
Производственная деятельность
Организация производства может осуществляться в соответствии со следующими разновидностями соответствующей деятельности:
- Заказное производство — это изготовление той или иной продукции в соответствии с конкретным запросом. Стоит отметить, что такая деятельность является наиболее эффективной, так как завод по производству того или иного товара ограждает себя от риска отсутствия спроса.
- Массовое производство (гибкое) — подразумевает выпуск продукции в больших масштабах. При этом она может иметь несколько модификаций или же подвергаться изменениям в связи с особенностями спроса.
- Массовое производство (негибкое) — от предыдущей категории отличается тем, что продукция выпускается исключительно стандартизированной (чаще всего здесь может идти речь о производстве оборудования, инструментов и прочих товаров, требующих точности). Стоит отметить, что такой вариант будет целесообразным только в том случае, когда масштабы будут большими.
- Поточное производство — осуществляется в виде непрерывного цикла. Материалы постоянно используются, а товар — выпускается. Зачастую, чтобы добиться максимальной эффективности, такой процесс производства осуществляется непрерывно (путем организации посменной работы).

2.2. Формы организации промышленного производства
Форма организации производства –
это способ функционирования и
сочетания в пространстве и во времени
элементов производственного процесса.
К формам организации производства относятся концентрация, специализация, кооперирование
и комбинирование.
Концентрация представляет собой процесс сосредоточения
изготовления продукции на ограниченном
числе предприятий и в их производственных
подразделениях.
Уровень концентрации зависит,
в первую очередь, от объема выпуска
продукции, величины единичной мощности
машин, агрегатов, аппаратов, технологических установок,
количества однотипного оборудования,
размеров и числа технологически однородных
производств. Для измерения уровня концентрации используются показатели объема
продукции, численности работников, а
в отдельных отраслях — стоимости основных
фондов.



Под специализацией понимается
сосредоточение на предприятии и
в его производственных подразделениях выпуска однородной,
однотипной продукции или выполнения
отдельных стадий технологического процесса.
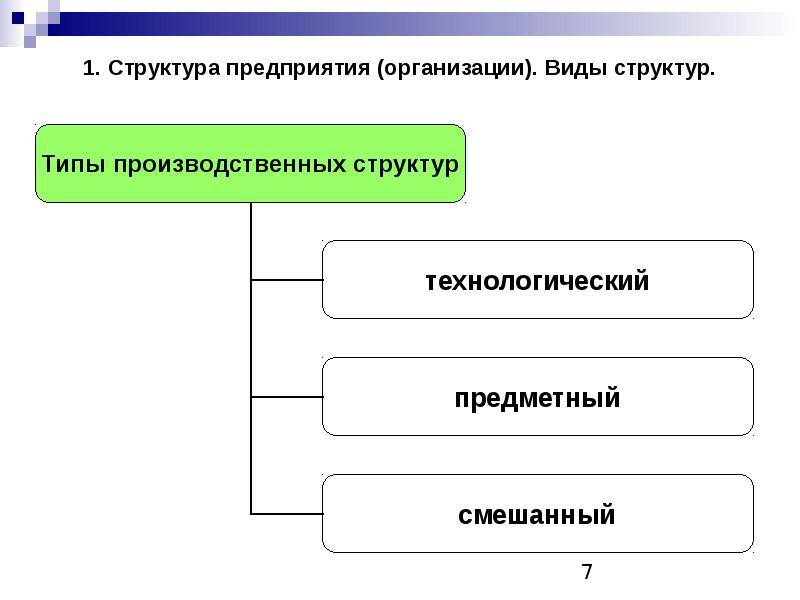
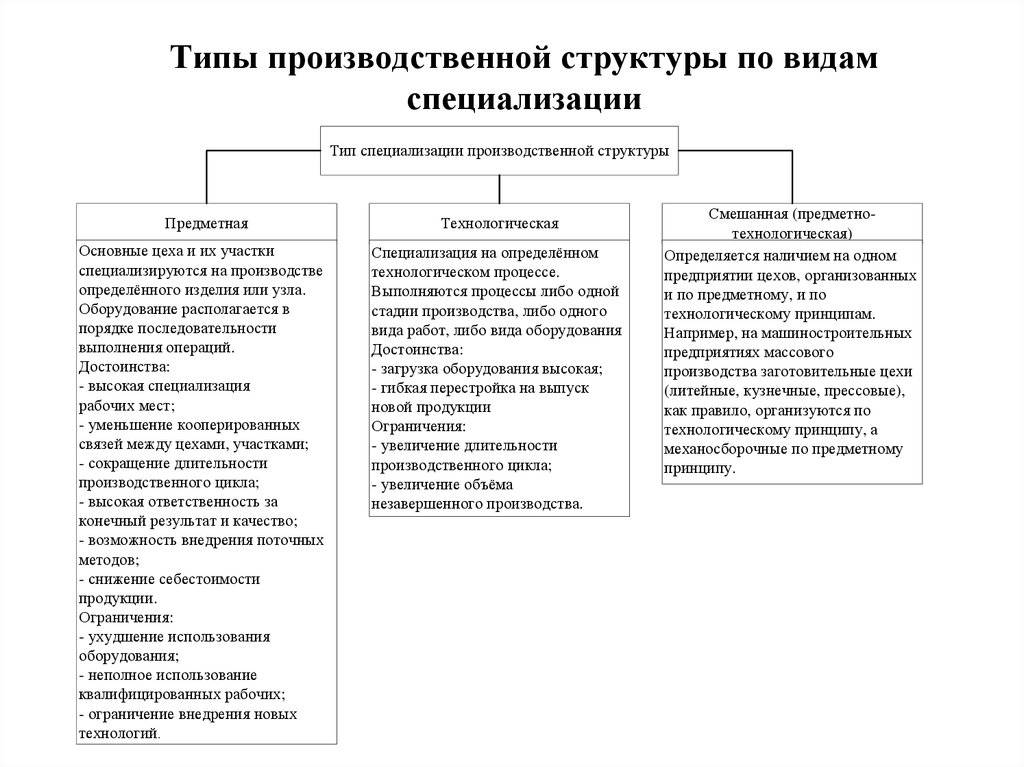
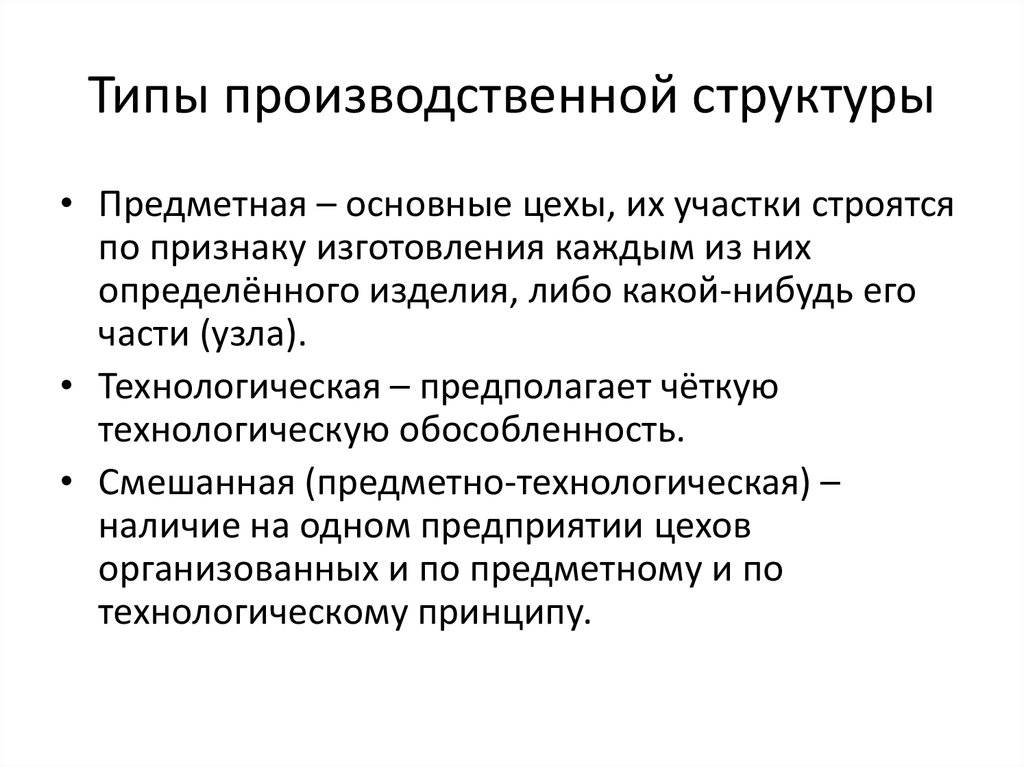
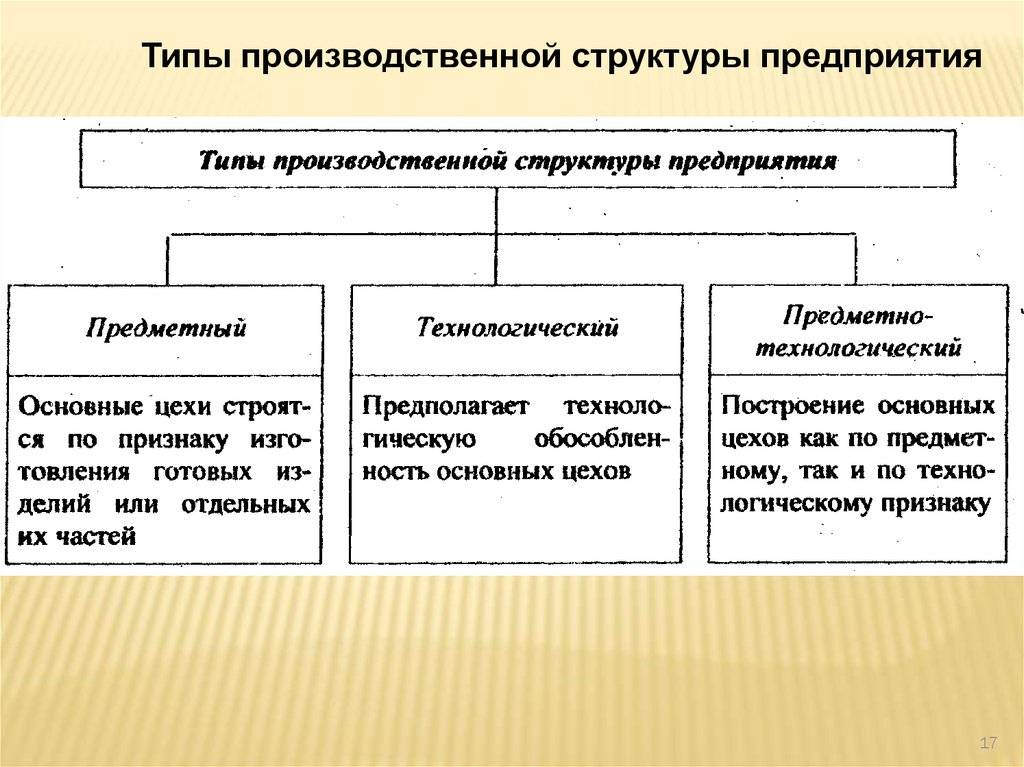
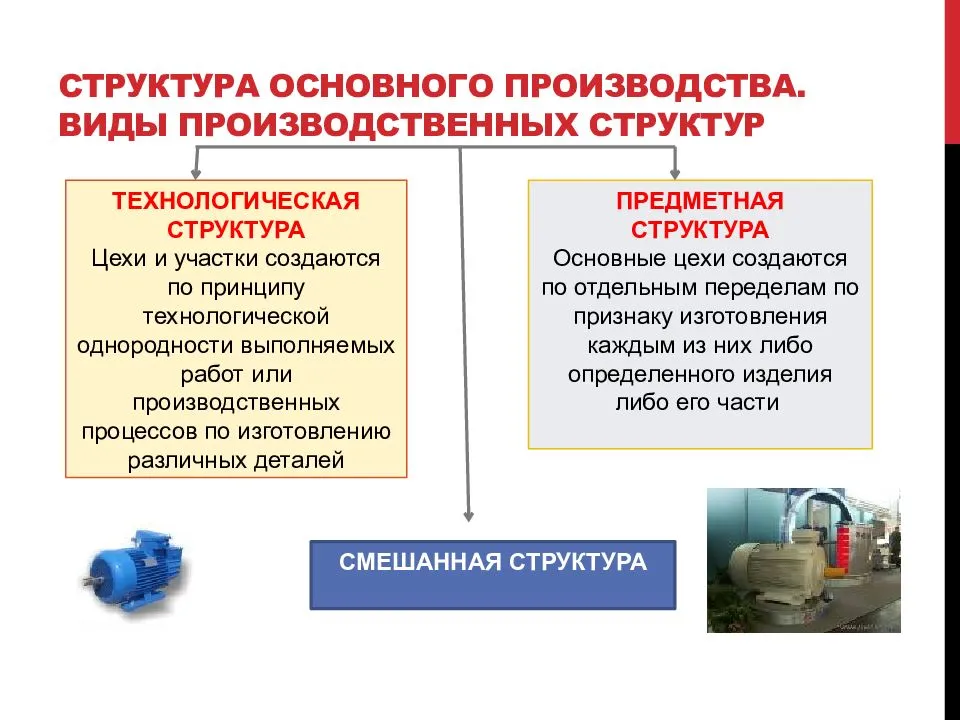
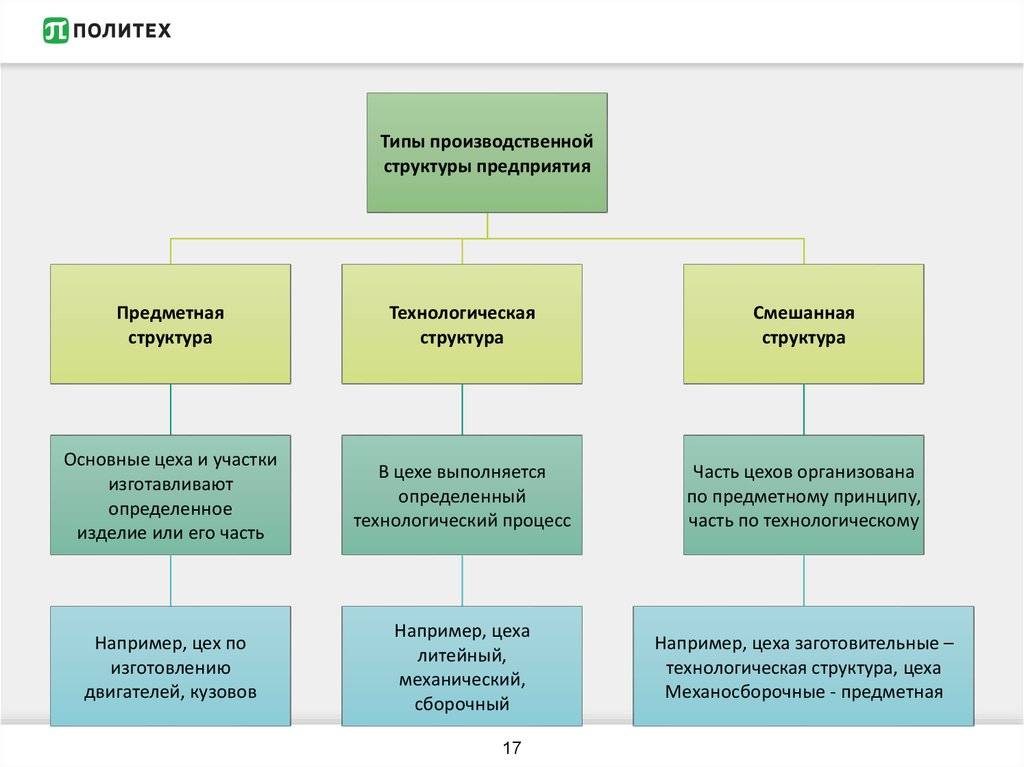
Различают технологическую, предметную
и подетальную специализацию.
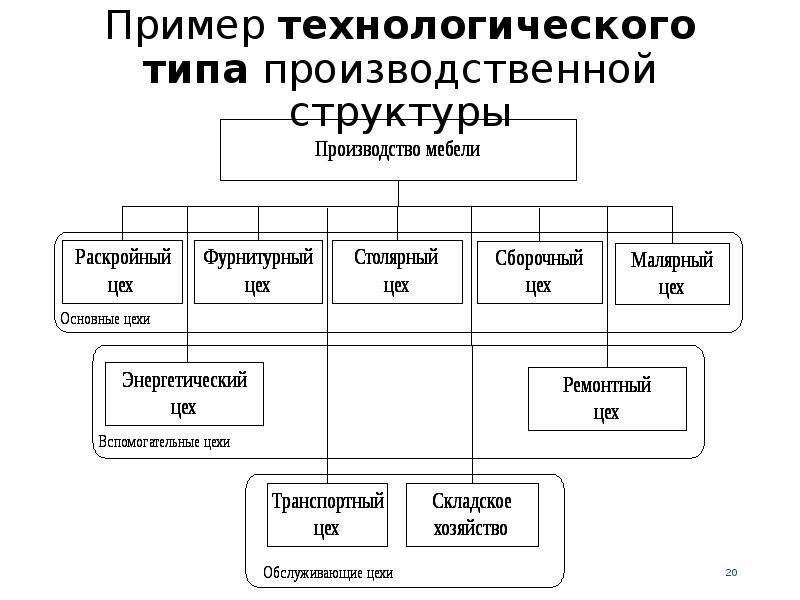
Технологическая специализация
– обособление предприятий, цехов
и участков в целях выполнения
определенных операций или стадий производственного
процесса например, прядильные, ткацкие
и отделочные фабрики в текстильной
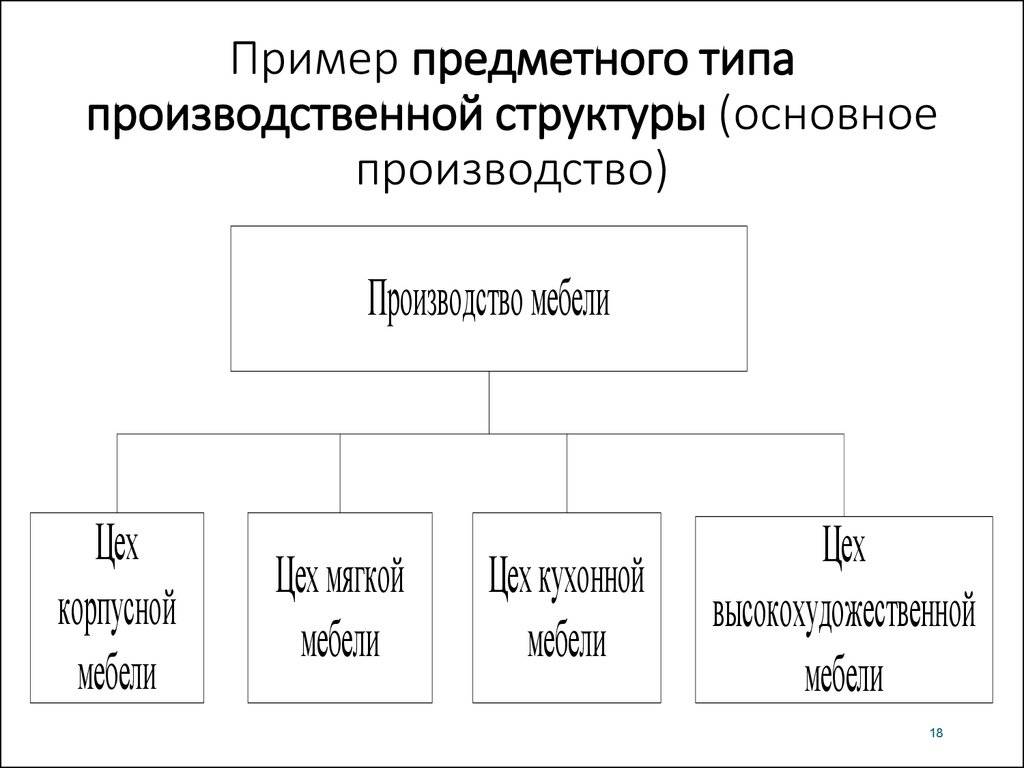
промышленности). Предметная специализация предполагает
сосредоточение производства на предприятии
(в цехе) полностью готовых видов продукции
(например, мотоциклов, велосипедов, посуды, хлебопродуктов
идр.) – Подетальная специализация, являясь
разновидностью предметной, основана
на производстве отдельных деталей и частей
готовой продукции (моторов, подшипников
и т. п.).
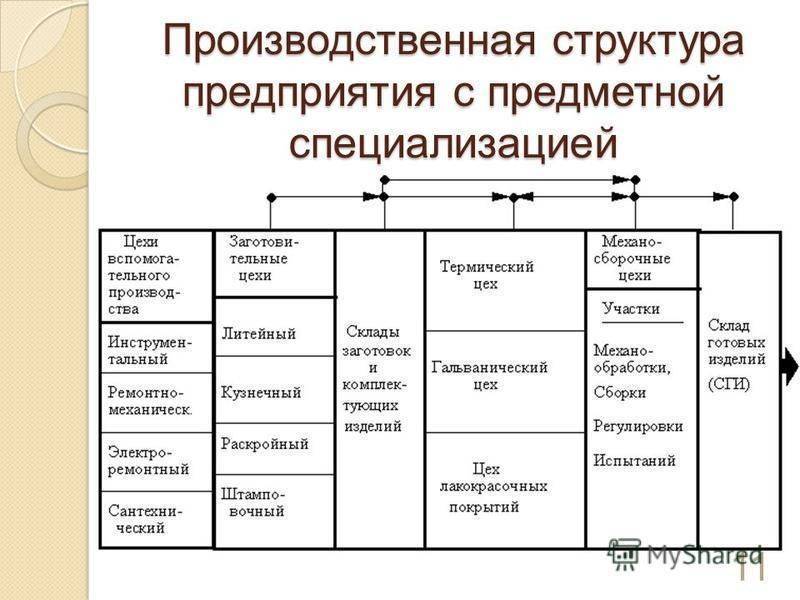
В практике деятельности предприятий
зачастую имеет место сочетание всех форм
специализации: заготовительные цехи
и участки построены по технологическому
признаку, обрабатывающие – подетальному,
сборочные – по предметному.
Для измерения уровня специализации
предприятий и его подразделений
используются следующие показатели:
-удельный все основной
(профильной) продукции в общем
объеме производства;
-число групп, видов
и типов изделий, выпускаемых
предприятием; доля специализированного
оборудования в общем его парке;
-число наименований деталей, обрабатываемых на единице
оборудования; число операций, выполняемых
в расчете на единицу оборудования, и др.
Особенности планирования разных типов выпуска продукции
У каждого из рассмотренных типов производства существует своя система производства. Существует фиксированная позиционная планировка. Такая система подразумевает то, что сборочная единица находится в неподвижном состоянии, а необходимые ресурсы подаются к месту работы по мере возникновения необходимости. Такой метод применяют при осуществлении разнообразных проектов. Иногда такой способ называют островным и его иногда применяют при производстве турбин. Такая планировка считается временной и имеет силу на время реализации проекта. Основная сложность реализации такого метода проектирования заключается в грамотном размещении ресурсов.  Другой способ планирования – пооперационный функциональный. При таком методе оборудование размещают по видам или по признаку выполняемых работ. То есть организуют участки для различных видов работ, например, участок для работы с корпусными деталями. Соответственно детали и узлы изделия перемещаются по различным технологическим маршрутам. Такой тип отличается определенными сложностями с оптимизацией транспортных потоков. Для массового производства чаще всего применяют линейную или поточную планировку. При такой форме планирования производимые детали проходят через одни и те же операции. Одной из ключевых характеристик такого производственного процесса является то, все технологические процессы расчленяют на простые операции, которые выполняют на специализированном оборудовании последовательно расположенном. Комплекс такого оборудования называют поточной линией.
Другой способ планирования – пооперационный функциональный. При таком методе оборудование размещают по видам или по признаку выполняемых работ. То есть организуют участки для различных видов работ, например, участок для работы с корпусными деталями. Соответственно детали и узлы изделия перемещаются по различным технологическим маршрутам. Такой тип отличается определенными сложностями с оптимизацией транспортных потоков. Для массового производства чаще всего применяют линейную или поточную планировку. При такой форме планирования производимые детали проходят через одни и те же операции. Одной из ключевых характеристик такого производственного процесса является то, все технологические процессы расчленяют на простые операции, которые выполняют на специализированном оборудовании последовательно расположенном. Комплекс такого оборудования называют поточной линией.
Другими словами, движение деталей и улов будущего изделия осуществляется непрерывно. Планирование этого типа предусматривает то, что у рабочих мест должна быть одинаковая пропускная способность. В противном случае выпуск готовой продукции будет происходить с перебоями. Планирование работы предприятия осуществляется на определенный период времени. Такой подход обеспечивает гибкость рабочего цикла, позволяет вести учет и контроль над всеми ресурсами (материальными, людскими, финансовыми), задействованными в системе предприятия.
Факторы производства
Факторы производства – это ресурсы, которые используются в процессе производства товаров и услуг. Они обеспечивают возможность осуществления производственной деятельности и её результативность.
Факторы производства характеризуются взаимодополняемостью и взаимозаменяемостью.
Взаимодополняемость ресурсов: использование одного ресурса невозможно без использования в комплекте и в определённой пропорции другого ресурса. Если взаимодополняющий ресурс отсутствует, то процесс производства останавливается.
Взаимозаменяемость ресурсов: возможность альтернативного использования различных ресурсов, так что недостаток одного из них, может быть возмещен дополнительным количеством другого.
Выделяют 4 основных фактора производства, иногда добавляя к ним пятый фактор – информацию:
| Фактор производства | Характеристика |
|---|---|
| Труд | Умственные и физические усилия трудоспособного населения |
| Земля | Земельные ресурсы используемые для выращивания сельскохозяйственной продукции, строительства домов, дорог, городов и др. |
| Капитал | Денежные ресурсы, вкладываемые в средства производства – здания, инструменты, материалы и др. |
| Предпринимательские способности | Способность организовать эффективное использовать всех остальных факторов производства |
| Информация | Знания и сведения способствующие максимально выгодному производству |
Основные свойства серийного выпуска
Серийный тип производства является самым распространенным типом организации выпуска продукции многих отраслей. Изделия в этом случае характеризуются конструктивной однотипностью. Их выпускают сериями небольшого, среднего или крупного размера. Интервалы повторяются с определенной периодичностью. В процессе производственного цикла требуется некоторое время на изготовление продукции, а также перерывы, когда оборудование находится в состоянии покоя.
Под понятием «серия» следует понимать определенное количество однотипных товаров, которые создает отдельно взятое предприятие.

Номенклатура товаров при этом виде производства довольно большая. Разнообразнее этот показатель выглядит только при единичном подходе к организации выпуска товаров. Определенная часть изделий имеет сходство по технологическим и конструкционным признакам.
Какие типы организации производства существуют?
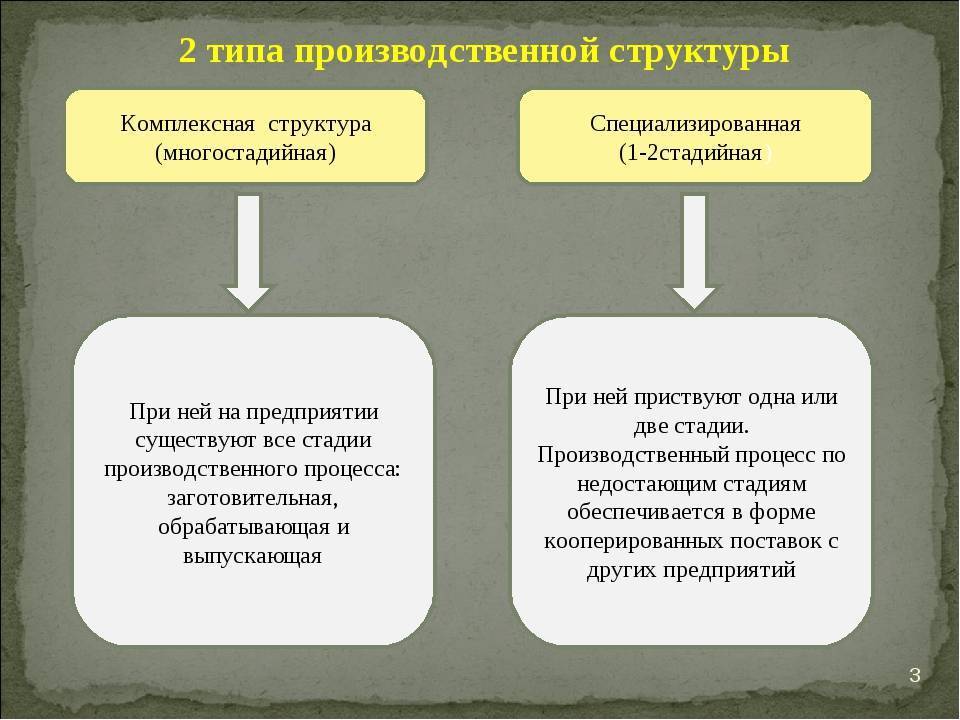
В зависимости от сути выше обозначенных параметров, входящих в определение типа организации, находится принадлежность структуры компании к конкретному пункту общей классификации. Всего выделяют три основных варианта (иногда, рассматривают и четвёртый тип – смешанный, но он уже является производным от главных).
- Единичное
Характеризуется выпуском продукции в малых объёмах. Номенклатура изделий в базе предприятия, как правило, весьма разнообразна, ведь каждый продукт уникален и не имеет аналогов. Работа производится в основном по конкретному частному заказу, как, например, в космической промышленности. Поэтому весь процесс сопровождают высококвалифицированные специалисты: занимаются подготовкой и эксплуатацией оборудования под определённую задачу, разрабатывают индивидуальную документацию, код и сопровождающие пояснения, разбираются в многочисленных нюансах практически каждой единицы.
Продукция, выпущенная таким способом, весьма специфична, а потому не имеет большого спроса. Из-за трудного и длительного процесса изготовления, связанных с ним издержек, а также найма высокооплачиваемых сотрудников каждый товар отличается дороговизной.
- Серийное
Служит для производства целых партий определённого вида изделий и конструкций в течение конкретного промежутка времени. Этот тип подразумевает наличие узкоспециализированных рабочих мест и организацию поточности между ними. Таким образом, можно сказать, что налажено параллельно-последовательное движение предметов труда с чётким расположением всего оборудования по всему технологическому процессу. Чаще всего серийная организация подходит для создания готовой продукции или же сборочных узлов, позволяющих снизить затраты на получение полной единицы товара.
Применяемая техника отличается большим, чем в единичном, спектром возможностей, но также могут использоваться и специализированные приборы. В зависимости от объёма каждой партии, помимо обычного серийного, выделяют подтипы построения производства:
мелкосерийное
Мало чем отличается от высокозатратного штучного. Каждая серия разрабатывается под узкий ряд задач специфичными заказами и состоит из небольшого числа единиц.






крупносерийное
По своей сути больше приближено к массовому способу. Определённый вид продукции выпускается довольно длительное время в большом количестве.
- Массовое
Отличается ограниченной номенклатурой изделий, производимой на постоянной основе и рассчитанной на высокий спрос у потребителей. Подобная организация всего процесса очень проста, не требует применения узкоспециализированного оборудования и работы высококвалифицированных кадров. Обычно налажена поточная автоматизированная линия, благодаря чему легко и быстро получаются однотипные стандартизованные единицы товара.
Структура пищевой промышленности в России
Структурные подразделения, входящие в продуктовую отрасль, выполняют следующие задачи:
- увеличивают объем продаж;
- наращивают выпуск продуктов собственного изготовления;
- улучшают качество товаров.
Экономическую эффективность продовольственной индустрии определяют следующие факторы:
- поставки сельскохозяйственных продуктов;
- обеспечение энергоресурсами;
- работа транспортной системы.
Молочные комплексы выпускают кефир, ряженку, йогурт, творог, сметану, сыры. Пищевкусовая промышленность обеспечивает население кондитерскими изделиями, хлебом, макаронами, сахарным песком, растительным маслом, жирами. Мукомольно-крупяная отрасль ориентирована на выпуск муки, крупы, комбикорма.
 Молочные комплексы специализируются на выпуске одноименной продукции.
Молочные комплексы специализируются на выпуске одноименной продукции.
Формы организации производства
Выше мы говорили о формах организации производственного процесса и соответствующих им методах передачи предметов труда с операции на операцию. Таким образом, форма организации процесса производства представляет собой определенное сочетание во времени и в пространстве элементов этого процесса — предметов труда.
Напомним, что единичному производству соответствует технологическая форма организации с последовательной передачей предметов труда с операции на операцию; серийному производству — предметная, групповая или гибкая предметная форма с параллельно-последовательным методом движения предметов труда; и наконец, массовому типу производства свойственна прямолинейная форма с параллельной передачей деталей с операции на операцию.
Рассмотрим эти формы организации производства более подробно.
Организация производства с последовательной передачей предметов труда представляет собой процесс, в ходе которого предметы труда передаются на каждую последующую операцию лишь после окончания обработки всей партии деталей на предшествующей операции. Эта форма наименее производительна, производственный цикл здесь затягивается, так как детали, прошедшие обработку, пролеживают в ожидании окончания обработки всей партии. Вместе с тем преимуществом данной формы служит ее гибкость по отношению к изменениям производственной программы, что нередко является объективной необходимостью.
Параллельная организация производства позволяет запускать в обработку и передавать на следующую операцию предметы труда без какой-либо задержки, поштучно, по мере окончания обработки данной детали на данном станке. Таким образом, детали не пролеживают в ожидании обработки всей партии, что сокращает длительность производственного цикла, уменьшает объем незавершенного производства. Однако различия в длительности отдельных операций могут приводить к простою оборудования и рабочих.
Наиболее прогрессивная, оптимальная форма организации производства — параллельно-последовательная. Она содержит в себе преимущества и параллельной, и последовательной форм организации производства. Так, предметы труда с операции на операцию передаются так называемыми транспортными партиями. Партии деталей проходят по операциям параллельно. Оборудование здесь расположено по направлению движения обрабатываемых деталей, его количество определяет величину необходимой производственной площади. В результате обеспечивается максимальная непрерывность использования оборудования и рабочей силы, что позволяет достигнуть относительно высокого уровня производительности труда и низкого уровня себестоимости изготовляемой продукции.
В современных условиях на машиностроительных предприятиях все большее распространение получают такие формы организации производства, как гибкие и блочно-модульные. Гибкие формы позволяют быстро переналаживать производство на изготовление других деталей и изделий. Блочно-модульная форма позволяет сконцентрировать на отдельном производственном участке весь комплекс технологического оборудования, необходимого для непрерывного производства ограниченной номенклатуры деталей и изделий.
На основе расчетов рациональной потребности в ресурсах, с поставкой их в определенные сроки, достигается непрерывность процесса производства. Рассчитывается и обеспечивается сопряженность по мощности и загрузке между заготовительными, металлообрабатывающими и сборочными производствами. В условиях блочно-модульной формы организации производства возрастают роль и ответственность коллектива работников за результаты своего труда, комплексно реализуются вопросы организации производства, труда и управления. При этом достигается наивысший уровень производительности труда, эффективности всего производства.
Схема методов организации производства
Пройдите наш авторский курс по выбору акций на фондовом рынке → обучающий курс
Бесплатный Экспресс-курс “Оценка инвестиционных проектов с нуля в Excel” от Ждановых. Получить доступ
Схема методов организации производства включает в себя не поточные, поточные и автоматизированные приемы:
Не поточные методы изготовления продукции – это один из вариантов производственного процесса, при котором предприятие занимается единичным выпуском разных товаров. То есть, на одном рабочем месте может производиться несколько видов продукции, но в ограниченных количествах.
Поточные приемы производства характеризуются планомерным выпуском большого объема продукции. В таком случае предмет труда поступает из одного цеха в другой, минуя остановки на складах или передаточных центрах.
Автоматизированный метод – это самый продуктивный прием производства продукции. При нем практически все операции производятся в автоматическом режиме с использованием специализированной техники.
Не поточный
Не поточный метод организации производства характеризуется выпуском разной продукции в небольших объемах. Данный прием имеет следующие отличительные особенности:
- рабочие места размещаются по сериям оборудования, независимо от этапов производственного цикла;
- работники занимаются изготовлением разного вида продукции;
- исчисление выпущенных товаров производится в единицах;
- в процессе производства применяется универсальное оборудование;
- изготавливаемые составные части выпускаемого продукта перемещаются в процессе изготовления сложным маршрутом, задерживаясь на складах и передаточных пунктах.
Поточный
Поточный метод производства считается наиболее используемым. Его применяют компании, выпускающие средний и крупный объем продукции. Для данного приема характерны следующие особенности:
- разделение процесса изготовления товаров;
- сосредоточение конкретной операции на одном месте;
- специализация рабочих мест;
- выполнение действий в ритмичном и последовательном темпе;
- передача предмета труда из одного цеха в другой с минимальными затратами времени.
Надо отметить, что при применении поточного метода все места, где выполняются разные операции, расположены последовательно.
Поточная технология производства делится на группы и классифицируется по таким признакам, как:
- номенклатура;
- метод обработки;
- степень непрерывности;
- вариант поддержания ритмичности;
- производственный охват.
| Признак классификации | Вид поточной производственной линии | Описание |
| Номенклатура | Постоянная однопредметная | Производство одного вида продукции с повторяющимся циклом |
| Постоянная многопредметная | Производство нескольких видов продукции, которые схожи по своей конструкции | |
| Метод обработки | Переменная | Изготовление разной продукции, схожей по конструкции |
| Групповая | Изготовление большого объема номенклатуры на одном оборудовании | |
| Степень непрерывности | Непрерывные | Производственный процесс осуществляется один за другим без перерывов |
| Прерывистые | Поочередная передача готового продукта из одного цеха в другой без четкой синхронизации операций | |
| Вариант поддержания ритмичности | Регламентированный ритм | Операции производятся по заданному плану и четко обозначенному времени |
| Свободный ритм | Продукт труда передается в другой цех для доработки по мере выполнения всех необходимых действий | |
| Производственный охват | Поточный | Передача предмета труда происходит при помощи специализированной техники |
| Участковый | Продукция транспортируется из одного участка цеха в другой | |
| Цеховой | Предмет труда перемещается по цеху при помощи ручного труда | |
| Межцеховой | Изготавливаемый товар передают из одного цеха в другой | |
| Сквозной | Производимая продукция проходит несколько цехов |
Поточный метод организации производства, как правило, объединяется с автоматизированным.
Автоматизированный
Автоматизированный прием выпуска продукции можно считать подвидом поточного метода. Все дело в том, что характеристики рассматриваемых вариантов изготовления товаров практически не отличаются друг от друга.






Единственное различие между автоматизированным и поточным методом — в том, что при использовании первого приема все операции производятся в автоматическом режиме с использованием специальной техники.
Таким образом, автоматизированный подход к производству продукции можно рассматривать внутри поточного, когда операции выполняются с минимальными затратами ручного труда.