

Виды станков
Гильотины для разрезания металла разделяются по типу привода. От этого зависит цена оборудования, его эффективность, скорость работы, точность резов. Необходимо отдельно поговорить о каждом из видов гильотин.
Гидравлические гильотинные ножницы
Оборудование, работающее с помощью гидравлических приводов, чаще всего устанавливается на заводах, больших предприятиях. Его преимущества:
- Большая мощность. Возможность разрезать листы металла толщиной до 20 мм.
- Максимальная длина реза — 3 м.
- Эффективность как при серийном, так и при штучном производстве.
К недостаткам можно отнести крупные габариты оборудования, большую массу. Принцип действия гидравлических гильотин заключается в том, что привод передаёт давление более 400 мПа на нож. Он может быть прямым или дугообразным. Это позволяет разрезать листы большой толщины.
Чтобы выставить правильный зазор между ножами, нужно использовать специальную таблицу. Выставляются они вручную или с помощью автоматической системы. Особенность гидравлических приспособлений — бесшумность работы. Нож двигается медленно, плавно разрезая металлическую поверхность. Гидравлические гильотинные ножницы по металлу оборудуются фотодатчиками, которые ограничивают ножи во время работы.

Гидравлические гильотинные ножницы по металлу
Электромеханические гильотинные ножницы
Оборудование для раскроя металлических заготовок, которое работает благодаря электродвигателю. После включения электромотора эксцентрик передаёт усилие на балку с закреплёнными ножами. Они начинают оказывать равномерное воздействие на лист с двух сторон. Когда балка делает полный оборот, ножи возвращаются в исходное положение.
Гильотинные ножницы с электрическим приводом имеют такие преимущества:
- Эффективность оборудования.
- Высокая скорость работы — до 30 разрезов за 60 секунд.
- Надёжность, долговечность.
Недостаток электромеханических ножниц — шумный процесс работы. Связано это с тем, что кривошипный механизм быстро опускает нож. Он с грохотом ударяется о заготовку.
В строительных магазинах можно найти малогабаритные модели для частных мастерских, гаражей. С их помощью раскраивают цветные металлы, некоторые виды сталей. Максимальная толщина металлического листа допустимая для резки на маломощном оборудовании — 3 мм.
Пневматические гильотины
Оборудование, ножи которого начинают работать с помощью пневматического привода. Он приводится в действие сжатым газом. Пневматические ножницы для металла эффективнее гидравлических. Состоят из компрессора, который нагнетает сжатый воздух. Сами станки имеют большой рабочий стол, на котором можно работать с крупными металлическими заготовками.
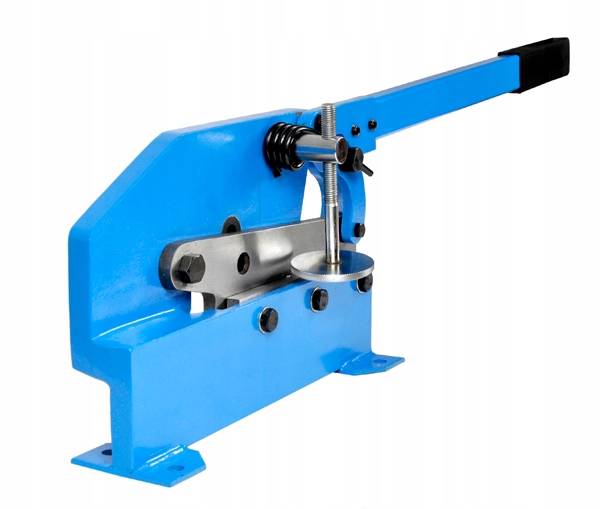
Ручная гильотина
Ручные гильотины для резки металла популярны среди владельцев небольших мастерских. Из-за отсутствия приводов, оборудование не подходит для раскроя толстых листов, углеродистых, легированных сталей. Однако наличие подобных ограничений не останавливает покупателей. Ручные гильотины устанавливаются в небольших мастерских для проведения разовых работ. Можно купить крупногабаритные или настольные ножницы.
Конструкция представляет собой два ножа, рабочий стол, рукоять. Первый нож устанавливается на рабочем столе, остаётся неподвижным во время работы. Второй нож оборудуется рукоятью, которой мастер опускает режущую часть вниз. Чтобы можно было разрезать листы толщиной более 1 мм, нужно выбирать модель с редуктором.

Ручная гильотина для резки металла
Классификация
Крупные предприятия по металлообработке и небольшие цеха снабжены оборудованием для гильотин, которые отличается по следующим параметрам:
- типу привода;
- производительностью;
- уровню мощности;
- максимальными показателями толщины листа металла;
- представленным прокатом;
- числом проделываемых операций.
Изделия для резки функционируют по принципу воздействия на заготовку давлением и острой кромкой гильотинных ножниц. Два элемента устройства перемещаются по отношению друг к другу. Такой процесс включает в себя две операции сразу – резку и ломание. Качественное оборудование выполняет работу в соотношении 90:10. Стоит заметить, что рез в результате ровный, не нуждающийся в дополнительной обработке.
Теперь рассмотрим подробнее виды гильотинных ножниц в зависимости от привода.
Гидравлические
Станочное оборудование для резки/рубки металлических листов со специальным гидравлическим приводом является высокопроизводительной и мощной разновидностью промышленных гильотин. Они используются как при серийном, так и штучном выпуске металлоизделий с прямыми краями из материала, толщина которого от 2 до 20 мм, а длина реза от 1 до 3 метров.

Для крупных компаний, специализирующихся на машиностроении, изготавливается гидравлическое оборудование, технические показатели которого выше: толщина листа – от 20 мм, а длина реза – до 6 метров. Они характеризуются значительным весом и габаритами, поэтому выпускается поштучно. Часто применяют современные автоматизированные установки С ЧПУ, снабженные гидравлическими гильотинными ножницами. Настройка системы минимальна по времени, а для управления станком необходимо нажатие только одной кнопки.
Из нюансов отмечают абсолютную бесшумность при работе, чего нельзя сказать про другие типы устройств. В гидравлической установке ножи совершают плавные нерезкие движения, полностью отсутствуют ударные воздействия. Такие станки оснащены различными фотодатчиками и защитными экранами, поэтому рабочий процесс безопасен.
Электромеханические
По степени производительности этот тип гильотин схож с предыдущим, но отличается высоким уровнем шума при воздействии ножа на металлический лист. Электромеханическая установка используется в крупных или средних цехах, где необходима высокоточная резка заготовок, имеющих значительный размер и толщину. Такое оборудование актуально и для серийного изготовления, только в качестве инструмента выбираются ножницы с меньшей мощностью. Электромеханические гильотины занимают немного рабочего пространства, но позволяют работать с разным материалом: сталь, медь, пластик, алюминий и т. п.

Некоторые устройства способны функционировать автоматизированы – они оснащены ЧПУ, что способствует ускорению процесса. Они отличаются простотой, невысокой стоимостью и широкой областью применения. Использовать подобное оборудование можно даже в условиях домашней мастерской или маленького цеха.
Пневматические
Для работы на этой гильотине необходим компрессор, как аналог используют центральную магистраль, в которой присутствует сжатый воздух. Это оборудование актуально для больших заводов по металлообработке, занимающихся преимущественно крупносерийным производством.

Пневматические гильотины относятся к стационарному типу. К основной конструкции добавляют просторные рабочие столы, конвейеры выдвижного вида и автоматизированную систему контроля. Нередко станки оборудуются специальной системой ЧПУ, с помощью которой металлоизделия обрабатываются быстрее, а точность конечного результата максимальна.
Ручная гильотина
Такие устройства снабжаются редуктором, который позволяет проводить обработку металлических листов с толщиной 1 мм и выше. Существуют три варианта станков: ручной – приводится в действие рычагом, ножной – начинает функционировать благодаря педали, комбинированный – сочетание вышеописанных видов.
Мобильную установку для рубки листового металла возможно монтировать на разную поверхность, где станок будет устойчив. Их используют на стройплощадках для нарезки профлиста (профнастила) или кровельной стали.

Устройство и виды гильотинных ножниц — точных станков для резки листового металла
Гильотинные ножницы являются незаменимым оборудованием в цеху любого предприятия, занимающегося производством каких-либо деталей из листового металла. Эти станки предназначены для высокоточной резки металлических листов определенной толщины. И чем мощнее станок, тем более толстые листы на нем можно резать. К примеру, гильотинные ножницы с гидравлическим приводом способны разрубить листовой металл толщиной более 3 сантиметров. Причем и точность резки, и производительность работы у таких станков гораздо выше, чем у дорогостоящего плазменного оборудования.
Устройство гильотинных ножниц для металла
Свое название гильотинные ножницы получили по той причине, что они работают по схожему принципу с придуманной во время Великой французской революции гильотиной. Резка металла на таком станке осуществляется резаком, что под большим давлением опускается на лист. Сама конструкция гильотинных ножниц достаточно проста, и основными функциональными элементами таких станков являются:








- Станина с подвижным (подающим) столом
- Нижний резак, закрепленный на станине неподвижно
- Балка с верхним резаком
- Прижимное устройство
- Ограничитель
- Градуированный упор
- Привод, приводящий в движение подающий стол и балку с резаком.
Типы гильотинных ножниц
В зависимости от того, какой вид привода используется на станке, все гильотинные ножницы подразделяются на 4 типа: ручные (механические), пневматические, электрические и гидравлические. У каждого из этих видов станков есть свои особенности эксплуатации и преимущества.
Также современные гильотины для резки металла оснащаются ЧПУ – пультом управления, максимально автоматизирующим работу станка.
Надежные современные гильотинные ножницы от производителя
Производством гильотинных ножниц в РФ занимается . В каталоге на официальном сайте этой организации https://www.stanki-snab.ru представлены станки для резки металла, что не уступают по качеству и производительности оборудованию самых известных японских и европейских брендов. Все промышленные гильотинные ножницы с гидравлическим и электрическим приводом производства этой компании оснащены удобным и простым пультом управления.
Заказать гильотинные ножницы для небольшой мастерской или для промышленного цеха можно на сайте, по телефону или в любом из региональных представительств СК «Станкоснаб». Так как компания является производителем оборудования, она гарантирует своим покупателям такие преимущества:
- Лояльные цены на станки
- Официальная гарантия и гарантийное обслуживание оборудования
- Помощь в доставке, установке и настройке станков
- Дополнительная комплектация станков теми ли иными функциональными элементами по желанию заказчика.
Преимущества рубки листа гильотиной
Резка металла гильотиной у нас имеет множество преимуществ:
- максимальную точность (в пределах 0,5–2 мм);
- высокую скорость (предварительная подготовка проката не нужна);
- хорошее качество (рубка металла на гильотине позволяет получить ровный прямой срез без обгорелой кромки и окалины, дополнительная механическая обработка краев не понадобится);
- экономичность (потери материала отсутствуют);
- оперативность (заказ выполняется за 1–2 дня);
- универсальность (возможен раскрой стали толщиной от 0,5 до 14 мм).
Остались вопросы? Хотите уточнить цену рубки листа металла гильотиной? Позвоните онлайн-консультанту по номеру +7 (495) 981-92-42, и он предоставит достоверные данные относительно условий сотрудничества.
Рубка оцинкованного рулонного листа по длине заказчика, диаметр от 0,35 до 1,0 мм
Читать также: Принцип работы отбойного молотка электрического
Гильотинная рубка (разделение на части) листового металла применяется для резки и раскроя листового металла с высоким уровнем точности. Гильотинные ножницы обеспечивают высокую точность и минимальные потери, край среза не имеет зазубрин и окалин, при наличии полимерного или лакокрасочного покрытия на обрабатываемом листе металла они не повреждаются. Оборудование характеризуется высокой производительностью, простотой эксплуатации. Единственным ограничением для резки является толщина обрабатываемого металла – до 2 см. Резка материала выполняется в поперечном, продольном сечении, после завершения работ на кромке изделия не остается заусениц, а его покрытие (краска) не повреждается.
«СК Весна» работает с листовым металлом любого формата:
- листовая холоднокатаная, горячекатаная и оцинкованная сталь толщиной до 12 мм
- листовая нержавеющая сталь толщиной до 8 мм
- листовой алюминий толщиной до 14 мм
- листовой рифленый алюминий до 10 мм по основе любого формата;
- композитные листовые материалы толщиной до 12 мм
- цветной листовой металла (медь, латунь, титан) толщиной до 12 мм
Мы осуществляем рубку металла на гидравлической гильотине компании Amada (модель GSII 1230) с максимальной длиной руба 3050 мм, позволяющей производить прямоугольный и угловой раскрой листового металла. Сотрудники имеют соответствующую квалификацию и опыт работы на данном станке, что позволяет нам достигнуть превосходного качества.
Гильотина для раскроя металла
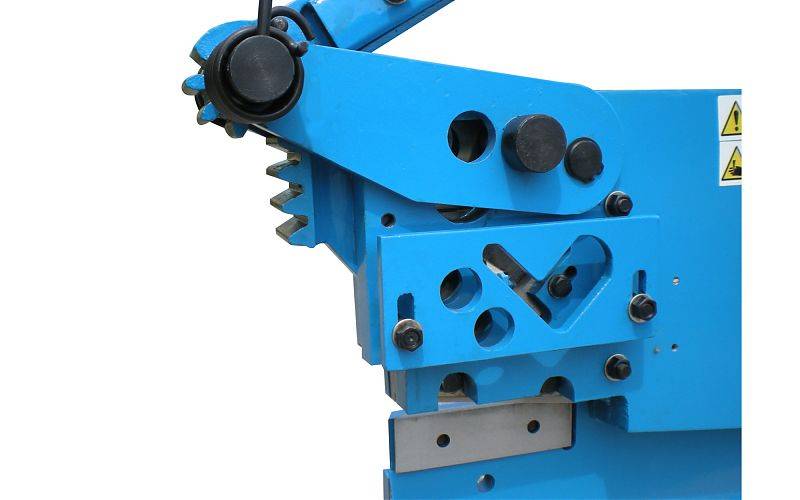
Первые установки имели ручной привод. Чтобы выполнять резание потребовалось установить не только сам нож, нужно еще иметь противорежущую пластину (неподвижный нож).

Общий вид современной ручной гильотины для раскроя металла: 1 – стол; противорежущая пластина; 3 – нож; 4 – кривошип; 5 – рычаг подачи ножа
Ручная гильотина по металлу позволяет резать сравнительно небольшие заготовки, ширина реза редко превышает 1200…1500 мм. При этом толщина разрезаемых деталей зависит от материала, использованного для изготовления.
Обычно на небольших производствах применяют подобные станки для стали толщиной до 0,5…0,7 мм. Можно обрубать пластик или разные виды пленок. На фабриках, производящих напольные покрытия, режут виниловую плитку.
В типографиях перед переплетом книг, брошюр и других изданий с помощью гильотин с ручным приводом формируют блоки. В дальнейшем их отправляют на пресс, где создается печатная продукция.

Процесс резания на гильотинном станке: 1 – стол для подачи материала; 2 – металлический лист; 3 – противорежущее лезвие; 4 – нож
Регулирование зазоров
При работе стараются уменьшить расстояние между кромками лезвий. Чем оно будет меньше, тем чище рез. Однако, при работе с металлом операторы вынуждены смещать неподвижный нож для увеличения зазора. С ростом толщины разрезаемого металла возникает необходимость в повышении расстояния.
Если не поступать подобным образом, то кромки лезвия будут крошиться. Металл претерпевает деформационные изменения. Он ведет себя как пластичное вещество, выдавливается между кромками.

Зазор δ между режущими кромками
Чем меньше толщина заготовок, тем ближе следует размещать лезвия относительно друг друга. В таблице 1 представлены рекомендации по зазорам в зависимости от толщины стали 08 сп.
Таблица 1: Зазоры между противорежущими кромками для ручной гильотины при рубке стали 08 сп
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,08…0,095 | 0,02 |
| 0,100…0,195 | 0,03 |
| 0,200…0,295 | 0,04 |
| 0,300…0,395 | 0,05 |
| 0,400…0,495 | 0,06 |
| 0,500…0,595 | 0,07 |
| 0,600…0,695 | 0,08 |
| 0,700…0,800 | 0,09 |
При работе на установках с гидравлическим или кривошипным приводом скорость перемещения ножа выше. Поэтому требуется несколько увеличить зазор (таблица 2).
Таблица 2: Зазоры между противорежущими кромками для механических гильотин
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,080…0,095 | 0,04 |
| 0,100…0,195 | 0,06 |
| 0,200…0,295 | 0,08 |
| 0,300…0,395 | 0,10 |
| 0,400…0,495 | 0,12 |
| 0,500…0,595 | 0,14 |
| 0,600…0,695 | 0,16 |
| 0,700…0,800 | 0,18 |
При высокой скорости смещения металла (механические ножи) происходит разогрев. Если не увеличить зазор, то через несколько последовательных резов кромки могут разогреться до такой степени, что металл может привариться к ножам.
Косой рез
При создании первых машин для массовых казней иногда происходил некачественный рез. Прямое лезвие не перерубало с первого удара кожу и костную ткань. Присутствующий при испытаниях установки Людовик XVI предложил изобретателю усовершенствовать устройство, изготовив падающее лезвие с наклоном. Вхождение со скольжением позволяет оптимизировать угол резания, перераспределяет нагрузку в устройстве.
Когда происходит резание, встреча кромки с разрезаемым материалом происходит не одновременно по всей длине ножа. Он постепенно внедряется в металл. Поэтому даже небольшой наклон, всего несколько градусов позволяют заметно снизить величину силы сопротивления резанию.

Установка активного лезвия под углом наклона β: 1 – активный нож; 2 – пассивный нож; 3 – разрезаемый материал
Современные небольшие ножницы гильотинного типа работают со значительными углами β. Так конструкторы добились заметного снижения усилий на ноже. На некоторых предприятиях на подобных малогабаритных станках работают даже женщины. Они справляются с заданием по раскрою металла.





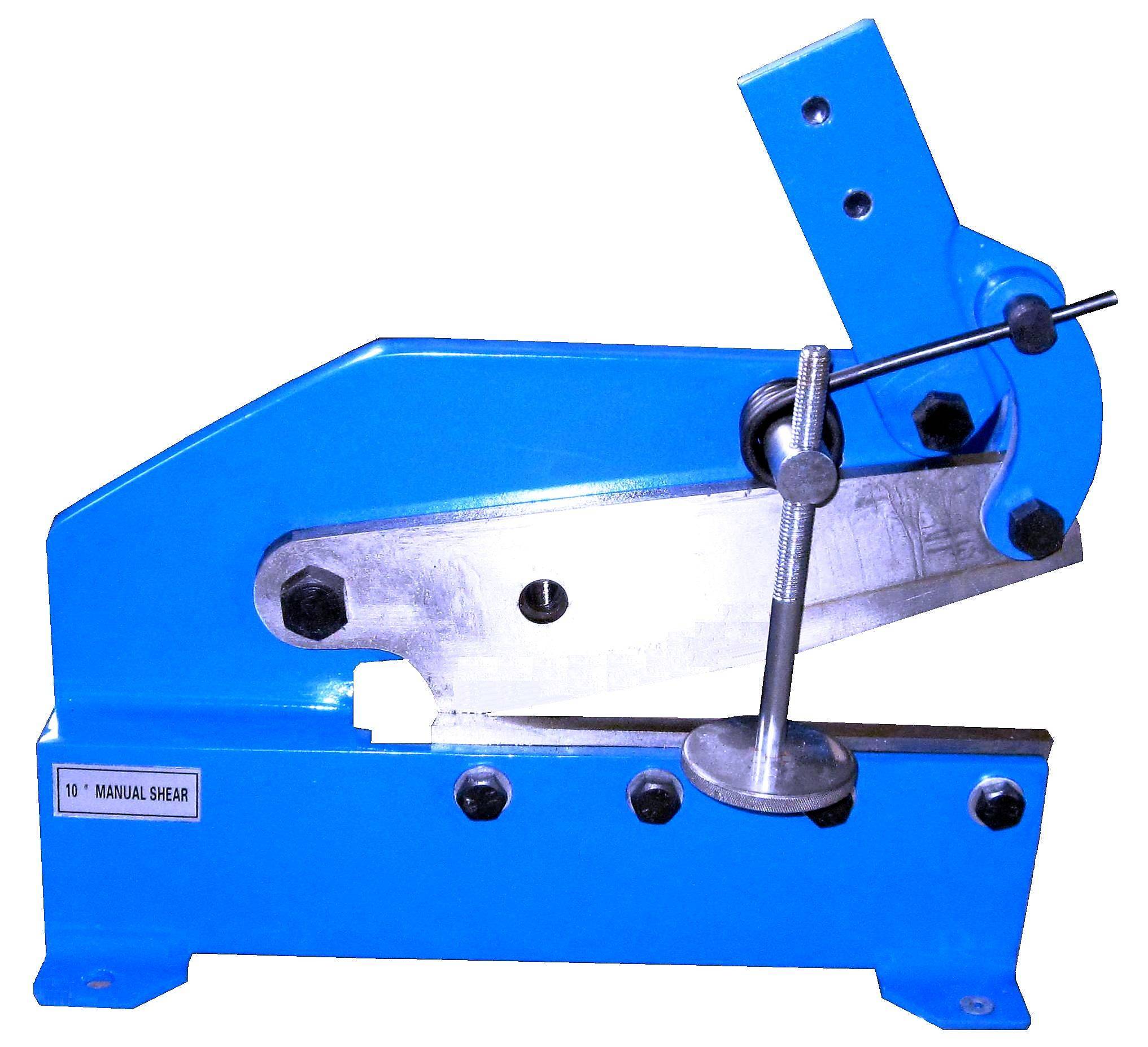





Гильотинные ножницы для раскроя металла с ручным приводом
Типы листовых ножниц
Конструктивные отличия рассматриваемой техники определяются требуемой точностью резки и качеством зоны разделения. Главное влияние на точность оказывает величина зазора между подвижным и неподвижным ножами. В практике применения величину зазора устанавливают в пределах 3…6% от толщины материала изделия. Точность разделения обеспечивается лишь в том случае, когда для изготовления ножей применяют качественные инструментальные стали марок У10А или 6ХС, с закалкой до твёрдости 56…60 HRC. Изнашиваются различные части инструмента неравномерно, поэтому его выполняют преимущественно составным, из отдельных секций
Особенно это важно при резке нержавейки и иных сталей повышенной твёрдости
Гильотинные ножницы с механическим приводом требуют хорошего состояния направляющих. Поэтому для резки толстолистовых профилей часто используют гидравлические ножницы. Здесь направление и перемещение подвижных узлов выполняют два гидроцилиндра, плунжерные пары которых изготавливаются с весьма высокой точностью. Гидравлические ножницы отличаются плавностью хода и возможностью его регулировки. Отдельный механизм прижима здесь отсутствует, поскольку его функции принимают на себя плунжеры. Гидравлические ножницы, вследствие плавности хода ножевой балки, способствуют и снижению ударных нагрузок , поэтому стойкость инструмента увеличивается. Недостаток данного вида оборудования – его пониженная производительность (меньшее допустимое число ходов в минуту).
Гидравлическая схема удобна при изготовлении настольной компоновки агрегатов. Например, ножницы гидравлические ручные используются в быту для резки тонкой нержавейки, картона, фибры. Настольная конструкция может иметь ручной привод исполнительных элементов станка.
Гильотина для рубки металла, исходным состоянием которого является лист или широкая полоса – оборудование, отличающееся высокой степенью универсальности. Техника проста по конструкции и положительно отличается своим высоким эксплуатационным ресурсом.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Рабочий обязан работать только на тех ножницах, которые указаны в технологической карте, и выполнять только порученную работу. 3.2. Согласовывать свою работу с подручным рабочим, предупреждать его о пуске ножниц. 3.3. Все операции с металлом производить только в исправных рукавицах. 3.4. Запрещается вводить руки в пространство между ножами при включенных ножницах, резать материал толщиной большей, чем разрешено паспортом, разрезать несколько листов одновременно. 3.5. Запрещается работать с ножами, смазанными жиром или маслом. При загрязнении очищать и протирать ножи от окалины. Ножницы при этом должны быть отключены. 3.6. При загибании кромок или образовании заусенцев у разрезаемого листа проверить соответствие зазора между ножами и остроту заточки их при выключенном двигателе. 3.7. Запрещается поправлять материал на ножницах после нажатия на педаль, даже если он подан не правильно. 3.8. Прекратить работу на ножницах, если после снятия с педали ноги происходит повторное самовыключение ножниц. 3.9. При резке листов малого размера и остатков листа подавать материал только при помощи специальной накладки, а не рукой. 3.10. Резку листов под углом производить по угловому упору, который устанавливается при необходимости на столе. 3.11. Запрещается резка листов максимальной ширины и толщины на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 20% ходов. 3.12. Для резки полос шириной более 1000 мм необходимо убрать задний упор. Упор убирается автоматически, нажатием кнопки с общего пульта управления, при этом необходимо следить, чтобы упор дошел до крайнего заднего положения и поднялся вверх
Возвращение заднего упора вперед то же следует производить осторожно, не включая муфты до тех пор, пока упор займет положение, равное 1000 мм или менее. Во всех случаях перестройку работы ножниц с упором и без упора следует производить внимательно с визуальным контролем положения заднего упора, в противном случае может произойти авария, т.е
поломка заднего упора. 3.13. Запрещается работать на гильотинных ножницах со снятым ограждением прижимов прижимной балки и маховика. 3.14. После каждой смены ножей и каждой регулировки зазора между ножами во избежание аварий необходимо первый ход ножевой балки делать вхолостую на толчковом режиме, строго следя при этом, чтобы подвижной нож не нашел на нож стола. 3.15. Регулировку ножниц производить только при отключенном приводе. 3.16. Во избежание перегрузки и поломки ножниц, которые могут вызвать серьезные аварии, резку листов производить, строго руководствуясь таблицей, установленной на них. 3.17. Смену ножей и ремонт ножниц производить только при снятом напряжении, ножевая балка должна находиться в верхнем положении и быть надежно закреплена. Резка затупленными ножами запрещается. 3.18. При ремонте гильотинных ножниц, ресивер (стяжка) должен быть отключен от воздушной системы, воздух из него должен быть выпущен полностью. 3.19. Перед резкой листа, необходимо очистить его от грязи, снега.
Устройства для улучшения качества резки
Направляющие балки с лезвием состоят из предварительно нагруженных адекватных роликов, которые передвигаются по закаленным направляющим.
Грат делает небезопасным изделие, увеличивая риск травмировать руки, особенно если для резки была выбрана заготовка из нержавеющей стали. Для предотвращения подобного необходимо во время использования ножниц гильотинного типа соблюдать правила техники безопасности. Ни в коем случае нельзя начинать резку металла без рукавиц из плотной ткани или кожаных нашивок. Одним из наиболее востребованных являются гильотинные ножницы, которые сегодня выпускаются в нескольких вариантах.
Достаточно востребованной разновидностью гидравлических станков является оборудование с ЧПУ. Главными его достоинствами является минимальное время настройки и простота смены режима изготовления любого из десятка возможных видов продукции, для чего нужно нажать всего лишь на одну кнопку. Благодаря тому, что вся информация хранится в памяти станка, эта задача максимально упрощается.
Здраствуйте. Подскажите пожалуйста технологию и оборудование необходимое для изготовления ножей для ножниц по металлу.
Гильотинные ножницы — металлорежущий станок, использующий в своей работе комбинированное действие острого лезвия и большого механического давления. Гильотинные ножи приводятся в действие гидравлическими цилиндрами или механическими рычагами, в зависимости от вида ножниц.
В результате применения этих устройств и механизмов на высокотехнологичном оборудовании можно изготавливать изделия и заготовки из различных марок сталей, любых размеров и в широком диапазоне толщины металла.
Используются гильотины, в основном, для продольной и поперечной резки листового металла, толщина которого может достигать 60 мм. Многие модели промышленных ножниц по металлу могут резать как фольгу и лист толщиной 0,2 мм, так и арматуру и фасонный прокат. Промышленностью производится более 100 типоразмеров ножей для различных видов гильотинных станков.
На большинстве гильотинных станков две лампы, установленные на опускающейся траверсе обеспечивают отбрасывание тени строго по линии будущего реза. Это помогает визуально контролировать весь процесс и точно определять размеры.
Современное гильотинное оборудование, оснащенное числовым программным управлением, имеет ряд преимуществ, которые в значительной степени влияют на качественные характеристики производимой продукции. Программируемое управление обеспечивает очень точное выполнение технологии реза для любого вида применяемого металла.
Какие бывают разновидности гильотины?
Гильотинное оборудование используют металлообрабатывающие предприятия, предприятия бумажной промышленности, компании, занимающиеся переработкой пластмассы и предприятия, занимающиеся обработкой вторсырья. Режущие станки принято различать по производительности, уровню мощности и числу совершаемых операций.
В зависимости по типу привода выделяют следующие:
Автоматические с ЧПУ
Гильотина с ЧПУ — это станок, который применяется на промышленных предприятиях с использованием числового программного управления. Такая система позволяет полностью автоматизировать процесс работы с материалом, будь то металл, пластик, бумага или же автомобильная покрышка. Работу здесь выполняет специальная компьютерная программа по предварительно заданной оператором схеме. Электронный командный блок ЧПУ, установленный на производственное оборудование, занимается контролем каждого отдельно взятого этапа обработки и создает изделие на основе заданных параметров. Использование такого оборудования значительно ускоряет процесс производства.
Гидравлические
Гидравлическая гильотина — это станочное оборудование с гидравлическим масляным приводом или цилиндром для обеспечения движения рубящего верхнего лезвия. Для удержания материала во время реза некоторые гильотины имеют прижим – пресс с гидравлическим приводом. Используются для резки полимерных изделий, изделий из резины и листового металла. Работают от сети питания 380В и в рамках температурного предела от -10 до +40 градусов. Стоит отметить, что такие машины отличаются бесшумностью во время работы.
Комбинированные
Комбинированная гильотина — это разновидность пресс-ножниц, которые применяются на машиностроительных заводах для нарезки полос, металлического проката, а также отрезки круга или уголка, широко применяются для резки пленки, пластиковых бутылок и труб. В их функционал входят элементы всех остальных типов гильотинного оборудования. Они применяются в сфере обработки вторсырья, в машиностроительной промышленности, в ремонтных мастерских и заготовительных цехах.
Механические
Механическая гильотина — это оборудование, режущее пластик, дерево, металл, бумагу и имеющие в свой конструкции косой подвижный нож, двигающийся без применения угла наклона в рамках одной плоскости. Такой станок отличается жёсткостью, обеспечивающей износостойкость.
Пневматические
Пневматические гильотины — это вид промышленных ножниц, который имеет в своей комплектации компрессор. Как аналог последнего используют центральную магистраль, содержащую в себе сжатый воздух. Такое оборудование относят к стационарному типу и подходит для крупносерийного производства. Обычно основную конструкцию дополняют просторными рабочими столами и конвейерами выдвижного типа. Достаточно часто такие станки оснащаются специальной системой ЧПУ, которая ускоряет процесс обработки сырья и позволяет достичь максимального результата.
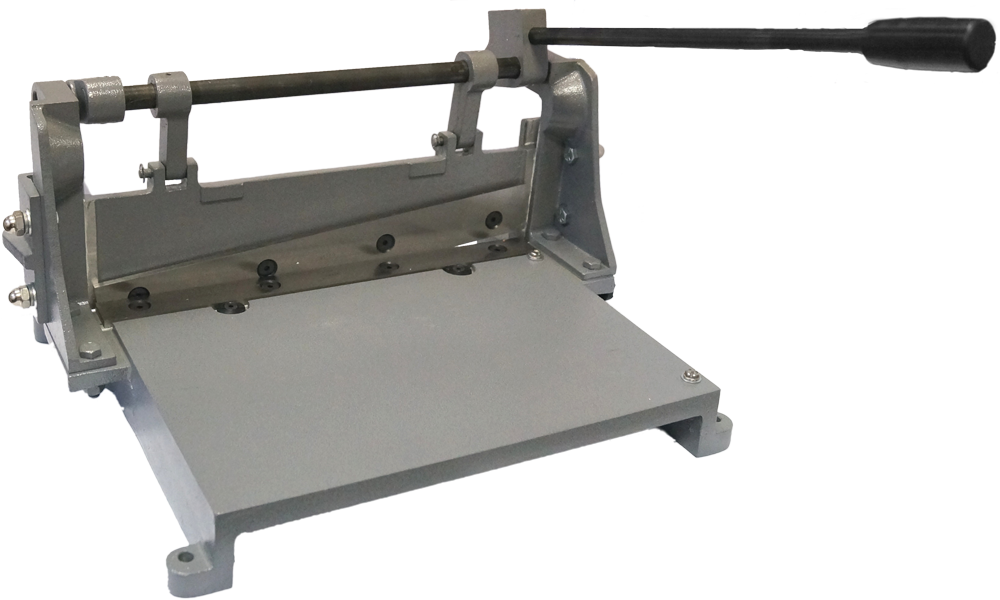
Ручные
Ручная гильотина — это станок для ручной резки не больших изделий, который оснащен специальным редуктором, позволяющим обрабатывать изделия из различных твердых материалов толщиной от 1 мм.
Управление осуществляется тремя способами:
- первый – приводится в действие рукой при помощи рычага;
- второй – приводится в действие ногой посредством нажатия на педаль;
- третий – комбинированный.
Электромеханические
Электромеханическая гильотина — это промышленный станок, имеющий сходные черты с гидравлическим типом. Гильотина предназначена для промышленного использования в цехах, где требуется высокопроизводительная точная резка прямолинейных заготовок большего размера и толщины. Используется такой вид гильотин и в кустарном производстве. Специально для этого создана серия ножниц, имеющих небольшие мощности. Такой станок занимает мало рабочего пространства и позволяет без усилий резать оцинкованную листовую сталь, стопки бумаг, пленку, бутылки ПЭТ, трубы и пластиковые изделия.








Технология рубки
Рубка металла на гильотине несложный с технической точки зрения процесс, а оборудование, применяемое для этой цели, отличается простой конструкцией и надежностью.
Сама процедура рубки выглядит следующим образом:
- Заготовка подается на рабочий стол оборудования и фиксируется на ней. Неподвижность металла позволяет обеспечить высокое качество реза.
- Основным режущим органом установки является стальной нож, заточенный под оптимальным для работы с металлом углом (обычно 86-89 градусов). Главная особенность этого узла — существенная масса, позволяющая создать необходимое для резки усилие.
- Массивный нож опускается с рабочей высоты, при этом для создания дополнительного усилия, способного упростить резку металла, применяются электромеханические или гидравлические приводы. Существует и ручная гильотина для рубки металла, на этой установки необходимое усилие создается в основном за счет кинетической энергии падающего ножа.
В результате воздействия режущего инструмента и происходит рассечение металлической заготовки.
Основные преимущества рубки металла гильотиной
Кроме того данная технология имеет и ряд других преимуществ:
Возможность обработки листового металла, толщина которого составляет 15-20 мм (в зависимости от параметров рабочего ножа), арматуры, квадрата, прутка диаметром до 16-18 мм. Кроме того, резке можно подвергать и изделия из проката (швеллер, уголок и другое).
Применение гильотинных ножниц обеспечивает высокое качество кромки разрезаемого металла. В результате получают ровный прямолинейный рез без заусениц и других дефектов
Последующая зачистка кромки не требуется, при этом угол реза составляет 90 градусов, что немаловажно для последующей сварки отдельных элементов.
Рубка металла на подобном оборудовании является практически безотходной технологией, потерь материала в виде стружки или расплава не существует. Кроме прямой экономии данное свойство избавляет и от необходимости переплавки или утилизации отходов, что характерно для других способов резки.
При высокой скорости выполнения обеспечивается высокая точность установленных параметров резки, погрешность даже устаревшего оборудования не превышает 1-2 мм.
Чтобы быть объективным, стоит упомянуть и о существующих недостатках технологии:
- Возможно выполнение только прямолинейного реза, криволинейная конфигурация для данного типа оборудования не достигаема. Это связано с тем, что для любой сложной конфигурации потребовался бы нож соответствующей формы, что делает применение данной технологии экономически нецелесообразным, цена рубки металла гильотиной при таких параметрах возросла бы существенно.
- Помимо ограничения по толщине материала, существует и определенный перечень металлов, выполнить рубку которых невозможно технически. К ним относят сплавы, содержащие значительную долю титана, хрома, кремния и некоторых других химических компонентов сталей.
- Основная сфера применения данной технологии заключается все-таки в резке изделий из стандартного проката.
Общие характеристики
Современные гильотинные ножницы обладают различными техническими характеристиками, которые обязательно должны учитывать специалисты промышленных предприятий, а также владельцы частных мастерских, занимающиеся изготовлением изделий и конструкций из металлопроката. Среди них наиболее важными параметрами являются:
- количество выполняемых операций;
- размер обрабатываемого листа;
- ассортимент проката, который может обрабатывать конкретный станок;
- предельно допустимая толщина срезаемого металла;
- производительность;
- тип ножей;
- мощность;
- тип привода.
Виды станков
В зависимости от типа привода станка выделяют следующие виды ножниц:
- ручные;
- пневматические;
- гидравлические;
- электромеханические.
Принцип работы
 Раскрой металла с использованием гильотинных ножниц осуществляется за счёт воздействия на металлическую заготовку большой силой давления и острым краем лезвия, действующего по принципу обычных ножниц. Во время рабочего процесса два лезвия режущего устройства сводятся друг к другу. После того как лист или прокат металла будет зафиксирован, они сдвигают его соседние слои, а затем совершают разрез при помощи острого лезвия.
Раскрой металла с использованием гильотинных ножниц осуществляется за счёт воздействия на металлическую заготовку большой силой давления и острым краем лезвия, действующего по принципу обычных ножниц. Во время рабочего процесса два лезвия режущего устройства сводятся друг к другу. После того как лист или прокат металла будет зафиксирован, они сдвигают его соседние слои, а затем совершают разрез при помощи острого лезвия.
Процесс резки металлической заготовки с использованием гильотинного станка состоит из двух операций — резки и ломания.
При использовании качественного станка для раскроя металла количество образуемого металлического лома получается очень небольшим и не превышает 10%.
Одновременно с этим рез приобретает ровную кромку, не требуя дополнительной обработки. При разрезе заготовки затупленным режущим устройством или неверно выставленном зазоре соотношение реза и лома изменяется. Как следствие, это приводит к появлению на нижней кромке острого выступа, называемого гратом — признака низкого качества резки.
Грат делает небезопасным изделие, увеличивая риск травмировать руки, особенно если для резки была выбрана заготовка из нержавеющей стали. Для предотвращения подобного необходимо во время использования ножниц гильотинного типа соблюдать правила техники безопасности. Ни в коем случае нельзя начинать резку металла без рукавиц из плотной ткани или кожаных нашивок. При появлении грата работник должен сразу же прекратить раскрой металла и исправить допущенную ошибку — поменять настройки или заточить ножи.





