Резка металла кислородно пропановым резаком: плюсы и минусы, технология, особенности
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком.
Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки.
Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени.
Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза.
В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла.
Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре.
В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии
Здесь важно не ошибиться с углом наклона
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Как вырезать угол потолочного плинтуса с первого раза правильно своими руками видео
Как резать углы потолочного плинтуса. Фото 1
С проблемой вырезания внешних и внутренних углов потолочного плинтуса сталкивался, наверное, каждый, кто хоть раз осуществлял ремонтные работы своими руками.
Плинтус потолочный, его еще называют галтель, в ремонте применяется с целью скрыть неровную границу между стеной и потолком и придать интерьеру завершенность.
Как вырезать угол потолочного плинтуса без стусла ? Об этом и поговорим в нашей статье.
Как потолочный плинтус в углах резать без стусла? Если у вас нет под рукой стусла, это не беда. Вырезать внешний и внутренний угол можно и без стусла.
Сегодня на рынке галтели имеются разных размеров, форм и цветов, с рельефными рисунками и без них. Материал, из которого они изготавливаются, также различный.
Его эстетичный внешний вид позволяет добавить дизайну помещения элегантности и строгости.
Каменные диски
Из камня чаще всего изготавливаются заточные насадки. Они представляют собой прочное основание толщиной минимум 6 мм. Благодаря массивной основе каменные диски идеально подходят для заточки инструментов, с которой обычные тонкие насадки справиться не в состоянии.
Как правило, каменные диски для нарезания кафеля не подходят по причине их большой толщины. Зато сделать более острыми подручные инструменты ими можно без особых усилий. Каменный круг с наклеенными лепестками наждачной бумаги подходит для выполнения работ по шлифовке материалов. Зачистку плитки рекомендуется производить мягким абразивом с маркировкой № 120, 150, 180.
Комплектация автогенной сварки
В стандартный набор входят:
- ацетиленовый генератор или баллон с горючим газом;
- резервуар с кислородом под давлением;
- редукторы с манометрами для корректировки и визуального отображения давления;
- пламегасители, предотвращающие заброс продуктов горения в емкости;
- соединительные армированные шланги с резьбовым креплением и герметичными муфтами;
- резак с набором сменных головок.
Рекомендуем к прочтению Что такое автоматическая сварка

В стандартный набор входят баллон с горючим газом, редукторы с манометрами, резак.
Для хранения кислорода используется стандартный стальной баллон, выдерживающий рабочее давление до 200 атм. При эксплуатации резервуара не допускается попадание масла во внутренние полости и на редуктор, поскольку при реакции окислителя и нефтепродуктов происходит взрыв. Ацетиленовый резервуар разделен на секции, заполненные пористым материалом с пропиткой ацетоном.
3 Подготовка и настройка газового оборудования для резки
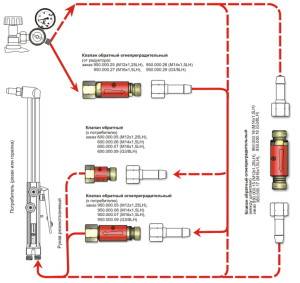
Чтобы работать с газовым резаком было безопасно, важно не только грамотно подобрать соответствующий комплект оборудования, но и правильно его подключить и настроить. Сначала к баллонам с кислородом и ацетиленом подсоединяют соответствующие трубки
Кислородные шланги и емкости обычно зеленого цвета, ацетиленовые – красные.
На обоих концах шлангов следует установить предохранительные затворы (приспособление, задерживающее обратные удары пламени).
Следующий шаг – проверка исправной работы подачи ацетилена. Сначала закрывают клапан регулирования подачи – Т-образную ручку вращают несколько раз назад. На баллоне, в верхней его части, открывают вентиль – поворачивают на 1 поворот кисти. Делают это в целях безопасности. Нельзя допускать, чтобы давление ацетилена в баллоне превышало 1 атм – в случае высокого давления этот газ становится нестабильным и даже может самопроизвольно взорваться или воспламениться. Чтобы проверить, что давление ацетилена отрегулировано правильно, выполняют следующие действия:








- Главный клапан емкости отпирают, затем открывают регулирующий клапан, поворачивая ручку в направлении часовой стрелки. Делать это нужно очень медленно, следя за показаниями манометра, установленного на выходе низкого давления. Регулирующий клапан открывают, пока давление не станет 0,34–0,54 атм.
- Затем продувают воздух из шланга – открывают ацетиленовый клапан резака до появления звука выходящего газа. После этого смотрят на показания манометра низкого давления. При продувке величина давления должна быть стабильной (если нет, то убеждаются в правильности установки регулятора).
- Клапан на резаке закрывают.
Проверяют и настраивают подачу кислорода – отключают регулятор его подачи (скручивают вниз), а после этого настраивают давление. Для снижения подачи кислорода закручивают ручку манометра на несколько оборотов назад. Затем выполняют последовательность следующих шагов:
- На баллоне для кислорода полностью отпирают главный клапан. Он двухседельный и в случае его частичного открытия из-за высокого давления в баллоне (150 атм) кислород выходит вокруг кольца уплотнения соединения штока клапана.
- Медленно открывают регулятор подачи, следя за показаниями манометра, установленного на выходе низкого давления, до настройки давления кислорода в пределах 1,7–2,7 атм.
- Продувают из шланга атмосферу – на резаке открывают кислородный вентиль. У резака 2 вентиля для кислорода: один ближе к шлангу, контролирует подачу в камеру, где кислород смешивается с ацетиленом для подогрева стали (горения смеси), а также для подачи в кислородную дюзу для резки; другой расположен дальше и подает кислород в отдельную дюзу резки (пока не открыт этот вентиль или не отпущен специальный рычажок резки кислород не должен выходить из мундштука резака). Сначала открывают первый вентиль – его несколько раз поворачивают, обеспечивая достаточный приток кислорода для осуществления обеих функций. После этого немного открывают второй (передний) вентиль – на время пока не очистится шланг (3–5 с для трубки длиной 7,5 м).
- Передний вентиль закрывают.
Как подобрать подходящую горелку
Несмотря на обилие устройств, сразу определитесь с частотой использования резака.
Если вам нужно дежурное компактное устройство для редких случаев — сразу делайте выбор в пользу горелки на цанговом разъеме или в пользу «карманного» резака без съемного бака.
Если портативный резак будет основным инструментом, подбирайте на US-резьбе, чтобы не разоряться на одноразовых баллонах.
«Карманные» резаки имеют узкий спектр применения и малое время работы. Неплохой вариант — купить баллон с цанговым разъемом и 2 насадки для него: под мелкую пайку на шланге, и с большим соплом, для использования горелки в качестве резака или паяльной лампы.
Главная страница » Металлообработка » Газовая резка металла » Что нужно знать про газовые резаки по металлу: портативные и обычные, про устройство и настройку
Читать также: Пластмасс для пайки бамперов
Газовые резаки служат для раскроя металлических листов, деталей и узлов на отдельные части самого разного размера, вплоть до мелких заготовок для украшений.
Такое оборудование широко используется для выполнения следующих работ:
- подготовительных на заготовительных участках металлообрабатывающего производства (от изготовления ювелирных изделий до тяжёлого машиностроения);
- ремонтных: от ремонта жилья до ремонта автомобилей;
- при строительстве самых разных объектов и т. п.
Алгоритм проведения сварки автогеном
Процесс сварки газопламенным резаком состоит из этапов:
- установки оборудования и подготовки к розжигу;
- регулировки резака (в соответствии с характеристиками свариваемого металла);
- соединения листов;
- финишной обработки шва механическим способом.
Запуск оборудования
На этапе запуска необходимо открыть вентили на баллонах и выставить требуемое давление. Например, при использовании ацетилена и резака с инжектором напор газа должен быть ниже давления кислорода в 5 раз. Параметры давления подбираются в соответствии с используемым горючим, типом металла и сечением наконечника.
Типовые значения приведены в таблице на примере пропана (от напора зависит расход материалов).
| Толщина резки, мм | Номер сопла (по стандарту NX) | Давление газовой среды, бар | Давление окислителя, бар |
| от 3 до 5 | 000 | 0,5 | 1,0-2,0 |
| от 5 до 10 | 00 | 0,5 | 1,5-2,0 |
| от 10 до 15 | 0,5 | 2,0-3,0 | |
| от 15 до 25 | 1 | 0,5 | 2,5-3,5 |
| от 25 до 50 | 2 | 0,5 | 3,5-4,0 |
| от 50 до 75 | 3 | 0,5 | 3,0-4,5 |
| от 75 до 150 | 4 | 0,5 | 3,5-5,5 |
Настройка автогена
Для нее необходимо:
- Отвернуть на 1/2 оборота вентиль кислорода, а затем открыть на 1/2 оборота кран горючего газа (менять последовательность подачи компонентов запрещено).
- Поджечь факел вручную или встроенным в резак пьезоэлементом.
- Поднести головку к поверхности металла и сформировать режущую струю при помощи дополнительного вентиля. Пламя состоит из ядра, восстановительной зоны и факела. Ядро расположено рядом с кромкой наконечника, имеет голубой цвет (допускается появление зеленого тона из-за примесей). Вдоль него находится восстановительное пламя бледно-голубого цвета, считающееся рабочей зоной. В верхней части располагается факел, отличающийся максимальной температурой.

Для настройки автогена нужно поджечь факел вручную.
Технология сварки
При сварке с использованием присадочной проволоки необходимо:
- Направить пламя на поверхность и сформировать лунку расплава диаметром 4-5 мм.
- Ввести наконечник проволоки в рабочую зону и прогреть до перехода в жидкую фазу.
- Аккуратно опустить проволоку в зону восстановительного пламени и начать совершать головкой резака движение по спирали. Формируемая ванна должна перекрывать предыдущую на 30-35% по диаметру.
Если на деталях имеется отогнутый борт, то необходимо плотно совместить элементы, а затем направить пламя на зону стыка. По мере оплавления металла будет формироваться шов. Сварщик должен перемещать горелку по спирали, делая прочное соединение; при сварке листов с перекрытием — усиливать линию соединения присадочной проволокой.
Финальная обработка
После окончания работ следует перекрыть подачу горючего, продуть головку в течение 8-10 секунд окислителем, а затем закрыть кран кислорода. Методика обеспечивает охлаждение деталей и исключает обратный удар (поступление ацетилена или пропана в резервуар с окислителем). Полученный шов нужно зачистить от окалины (например, металлической щеткой), а затем обработать краской или мастикой для защиты от атмосферных осадков (это касается только деталей из углеродистой стали, подверженных коррозии).
МЕХАНИЧЕСКИЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Механические способы резки металла в промышленных масштабах используются все реже. В данном методе часто встает вопрос: какой станок по металлу лучше выбрать, однако обычно для этих целей используют ленточные, дисковые и гильотинные станки по металлу. Минус такого оборудования в его ограниченных возможностях и достаточно высокой трудоемкости процесса.
Резка металла на ленточном станке
Данный станок это фиксированное режущее полотно с зубцами на одной стороне. Благодаря работе мотора происходит непрерывное вращение ленты.
Гильотинное оборудование
Обрабатываемый металлический материал фиксируется в горизонтальном положении и подвергается рубящему удару станка резака-гильотины.
Резка металла дисковым станком
Суть действия схожа с работой ленточного станка. Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
Что такое автоген, и верно ли считать его резаком
Под термином автоген подразумевается автоматический генератор, позволяющий получать ацетилен в результате химической реакции карбида кальция и воды. Оборудование входит в состав комплекса для резки металлов. Для разделки конструкций из него требуется резак, оснащенный кранами для регулировки потока топлива и окислителя.
В состав комплекса входят баллон с кислородом, оборудованный редуктором, и эластичные шланги для подачи газообразной среды к смесительной камере в резаке.
Конструкция аппарата
Классический ацетиленовый генератор состоит из корпуса с герметичной крышкой. Внутри установлен дозатор, подающий карбид в водяную ванну внизу резервуара. Газ собирается в верхней части кожуха, оборудованной штуцером с манометром. Топливо подается по шлангу к газовой горелке с кранами для регулировки потока и гашения пламени. Вместо генератора может использоваться баллон с газом (например, с раствором ацетилена в ацетоне). В этом случае сварщику не требуется заправлять генератор карбидом и производить очистку резервуара от шлама.
Резаки подразделяют на категории по конструкции:
- инжекторные (со смешиванием компонентов в отдельной камере);
- безинжекторные (соединение компонентов происходит в головке, для работы требуется повышенное давление).
Как работает автоген
За счет подачи дополнительной порции окислителя температура пламени для ацетилена доходит до +3200°С (при использовании пропана параметр не превышает +2750°С). Раскаленная струя плавит металл, который частично сгорает в струе дополнительного окислителя (он подается по отдельной трубке в головку). Остатки материала удаляются из рабочей зоны потоком кислорода. На резаке имеются раздельные вентили для режущего и подогревающего окислителей (последний необходим для поддержания горения).

Раскаленная струя плавит металл, который сгорает в окислителе.
Сфера применения
Основные направления использования автогенной сварки:
- разделка стальных конструкций перед их утилизацией;
- удаление дефектов швов, образовавшихся при дуговой сварке;
- устранение последствий некачественного литья;
- раскрой стального профиля перед монтажными работами;
- предварительная обработка кромок перед их соединением дуговой сваркой;
- демонтаж стальных конструкций (например, участков водопроводных труб) при ремонте;
- соединение листов из стали (напрямую или с использованием присадочной проволоки);
- пайка конструкций тугоплавкими припоями.
Технология резки газом
Современная технология газовой резки металла несколько отличается от той, которая описана выше. К примеру, для работы с «легкими металлами» температуры в 1000 градусов за Цельсием и выше могут попросту разрушить металл, с которым вы работаете (расплавить и испарить).
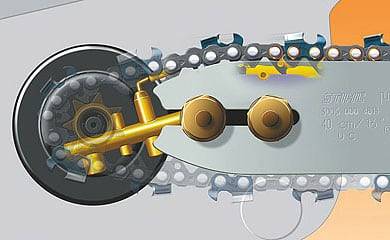
В этих случаях сама резка производится с одновременным подогревом. Наконечник газового резака имеет форму пирамиды с 3 соплами.
Через два боковых подается подогревающая смесь, ну а по центру монтируется тонкое сопло для подачи кислорода под высоким давлением.
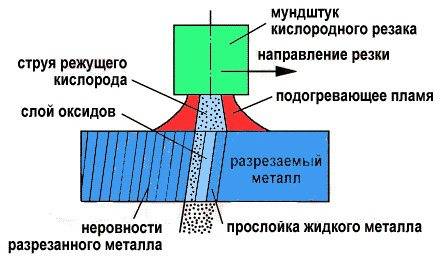
Технология кислородной резки
В современных резаках, кислород подается под давлением в 12 атмосфер! Проще говоря – под струей воздуха можно повредить даже кожу (имеется в виду не зажженная струя).
Флюс, который образовывается при такой резке, либо выбрасывается подогревающем пламенем в стороны, либо прожигается непосредственно через весь металл (если выполняется сквозная резка).
Не забывайте, что резка металла газом имеет большое преимущество перед электрической. Какое?
Но учитывайте, что резка металла кислородом не подразумевает использовать металлы, которые плавятся при температуре ниже 600 градусов за Цельсием. В этом случае будет выполняться простое удаление верхнего слоя металла, а не его резка.










ВАЖНО ЗНАТЬ: Технология лазерной резки металла
Вот в таких случаях рекомендуется использовать так называемые мобильные нагреватели – обычные баллончики со сжатым газом и соплом на конце трубки.
Стандартная технология кислородной резки металла подразумевает использовать направляющий резак, которым управляет оператор. Подача газа регулируется при помощи двух вентилей (в некоторых моделях – одним общим).
Газовый резак
Сама рукоятка резака имеет две трубки, которые как раз и встраиваются в ручку. Первая рукоятка подает топливо для нагревателя, вторая (как правило — центральная) – подает кислород. То есть, к главному соплу подводятся аж 3 трубки!
Какой расход газа при резке металла? Это зависит от температуры, до которой разогревается сам металл при работе.
В стандартном резаке Р1-01 за один час работы в среднем расходуется порядка 10 кубических метров кислорода и 0,7 кубических метров ацетилена (при использовании пропана – 1 метр кубический топлива).
Видео:
А вот в резаке Р2-01 расход значительно больше – 21 м3 кислорода и 1,2 – ацетилена! Расход подогревателя зависит от температуры нагрева и плоскости, которая разрезается.
В «старших» резаках также используется так называемое направление сопел, которое т.акже частично влияет на расход (чем ближе к струе кислорода, тем приходится подавать большую струю).
Мини-резак
Ручной автоген обычно и так невелик по размерам — его ещё более миниатюрная по габаритам разновидность называется мини-резак. К основным характеристикам такого инструмента следует отнести уверенный напор пламени и достаточный по объёму газовый резервуар, позволяющие использовать устройство даже в ветреную погоду. При эксплуатации следует учесть, что мини—автоген не рассчитан на длительное непрерывное использование: высокие температуры способны расплавить корпус инструмента без возможности ремонта или замены повреждённых деталей. Впрочем, время использования ограничено объёмом газового резервуара: зажигалка-автоген должна периодически заправляться, и для этого пригодится обычный цанговый баллон.
В отличие от удобных и эффективных современных ручных моделей (в том числе и достаточно дорогого автогена с пьезоподжигом, включаемого нажатием лишь одной кнопки) мини-резаки характеризуются невысокой стоимостью, а потому доступны буквально всем не только профессиональным, но и домашним мастерам.
Основными сферами использования такого автогена являются бытовые работы, требующие резки или сварки металлических элементов: ремонт кондиционеров, автомобилей, велосипедов, холодильников и т. д. К минусам инструмента можно отнести небольшую длину режущего пламени, что несколько ограничивает работу такого прибора с некоторыми типами металлов.

Резка металла пропаном и кислородом
- Металлоконструкции
- Резка металла
- Плазменная резка металла
- Газокислородная резка металла
- Продольная резка металла
- Ленточнопильная резка металла
- Рубка металла гильотиной
- Художественная резка металла
- Фигурная резка металла
- Поперечная резка металла
- Продольно-поперечная резка металла
- Резка металла газом
- Гидроабразивная резка
- Лазерная резка металла
- Резка листового металла
- Резка по металлу
- Лазерная резка металла на заказ
- Резка металла по размерам заказчика
- Резка металла водой
- Резка металла пропаном и кислородом
- Электроэрозионная резка металла
- Цены на резку металла
- Струйная обработка металла
- Полировка металла до зеркального блеска
- Покраска металла
- Гибка металла
- Сверление отверстий в металле
- Изготовление деталей
- Токарные работы
- Сварка металла
- Производство стальных деталей
- Вальцовка листового металла
- Металлообработка ЧПУ
- Металлоконструкции для метро
- Хомуты стальные
Профессиональная газовая резка: услуги резки металла кислородом и пропаном
Компания «Металлообработка 24» предлагает широкий спектр услуг, в том числе и такую, как кислородная резка металла.
Являясь одним из наиболее распространенных видов металлообработки, газокислородная резка отличается высокой эффективностью и производительностью.
В нашей компании газовая резка металла пропаном и кислородом осуществляется в самые короткие сроки, с неизменно высоким качеством.
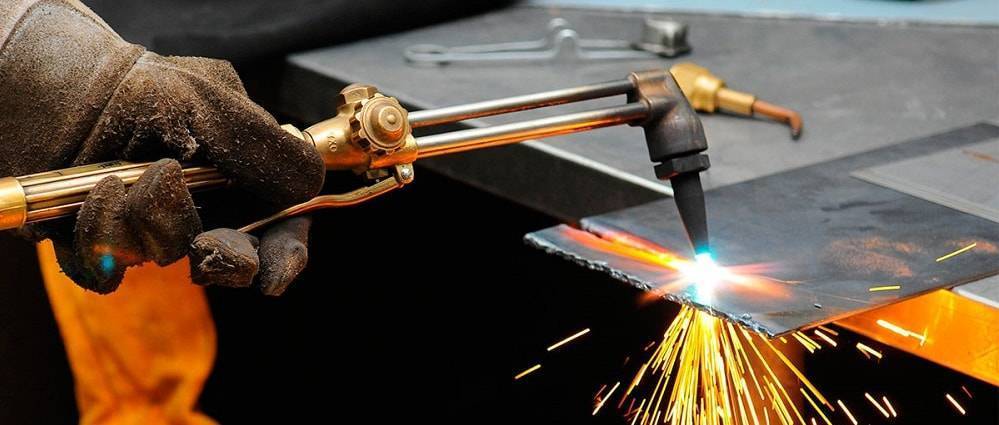
Как режут металлы горящим пропаном и кислородом: технология процесса
Резка металлов газом требует нагревания металлической поверхности до нужной температуры, которая зависит от разновидности металла. Материал должен иметь температуру горения меньше, чем температура его плавления. При игнорировании этого правила расплавленный, но не сгоревший металл с большим трудом удаляется из разреза, а кромки реза выглядят неаккуратно.
После нагревания металла происходит собственно резка. При соприкосновении с раскаленной поверхностью газ, поступающий из резака, немедленно воспламеняется, и начинается процесс раскроя металла.
Во время раскроя металлоизделий газорезкой используется кислород, при помощи которого разрезается металл, и пропан, выступающий в качестве подогревателя металлических поверхностей. Резка металла пропаном неосуществима, а резка металла кислородом без участия пропана возможна далеко не для всех видов металлов. Оптимальной является комбинированная газовая резка металлоконструкций – пропаном и кислородом; именно в таком случае достигается максимальная эффективность работы. Единственным ограничением подобного способа разделения металла на фрагменты является толщина материала.
Кислородно-пропановый вид резки наиболее успешно применяется для обработки низкоуглеродистых и низколегированных сталей и титановых сплавов.
Стоимость резки изделий из металла в нашей компании
Предлагаемая нашей компанией цена на кислородно-пропановую резку металла является одной из самых выгодных в Москве. Стоимость работ зависит от объема партии и вида обрабатываемого металла. Чтобы получить дополнительную информацию и рассчитать итоговую цену конкретного заказа, позвоните нашему специалисту по указанному контактному телефону.
Вы также можете оставить заявку на резку металла прямо на сайте, заполнив соответствующую форму.
Автоген для резки/сварки металла: классификация
Весь имеющийся в специализированных магазинах ассортимент автогенов по различным критериям подразделяется:
по предназначению: на специальные (для особого рода специфических работ) и универсальные, подходящие для большинства газорежущих и сварочных работ. Снабжённые инжектором универсальные горелки просты и удобны в эксплуатации, отличаются незначительным весом, при этом способны разрезать заготовку толщиной 3…300 мм по всем направлениям.
Тип горючей смеси формирует свою классификацию:
- в весьма бюджетных кислородных автогенах формирование горящей струи происходит кислородом;
- керосиновые работают на керосиновых парах и обыкновенно применяются для резки заготовок из углеродистой стали толщиной до 200 мм. Достаточно сложная конструкция такого автогена делает его практически неприменимым для мелких бытовых работ – керосиновые автоген, как правило, используется в угольной и горнодобывающей промышленности (в силу высокой взрывоопасности пропановые/ацетиленовые автогены в этих отраслях обычно не применяются);

- считающиеся наиболее надёжными и безопасными, эффективные и производительные пропановые автогены используются для резки чёрных и цветных металлов – чаще всего для чугунных батарей, труб и т.д.;
- ацетиленовые автогены станут самым удачным выбором при обработке заготовок или элементов значительной толщины – свойства ацетиленовой горючей смеси позволяют создать пламя максимальной температуры: даже компактный по своей конструкции инструмент будет удобен и эффективен при работе с массивными деталями и заготовками;
- по конструкции и способу смешивания кислородной и горючей составляющей автогены делятся на инжекторные и безинжекторные;
- по способу резки металла: на автогены разделительной, копьевой, поверхностной или кислородно-флюсовой обработки (для высокохромистых, высоколегированных сталей).
Какой бы автоген ни был выбран мастером, важно, чтобы он был эффективен и производителен, и соответствовал характеру работы и свойствам элементов, предназначенных для резки или сварки
Резка металла кислородом и пропаном
При возникновении необходимости работы с толстослойным металлом используется газовый резак. Он осуществляет разрез металлического листа с помощью горячей пламенной струи. Она формируется благодаря смешению двух газов – это пропан и кислород.
Кислородно-пропановым резаком невозможно осуществить резку высокоуглеродистых металлов, меди и ее сплавов, алюминия. Спектр материалов, поддающихся воздействию, ограничен низкоуглеродистыми сталями марки от 08 до 20Г по ГОСТу (1050-60) и среднеуглеродистым – от 30 до 50Г2 (ГОСТ 1050-60).










Для работы необходимо иметь
- кислородные шланги высокого давления
- баллоны с пропаном и кислородом
- мундштук
- резак
Все детали газового оборудования стандартные и при поломке могут быть заменены.
Подготовка к работе
Перед началом работ необходимо убедится в безопасности: на одежде, полу, окружающих поверхностях должны отсутствовать следы масла и прочие легковоспламеняющиеся вещества. Далее следует осмотреть газовое оборудование на предмет полной комплектации и исправности. Следующие шаги помогут привести оборудование в режим готовности:
Продуйте все шланги высокого давления газом для удаления пыли и грязи, прежде чем начнете подсоединять их. Проверьте подсос в каналах резака. Прикрепите с помощью ниппеля и гайки кислородный шланг к штуцеру с правой резьбой. Пропановый шланг прикрепите к левому штуцеру;
Проверьте, нет ли утечки газов в разъемных соединениях;
Проверьте исправность манометров
Обратите внимание на герметичность газовых редукторов.
Начало работы
- Закройте все вентили резака и выставьте на редукторах рабочие атмосферы: на кислородном – 5, на газовом – 0,5.
- Откройте пропановый баллон на четверть и подожгите.
- Уприте сопло резака под наклоном в металлическую поверхность и плавно откройте регулирующий кислород.
- Переходите к процессу регулировки пламени: поочередно открывайте кислород и газ, пока пламя не приобретет синий цвет и у него не появиться коронка.
- Силу пламени выбирайте исходя из толщины металла.
Процесс резки
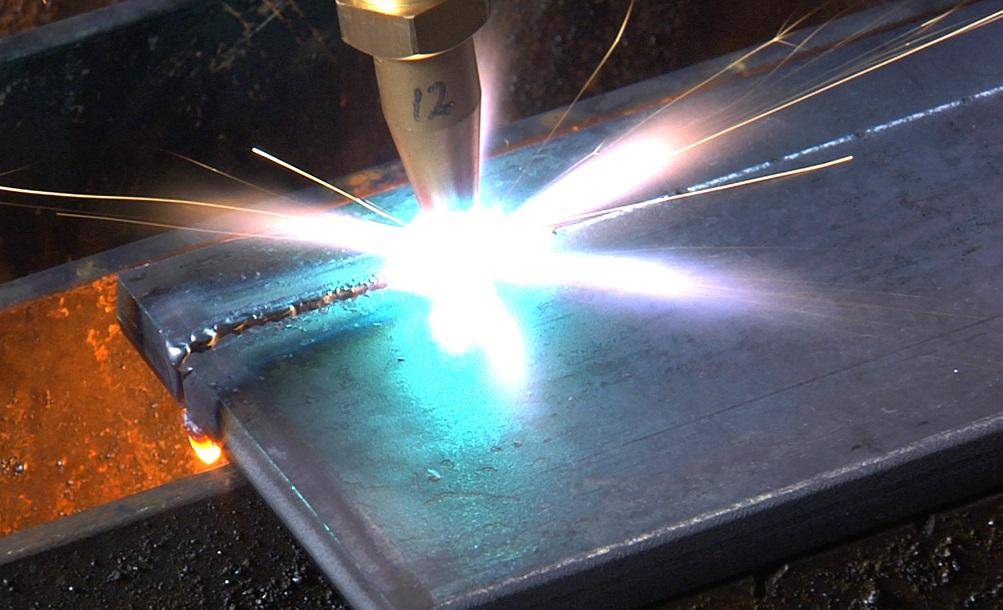
- Начинайте резку металла с той точки, от которой должен пойти разрез.
- Разогрейте эту точку до температуры возгорания металла (1000-1300 C). Когда металл воспламенится (поверхность при этом будет выглядеть мокрой) откройте вентиль режущего кислорода и пустите узконаправленную струю.
- Плавно ведите резак кислородный по линии разреза, под углом 84-85° в противоположную сторону от резки. Если толщина метала больше 95 мм, сделайте отклонение на 7-10°.
- После того, как линия разреза достигла 15-20 мм, измените угол наклона на 20-30°.
Если в процессе выполнения работы у вас оборвался кислородный шланг – не паникуйте. Закройте подачу пропана, а затем оба баллона. Исчезнувшее в процессе регулировки пламя нужно разжечь повторно, предварительно закрыв вентили резака.
Техника безопасности при резке и сварке
Разработанные четкие правила техники безопасности позволили сделать процесс контролируемым, жизнь и здоровье резчиков и окружающих стала вне опасности:
- Использование специальной маски с светофильтрами, респиратора и защитного костюма.
- Допуск к работам лиц, достигших возраста 18 лет и прошедших специальный курс по газовому делу, имеющие удостоверение с отметкой на проведение данного вида работ.
- Обмыливание на плотность всех соединений аппаратуры, трубопроводов и арматуры для предотвращения утечки газа.
- Использование специальных тележек и носилок для перемещения отдельных баллонов. Отсутствие ударение баллонов друг о друга при транспортировке.
- Не допускается попадание на кислородный редуктор, вентиль или шланг сжиженного газа, жиров, масла.
- Запрещается открывание замасленными руками редуктора и вентиля кислородного баллона.
- Перед началом работ необходимо выпускать через резак смесь газа и воздуха, образующуюся в шланге. Таким образом предотвращаем появление обратного удара в шланг и редуктор.
- Прогрев металла только сжиженным газом без кислорода строго запрещается.
Что еще нужно знать
При раскрое листов необходимо увеличивать подачу режущего кислорода до сквозного прожига детали. Скорость перемещения инструмента определяет сварщик, ориентируясь на быстроту удаления расплава из рабочей зоны. Охлаждение кромок происходит естественным образом или орошением водой (для ускорения процесса).

Скорость перемещения инструмента определяет сварщик.
Если предполагается сварка чугуна, то необходимо подать избыточное количество ацетилена (факел имеет желтый цвет). При работе происходит насыщение металла углеродом. Технология применяется и при наплавке твердых сплавов.
Как устроен автоген
Классическая основа аппарата состоит из набора:
- баллона с кислородом,
- баллона с горючим газом,
- манометра с редуктором,
- газопроводных шлангов,
- горелки (резака), которая может использоваться как для сварки низколегированной стали, так и для разрезания черных или цветных металлов.

К резаку подведены шланги с кислородом и ацетиленом, вместо которого можно использовать пропан/бутан. Однако пропановый автоген рационально применять для разрезания металлических поверхностей, а процесс сварки с его помощью неэффективен, потому что температура струи пламени ниже, чем при использовании ацетилена.
При сварке деталей с тонкими стенками это незаметно, но при обработке труб и толстостенных деталей замедляет процесс.