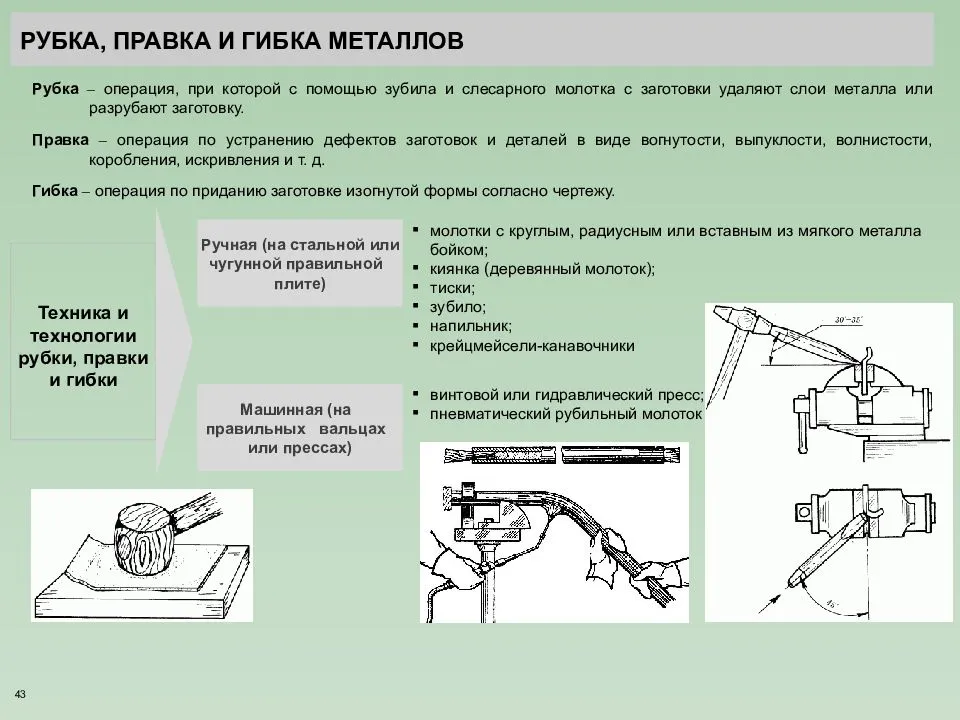
Способы рубки
Работа на гильотине требует допуска в условиях производства. Специалисты проходят обучение, получают соответствующие документы, разрешающие профессиональную деятельность. Изучаются способы, приемы работы на оборудовании.
С помощью приспособлений можно настроить угол, отличный от 90°, по умолчанию использующийся на оборудовании. Несколько последовательных операций позволяют получать детали достаточно сложной формы. Но криволинейный рез на гильотине не делается. Для этого есть специальное оборудование.
Особое внимание уделяется настройке гильотины под предстоящую работу. На станок устанавливаются универсальные ножи, если предполагается рубка различных по качеству, толщине металлических листов. На специализированном производстве, когда на гильотине выполняется работа с материалом одной марки можно установить специальные ножи
Например, для резки алюминия, высокопрочной стали, полимерных, стекловолокнистых материалов. Специализированные ножи имеют необходимую толщину, угол заточки, что повышает производительность и долговечность оборудования
На специализированном производстве, когда на гильотине выполняется работа с материалом одной марки можно установить специальные ножи. Например, для резки алюминия, высокопрочной стали, полимерных, стекловолокнистых материалов. Специализированные ножи имеют необходимую толщину, угол заточки, что повышает производительность и долговечность оборудования.
Выполним резку, рубку и гибку металла на станках универсальных и с ЧПУ в Москве и области по доступным ценам!
Заготовительные операции на ООО “Глебовский механический завод”, к числу которых относятся резка, рубка и гибка металла, являются неотъемлемой частью общего технологического процесса. Целью выполнения данных работ является обеспечение производства заготовками с заданными размерами и припусками, пригодными для выполнения последующих технологических операций. В условиях современного производства, аутсорсинга технологических процессов, современного специализированного оборудования, заготовительные операции становятся важным направлением оказания коммерческих услуг нашим партнерам.
Стоимость услуг по обработке металла
Расчет стоимости заказа по резке, рубке и гибке металла осуществляется с учетом следующих факторов:
- объема заказа (количества деталей);
- степени сложности технологических операций, выполняемых при изготовлении изделий;
- вида и свойств металла, из которого необходимо изготовить деталь (нержавеющая сталь, черный прокат и т.д.);
- срока, отведенного на выполнение заказа.
Резка металла
- лазерная резка (позволяет резать тонколистовой материал, нержавеющую сталь, алюминий, черную сталь толщиной до 20 мм по заданному контру любой сложности; полная автоматизация операций);
- гидроабразивная резка (основана на физическом принципе высокоскоростного эрозионного воздействия водно-абразивной смеси на подвергаемую обработке заготовку; скорость резки до 850 мм/с);
- электроэрозионная резка (позволяет обрабатывать внутренние сквозные и наружные поверхности сложной формы, такие как шлицевые поверхности, поверхности зубьев шестерен, рабочие поверхности фильер экструдеров и т.д.);
- резка заготовок на ленточнопильных станках (отличается хорошей производительностью, точностью соблюдения размеров и возможностью отрезать материал под углом от -45° до +60°);
- плазменная резка(основные преимущества по сравнению с газовой кислородной резкой – отличное качество реза, отсутствие коробления, наплывов и облоя, выполнение работ при любом положении резака в пространстве и без предварительного прогрева металла);
- кислородная резка (позволяет производить резку стального листа толщиной до 200 мм).



Рубка металла
- рубка на специальных гильотинных ножницах (наибольшая толщина раскраиваемого листа твердостью до 35 единиц HRC составляет 12,5 мм);
- рубка с помощью пресс-ножниц (рубка металла до 30 мм);
- рубка на правильно-отрезном станке (резка проволоки диаметром до 6 мм).



Гибка металла
- гибка на гибочном станке (макс. длина листа – 600 мм, ширина – до 3 мм)
- гибка на гидравлическом листогибочном прессе IRON MAC серии HPB-K
- ручная гибка по упорам и кондукторам;
- гибка с помощью штампов на прессах(холодным или горячим методом);
- горячая гибка на механическом молоте;
- гибка на трубогибочных станках.



Станочный парк
- Модульная система лазерной резки Bystar Bystronic 3015;
- Гидроабразивная установка Bystronic Byjet Classic 3015;
- Электроэрозионный проволочно-вырезной станок Sodick AQ325LN1;
- Аппарат воздушно-плазменной резки Мультиплаз 15000;
- Ленточнопильный полуавтоматический станок Ergonomic 320.250 DGH;
- Ножницы Н3121 гильотинные кривошипные листовые с наклонным ножом;
- Листогибочный пневматический пресс И-1020.

Аппарат плазменной резки.
Технические возможности плазменной резки
| Максимальная толщина разрезаемого листа из стали, мм | 50 |
| Скорость резки (сталь толщиной 10 мм), м/мин | 1 |

Ленточнопильный станок.
Технические возможности ленточнопильного станка
Размеры профильной заготовки, мм
| круглой | 5…250 |
| прямоугольной | 320 х 250 |
| Скорость перемещения полотна, м/с | 0,65…1,35 |

Ножницы гильотинные.
Технические возможности ножниц гильотинных
Максимальные размеры разрубаемого листа, мм
| Толщина | 12,5 |
| Длина | 2 000 |
| Ширина | 500 |
| Производительность, резов/мин | 40 |

Гибочный пресс.
Крейцмейсель, молотки для рубки металла, фото
Первое приспособление предназначено для проделывания канавок и отверстий. Оно не больше среднего гвоздя, однако с его помощью можно деформировать металлическое изделие в нужной пропорции. На них изредка тоже производят шляпки, но чаще это просто небольшой инструмент из монолитного сплава, который имеет приплюснутую основную часть и ромбовидную, заостренную рабочую зону. Вот как он выглядит:
- зубило – используется для грубых операций;
- крейцмейсель – приспособление для снятия небольших фрагментов поверхности.

О молотках подробно рассказывать нет смысла, так как они ничем не отличаются от нам привычных. Их удельный вес составляем от 400 г до 800 в зависимости от размаха работ. Главное при выборе смотреть на надежность установления металлической части на рукояти, на отсутствие свободного хода.
Какие инструменты применяются для ручной рубки
Раскрой металла производится с помощью зубил. Изготавливаются они из инструментальной стали (У7, У8). Кромка такого инструмента являет собой клинок большой твердости (не меньше 53 HRC). В зависимости от того, какая твердость обрабатываемого металла, зубило может быть заострено под углом 60° (для стали), 70° (бронзы, чугуна), 35-45° (для цветных металлов). Менее острый угол при обработке твердых материалов необходим для того, чтобы конец зубила сохранял свою стойкость и не ломался. Головка инструмента, как правило, имеет меньшую твердость (чтобы не разрушилась при ударе молотка). Она постепенно изнашивается, деформируется, поэтому нуждается в оправке. Ни в коем случае не разрешается работать с поврежденными зубилами, поскольку молоток может соскользнуть и привести к травматизации работника.

Рубка металла высечкой
Еще одной разновидностью ручного рубящего инструмента являются высечки. Этот инструмент применяется для изготовления в листовом металле сквозных отверстий.
Высечка – закольцованная острая кромка, расположенная на торце удлиненной рукоятки. Высечка может иметь округлый или многоугольный профиль. Благодаря высечке в металле можно легко изготавливать отверстия требуемой формы и размера.
Острая кромка высечки ставится в месте, где требуется изготовить отверстие. Далее молотком наносится удар по тыльной стороне инструмента. В итоге сила удара передается на острую кромку, которая в свою очередь и вырубывает металл.
При помощи высечек получают не только отверстия в металле. В результате вырубки получается еще и ответная часть, из которой можно изготавливать различные шайбы, гайки, подложки, прокладки и много чего другого.
Возможные дефекты
Есть моменты, которые не исправить. Они сопровождают фактически каждый процесс металлообработки таким способом. К ним можно отнести:
- кривость кромки;
- отсутствие параллельных линий;
- наличие заусенцев и шероховатости;
- неравномерная глубина канавки.
Чтобы минимизировать возможность дефективного исполнения, нужно знать причины:
- плохое крепление заготовки;
- кривое нанесение разметки;
- неправильная сила удара;
- плохо заточенный инструмент.
В статье мы рассказали про все приемы рубки металла. Делайте все согласно правилам, предписанным технологиям и наслаждайтесь отличным результатом.

Чтобы уточнить интересующую вас информацию, свяжитесь с менеджерами по телефонам; (473) 239-65-79;. Они ответят на все ваши вопросы.
Какие инструменты применяются при рубке металла?
Операция считается ручной – остальные разновидности требуют технологического оснащения в виде машин и оснастки. Ручная рубка потребует таких незамысловатых инструментов:
молоток слесарный, размер и тип которого зависят от необходимого усилия и пространственных ограничений;
- тиски слесарные – для надёжного удержания обрабатываемой заготовки;
- рабочий режущий инструмент – основное «действующее лицо»: зубило, крейцмейсель, бородок или другие варианты;
- средства нанесения разметки и контроля геометрии;
- подложка деревянная или металлическая.
Рассмотрим варианты режущего инструмента, главную роль играет зубило.
Конструкция зубила крайне проста, путём ее усложнения возможно получить другие орудия:
- ударная часть, которая обращена к пользователю и воспринимает ударную нагрузку от молотка;
- средняя, самая длинная – выполняет роль рукоятки и может быть обрезинена;
- режущая кромка – плоская, но из-за особенностей обработки может принимать и другую форму.
Форма ударной стороны — плоская или чуть округлая. Диаметр – больше державки (для удобства работы). Кромка — треугольная в поперечном сечении, периодически подлежит затачиванию как обновлению острия.
 Зубило
Зубило
Срезать малую ширину или проработать узкий проём возможно с помощью крейцмейселя. От зубила изделие отличается только шириной кромки – она не такая широкая.










 Крейцмейсель
Крейцмейсель
Широко применяется канавочник – его режущая кромка сформована полукругом. Рассчитан он на получение канавок и углублений.
 Канавочник
Канавочник
Бородок представляет собой стержень круглого сечения. Рассчитан бородок для вырубки отверстий – исходя из этого химический состав применяется для получения высокой прочности.
 Бородок
Бородок
Существуют варианты как полностью в ручном исполнении, так и для применения в перфораторах и другом электроинструменте. Визуальное отличие очень простое: сменная насадка не будет иметь ударной части. Вместо неё будет продолжение державки, оснащенной канавками для крепления в патроне.
Вне зависимости от типа изделия оно характеризуется одними и теми же геометрическими параметрами:
- общая длина;
- форма и ширина рабочей части;
- материал изготовления (обычный или ответственный инструмент);
угол заточки острия.
Средства разметки применяются в зависимости от обрабатываемого материала и его поверхности. Распространены чертилки, керны, слесарные карандаши и мелки.
Рубка металла гильотиной
Изготовление деталей состоит из нескольких этапов. Отдельные операции можно выполнить не одним единственным способом. Например, при необходимости резать лист выбирают такой способ, который будет отвечать следующим критериям: минимальное время изготовления, небольшие расходы, полное соответствие техническим требованиям.
Даже при производстве сложных по форме деталей разумно сначала сделать заготовки. Исключением можно считать ситуации, когда с цельного листа режут точные элементы с помощью ПЗО (плазменной) или лазерной резки.
Однако современные технологичные способы имеют существенные минусы. Кроме того, что плазменные, лазерные технологии ощутимо дороже, они перегревают металл. В некоторых случаях это недопустимо. Например, при изготовлении кровельных, отделочных материалов, когда полимерное покрытие уже нанесено на лист при производстве. В этих случаях применяется рубка металла гильотиной. Декоративное покрытие останется невредимым. По этой же причине предпочтительно раскраивать листы оцинкованного металла, которым рекомендуется механическая обработка, без перегрева.

Не теряет своей актуальности метод и по производительности. При прямом резе ни плазма, ни лазер не могут по скорости конкурировать со станком для рубки тонкого листового металла. Гильотина оборудована регулируемыми упорами, позволяющими выставлять точные размеры для большой партии продукции. На станках с ЧПУ операции выполняются с большей точностью, поэтому изготовление деталей с небольшим допуском делается на них. Таким образом, резка листового металла в размер на гильотине может существенно снизить расходы на обработку заготовок, когда технологически допустимо заменять аналогичную операцию на плазменном, лазерном оборудовании.
Рубка металла
Как было сказано выше, она может производиться двумя способами: вручную и на специальных станках.
Вручную

При ручной обработке используются слесарные молотки весом от 400 до 800 грамм и более тяжелые кувалды. Непосредственно режущими приспособлениями являются зубила и крейцмейсели.
Зубило представляет собой прямоугольный брусок из твердого сплава, одна из граней которого имеет острую режущую кромку. Стандартные зубила имеют ширину рабочей поверхности в 20-25 миллиметров и общую длину инструмента в 175 или 200 миллиметров.
Крейцмейсель можно считать разновидностью обычного зубила – он предназначен для тонких работ, поэтому имеет более узкий режущий край (до 10 миллиметров) и меньшую длину.
В случае использования тонколистового материала процесс проходит следующим образом. На плиту или наковальню кладется предварительно размеченный лист. Рубка осуществляется ударами молотка по вертикально установленному зубилу. После пробивки первого отверстия в отмеченной границе будущей детали, режущая кромка постепенно продвигается по линии. С каждой перестановкой зубила совершается удар.
Для заготовок из стали или других металлов, чья толщина составляет менее 2 миллиметров, достаточно одного прохода. Для более толстых листов чаще всего требуется нанести разметку и пройтись зубилом по контуру с обеих сторон. Однако она может производиться не только насквозь.
В деталях большой толщины с помощью рубящего инструмента могут проделываться пазы и канавки. В этом случае зубило держится под максимально малым углом относительно поверхности и под каждым ударом само продвигается по линии разметки, снимая излишки материала.
Также существую ручные станки. Его функциональные возможности хорошо показаны в следующем видео:
По конструкции видно, что подобный станок не может использоваться для работы с широкими листами.
В промышленных масштабах
Ручная обработка практически не применяется на крупных производствах. Вместо зубил и молотков, обладающих низкой производительностью и точностью, при промышленном производстве листовых металлоизделий используются гильотина.
Она представляет собой отдельный стан, снабженный двумя ножами и электрическим двигателем. Во время использования лист металла кладется на нижний нож местом раскроя, после чего по нажатию кнопки механизм автоматически опускает верхний нож.
К очевидным плюсам использования гильотины можно отнести отсутствие на получаемой детали:
- скосов,
- серповидности,
- заусенцев,
- зазубрин.
Единственным недостатком технологии является ограничение на форму реза. Гильотина не может использоваться для вырубки отверстий и контуров сложных форм. Для этой процедуры придется использовать другой стан, например координатный пробивной пресс, о работе которого мы рассказывали в одном из предыдущих материалов.
Рубка металла гильотиной
На металлообрабатывающих, машиностроительных предприятиях, крупных мастерских применяется механизированная рубка металла. Наиболее распространённой является рубка с применением различных гильотин. Механизация рубки позволяет повысить качество рубленого края, осуществлять вырубку более толстого металла, увеличить скорость получения готовой заготовки.

Гильотины применяются для рубки листового металла различной толщины. Техника рубки достаточно проста. Гильотина имеет специальный нож, который под давлением опускается на лист металла, разрубая его по нанесённой разметке. Для создания требуемого усилия применяют механическую, гидравлическую или электромеханическую системы. В этом случае металлическая полоса стальная подвергается воздействию ножа, который реализует вертикальный способ рубки. В этом случае специальное устройство — рольганг — подаёт металлическую заготовку на заданную длину. Фиксирующее устройство осуществляет захват и удержание заготовки в требуемом положении. На место рубки под давлением опускается нож, который осуществляет эту операцию ровно по линии разметки.
Создание необходимого краткосрочного давления на лист металла позволяет произвести точную рубку по сделанной отметке и обеспечить высокое качество результата. Гильотинная резка обладает следующими преимуществами:
- получить ровный край на срезе;
- отсутствуют зазубрины и заусенцы;
- не происходит серповидных откосов на протяжении всей длины кромки;
- не бывает неравномерных скосов.
Кроме технических преимуществ, применение гильотины позволяет снизить себестоимость каждой детали и повысить производительность труда на этой операции.

Особенно важным является обстоятельство, что при такой резке удаётся повысить безопасность проведения операции.
Современные гильотины – это станки, оснащённые современными электронными блоками управления. Они способны задавать необходимые параметры перед проведением операции рубки.
Поэтому можно выбрать марку металла, требуемый угол среза, параметры проводимой операции (мощность, скорость, периодичность).
§ 21. Механизация рубки
Ручная рубка вытесняется обработкой на металлорежущих станках (строгание, фрезерование), обработкой абразивным инструментом, применением ручных механизированных инструментов и приспособлений. К ручным механизированным инструментам относятся пневматические и электрические рубильные молотки. На рис. 77 показано устройство пневматического рубильного молотка РМ-5 . Молоток состоит из корпуса, бойка, золотника и рукоятки с пусковым устройством. Сжатый воздух из цеховой магистрали через резиновый шланг и штуцер 1 поступает к рукоятке молотка. Слесарь берет правой рукой за рукоятку, левой удерживает за ствол, направляя движение зубила (рис. 8, а, 6).









![§ 20. приемы рубки [1980 макиенко н.и. - общий курс слесарного дела]](https://stankotk.ru/wp-content/uploads/6/9/0/690b276a31f829e4c27cc9e20732fbab.jpeg)
При нажатии на курок 3 (см. рис. 77) открывается клапан 2 и воздух под давлением 5 — 6 кгс/см2 из магистрали через штуцер 7 поступает в цилиндр. В зависимости от положения золотника 4 воздух через каналы внутри корпуса попадает в камеру рабочего хода 5 или в камеру обратного хода 6. В первом случае воздух толкует ударник 7 вправо и он ударяет по хвостовику рабочего инструмента. В конце рабочего хода золотник давлением воздуха смещается, воздух попадает в камеру 6 — совершается обратный ход. Затем цикл работы повторяется. Молоток включают в работу после того, как режущей кромкой инструмента нажали на обрабатываемую поверхность.
В качестве инструмента для рубки пневматическим молотком применяют специальные зубила. Производительность рубки при пользовании механизированным инструментом повышается в 4 — 5 раз. На рис. 78,а,6 показана работа пневматическим молотком.
В электрических молотках вращение вала электродвигателя, вмонтированного в корпус, преобразуется в возвратно-поступательное движение ударника, на конце которого закреплено зубило или другой инструмент.
Безопасность труда
. При рубке металлов следует выполнять следующие правила безопасности труда:
ручка ручного слесарного молотка должна быть хорошо закреплена и не иметь трещин;
при рубке зубилом и крейцмейселем необходимо пользоваться защитными очками;
при рубке твердого и хрупкого металла следует обязательно использовать ограждение: сетку, щиток (рис. 79,а);
для предохранения рук от повреждений (при неудобных работах, а также в период обучения) на зубило следует надевать предохранительную резиновую шайбу, а на кисть руки — предохранительный козырек (рис. 79,6,в).
При работе пневматическим молотком необходимо:
перед началом работы пневматический молоток продуть сжатым воздухом;
включать пневматический инструмент только после установки инструмента в рабочее положение; холостой ход инструмента не разрешается;
при соединении шланга сжатый воздух должен быть отключен;
нельзя держать пневматический молоток за шланг или рабочий инструмент.

Рис. 77. Пневматический рубильный молоток РМ-5: 1 — штуцер, 2 — клапан,3 — курок, 4 — золотник, 5 — камера рабочего хода, 6 — камера обратного хода,7 — ударник

Рис. 79. Предохранительные приспособления, применяемые при рубке: а,б — предохранительные щитки, в — предохранительная шайба из резины
Рубка металла гильотиной
Основы процесса ковки металла
На металлообрабатывающих, машиностроительных предприятиях, крупных мастерских применяется механизированная рубка металла. Наиболее распространённой является рубка с применением различных гильотин. Механизация рубки позволяет повысить качество рубленого края, осуществлять вырубку более толстого металла, увеличить скорость получения готовой заготовки.

Гильотины применяются для рубки листового металла различной толщины. Техника рубки достаточно проста. Гильотина имеет специальный нож, который под давлением опускается на лист металла, разрубая его по нанесённой разметке. Для создания требуемого усилия применяют механическую, гидравлическую или электромеханическую системы. В этом случае металлическая полоса стальная подвергается воздействию ножа, который реализует вертикальный способ рубки. В этом случае специальное устройство — рольганг — подаёт металлическую заготовку на заданную длину. Фиксирующее устройство осуществляет захват и удержание заготовки в требуемом положении. На место рубки под давлением опускается нож, который осуществляет эту операцию ровно по линии разметки.
Создание необходимого краткосрочного давления на лист металла позволяет произвести точную рубку по сделанной отметке и обеспечить высокое качество результата. Гильотинная резка обладает следующими преимуществами:
- получить ровный край на срезе;
- отсутствуют зазубрины и заусенцы;
- не происходит серповидных откосов на протяжении всей длины кромки;
- не бывает неравномерных скосов.
Кроме технических преимуществ, применение гильотины позволяет снизить себестоимость каждой детали и повысить производительность труда на этой операции.

Особенно важным является обстоятельство, что при такой резке удаётся повысить безопасность проведения операции.
Поэтому можно выбрать марку металла, требуемый угол среза, параметры проводимой операции (мощность, скорость, периодичность).
Что называют ручной рубкой металла?
Это слесарное дело не имеет высокой сложности. Желательно предварительное зажатие полуфабриката – так будет обеспечена устойчивость детали, снимутся колебания. Для этого потребуется мощное основание: металлический стол, тумба или рама с тисками. Обычная мебель или подручные предметы не подойдут.
Для создания усилия и передачи его на рез нужен инструмент. Техника рубки – обеспечить небольшое углубление для гарантированной установки острия и выполнение основного, рубящего удара.
Основное движение называется «замах». Он зависит от требуемой силы удара и выполняется движением, основывающимся вокруг одного из следующих суставов:
- кистевой – для несильных ударов и точных манипуляций;
- локтевой – основной вариант, подходит для ударного воздействия при установившемся режиме работы с малыми и средними толщинами;
плечевой – для наиболее мощного удара при работе со большой толщиной или серьёзной окалиной.
 Рубка металла
Рубка металла
Усиливается удар от повышения массы молотка и длины его рукоятки. Чем тяжелее ударный инструмент, тем сильнее будет воздействие на режущее острие. Таким образом можно получить точный и достаточно чистый рез.
При сильном ударе сразу очень высока вероятность схода режущей кромки и повреждение материала. Нередки случаи повреждения инструмента и даже травмирования. Поэтому спешка и невнимательность не приветствуются.
Ручной способ рубки оптимален для единичного производства и домашних условий. Он хорош своей универсальностью, но обладает рядом недостатков:
- не самая высокая производительность;
- необходимость в запасе времени;
- результат в большинстве случаев потребует доработки кромки (снятие тонкого слоя, шлифование).
Крейцмейсель, молотки для рубки металла, фото
Первое приспособление предназначено для проделывания канавок и отверстий. Оно не больше среднего гвоздя, однако с его помощью можно деформировать металлическое изделие в нужной пропорции. На них изредка тоже производят шляпки, но чаще это просто небольшой инструмент из монолитного сплава, который имеет приплюснутую основную часть и ромбовидную, заостренную рабочую зону. Вот как он выглядит:
- зубило – используется для грубых операций;
- крейцмейсель – приспособление для снятия небольших фрагментов поверхности.
О молотках подробно рассказывать нет смысла, так как они ничем не отличаются от нам привычных. Их удельный вес составляем от 400 г до 800 в зависимости от размаха работ. Главное при выборе смотреть на надежность установления металлической части на рукояти, на отсутствие свободного хода.
Способы рубки металла
Классификацию можно проводить по различным факторам.
По решаемой задаче – распиловка, вырубка, снятие малой части, слоя. Фактически все они повторяют перечисленные выше цели.
По приводящей силе:
- вручную;
- с помощью механизированной машины.
На этом мы более подробно остановимся ниже.
По принудительной фиксации – в зажимах, тисках, а также с закреплением на специальной станине и под прессом.
По направлению движения – по вертикали или по горизонтали.
Перечисленные способы выбираются в зависимости от:
- наличия оборудования;
- толщины металлического изделия;
- требуемого уровня работы – кромки могут получиться гнутыми при исполнении вручную, а при механизированном процессе повышается точность;
- степени производительности – ради одной детальки нет смысла перенастраивать оборудование, но на серийную партию потребуется специальные станки.
Какие инструменты применяются при рубке металла?
Операция считается ручной – остальные разновидности требуют технологического оснащения в виде машин и оснастки. Ручная рубка потребует таких незамысловатых инструментов:
молоток слесарный, размер и тип которого зависят от необходимого усилия и пространственных ограничений;
- тиски слесарные – для надёжного удержания обрабатываемой заготовки;
- рабочий режущий инструмент – основное «действующее лицо»: зубило, крейцмейсель, бородок или другие варианты;
- средства нанесения разметки и контроля геометрии;
- подложка деревянная или металлическая.
Рассмотрим варианты режущего инструмента, главную роль играет зубило.
Конструкция зубила крайне проста, путём ее усложнения возможно получить другие орудия:
- ударная часть, которая обращена к пользователю и воспринимает ударную нагрузку от молотка;
- средняя, самая длинная – выполняет роль рукоятки и может быть обрезинена;
- режущая кромка – плоская, но из-за особенностей обработки может принимать и другую форму.
Форма ударной стороны — плоская или чуть округлая. Диаметр – больше державки (для удобства работы). Кромка — треугольная в поперечном сечении, периодически подлежит затачиванию как обновлению острия.









Срезать малую ширину или проработать узкий проём возможно с помощью крейцмейселя. От зубила изделие отличается только шириной кромки – она не такая широкая.

Широко применяется канавочник – его режущая кромка сформована полукругом. Рассчитан он на получение канавок и углублений.

Бородок представляет собой стержень круглого сечения. Рассчитан бородок для вырубки отверстий – исходя из этого химический состав применяется для получения высокой прочности.
Существуют варианты как полностью в ручном исполнении, так и для применения в перфораторах и другом электроинструменте. Визуальное отличие очень простое: сменная насадка не будет иметь ударной части. Вместо неё будет продолжение державки, оснащенной канавками для крепления в патроне.
Вне зависимости от типа изделия оно характеризуется одними и теми же геометрическими параметрами:
- общая длина;
- форма и ширина рабочей части;
- материал изготовления (обычный или ответственный инструмент);
угол заточки острия.
Средства разметки применяются в зависимости от обрабатываемого материала и его поверхности. Распространены чертилки, керны, слесарные карандаши и мелки.
Источник
Инструменты, применяемые при рубке металла
Основное режущее лезвие находится внутри зубила. Оно выглядит так – деревянная ручка небольшой длины, широкое основание и сама заостренная кромка. иногда дерева нет вовсе или его заменяет прочный пластик, резина. Главное, чтобы по шляпке можно было бить молотком, то есть была широкая часть. Посмотрим на фото:
Имеет большое значение твердость клинка. Обычно применяют инструментальную сталь марок У7 или У8, а прочность не должна быть меньше, чем 53 HRC.
Теперь поговорим о заточке. Не всегда чем острее, тем лучше. Ведь при соприкосновении с достойной преградой, кончик просто может сломаться. Посмотрим на таблицу и определим угол, под каким нужно заточить зубило, в соответствии с обрабатываемым материалом:
| Металл | Угол заточки, градусы |
| Сталь | 60 |
| Чугун и сплавы на его основе | 70 |
| Цветмет | 35-45 |
Теперь о головке. В идеале она должна быть более мягкой, чем основание, именно поэтому старые образцы инструмента не очень хорошо подходят. Это обусловлено тем, что при ударе могут начать деформироваться, крошиться кромки. Тогда необходимо своевременно менять ручку. Если пользоваться неисправным зубилом, то можно попасть себе по пальцу.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
- Б.А. Баум, Г.А. Хасин, Г.В. Тягунов и др. Жидкая сталь. — М.: Металлургия, 1984. — 208 с.
- Воскобойников В.Г. Общая металлургия : учебник для вузов / В.Г. Воскобойников, В.А. Кудрин, А.М. Якушев. – 6-е изд., доп. и перераб. – М.: ИКЦ «Академкнига», 2002. – 768 с.
- Давыдов С.В., Панов А.Г. Тенденции развития модификаторов для чугуна и стали // Заготовительные производства в машиностроении. -2007.- №1. — С. 3-11.
- Кудрин В.А. Теория и технология производства стали : учебник для вузов / В.А. Кудрин. – М.: Мир, 2003. – 528 с.
- Панов А.Г., Давыдов С.В. Исследование влияния микроструктуры литых Ni-Mg-Fe лигатур на их ударную вязкость // Заготовительные производства в машиностроении. 2010. — №2. — С. 3-8.
- Панов А.Г., Конашков В.В., Цепелев В.С., Гуртовой Д.А., Корниенко А.Э. Исследование структурообразования расплавов чугунов // М: Литейщик России, 2010, № 3. — С. 32-38.
- Панов А.Г., Корниенко А.Э., Корниенко А.Э., Совершенствование технологии модифицирования чугунов с шаровидным графитом Mg-Ni-Fe лигатурой // М: Литейщик России, 2009, № 3. — с. 27-30.
- Чугун: Справочник / Под ред. А.Д.Шермана и А.А.Жукова. — М.: Металлургия, 1991. — 576 с.