Пропан или ацетилен: что предпочесть?
Для кислородной резки используют несколько подогревающих газов. Наиболее часто применяют пропан. Это объясняется следующими его достоинствами:
- Низкая пожароопасность и взрывоопасность по сравнению с ацетиленом.
- Характерный запах меркаптановых добавок в пропане позволяет легко идентифицировать факт и место разгерметизации и утечки.
- Существенно более низкая стоимость пропана.
Ацетилен обладает своими достоинствами, которые в определенных обстоятельствах делают его более предпочтительным выбором. В их числе вдвое больший энергетический потенциал. При резке толстых конструкций или при необходимости обеспечить высокую скорость резания это становится определяющим фактором. Однако ацетилен более сложен в обращении, для него строже нормы безопасности и он существенно дороже.
Кроме того, ацетилен издает характерный неприятный запах, и в помещениях ограниченного объема он будет мешать другим работам.
Для работы в установке газокислородной резки не подходит бытовой газ. Там пропан смешан с бутаном, замедляющим или останавливающим процесс первичного нагрева. Промышленный пропан не содержит этой вредной примеси. При снижении температуры ниже 10 °С плотность пропана растет настолько, что изменяется скорость его подачи в горелку. Это приводит к снижению производительности и к повышенному износу деталей и узлов резака.
Кроме подогревающего газа, важно уделять внимание и держать под постоянным контролем узел подачи кислорода. Давление режущего кислорода – свыше 10 атмосфер, и при его утечке можно получить сильные ожоги
Электроннолучевая сварка (ЭЛС)
Электронный луч представляет собой остросфокусированный поток электронов, эмитованных катодом и ускоренных в вакууме разницей потенциалов между катодом и анодом (в электронной пушке). При торможении ускоренных электронов возле поверхности анода (изделия) их кинетическая энергия преобразуется в тепловую. Высокая концентрация энергии в анодном пятне, диаметр которого равен 0,01 … 1,0 мм, позволяет получить сварные швы с минимальной зоной термического влияния и отношением глубины к ширине от 20 и более. Толщина свариваемого материала при ЭЛС достигает 100 мм и более за один проход.
Расходные материалы
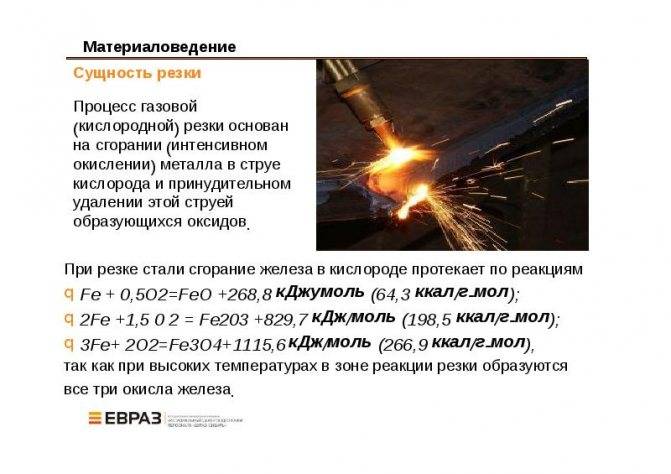
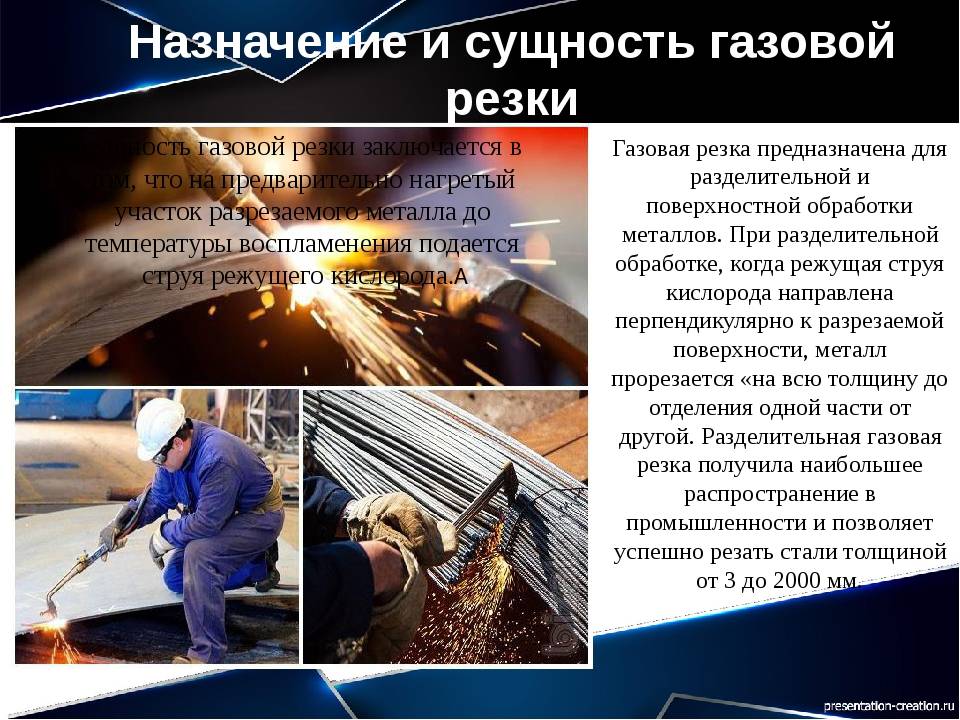
Одним из преимуществ газовой резки металла является доступность материалов и невысокая себестоимость реализации работ. В качестве двухкомпонентной среды используется кислород и различные горючие газы, которые в той или иной степени могут влиять на эффективность и стоимость резки. Для подогрева и поддержания температуры металлической поверхности используют такие газы, как ацетилен, пропан, метан и прочие виды заменителей. Наиболее эффективным из них является ацетилен. температура его горения достигает 3100 Сº. При этом смесь имеет высокую стоимость и применяется лишь при необходимости использовать полный набор технических характеристик. Резка пропаном отличается экономичностью по причине доступной цены на газ, даже, невзирая на повышенный его расход, необходимый для достижения поставленной цели. При этом температура горения пропана насчитывает всего 2800 Сº.
Металлообработка, заказанная в нашей компании, осуществляется в самые сжатые сроки!
Почему газокислородную резку заказывают именно у нас:
- Создание изделий от 1 часа
- Отсрочка платежа постоянным клиентам
- Возможна оплата по факту отгрузки
- Качество продукции соответствует ГОСТам, ТУ и подтверждено сертификатами
Преимущества и недостатки каждого вида резки металла: какой способ предпочтителен
Чтобы выбрать наиболее подходящий способ резки металла, следует опираться на следующие критерии:
- Толщина металла.
Металлы с толщиной от 0,5 до 25мм лучше раскраивать лазерной резкой, от 20 до 60мм – плазменной резкой, далее резка производится газокислородным или гидроабразивным способом в зависимости от требований к качеству реза.
- Точность раскроя и качество получаемых заготовок.
Самыми высокоточными, быстрыми и качественными считаются лазерная и гидроабразивная виды резки металла. Хотя и другие способы при сноровке позволяют получить достойный результат.
- Стоимость.
Данный пункт также важен при выборе способа резки, т.к. в некоторых сферах производства и промышленности не нужна идеальная точность, но важен экономный расход материала и небольшие затраты на покупку и обслуживание оборудования. Так, самыми экономичными видами резки металла являются абразивная и газокислородная технологии, а более дорогостоящими способами считаются лазерные и гидроабразивные методы.
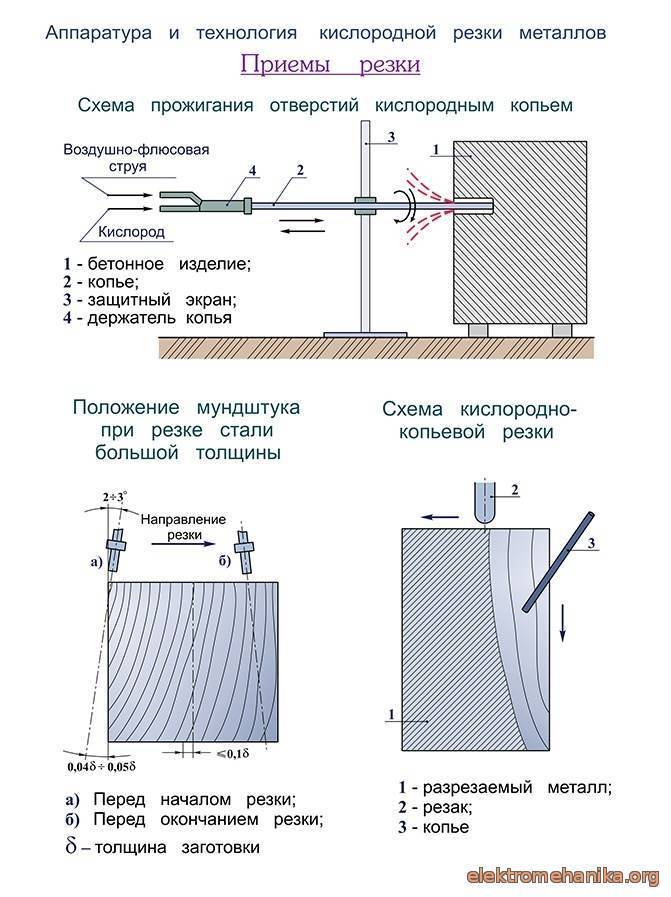
Особенности выполнения ручной резки
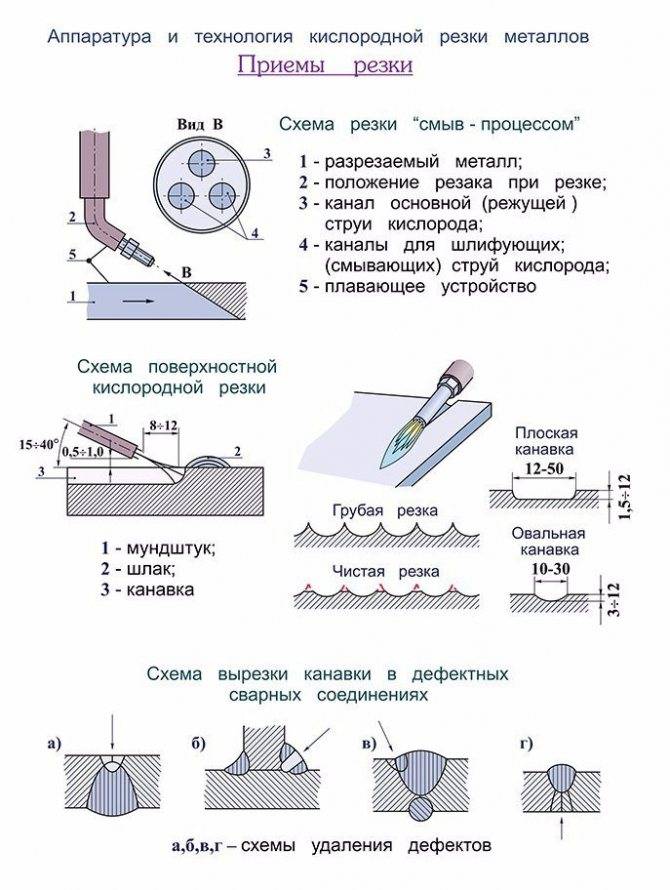
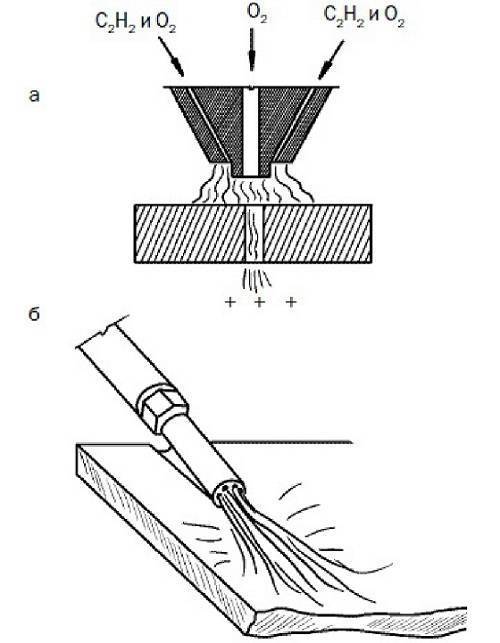
Одна из самых распространенных ошибок резчика, приводящая к большому количеству дефектов — это запаздывание струи кислорода. Причинами этого явления служат неравные условия горения по глубине разреза. В средних и нижних слоях заготовки часть энергии факела растрачивается на непроизводительное нагревание соседних областей. Кроме того, часть энергии расходуется на образование окислов. Как следствие, факел отстает от горелки, и фронт разреза вместо вертикального становится наклоненным назад. Если идет раскрой листа и требуется высокая точность разреза, такой порок неприемлем. Для борьбы с этим нежелательным явлением форсунки горелки наклоняют немного назад. Часть факела отражается от фронта разреза, прогрев становится равномерным и обеспечивается требуемая точность, хоть и снижается скорость.
Кроме скорости движения резака, исключительно важна плавность этого движения. Рывки приводят к образованию термических напряжений и, в конечном счете — дефектов структуры
Не менее важно сохранение заданного угла наклона форсунок к разрезаемой поверхности
Газокислородная резка не подходит для разделки металлов с низкой температурой плавления и высокой теплопроводностью. Детали из алюминия, например, просто расплавятся.
Их накладывают на подлежащий раскрою лист и плавно обводят контуры горелкой. При этом повышается точность раскроя и качество поверхности среза, снижается и коэффициент отходов.
Резка металла кислородом и пропаном
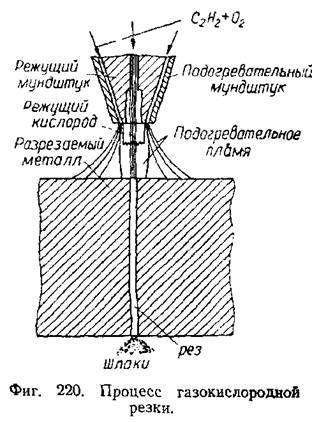
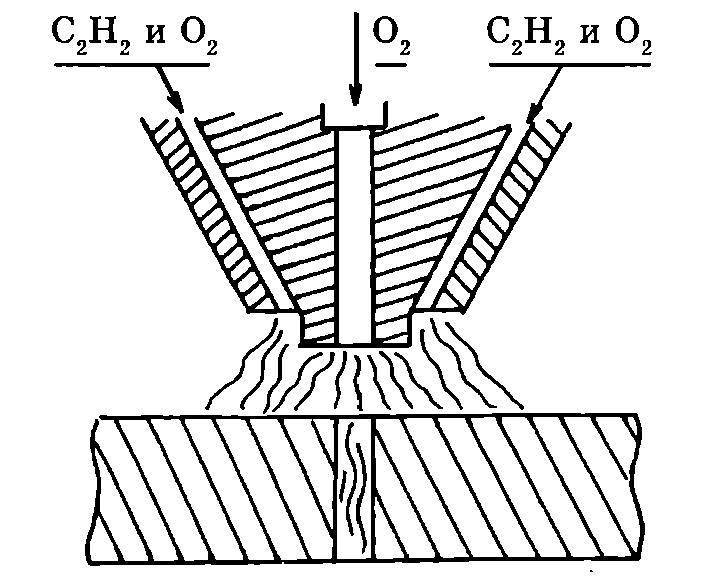
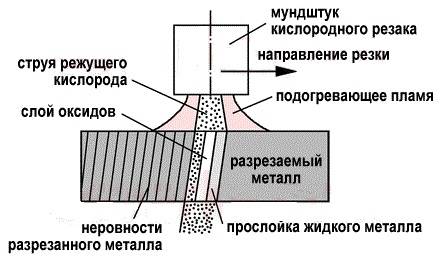
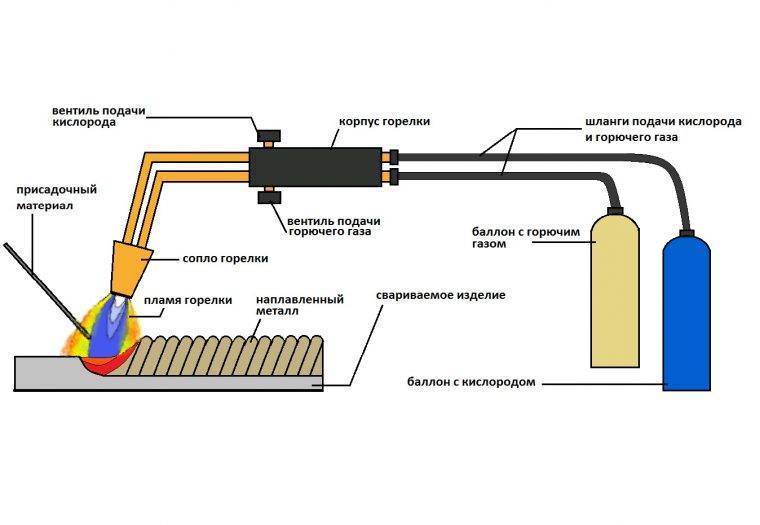
При возникновении необходимости работы с толстослойным металлом используется газовый резак. Он осуществляет разрез металлического листа с помощью горячей пламенной струи. Она формируется благодаря смешению двух газов – это пропан и кислород.

Кислородно-пропановым резаком невозможно осуществить резку высокоуглеродистых металлов, меди и ее сплавов, алюминия. Спектр материалов, поддающихся воздействию, ограничен низкоуглеродистыми сталями марки от 08 до 20Г по ГОСТу (1050-60) и среднеуглеродистым – от 30 до 50Г2 (ГОСТ 1050-60).
Для работы необходимо иметь
- кислородные шланги высокого давления
- баллоны с пропаном и кислородом
- мундштук
- резак
Все детали газового оборудования стандартные и при поломке могут быть заменены.
Подготовка к работе
Перед началом работ необходимо убедится в безопасности: на одежде, полу, окружающих поверхностях должны отсутствовать следы масла и прочие легковоспламеняющиеся вещества. Далее следует осмотреть газовое оборудование на предмет полной комплектации и исправности. Следующие шаги помогут привести оборудование в режим готовности:
Продуйте все шланги высокого давления газом для удаления пыли и грязи, прежде чем начнете подсоединять их. Проверьте подсос в каналах резака. Прикрепите с помощью ниппеля и гайки кислородный шланг к штуцеру с правой резьбой. Пропановый шланг прикрепите к левому штуцеру; Проверьте, нет ли утечки газов в разъемных соединениях; Проверьте исправность манометров
Обратите внимание на герметичность газовых редукторов
Начало работы
- Закройте все вентили резака и выставьте на редукторах рабочие атмосферы: на кислородном – 5, на газовом – 0,5.
- Откройте пропановый баллон на четверть и подожгите.
- Уприте сопло резака под наклоном в металлическую поверхность и плавно откройте регулирующий кислород.
- Переходите к процессу регулировки пламени: поочередно открывайте кислород и газ, пока пламя не приобретет синий цвет и у него не появиться коронка.
- Силу пламени выбирайте исходя из толщины металла.
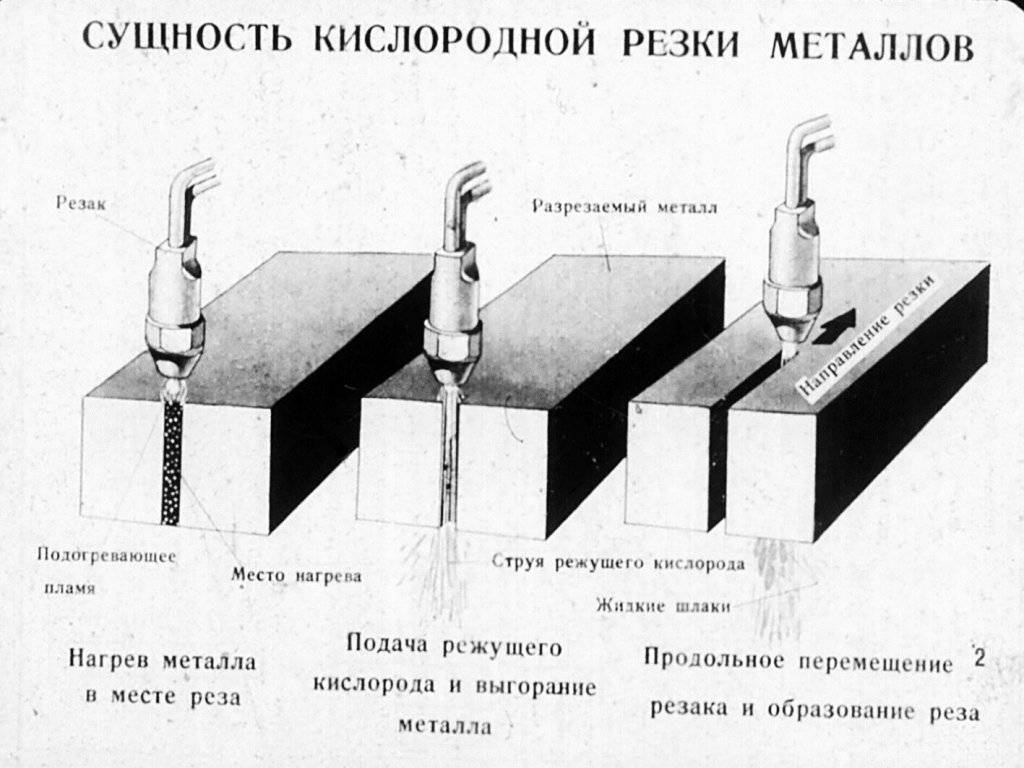
Процесс резки
- Начинайте резку металла с той точки, от которой должен пойти разрез.
- Разогрейте эту точку до температуры возгорания металла (1000-1300 C). Когда металл воспламенится (поверхность при этом будет выглядеть мокрой) откройте вентиль режущего кислорода и пустите узконаправленную струю.
- Плавно ведите резак кислородный по линии разреза, под углом 84-85° в противоположную сторону от резки. Если толщина метала больше 95 мм, сделайте отклонение на 7-10°.
- После того, как линия разреза достигла 15-20 мм, измените угол наклона на 20-30°.
Если в процессе выполнения работы у вас оборвался кислородный шланг – не паникуйте. Закройте подачу пропана, а затем оба баллона. Исчезнувшее в процессе регулировки пламя нужно разжечь повторно, предварительно закрыв вентили резака.





Техника безопасности при резке и сварке
Разработанные четкие правила техники безопасности позволили сделать процесс контролируемым, жизнь и здоровье резчиков и окружающих стала вне опасности:
- Использование специальной маски с светофильтрами, респиратора и защитного костюма.
- Допуск к работам лиц, достигших возраста 18 лет и прошедших специальный курс по газовому делу, имеющие удостоверение с отметкой на проведение данного вида работ.
- Обмыливание на плотность всех соединений аппаратуры, трубопроводов и арматуры для предотвращения утечки газа.
- Использование специальных тележек и носилок для перемещения отдельных баллонов. Отсутствие ударение баллонов друг о друга при транспортировке.
- Не допускается попадание на кислородный редуктор, вентиль или шланг сжиженного газа, жиров, масла.
- Запрещается открывание замасленными руками редуктора и вентиля кислородного баллона.
- Перед началом работ необходимо выпускать через резак смесь газа и воздуха, образующуюся в шланге. Таким образом предотвращаем появление обратного удара в шланг и редуктор.
- Прогрев металла только сжиженным газом без кислорода строго запрещается.
ДОСТОИНСТВА кислородной резки:
простота и доступность оборудования, его экономичность
Данный вид резки широко применяется при выполнении монтажных и строительных работ. Механизированная кислородная резка широко применяется в машиностроении для резки низкоуглеродистых сталей толщиной более 40 мм.
Основной недостаток данного вида резки – невозможность резки низколегированных сталей, чугун, цветных металлов в силу ряда условий.
УСЛОВИЯ РАЗРЕЗАЕМОСТИ МЕТАЛЛА
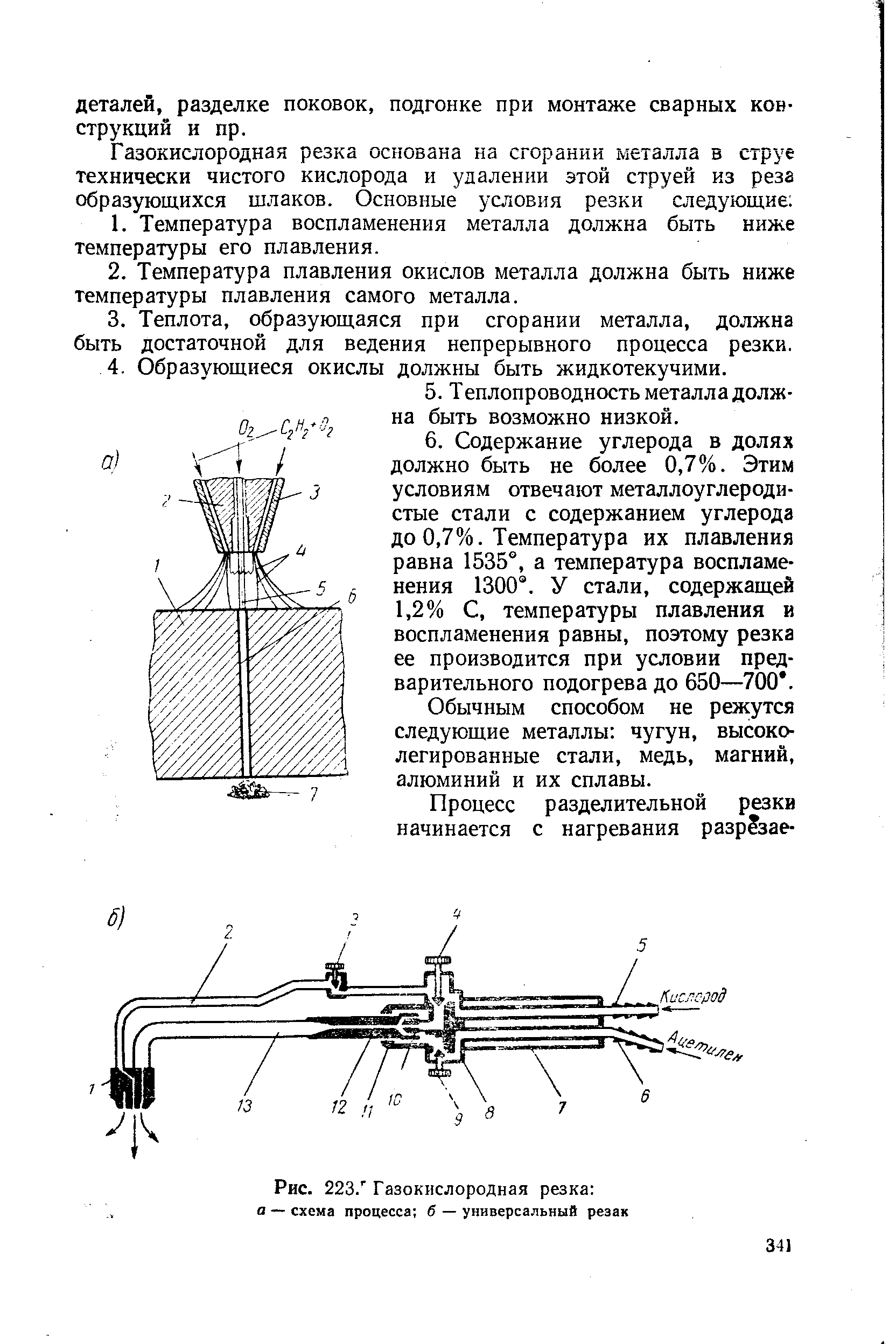
- Температура плавления металла должна быть выше температуры его воспламенения в кислороде. В противном случае металл будет плавиться, а не гореть. Этому условию удовлетворяет низкоуглеродистая сталь. А вот чугун – нет, содержание углерода в нем значительно выше.
- Температура плавления металла должна быть выше температуры плавления образующихся в процессе оксидов. Этому условию удовлетворяет низкоуглеродистая сталь. А вот алюминий, магний, сплавы этих металлов, а также высоколегированные стали, содержащие высокий процент хрома, — нет. При их нагревании на поверхности образуется пленка тугоплавкого оксида, изолирующего металл от контакта с кислородом.
- Тепловой эффект образования оксида металла должен быть достаточно высоким. Это условие диктуется тем, что при кислородной резке одного подогревающего пламени резака недостаточно для поддержания требуемой температуры в зоне резки. Что делает невозможной газовую резку меди и её сплавов.
- Консистенция образующихся оксидов должна быть жидкой, т.е. появляющиеся при резке шлаки должны быть жидкотекучими. Это условия хорошо выполняется при резке низко- и среднеуглеродистой стали. Но резка сплавов, содержащих высокий процент кремния или хрома (серый чугун), невозможна. Так, процесс газовой резки низколегированных конструкционных сталей не встречает никаких технологических трудностей, режимы их резки те же, что и для простой низкоуглеродистой стали. Однако в случаях, если в стали содержатся в повышенном количестве такие примеси, как хром или кремний, технологически процесс резки стали сильно осложняется зашлаковыванием кромок.
- Тепловодность металла должна быть максимально низкой. В противном случае трудно или даже невозможно достичь концентрированного нагрева металла. Низкоуглеродистая сталь, теплопроводность которой невелика, не вызывает трудностей ни в начальный момент, ни в процессе резки. А высокая теплопроводность меди и алюминия – одна из причин, затрудняющих газовую резку этих металлов.
Специалисты компании ПромСварка всегда готовы ответить на любые Ваши вопросы, помочь в выборе оптимального варианта оборудования для лазерной, плазменной и кислородной резки металлов. По всем вопросам Вы всегда можете обратиться к нашим специалистам по телефонам: +375 17 241-36-99, 241-78-99.
кислородная резка, термическая резка, кислородной резки, резка внутри контура, температура плавления металла, плавление металла, нагрев металла, жидкотекучие шлаки, оплавление кромок, резка стали, газовая резка, газовой резки
Количество 7073
Деформация материала при резке газом
Термические деформации часто сопутствуют технологическим операциям, связанным с нагревом заготовок до высоких температур. Чаще всего встречается изгиб и коробление.
Для снятия внутренних напряжений, возникших поле газокислородной резки, и восстановления формы деталей, применяют следующие приемы:
- термообработка методом отпуска или отжига;
- правка на правильных вальцах;
- прочное крепление проката перед раскроем и до полного остывания;
- повышенная скорость резания.
Кроме изменения формы, неравномерный нагрев может привести и изменению механических свойств заготовки. Их восстанавливают термообработкой.
Как резать газовым резаком (технология)

Плавно увеличиваем струю кислорода, которая поджигает расплавленный металл. Если начался бурный процесс, и сталь загорелась, то можно постепенно увеличивать давление кислорода (до момента, пока огонь не прорежет материал насквозь). Если реакция не началась (металл не разогрет), то следует добавить кислорода и разогреть его.
Начали резать металл и медленно передвигаемся вдоль линии реза. Все продукты обработки сдуваются струей к задней стороне зоны разрезания. Если этот поток замедляется или возвращается, то следует уменьшить скорость резки или остановиться и прогреть материал.
Преимущества и недостатки
Преимущества резки металла пропаном перед другими способами очевидны:
Схема сборки ручного резака для резки стали.
- Применяется газовая резка, когда нужно разрезать довольно толстый металл или что-то вырезать по шаблонам, когда требуется криволинейный рез, который попросту невозможно сделать той же болгаркой. Газовый резак незаменим, если возникла необходимость вырезать диск из толстого металла или пробить глухое отверстие на 20-50 мм.
- Малый вес и удобство в использовании газового резака – еще одно неоспоримое достоинство. Кто работал с бензиновыми аналогами, знает, насколько они тяжелы, неповоротливы и шумны, сильно вибрируют, заставляя оператора прилагать значительные усилия при работе. Газовые модели лишены всех этих недостатков.
- Кроме того, резка металла газом позволяет работать в 2 раза быстрее, нежели при использовании устройства с двигателем на бензине.
- Пропан стоит гораздо дешевле не только бензина, но и других газов. Поэтому его выгодно использовать при больших объемах работ, например, при резке стали на металлолом.
- Кромка среза при пропановой резке немного хуже, чем при использовании ацетиленовых резаков. Тем не менее срез получается гораздо чище, чем у бензиновых горелок или болгарки.
Единственным минусом газовых резаков (пропановых в том числе) можно считать ограниченность спектра металлов, которые с их помощью можно резать. Им под силу только низко- и среднеуглеродистые стали, а так же ковкий чугун.
Кислородно-пропановая установка для пайки и сварки.
Резать газом высокоуглеродистые стали невозможно, потому что температура их плавления довольно близка к температуре пламени. В результате окалина не выбрасывается в виде столпа искр с обратной стороны листа, а смешивается с расплавленным металлом по краям разреза. Это не дает кислороду добраться вглубь металла, чтобы его прожечь. При резке чугуна процессу мешают форма зерен и графит между ними. (Исключение составляет ковкий чугун). Алюминий, медь и их сплавы газовой резке тоже не поддаются.
Следует напомнить, что к низкоуглеродистым сталям относятся марки от 08 до 20Г, к среднеуглеродистым – марки от 30 до 50Г2. В обозначениях же марок углеродистых сталей впереди всегда ставится буква У.
Особенности выполнения газовой сварки
Регулировка параметров пламени осуществляется при помощи редуктора, который позволяет менять состав газовой смеси. При помощи редуктора можно получать пламя трех основных типов: восстановительное (используемое для сварки практически всех металлов), окислительное и с повышенным количеством горючего газа. При сварке металлов в расплавленной ванне протекают одновременно два процесса – окисление и восстановление. При этом при сварке алюминия и магния окислительные процессы протекают активнее.
Схема газовой сварки
Чтобы улучшить качество шва и зоны, которая к нему прилегает, выполняют дополнительный нагрев или так называемую термическую ковку металла.
Технологии сварки различных металлов имеют свои нюансы.
- Газовую сварку деталей из низкоуглеродистой стали выполняют с помощью любого газа. В качестве присадочного материала при сварке таких сталей используется проволока из стали, содержащей небольшое количество углерода.
- Методы сварки легированных сталей выбираются в зависимости от их состава. Так, нержавеющие жаропрочные стали варятся с использованием проволоки, содержащей хром и никель, а отдельные марки требуют применения присадочного материала, дополнительно содержащего молибден.
- Чугун варится науглероживающим пламенем, которое предотвращает пиролиз кремния и образование зерен хрупкого белого чугуна.
- Для сварки меди необходимо использовать пламя большей мощности. Кроме того, по причине повышенной текучести меди детали из нее сваривают с минимальным зазором. В качестве присадочного материала используется проволока из меди, а также флюс, который способствует раскислению металла шва.
- При сварке латуни есть риск улетучивания цинка из ее состава, что может привести к повышенной пористости металла шва. Чтобы избежать этого, в пламя горелки подают больше кислорода, а в качестве присадки используют латунную проволоку.
- Сварка бронзы осуществляется восстановительным пламенем, которое не выжигает из этого сплава олово, алюминий и кремний. В качестве присадки применяется проволока из бронзы похожего состава, в которой дополнительно содержится кремний, способствующий раскислению металла шва.
Плазменная резка — что это
Что такое плазменная резка? Это обработка металлических изделий, где резцом служит струя плазмы.
Отличия плазменной резки от лазерной
Плазма, представляет собой поток ионизированного газа, разогретого до нескольких тысяч градусов. Содержит частицы с положительным и отрицательным зарядом. Имеет квазинейтральные свойства. То есть, в бесконечно малом объёме, суммарный заряд уравновешивается и равен нулю.
Тем не менее, наличие свободных радикалов, означает, что плазма является проводником электричества. Сочетание высокой температуры, электропроводности и высокой скорости потока (больше скорости звука) позволило в прошлом веке разработать и создать для резки металла плазменное оборудование.



Резак прямого действия
Между резаком (катодный узел) и изделием (анод) зажигают электрическую дугу. Катод (электрод) помещён внутрь корпуса, имеющего сопло. Газ, под давлением, проходя мимо электрода, разогревается до высоких температур и ионизируется. Высокая скорость потока создаётся при прохождении сопла. Электродуга плавит металл. Раскалённый газ обеспечивает вывод из зоны нагрева.
Резак косвенного действия
Этот метод позволяет обрабатывать обычные металлы, но, и с малой электрической проводимостью, и диэлектрики. В отличие от предыдущей схемы, источник электроискры помещён в резаке. Поэтому, воздействие на обрабатываемые изделия оказывает только поток плазмы. Стоит такое оборудование значительно дороже, нежели модели прямого действия.
Оба вида резаков имеют общее научно-техническое название, — плазматрон (буквально, — генератор плазмы).
Газораспределительные рампы, трубопроводы и рукава для газовой сварки
В случае, когда сварка выполняется
при большом расходе горючего газа, питание налаживают от газораспределительной
рампы. Рампа состоит из двух коллекторов, гибких трубопроводов и рампового редуктора.
На каждом из коллекторов смонтирован запорный вентиль, который даёт возможность
замены газового баллона на одном из коллекторов, не останавливая, при этом,
работу другого. Уменьшение давления газа происходит за счёт рампового редуктора.
Давление кислорода, азота и воздуха понижают от 1,5МПа до 0,15МПа (в отдельных
случаях до 0,03Мпа). Давление ацетилена, пропана, бутана и других горючих газов
— от 1,9МПа до 0,01МПа.
Подача кислорода и горючих газов от газораспределительных рамп к рабочим местам
происходит по трубопроводам.
Трубопроводы для подачи ацетилена разделяют на три группы, в зависимости от
рабочего давления:
-низкого давления, до 0,01МПа;
-среднего давления, от 0,01 до 0,15МПа;
-высокого, свыше 0,15МПа.
Трубопроводы для подачи кислорода, в зависимости от рабочего давления, также
бываю трёх групп:
-низкого давления, до 1,6МПа;
-среднего давления, от 1,6 до 6,4МПа;
-высокого, свыше 6,4МПа.
Арматура и трубопроводы для подачи ацетилена изготовлены из стали и окрашены
в белый цвет. Арматуру и трубопроводы для подачи кислорода изготавливают из
латуни или бронзы и окрашивают в голубой цвет.
Рукава (шланги) для газовой сварки
Рукава
(шланги) для газовой сварки необходимы для подачи кислорода и горючих газов
от баллонов и рамп к сварочным горелкам. Рукава должны быть прочными и гибкими,
чтобы не создавать затруднений при работе сварщика.
Изготавливают рукава из вулканизированной резины с тканевыми прокладками по
ГОСТ9356. Различают три класса рукавов для газовой сварки:
Класс I — для подачи горючих газов под давлением до 0,63МПа. Рукава данного
класса окрашены в красный цвет.
Класс II — для подачи горючих жидкостей (бензин, керосин и др.) под давлением
0,63МПа. Такие рукава окрашивают в жёлтый цвет.
Класс III — данный класс рукавов предназначен для подачи кислорода под давлением
до 2,0МПа. Окрашены эти рукава в голубой цвет.
Рукава состоят из внутренней резиновой прослойки (резиновой камеры), далее
идёт слой оплётки металлическими ниятми и слой наружной резиновой прослойки.
Стандартом предусмотрены следующие типоразмеры рукавов для газовой сварки:
| Внутренний диаметр, мм | 6±0,5 | 9±0,5 | 12±1,0 | 16±1,0 |
| Наружный диаметр, мм | 14±0,5 | 18±1,0 | 22,5±1,0 | 26±1,0 |
Цвет руковов зависит от проводимого ими газа. Ацетиленовые рукава окрашены
в красный цвет, кислородные — в синий. В случае работы от газового баллона,
длина рукава не должна быть меньше, чем 8м. В случае применения ацетиленового
генератора, длина рукавов, идущих от него, должна быть 10м и более.
Дополнительные материалы по теме:
| Газовая сварка чугунаГазовая сварка медиСпособы газовой сваркиТехнология газовой сварки | Техника безопасности при газовой сваркеСварочная проволока для газовой сваркиФлюсы для газовой сварки |
Механическая резка металла
Данный способ раскроя металлических листов предполагает использование механического оборудования и значительной физической силы. Приборами для осуществления резки металла механическим способом являются:
- дисковая пила;
- ленточная пила;
- гильотина;
- аппарат для продольной резки и пр.
Плюсами механической резки являются невысокая стоимость оборудования и хорошее качество получаемых срезов.
Среди минусов можно выделить ограниченные условия использования технологии и возможность осуществлять резку только по прямой линии.
Механическая резка металла может использоваться для обработки материала в небольших объемах и стесненных условиях либо для резки крупногабаритных листов в формат для имеющегося оборыдования. Для промышленных масштабов стоит выбирать более действенные и быстрые способы резки металлических листов.
Преимущества метода
Резка газом имеет массу преимуществ перед другими видами обработки металла. Это:
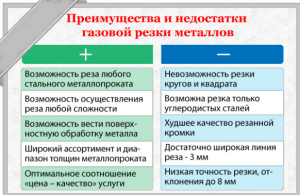 Преимущества и недостатки газовой резки
Преимущества и недостатки газовой резки
- ровный и аккуратный шов (при соблюдении всех правил);
- возможность резки стали толщиной до 80 мм, разрезания других металлических изделий толщиной до 200 мм;
- выполнение работ повышенной сложности;
- автономность, возможность вести работы в «полевых» условиях;
- универсальность, использование для большого количества сортов проката;
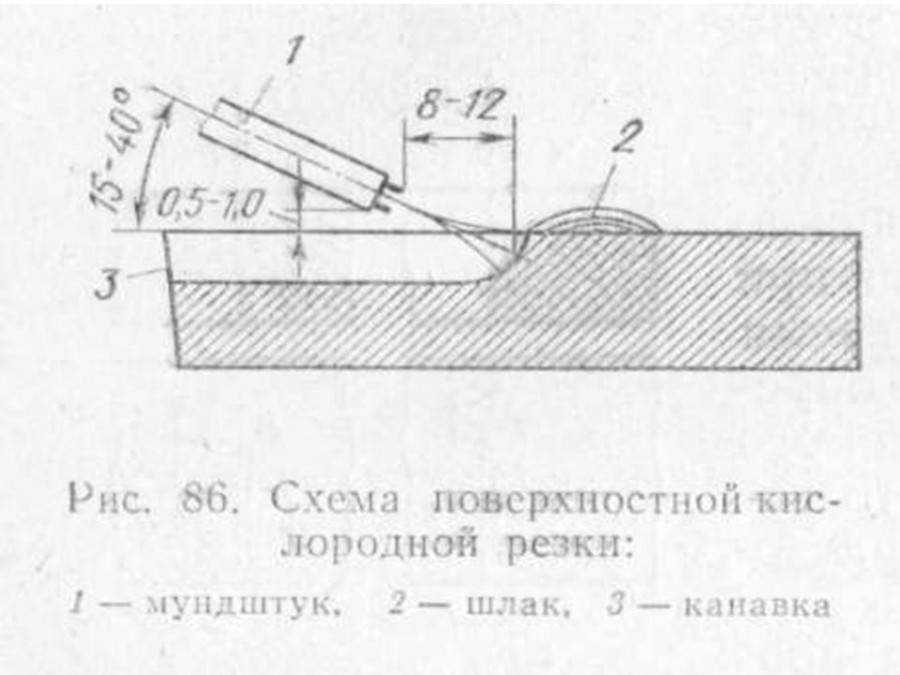
- возможность поверхностной обработки металла без повреждения глубоких слоев;
- высокая скорость резки (по сравнению с методом плавления);
- отсутствие вероятности попадания продуктов распада внутрь металла;
- оптимальное соотношение цены и качества.
Резаком можно работать с металлами любой толщины, осуществлять прямой, прямолинейный, контурный или произвольный рез.

После отрезания металла пламя тушить не нужно. В результате этого удается избежать значительных теплопотерь. По необходимости процесс резки можно быстро остановить. Достаточно потушить пламя, и металл охладится за короткое время.
С помощью кислородной резки можно делать сложные по форме изделия, при этом отсутствует вероятность рваных швов.
Резка газом подходит для разделки под сварку, удаления поверхностного слоя, устранения дефектов, изготовления заготовок и раскроя листа металлопроката.
Механизированная газопламенная резка
Еще больше улучшить точность и коэффициент использования металла позволяют механизированные и автоматизированные установки газоплазменной резки. Их основные достоинства следующие:
- Высокая скорость реза с сохранением точности.
- Ниже требования к квалификации и опыту газорезчика.
- Автоматический контроль и коррекция параметров работы, включая скорость движения, наклон резака, подачу газов, ширину и длину факела. Это позволяет снизить непроизводительные потери металла.
- Входной контроль качества газов. При превышении допустимого содержания примесей установка блокирует работу.
- Совместимость с компьютерными программами оптимизации раскроя заготовок позволяет избежать процедуры разметки. Это повышает коэффициент использования металла и снижает себестоимость раскроя.
- Функция предварительного прогрева листа позволяет снизить термические напряжения в нем и уменьшить коробление. Предварительный прогрев также сокращает время выполнения основной операции.
- Вспомогательные устройства удаляют с поверхности листа шлаки и нагар, причем без остановки основной операции.
Рабочие параметры современных автоматических установок для раскроя достигают:
- скорость резания — до 0,6 метра в минуту;
- ширина разреза- 1-2 мм;
- точность соблюдения размеров — до 1 мм.

Механизированная газопламенная резка
Имеет автоматическая газокислородная резка и ряд недостатков. Это, прежде всего, ограничения по размеру раскраиваемого листа. Установка строго стационарна и не может использоваться в мобильном варианте, ее монтаж и наладка занимают несколько недель.
Источник
На что обратить внимание при выборе газового резака
Подбор качественного инструмента напрямую зависит на результат. Если пренебречь некоторыми параметрами теряются определенные свойства резака, снижаются параметры безопасности. Пропан и кислород взрывоопасные вещества, которые требуют соблюдения некоторых требований при эксплуатации:


- Рукоятка выполняется из алюминиевых сплавов, пластик применяется более дешевыми инструментами, со временем плавиться, теряет форму.
- Латунный ниппель прослужит дольше алюминиевой структуры, так как имеет больший ресурс к деформациям.
- Вращение вентилей должно производится с небольшим усилием, для остановки процесса в случае возникновения нестандартной ситуации. Рекомендуемый размер вентиля – не менее 4 см.
- Наиболее надежные шпиндели изготавливаются из нержавейки, способны выдержать до 1500 циклов без замены, латунные не выдерживают подобного срока эксплуатации. Наиболее подходящим вариантом являются комбинированные шпиндели, имеющее благоприятное соотношение цена-качество.
- Конструкция резака должна быть разборной, для продления срока службы производится техническое обслуживание. Материал мундштука – медь.
Кислородно-пропановый резак вентильного типа
Необходимо обратить внимание на доступность ремонтных комплектов, запасных частей для резака. Если свободной продажей таковых не имеется, могут возникнуть проблемы при произведении ремонта
Давление кислорода при резке металла
Резак функционирует нормально, если давление кислорода при резке металла 3-12 атмосфер (зависит от толщины заготовки и диаметра сопла). Чем выше давление для конкретных размеров, тем больше кислорода попадает на металлическую поверхность, она лучше окисляется (но до определенного предела). Если давление для конкретной заготовки и оборудования превышает норму, кислород протекает через разрез бесполезно.
Второй отрицательный момент – увеличение ширины разреза и перерасход кислорода. Материал тратится бесполезно. Поэтому для каждого сопла и заготовки давление рассчитывается отдельно. Уровень контролируется по показаниям манометра, но они неточные, так как давление снижается в процессе прохождения через шланг и мундштуки.

Регулировка кислородного редуктора при резке металла производится при помощи винта. Для повышения давления его крутят по часовой стрелке, для понижения – наоборот.
Важно! Необходимо так же знать, какое давление на редукторах горючих газов при резке металла. Они классифицируются по максимальному давлению (при резке 15-30 атмосфер). Давление задается перед началом работы, роль редуктора – поддерживать уровень

Давление задается перед началом работы, роль редуктора – поддерживать уровень.
Плюсы технологии
Современное оборудование и внедренные на производстве технологии становятся залогом того, что заказы выполняются быстро и качественно, причем вне зависимости от объема и сложности. Такая резка подразумевает квалифицированный персонал, поскольку существует целый список условий, которые необходимо выполнить для получения нужного результата. Огромный опыт, который накоплен за все годы существования компании на рынке, позволяет работать быстро, удовлетворяя при этом самые высокие требования и предлагая сотрудничество, выгодное обеим сторонам.
Едва ли не главным преимуществом газокислородной резки металлов
После окончания резки
- Закройте кислородный вентиль, и затем вентиль горючего газа на резаке. Если сделать в обратном порядке, то может произойти «хлопок». «Хлопок» отбрасывает углеродистую сажу назад в горелку и может со временем частично забить газовые проходы.
- Закройте вентили на баллонах.
- Откройте кислородный вентиль на стволе резака. Выпустите кислород из системы. Закройте кислородный вентиль резака.
- Поверните регулировочный винт на редукторе кислорода против часовой стрелки, чтобы освободить пружину.
- Откройте вентиль горючего газа ствола резака. Выпустите газ из системы. Закройте газовый вентиль резака.
- Повернуть регулировочный винт на редукторе горючего газа против часовой стрелки, чтобы освободить пружину.
- Проверьте манометры высокого давления на редукторах через несколько минут, чтобы убедиться, что вентили баллона полностью закрыты.
- Содержите резак в чистоте, периодически очищайте мундштуки от нагара и брызг металла.
- Отсоедините резак от рукавов.
- Аккуратно сверните рукава.
- Уберите с рабочего места инструменты и средства индивидуальной защиты.
- Уберите рабочее место от шлака, обрезков металла и прочего мусора
- По окончании работ не покидайте рабочее место, не убедившись в отсутствии очага, способного вызвать пожар на месте проведения работы.
Деформация материала при резке газом
Термические деформации часто сопутствуют технологическим операциям, связанным с нагревом заготовок до высоких температур. Чаще всего встречается изгиб и коробление.
Для снятия внутренних напряжений, возникших поле газокислородной резки, и восстановления формы деталей, применяют следующие приемы:
- термообработка методом отпуска или отжига;
- правка на правильных вальцах;
- прочное крепление проката перед раскроем и до полного остывания;
- повышенная скорость резания.
Кроме изменения формы, неравномерный нагрев может привести и изменению механических свойств заготовки. Их восстанавливают термообработкой.