Общие сведения о зернистости
Выбор зернистости шлифовального круга зависит от того, какие требования предъявляются к чистоте обрабатываемой поверхности. Для того чтобы не ошибиться, каждый круг имеет специальное обозначение (маркировку).
Если знать маркировку, то выбрать подходящий круг, в принципе, не составит труда
Очень важно знать, что зернистость шлифовальных кругов для металлических и деревянных покрытий значительно отличается, а потому нужно обратить внимание на этот факт при выборе инструмента. Если после проведения работ или же во время работы на поверхности круга появляются зазубрины, трещины и прочие дефекты, то была допущена ошибка на стадии выбора зернистости рабочего инструмента. Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль
Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
В настоящее время чаще всего приобретаются инструменты с такой зернистостью, как 60, 100 и 120.
Что указывается в маркировке
Основными характеристиками, учитываемыми при выборе кругов, является их тип, вид абразива, связка, твердость и зернистость. При этом твердость и структура для многих видов обработки играют более важную роль, чем материал абразива.
В маркировке изделий содержится следующая информация:
- тип круга;
- размер изделия;
- материал абразива;
- зернистость круга;
- твердость изделия;
- структура;
- связующий материал;
- допустимая скорость вращения;
- класс точности круга;
- неуравновешенность круга.
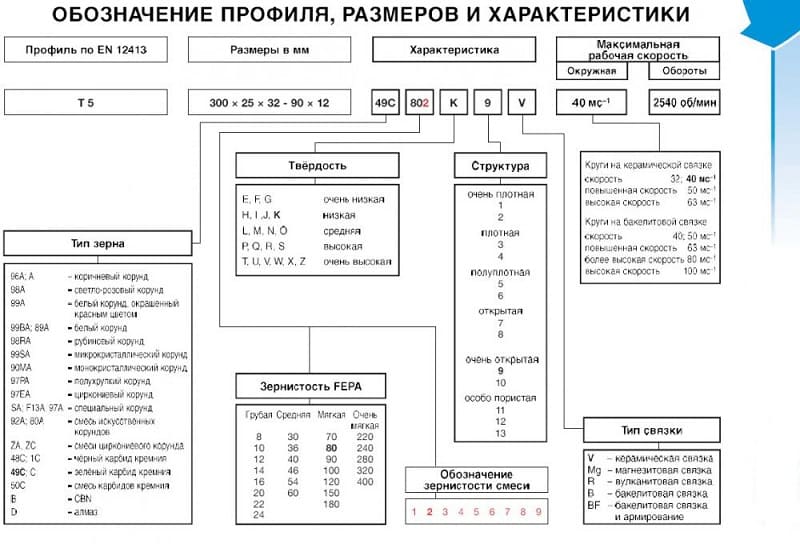
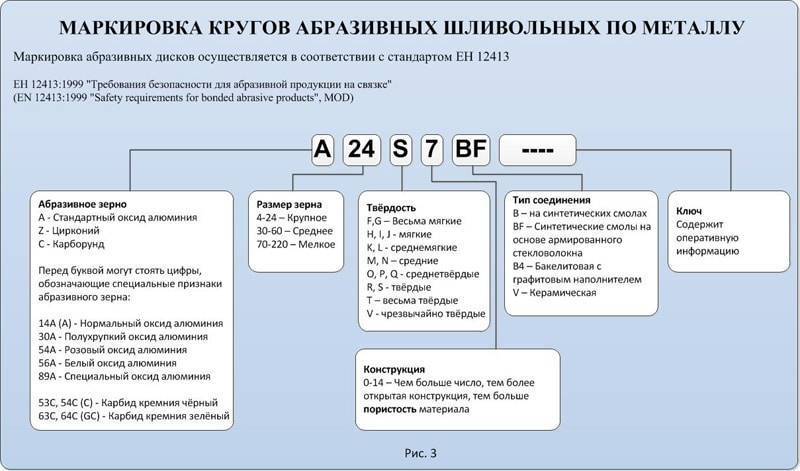
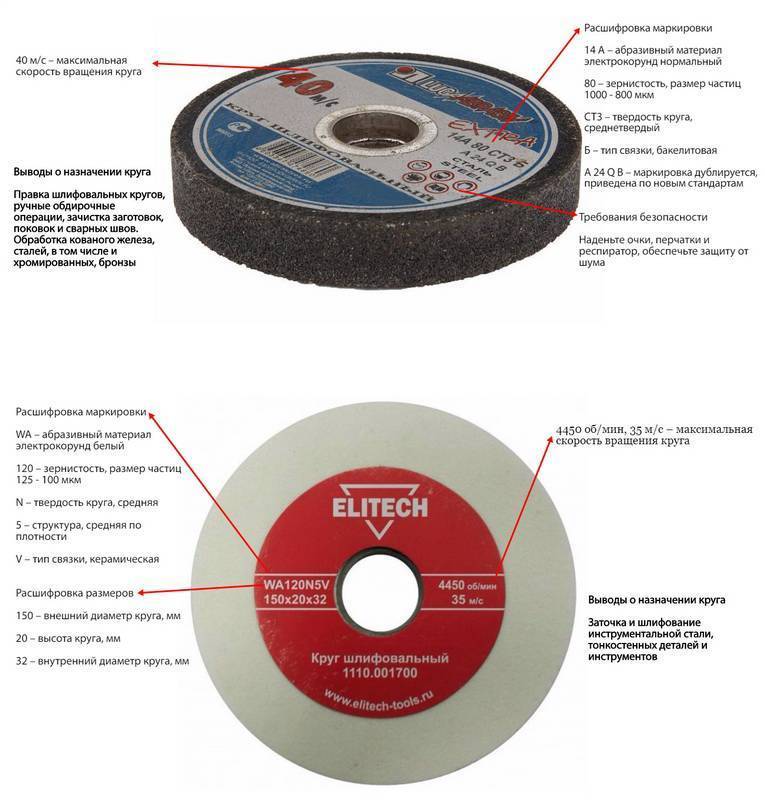
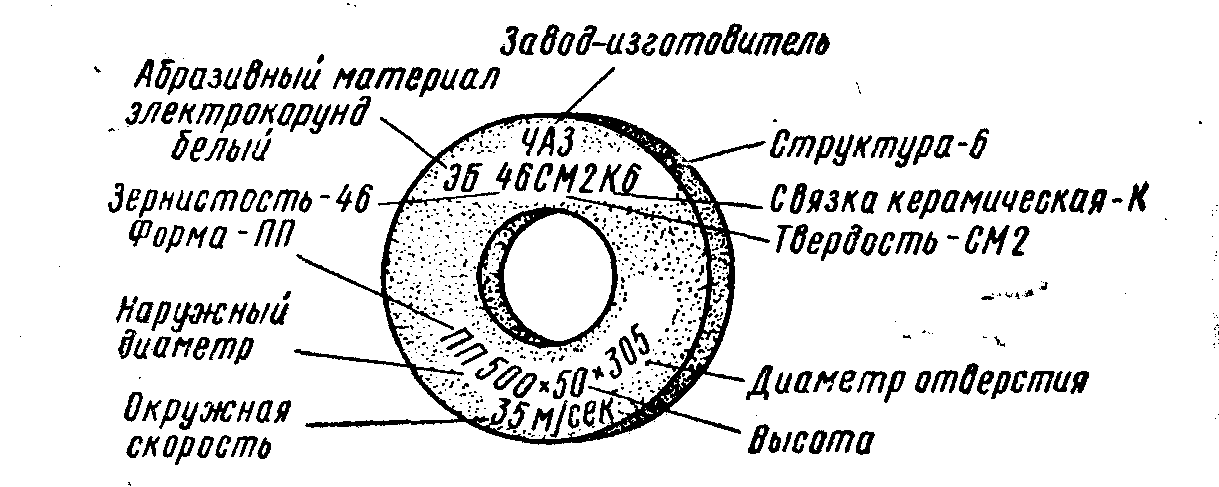
При выборе круга необходимо учесть, что маркировка, выполненная по различным ГОСТам, отличается обозначениями зернистости, твердости и других параметров. Кроме того, производители используют различную маркировку для своих кругов, исключая некоторые параметры и используя старые и новые обозначения. Приведём пример расшифровки

1 – 25А – в качестве абразива используется белый электрокорунд; 2 – средний размер абразивного зерна 370 мкм (F46); 3 – твердость среднемягкая, тип L; 4 — средняя структура (6); 5 – керамическое связующее вещество (V); 6 – максимальная скорость вращения 35 м/с; 7 — категория точности Б; 8 – 3-й класс неуравновешенности.
Тип абразивного материала
К наиболее популярным и распространенным материалам, используемых при изготовлении шлифкругов, относят:
- Электрокорунд. При покупке такого круга можно увидеть белые, титановые, хромистые и циркониевые варианты. Основным используемым диском служит белый электрокорунд, который обладает высокой самозатачиваемостью. В работе с ним можно добиться более ровной и гладкой поверхности.
- Карбид кремния. Различают черного и зеленого тона, отличается данный круг структурой и степенью хрупкости – он тверже и прочнее, нежели первый вышеописанный вид. Область применения – работа с твердыми сплавами, фарфором и мрамором.
- Эльбор. Этот вид шлифовального круга имеет наиболее твердый абразивный материал и высокую теплостойкость. Эльбор могут использовать для заточки режущих инструментов и других деталей, способных деформироваться от тепла, а также для работ с твердыми металлами.
- Алмаз. Еще один твердый вид абразивных кругов. Его применяют в работе с твердыми материалами, стеклом и керамическими поверхностями. Самозатачивается, но кубонит и эльбор имеют большую теплостойкость, не уступая при этом в прочности.
Независимо от типа абразивного материала, все круги характеризуются по параметрам прочности, износостойкости и термостойкости, однако при выборе следует учитывать главный параметр – твердость. Характеристика твердости прописана в нормах ГОСТа 2424 и вычисляется по специальным таблицам.
К примеру, тип шлифовального материала круга 25A F180 K 7 V – белый корунд. Существуют и другие типы известных абразивов:
- нормальные электрокорунды (13-16А);
- белые (23-25А);
- хромистые (33 и 34А);
- титанистый только один (37А);
- циркониевый тоже один (38А);
- монокорунды (43-45А);
- черный карбид кремния (53 и 54С);
- зеленый карбид кремния (62-64С).
Лепестковый круг для болгарки
Шлифовальный лепестковый диск для болгарки специально изготавливают для установки на болгарку (углошлифовальную машинку). Диаметр кругов различный, от 115 до 230 мм, включая и лепестковый диск для маленькой болгарки. Подбирается диаметр в соответствии с типоразмером инструмента. Оптимальными считаются лепестковые диски для болгарки 125 мм. Диаметр посадочного отверстия, для наиболее распространенных марок, имеет стандартную величину – 22,23 мм. Толщина лепесткового диска около его центра составляет от 1,2 до 2,0 мм, в зависимости от диаметра круга.

Шлифовальный лепестковый диск для болгарки по металлу разделен на отдельные сегменты – лепестки, откуда и пошло его название. Поверхность лепестков покрыта тонким слоем крошки из цирконового электрокорунда, закрепляемого на материале эпоксидной смолой. Перспективной новинкой стала новейшая разработка отечественных инженеров – диск с покрытием из победитовой крошки электроимпульсного дробления, зафиксированной с помощью сверхпрочной пайкой, что увеличивает срок службы. Увидеть диск лепестковый для маленькой болгарки можно на фото.
Обработка деревянных поверхностей болгаркой
При необходимости обработки большого объема деревянных поверхностей, например, подготовить пол к окраске или обновить фасад деревянного дома, лучше всего подойдет такой инструмент как болгарка. В таких случаях применяют лепестковый диск для болгарки по дереву, изготовленный из лепестков с абразивным покрытием, нанесенной на жесткий каркас, уложенные внахлест, перекрывая предыдущий на три четверти длины. Диски различаются по зернистости, которая маркируется на изделии. Подразделяются диски и по назначению. Для снятия шероховатости применяют круги с мелкой зернистостью, для удаления неровностей – средней, для удаления старой краски потребуется круг с крупным зерном. Диаметр дисков – от 115 до 180 мм, в том числе – 125 мм.

Лепестковые круги в зависимости о зернистости могут быстро снять неровный слой, поверхность при этом становится шероховатой или снять все неровности при небольшом слое срезаемого материала. Правильным является последовательное использование дисков с крупной и мелкой зернистостью (Видео). Жесткость круга позволяет прикладывать значительное усилие при зачистке для повышения эффективности.

При обработке изделий из дерева, сложной конфигурации применяется лепестковые диски, в которых полосы наждачной бумаги расположены радиально. Однако, применение такого инструмента требует некоторых навыков. Предварительно необходимо отработать силу прижима и угол наклона инструмента.
Как определиться со значением зернистости?
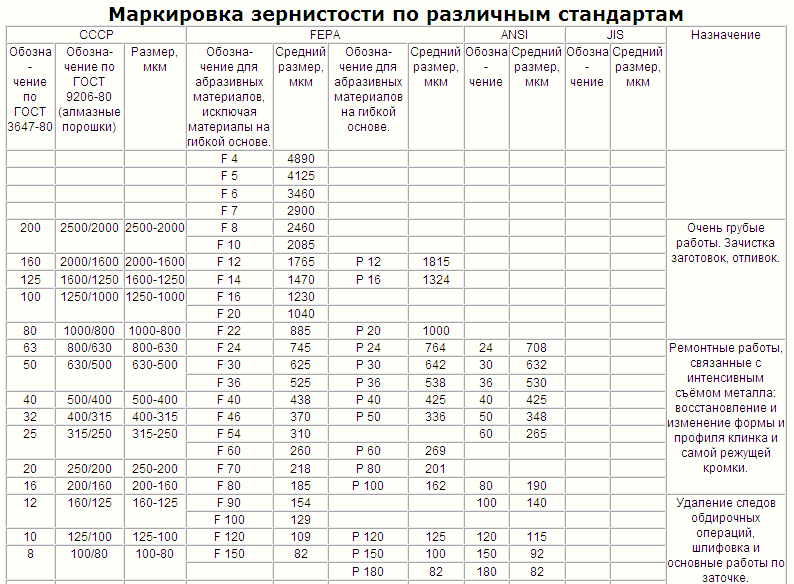
Несколько стандартов определения зернистости делают установление этой величины не самым простым занятием. Чтобы упростить задачу, была разработана специальная таблица зернистости шлифовальных кругов. В ней приводится обозначение зернистости по ГОСТ 3647-80, а также по ГОСТ 9206-80 (для алмазной крошки) и средний размер абразивных частиц в микронах. Благодаря этому покупатели могут без труда подобрать зернистость шлифовального круга с различным типом маркировки изделия.
Таблица соотношений зернистости шлифовальных кругов
| Обозначение по ГОСТ 3647-80 | Обозначение по ГОСТ 9206-80 (алмазные порошки) | Размер, мкм | FEPA | |
| Обозначение для абразивных материалов, исключая материалы на гибкой основе | Средний размер, мкм | |||
| F 4 | 4890 | |||
| F 5 | 4125 | |||
| F 6 | 3460 | |||
| F 7 | 2900 | |||
| 200 | 2500/2000 | 2500-2000 | F 8 | 2460 |
| F 10 | 2085 | |||
| 160 | 2000/1600 | 2000-1600 | F 12 | 1765 |
| 125 | 1600/1250 | 1600-1250 | F 14 | 1470 |
| 100 | 1250/1000 | 1250-1000 | F 16 | 1230 |
| F 20 | 1040 | |||
| 80 | 1000/800 | 1000-800 | F 22 | 885 |
| 63 | 800/630 | 800-630 | F 24 | 745 |
| 50 | 630/500 | 630-500 | F 30 | 625 |
| F 36 | 525 | |||
| 40 | 500/400 | 500-400 | F 40 | 438 |
| 32 | 400/315 | 400-315 | F 46 | 370 |
| 25 | 315/250 | 315-250 | F 54 | 310 |
| F 60 | 260 | |||
| 20 | 250/200 | 250-200 | F 70 | 218 |
| 16 | 200/160 | 200-160 | F 80 | 185 |
| 12 | 160/125 | 160-125 | F 90 | 154 |
| F 100 | 129 | |||
| 10 | 125/100 | 125-100 | F 120 | 109 |
| 8 | 100/80 | 100-80 | F 150 | 82 |
| 6 | 80/63 | 80-63 | F 180 | 69 |
| 5, М63 | 63/50 | 63-50 | F 220 | 58 |
| F 230 | 53 | |||
| 4, М50 | 50/40 | 50-40 | F 240 | 44,5 |
| М40 | 40/28 | 40-28 | F 280 | 36,5 |
| F 320 | 29,2 | |||
| М28 | 28/20 | 28-20 | F 360 | 22,8 |
| М20 | 20/14 | 20-14 | F 400 | 17,3 |
| М14 | 14/10 | 14-10 | F 500 | 12,8 |
| М7 | 10/7 | 10-7 | F 600 | 9,3 |
| М5 | 7/5 | 7-5 | F 800 | 6,5 |
| М3 | 5/3 | 5-3 | F 1000 | 4,5 |
| 3/2 | 3-2 | F 1200 | 3,0 | |
| 2/1 | 2-1 | F 1500 | 2,0 | |
| F 2000 | 1,2 | |||
| 1/0 | 1 и < | |||
| 1/0,5 | 1-0,5 | |||
| 0,5/0,1 | 0,5-0,1 | |||
| 0,5/0 | 0,5 и < | |||
| 0,3/0 | 0,3 и < | |||
| 0,1/0 | 0,1 и < |
Чтобы выбрать оптимальное значение зернистости шлифовального диска, необходимо принимать во внимание:
- величину снимаемого припуска,
- заданную шероховатость поверхности и другие факторы.
Например, если необходимо уменьшить шероховатость поверхности, то потребуется выбирать круг с меньшей зернистостью. Далеко не всегда целесообразно выбирать круг со слишком мелким зерном, так как в этом случае может происходить прижог обрабатываемого материала и засаливание самого круга. Не стоит забывать и о том, что использование круга с мелким зерном влечет за собой снижение производительности механической обработки материала.








Зернистость шлифовального круга
Зернистость, возможно, наиболее важный показатель, так как от размеров абразива зависит гладкость готовой поверхности. Опираясь на показатель зернистости можно четко определить толщину снимаемого слоя, степень изнашиваемости диска и показатель гладкости обработки. Обычно производители инструментов предоставляют специальные таблицы, в которых подробно описаны характеристики модельного ряда кругов, в том числе зернистость и предназначение диска. Зернистость круга может быть такого небольшого размера, что позволяет использовать его для полировки стекла. С его помощью убирают небольшие царапины, сколы и возвращают стеклу идеально ровную поверхность.
Наиболее часто можно встретить такие типы:
- шлифзерно – размер абразива колеблется от №200 до №16;
- шлифпорошок – от №12 до №4;
- микрошлифпорошок – М63-М14;
- тонкий микрошлифпорошок – М10-М5.
Размер частиц измеряется в микрометрах. Стоит отметить, что точный размер абразива можно определить обычно только для искусственных материалов. При производстве алмазных кругов невозможно подобрать крошку одного размера, поэтому при маркировке используются два показателя, минимальный и максимальный размер зерна.
Шлифовальные круги – классификация
Если исходить из действующего ГОСТа 2424-83 «Круги шлифовальные: технические условия» и действующему в наши дни новому стандарту («Круг шлифовальный: ГОСТ Р 52781–2007»), подобные абразивные изделия могут выполняться в нескольких вариантах:
- с двумя выточками;
- двухсторонние конические;
- прямого профиля;
- с конической односторонней либо двухсторонней выточкой;
- кольцевые;
- тарельчатые;
- чашечные, имеющие форму конуса или цилиндра;
- конические;
- предусматривающие утопленный центр;
- имеющие одно-или двухстороннюю выточку;
- имеющие ступицу и двухстороннюю выточку;
- имеющие ступицу двух или одностороннюю;
- имеющие упрочняющие элементы, дополненные утопленным центром;
- имеющие крепежные запрессованные детали;
- имеющие цилиндрическую и коническую выточку, каждая из которых располагается на отдельной стороне;
- имеющие цилиндрическую и коническую выточку, для которых может отводиться место на одной стороне или на отдельных.
Круги бытового назначения
Если с таким приспособлением, как шлифовальные круги, знакомится рядовой обыватель, то ему гораздо проще разобраться с бытовой классификацией этих приспособлений, где признаком их разделения выступает назначение и особенности использования. Наибольшее распространение получили следующие виды кругов:
Самозацепляемые на липучке. Среди достоинств, которыми обладают эти изделия, следует выделить прекрасную зацепляемость с опорой шлифмашинки. Подобный эффект обеспечивает использование специальной ткани, которая нанесена на шлифовальную бумагу.
- Лепестковые. Среди их особенностей следует выделить прекрасную способность к адаптации поверхности, с которой выполняют шлифовку, а также превосходную эластичность. Название этих изделий непосредственным образом связано с веерным направлением лепестков, которые зафиксированы на материале, имеющим абразивную основу. Среди преимуществ, которые присущи этим приспособлениям, основным следует назвать то, что у них нет вторичных заусенцев. Чаще всего изделия подобного исполнения применяют при обработке труб. В некоторых случаях они могут использоваться и для деревянных и фасонных поверхностей при условии, что на ламелях присутствуют рассечения. Чаще всего наибольшего внимания заслуживает такая характеристика этих кругов, как механическая прочность.
- Фибровые. Чтобы зафиксировать эти изделия на шлифовальной машинке, используют опорную тарелку, имеющую требуемое сечение. Для создания подобного круга в качестве материала применяется вулканизированная бумага, имеющая многослойную структуру. Подобные круги могут применяться для зачистки изделий, в качестве основы для которых выступает нержавейка, дерево, сталь и метал.
- Алмазные. Согласно мнению экспертов, прибегать к подобным кругам следует для финальной обработки поверхности. Однако следует не забывать о том, что материал этих кругов отличается небольшой прочностью и в то же время имеет высокие показатели хрупкости.
Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
3. Материал для обработки которого предназначен диск
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.
7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.
Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.










7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Структура шлифовального круга
Под структурой шлифовальных кругов понимают их внутреннее строение, т. е. количественное соотношение и взаимное расположение зерен, связки и пор в массе круга. Поры представляют собой маленькие пустоты в материале круга, которые служат для размещения в них отделяемой при шлифовании стружки. Стружка не должна задерживаться в порах, иначе круг потеряет режущую способность, произойдет засаливание круга.
На рис. 53 показаны структуры шлифовальных кругов одной зернистости и связки. Чем плотнее структура, тем больше зерен на единицу поверхности и меньше пор. В открытой структуре количество пор в круге больше и зерна располагаются на большем расстоянии друг от друга. В последнее время применяют структурные круги — круги с заданным расположением пор.
Шкала кругов с нормированной структурой состоит из 13 номеров. Каждый номер структуры характеризуется определенным соотношением и взаимным расположением зерен, связки и пор круга.
Так, структура 5 для круга твердости СМ1 характеризуется объемом зерен 52%, объемом связки 9%, объемом пор 39%. Структура 6 для круга той же твердости характеризуется объемом абразивных зерен 50%, Таблица 9 объемом связки 11%, объ
В табл. 9 указан объемный процент зерна в кругах различных структур.
В настоящее время начинают применять высокопористые шлифовальные круги, имеющие структуру от 13 до 18. Поверхность этих кругов напоминает губчатое тело. Такие круги значительно легче по удельному весу, чем структурные круги. Высокопористый круг засаливается меньше, и, кроме того, большие поры позволяют воздушному потоку, образующемуся при шлифовании, охлаждать режущие зерна и тем самым улучшать режущую способность круга. Такими кругами можно успешно обрабатывать вязкие материалы — медь, латунь, пластмассы, кожу и т. д.
При выборе круга по структуре руководствуются правилом: чем мягче обрабатываемый материал, тем больше номер структуры, и наоборот, чем тверже обрабатываемый материал, тем меньше номер структуры.
Маркировка шлифовальных кругов: старая и новая – после 2009 года
- С 2008 года вступила в действие новая редакция ГОСТ 2424.
- В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006). Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение): – сечение круга прямого профиля (ПП). Подходит для универсального применения 5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования. 7 – с двумя выточками (ПВД) 10 – со ступицей и двусторонней выточкой – кольцевой тип (К) 6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента. 36 – с крепежными элементами (ПН) 11 – конический чашечной формы (ЧК) 41 – отрезной тип диска 4 – с коническим профилем двустороннего типа (2П) – тип с коническим профилем (3П) 12,14 – тарелчатый (Т,1Т).
Рубикон ООО
Связанные ссылки. Дополнительная информация
Диаметр и форма
В настоящее время потребителям предлагаются такие диаметры КЛТ, предназначенные для угловых шлифмашин:
- 115 мм (самый маленький размер, подходят на болгарку, удобны для работы в ограниченном пространстве);
- 125 мм (самый востребованный размер, обладает высокой мощностью и компактными размерами);
- 150 мм ( не пользуется популярностью из-за малого количества подходящих по размеру УШМ);
- 180 мм (максимальный размер, высокая мощность и производительность).
Лепестковые диски для дрелей могут иметь диаметр 60 и 80 мм. При обработке дерева на станках используются модели кругов с большим диаметром (от 150 до 300 мм).
Торцевые шлифовальные круги выпускаются в конусной и плоской формах. Плоская форма дает больше точек соприкосновения с обрабатываемой поверхностью, поэтому подходит для плоских деталей и работы со швами на прямолинейных поверхностях. Универсальная конусная форма позволяет успешно зачищать крупные швы от сварки, часто такие круги используются при производстве различных емкостей. Конусный КЛТ по конструкции имеет угол наклона в пределах 10-15 градусов, поэтому дает возможность обработать изогнутые и криволинейные поверхности без дополнительных усилий.
Сфера применения алмазного шлифовального инструмента
Благодаря возможностям алмазного инструмента, области его использования очень широки. Трудоемкость обработки твердых сплавов снижается в несколько раз по сравнению с работой другими абразивными материалами. Заточенные с помощью алмазов инструменты работают эффективнее и не требуют обработки дольше. Для однолезвийных деталей с режущей частью из твердосплавного материала такая заточка в полтора раза повышает стойкость к изнашиванию, а для многолезвийных инструментов этот показатель еще выше.
Поверхность, обработанная шлифовальным алмазным кругом, не трескается, на ней не образуется сколов и иных дефектов. Это дает возможность обрабатывать стеклянные и керамические изделия: автомобильные секла, зеркала и многое другое.
Незаменим этот инструмент при шлифовке стекол для оптических приборов, на предприятиях, выпускающих фарфоровую, хрустальную и стеклянную посуду, при шлифовании экранов. Шлифование алмазами широко применяется в медицине при заточке ножей микротомов, скальпелей и инъекционных игл, для лечения и протезировании зубов в стоматологии.
Кроме того, алмазные шлифовальные круги используются и для правки кругов, изготовленных из других материалов.
Однако для того, чтобы полезные свойства алмазных кругов могли быть использованы в полной мере, а результат работы оправдал ожидания, требуется правильный выбор изделия среди множества разновидностей.
Маркировка зернистости шлифовальных кругов
При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Размер зернистости круга влияет на качество и чистоту обработки поверхности. Учитывайте материал, с которым работаете. Чтобы получить максимально чистую поверхность, следует купить круг с самым маленьким показателем зернистости. Однако человек, работающий с таким кругом, должен понимать, что он быстро засаливается, часто происходит прижог обрабатываемого материала.
Согласно ГОСТу от 1980 г., для измерения зернистости кругов используют единицы, равные 10 мкм. В современном варианте ГОСТа Р 52381-2005 круги маркируются буквой F с определенной цифрой (при увеличении числа степень зернистости понижается).
Например, номер зернистости по старому ГОСТу (М40-М5) и по новому (F280, F320, F360, F400-F600, F800). Для расшифровки: такой диск применяют при окончательной доводке и хонинговании деталей с точностью 3-5 мкм и менее, а также суперфинишировании. Или размер 40, 32 по старому ГОСТу и F40, F46 по новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Размер абразивных дисков
Маркировка абразивных кругов по размеру пишется так: DхТхН (где D – наружный диаметр, Т – высота, Н является диаметром отверстия). Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250 мм.




Типы эльборовых и алмазных дисков подробнее описаны в ГОСТе 24747-90. Маркировка формы подобных шлифкругов состоит из трех или четырех символов, обозначающих форму сечения корпуса и слоя, его расположения на круге, а также предоставляют информацию о конструктивных особенностях корпуса.
Например, 150x16x32 – размер абразивного круга 25А электрокорунда белого.
Памятка при выборе абразивных кругов:
- При выборе диаметра круга следует учесть число оборотов шпинделя и возможность обеспечить оптимальную скорость.
- Чем больше диаметр, тем меньше удельный износ круга. На рабочей поверхности небольших кругов расположено меньшее количество зерен. Так, в работе они изнашиваются неравномерно.
- При выборе алмазного круга следует учитывать ширину алмазоносного слоя. При неправильном использовании на поверхности круга могут появиться уступы.
Роль связок
Помимо самого режущего вещества имеет значение также способ, при помощи которого оно образует абразивную массу. ГОСТ допускает применять в качестве связок бакелит или керамику. Бакелитовый вариант хорош своей более высокой плотностью, поэтому круг отличается повышенной массой, пригоден для работ по металлу, но с ограниченной окружной скоростью вращения (особенно, если используется ручная шлифовальная машина). Применение керамики делает шлифовальный круг более лёгким, соответственно возрастает допустимая скорость его вращения на станке. Однако абразивная стойкость, а также твёрдость круга с керамикой снижаются. Связкой определяется также способ крепления с основой корпуса. Например, плёночное крепление пригодно для керамических связок, но не годится для бакелитовых. Особый вид связки представляет фибра. Такая основа используется при так называемом «холодном» шлифовании металла на станке или машинке, когда производится зачистка поверхности из нержавеющей стали или зоны сварного шва. При этом обрабатываемый материал практически не нагревается, поскольку глубина шлифовальной зоны – незначительная (процесс фактически ближе к полированию). Маркировка производится в соответствии с нормами ГОСТ Р 51967.
Ограниченно используются и остальные виды связок – из различных эпоксидных композиций, магнезита, фарфора.
Маркировка на отрезных дисках
Для того чтобы владельцы болгарок могли правильно выбирать расходные материалы в соответствии с предстоящими работами данным инструментом, производители отрезных дисков наносят на них специальную маркировку.
Абразивные диски
Из маркировки можно почерпнуть следующую информацию.
- Материал, из которого изготовлена насадка, обозначается первой буквой: А – корунд, применяется для резки металла; AS – электрокорунд (белый), режет нержавеющую сталь; C – карбид кремния, хорошо режет камень и бетон. Металл с помощью данной абразивной насадки резать нельзя.
- Далее, после буквы, обозначающей материал, идет цифра. Она означает, сколько абразивных зерен находится в единице площади. Соответственно, чем меньше зерно, тем цифра больше. Если вам потребуется разрезать сталь, то выбирайте диск с зерном помельче – 40 или 60. Крупнозернистые диски используются в основном для резки цветных металлов.
- Следующий параметр – это твердость связки. Обозначается буквами латинского алфавита (H, I, J, K, L, M, N, O, P, Q, R, S, T). Чем ближе находится буква к началу алфавита, тем мягче связка, и наоборот. Для обработки мягких материалов связка должна быть твердой, а для прочных и твёрдых материалов – мягкой.
- Последние буквы означают тип связки. Керамическая маркируется буквой V. Такие диски отличаются хорошей водостойкостью, огнеупорностью и стойкостью перед химическими веществами. Бакелитовая связка обозначается литерой B. Такие круги имеют хорошую прочность при изгибе и сжатии, но разрушаются при использовании охлаждающей жидкости с щелочной средой. Также связки на основе бакелита имеют невысокую теплостойкость. При температуре 200 градусов она становится хрупкой, а при больших температурах – начинает выгорать. Третий вид связки — бакелитовая с усилением прочности – помечается как BF или БУ.
- Максимальная скорость, которую нельзя превышать для данного расходника. Может указываться линейная скорость кромки в м/с или в количестве оборотов в минуту.
- Размеры круга в мм: наружный диаметр, толщина и диаметр посадочного места.
- Дата изготовления. Обычно указывается на металлической вставке, находящейся вокруг посадочного отверстия. Устанавливать просроченный круг на болгарку не разрешается, поскольку он со временем может потерять прочность и разлететься во время работы.
- Назначение насадки. Указывается, для резки каких материалов предназначен инструмент.
- Цветовая маркировка: для резки стали используется синий цвет, для резки камня – зеленый.
Цветовая маркировка алмазных дисков
Алмазные круги маркируются следующими цветами:
- оранжевый – для резки кирпича;
- синий хорошо режет бетон и мрамор;
- зеленый используется для резки гранита;
- серый режет черепицу, гранит и керамику;
- желтый – алебастр и кафель.
Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
Тип и размер круга
Тип круга обозначается цифрой от 1 до 39 в соответствии с ГОСТ 2424-83. Возможно использование буквенного обозначения по старому стандарту ГОСТ 2424-75. Приведём некоторые варианты исполнения кругов:
- Прямой профиль- тип 1 или ПП.
- Кольцевой профиль – 2 или К.
- Коническая конфигурация – 3 или 3П.
- Двухсторонняя коническая конфигурация – 4 или 2П.
- Круг с односторонней выточкой – 5 или ПВ.
- Чашечный цилиндрический круг – 6 или ЧЦ.
Следующим в маркировке идёт обозначение размера DхТхН. D – это наружный диаметр круга, Т- его высота и Н – его внутренний диаметр.
Круги с алмазным или эльборовым абразивом обозначаются по ГОСТ 24747-90. Тип круга маркируется 3-4 символами означающих форму круга и форму сечения абразивного слоя, а также расположение абразива и конструктивные особенности.