

Без матчасти никуда
Физика процесса следующая: металл, который нужно резать, разогревается за счет подаваемой горящей газовой смеси. Металл в итоге сгорает в струе чистого кислорода, который подается под давлением из сопла в зону резки.
 Процесс резки металлов.
Процесс резки металлов.
Процесс резки делится на два этапа:
- Разогрев рабочей зоны до температурного уровня горения металла. Металл греется за счет пламени в факеле, получаемого в результате смешивания кислорода с горючим газом.
- Сам процесс сгорания нагрет ого металла в техническом кислороде с последующим удалением шлака от горения из рабочей зоны.
Самое важное правило работы автогена – это точное соблюдение температурного режима. Горение должно происходить при меньшей температуре, чем плавление
В противном случае металл начнет плавиться и стекать до того, как гореть, то есть резаться. Такое правило несложно соблюдать при работе с низкоуглеродистыми сталями – температура их плавления очень высока.
А вот цветные металлы и чугун начинают плавиться при довольно низкой температуре, с ними работать автогеном чрезвычайно трудно. Легированные стали также не поддаются газовой резке, при ее производстве всегда учитываются допустимые дозы легирующих добавок – примесей, углерода и т.п. При превышении уровня этих доз горение стали в кислороде нестабильное, с перерывами или вообще прекращается.
Какие нюансы учесть при выборе ИГР?
На обоснование выбора модели газового резака влияют множество факторов, начиная от того, какой тип резки предполагается выполнять, и заканчивая уточнениями, сколько резак стоит. В части технической необходимо учитывать следующие моменты:
- материалами корпуса и газовых трубок должны служить медные или латунные сплавы, нержавеющая сталь;
- алюминиевая рукоятка более долговечна, чем пластмассовая;
- латунные ниппели на входе предпочтительнее, чем алюминиевые;
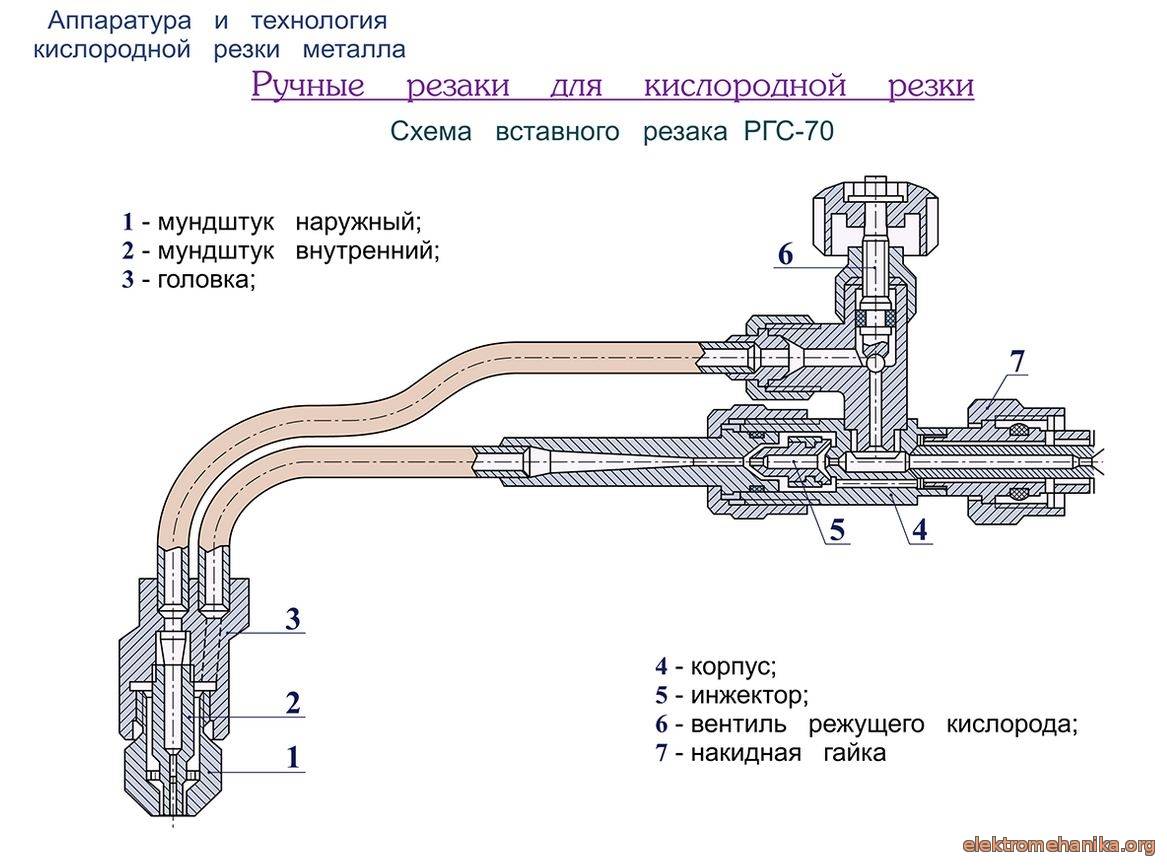
- материал внутреннего и внешнего мундштука ацетиленового резака – медь, для кислородно-пропанового ИГР допускается изготовление внутреннего мундштука из латуни;
- вращение вентилей должно происходить с небольшим усилием, но без заеданий;
- рекомендуется выбирать разборные конструкции, поскольку у них выше ремонтопригодность, проще чистить инжектор и трубки наконечника.
На рис
ниже отмечены некоторые внешние факторы, на которые следует обратить внимание при осмотре и выборе ИГР

Плюсы и минусы газовой резки
У этого способа резки много преимуществ:
- Газовая резка позволяет разрезать материал большой толщины. А также при помощи ее, можно сделать аккуратный разрез по трафарету. Достигнуть аккуратности выполнения работ при пользовании болгаркой просто невозможно, а уж если возникла необходимость прорезать отверстие на некоторую глубину, то с этим справится только резка газом.
- Для газовой резки требуется резак, который обладает малым весом и габаритами. Это позволяет достигнуть комфорта вовремя работы, а если сравнивать резак с бензиновыми аналогами, то разница колоссальна. Бензиновые резаки сильно шумят, ими сложно делать аккуратные разрезы из-за большого веса, сильные вибрации заставляют оператора прилагать усилия при резке. Давление кислорода позволяет не тратить сил.
- Газовая резка позволяет ускорить процесс резки почти в 2 раза, если сравнивать результатами, показываемыми бензиновыми аналогами.
- Аккуратность реза хуже чем у ацетиленового резака, но при этом гораздо лучше, чем у бензинового и болгарки.
- Пропан очень дешевый газ. Его использование выгодно в тех случаях, когда требуется выполнить большой объем работ.
 Цена пропана позволяет выполнять работы больших объёмов
Цена пропана позволяет выполнять работы больших объёмов
Увы, но минусы тоже имеют место, однако, их намного меньше, а если быть точнее, то один – ограниченный спектр металлов, которые можно разрезать.
Например, газовая резка металла пропаном и кислородом не в силах разрезать сталь с высоким содержанием углерода. Поэтому применение этого вида резки оправдано лишь для низко- и среднеуглеродистый стали.
Такое ограничение возникает из-за того, что температура плавления высокоуглеродистых сталей равняется температуры горения газового резака, поэтому при резке материал плавится и не дает кислороду попасть внутрь.
Отсюда вытекает правило: для успешной резки, температура горения разрезаемого металла должна быть меньше, чем его температура плавления.
Основные методы резки металла газом
Копьевая резка – с помощью данной операции производится обработка нержавейки, чугуна и низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.
Кислородно-флюсовая резка используется для работы с высоколегированными хромистыми и хромоникелевыми сплавами. Данный способ характеризуется тем, что в струю газа (кислорода) начинает вводится порошкообразный флюс, он служит дополнительным источником тепла.
Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов. Оборудование данного типа не может раскроить металл толще 300 мм.
Толщина материала, смПробивание, сек.Ширина реза, смРасход пропана, м3Расход кислорода, м3
| 0,4 | От 5 до 8 | 0,25 | 0,035 | 0,289 |
| 1,0 | От 8 до 13 | 0,3 | 0,041 | 0,415 |
| 2,0 | От 13 до 18 | 0,4 | 0,051 | 0,623 |
| 4,0 | От 22 до 28 | 0,45 | 0,071 | 1,037 |
| 6,0 | От 25 до 30 | 0,5 | 0,071 | 1,461 |
Что такое газовые резаки и какими они бывают
Газовые резаки предназначены для раскроя металлического проката и разборки металлоконструкций. Принцип действия резака для резки металла достаточно прост – на конце горелки сгорает газ, создавая зону высокой температуры, превышающей температуру плавления металла. Газ подается в горелку по шлангу из встроенного в рукоятку портативного баллона или из внешнего баллона по шлангу. Для окисления горючего газа может быть использован кислород воздуха, в других конструкциях кислородных резаков газ подается из отдельного баллона по отдельному шлангу. Существует много разновидностей газовых резаков и горелок. Существующие виды резаков классифицируются по следующим критериям:
- по типу резки;
- поверхностные;
- разделительные;
- по степени механизации управления газорезкой;
- ручные;
- механизированные;
- по топливу;
- пропан;
- ацетилен ( автоген);
- керосин ;
- метан;
- по способу смешения газов;
- инжекторные;
- эжекторные;
- по давлению кислорода;
- низкое;
- высокое;
- тип форсунки;
- многосопловые ;
- щелевые;
- по мощности (толщине разделываемого металла);
- малая – до 100 мм;
- средняя – до 200 мм;
- высокая – более 200мм;
- по типу резки;
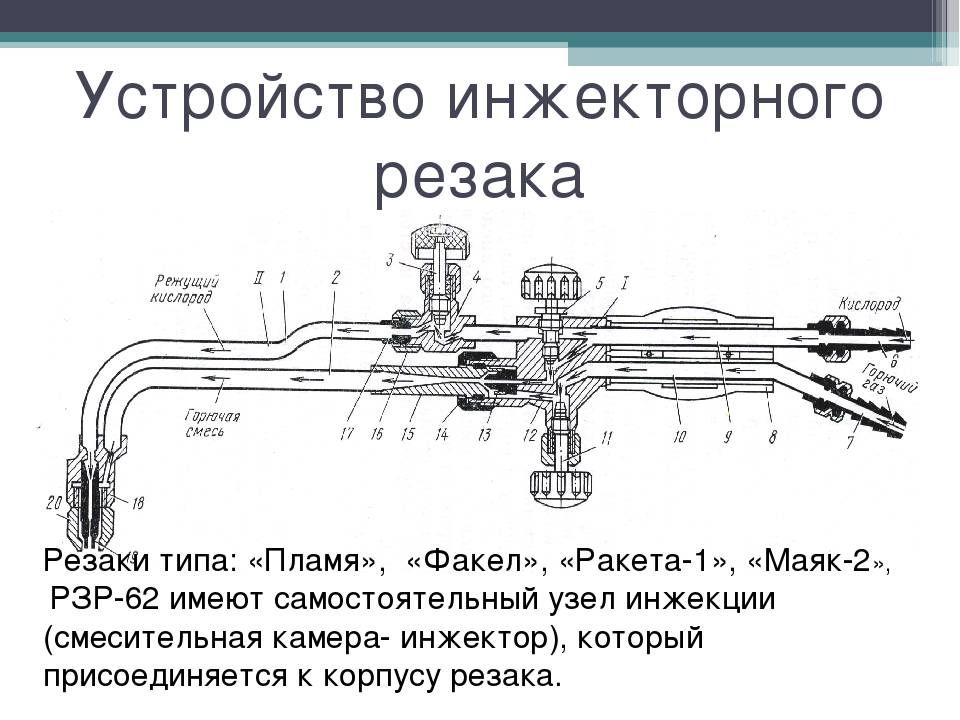
 Кроме того, существуют сверхпортативные газовые мини резаки карманного типа, мощность которых позволяет, однако, разрезать несколько миллиметров стального или медного листа. Такой газовый резак поджигается от спички или от встроенного пьезоэлектрического элемента. Инжекторный резак для ручной кислородной резки не только не помещается в карман, но и требует для перевозки своих баллонов внушительную тележку. Стационарные резаки для резки листового металла представляют собой сложные автоматизированные промышленные установки площадью в десятки квадратных метров, газ к ним подводится по стационарному газопроводу из больших газгольдеров.
Кроме того, существуют сверхпортативные газовые мини резаки карманного типа, мощность которых позволяет, однако, разрезать несколько миллиметров стального или медного листа. Такой газовый резак поджигается от спички или от встроенного пьезоэлектрического элемента. Инжекторный резак для ручной кислородной резки не только не помещается в карман, но и требует для перевозки своих баллонов внушительную тележку. Стационарные резаки для резки листового металла представляют собой сложные автоматизированные промышленные установки площадью в десятки квадратных метров, газ к ним подводится по стационарному газопроводу из больших газгольдеров.
Резка металла газом
Резка металла газом в Санкт-Петербурге
Резка металла газом уже на протяжении многих лет считается одним из самых популярных методов обработки металлов. Газ, применяемый при резке металла, состоит из кислорода и пропана.
Такой метод обработки ещё называют кислородно-пропановым резаком. В отличии от резки сваркой, такой метод работы не требует от человека особых навыков и если купить оборудование, то можно самостоятельно заниматься обработкой металла.
Плюсы и минусы резки металла газом
По сравнению с другими способами обработки металла, можно выделить ряд следующих плюсов:
- Возможность использовать газовую резку в тех случаях, когда нужно обработать очень толстый металл или провести обработку по специальному шаблону с узором или кривыми линиями, где применение фрез невозможно.
- Газовый резак имеет незначительный вес и размер, что позволяет брать его с собой и применять по мере необходимости. Стоит отметить, что даже по сравнению с бензиновыми резаками резка по металлу газом более удобна в использовании.
- Скорость обработки металла при помощи газа в два раза быстрее всего альтернативных способ резки.
- Экономия. Стоимость пропана значительно ниже, чем бензина. Использования пропана в внушительных объемах значительно экономит денежные ресурсы в сравнении с аналогами.
К минусам можно отнести низкое качество кромки среза и определённый набор металлов для обработки.
Используемый инструмент
При обработке металла газом положено иметь следующий набор инструментов:
- баллон пропана;
- баллон кислорода;
- кислородные шланги;
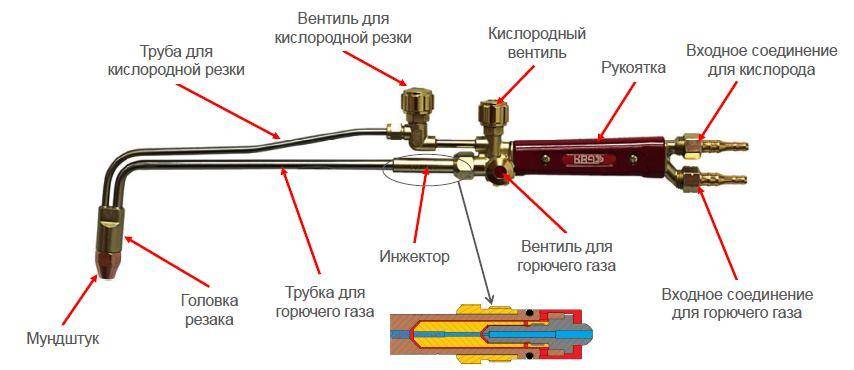
- резак;
- мундштук.
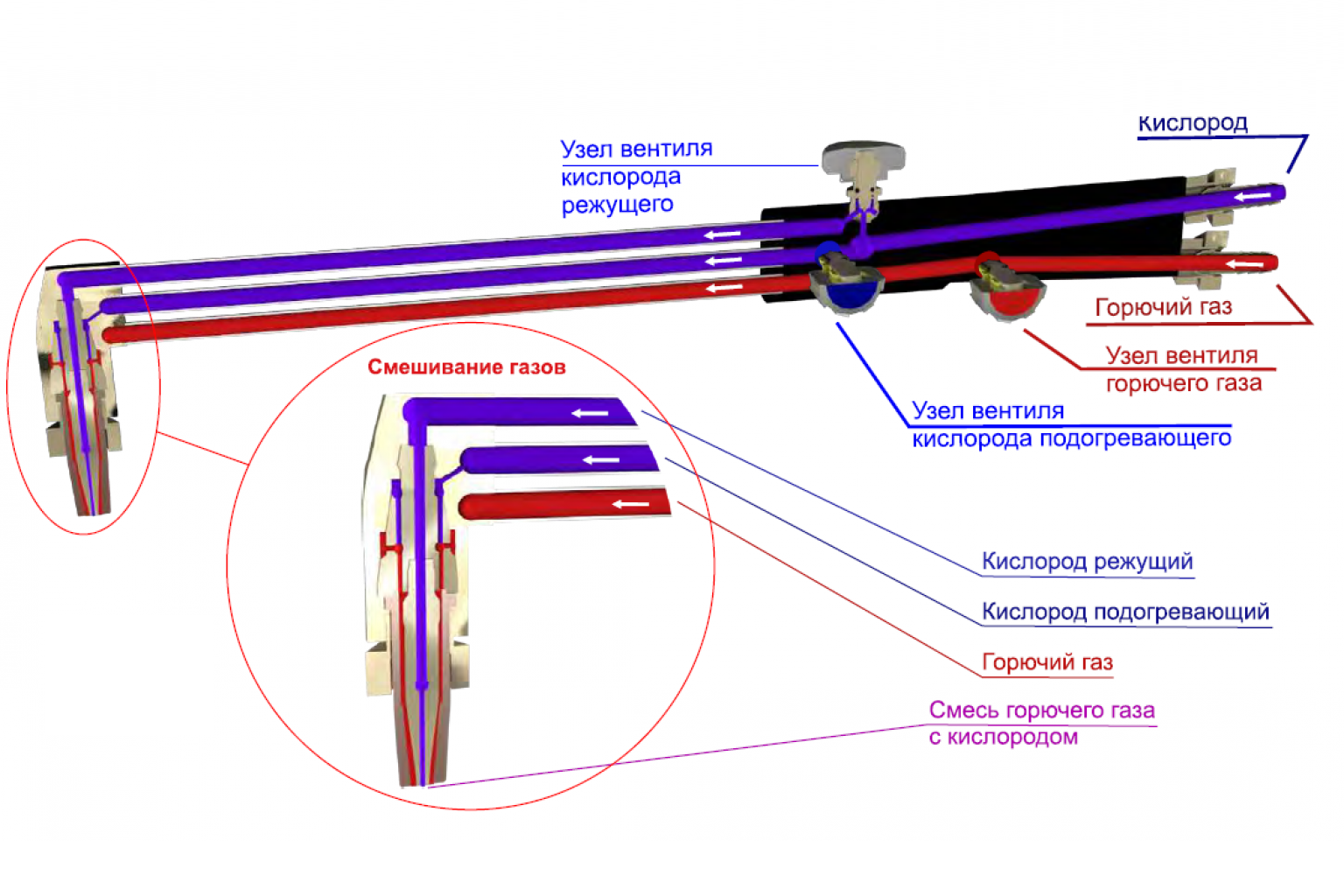
Важно отметить, что на баллонах с кислородом и пропаном в обязательно порядке должны быть установлены редукторы, при помощи которых нужно будет управлять подачей газа. Устройства газовых инструментов от разных фирм имеют аналогичную конструкцию. В устройстве, помимо редукторов будет установлено три крана: два для пропана и кислорода, а один для регулирующего резака
В устройстве, помимо редукторов будет установлено три крана: два для пропана и кислорода, а один для регулирующего резака.
При обработке газом в оборудовании смешивается кислород с пропаном, образуя пропаново-кислородную смесь, которая в дальнейшем трансформируется в язык пламени способный разрезать металл.
Большинство деталей газового резака являются сменными и их, в случае поломки, можно заказать и заменить, поэтому такой инструмент можно считать вечным.
Как выбрать газовый резак
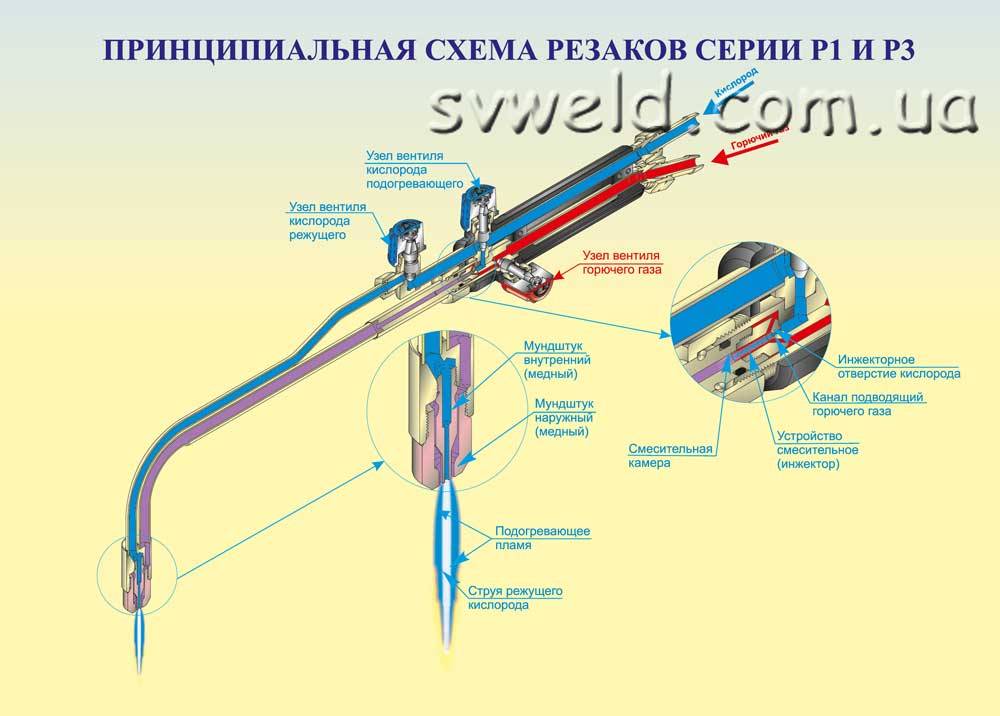
Прежде чем приступать к покупке резака, стоит понимать, для обработки металла какой ширины он вам нужен. Если вы собираетесь резать металл толщиной до 100 мм, то это будет резак типа R1, если до 200мм, то это R2, а если до 300 мм – R3.








Необходимо также осмотреть мундштук резака, который, по всех нормам и стандартам, должен быть изготовлен из хромистой бронзы или металла с аналогичными физико-химическими свойствами, например — медь.
Трубки резаков могут быть изготовлены из следующих материалов:
- нержавеющая сталь;
- латунь;
- медь.
Важно отметить, что при покупке резака очень важно, чтобы на трубке резака не было краски, которая может скрывать дефекты пайки или металла. Краска если и есть, то она должна носить исключительно декоративный характер. Специальное предложение на оцинкованные полосы, оцинкованные прутки (круги) и оцинкованный уголок
Специальное предложение на оцинкованные полосы, оцинкованные прутки (круги) и оцинкованный уголок
Подробная информация о предложении >>
Специальное предложение на полосу латунную Л63 2х20х2700 полутвёрдую
Подробная информация о предложении >>
Подробная информация о предложении >>
специальное предложение на трубы насосно-компрессорные и обсадные (или трубы для бурения с резьбой)
Подробная информация о предложении >>
специальное предложение на электросварные и бесшовные трубы б/у
Подробная информация о предложении >>
специальное предложение на нержавеющий лист 50х1500х6000
Настройка, настройка и еще раз настройка
Главное – хорошенько запомнить четыре простых слова – «заводская настройка газового резака». Не только запомнить, но и по-настоящему уважать. Дело в том, что производители такого оборудования в обязательном порядке выполняют настройку в качестве финишного этапа сборки изделия.
Ее более чем достаточно, и рабочий с газовым резаком не нуждается в каких-либо дополнительных действиях.
Всякая «художественная» самодеятельность с настройкой попросту запрещается, потому что приведет не только к ухудшению качества работы устройства, но и к высоким рискам типа взрыва оборудования на рабочем месте.
Еще раз: настройка газового резака – дело сугубо заводское.
 Схема использования газовой горелки для сварки.
Схема использования газовой горелки для сварки.
Перед тем, как начинать работать с новым аппаратом, следует произвести сборку и проверку работоспособности только согласно инструкции по использованию, которая всегда прилагается ко всем моделям. Выполняйте лишь пункты в руководстве – это так просто. Лишь после их выполнения можно приступать к работе.
Пара слов о полных запретах. Абсолютно запрещается:
- Продувать шланг для пропана кислородом.
- Менять шланги между собой.
Если вдруг вы потеряли инструкцию или, например, не умеете читать, то перед вами короткая общая инструкция, как начинать работу и как пользоваться газовым резаком:
- Газовый резак по металлу можно начинать собирать только после визуального осмотра всех важных участков.
- Резиновые прокладки должны быть в идеальном состоянии – проверить и заменить, если понадобится.
- Вентиль для кислорода – один из важнейших элементов всего устройства. Никаких следов масла или жира!
- Штуцеры с газом должны иметь специальные клапаны, о которых писалось выше. Их состояние также должно быть идеальным, если обнаружатся хоть малейшие дефекты, убрать их мягким напильником.
- После внешнего осмотра резака для газовой резки следует разместить редукторы: синий редуктор на баллон с кислородом, красный редуктор на баллон с пропаном.
- Если аппарат инжекторного типа, необходимо проверить рабочую эффективность инжекции, о ней писалось выше.
- Шланг с пропаном устанавливается на баллон, после чего подключается горючий газ.
Резка металла кислородно пропановым резаком: плюсы и минусы, технология, особенности
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком.
Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки.
Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени.
Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза.
В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.








Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла.
Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре.
В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии
Здесь важно не ошибиться с углом наклона
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования

Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении. После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии
Здесь важно не ошибиться с углом наклона. Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов
После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов
Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.




Ультрапортативные горелки для мелких работ
Класс ультрапортативных горелок пригодится там, где нужна мелкая сварка и пайка без возможности подключения электроприборов. Такие горелки питаются жидким газом для заправки зажигалок и условно разделяются на 2 группы:

- С баллоном под цанговый разъем и со шлангом высокого давления
- Со встроенным топливным резервуаром
Портативный газовый резак с шлангом является компактной разновидностью мини-горелки под цанговый разъем. Особенность — крепление горелки на шланг. Благодаря этому, баллон можно поместить в ранец за спиной, а в руках останется легкая насадка, размером со стандартный паяльник. Пример — KT-2202 от фирмы KOVEA. Вес устройства без баллона — 140 граммов, а максимальная температура, как и в более крупных устройствах, до 1300 градусов.
Поскольку мелкая работа не требует больших топливных затрат, производители чаще оснащают горелки встроенным топливным баком. Вес не заправленного устройства обычно не превышает 50 граммов, а объем топливного резервуара — до 100 мл.
Ручные компактные горелки со встроенным топливным баком используют в таких направлениях:
- Пайка радиодеталей. Их можно использовать в качестве паяльного фена или паяльника. Для этого на выходное отверстие крепится насадка с луженым жалом. Такие горелки имеют высокую теплоотдачу. Поэтому подходят для работы с крупными деталями.
- Работы в условиях отсутствия электричества. Компактный карманный газовый резак пригодится на стройке, если проводка в строящемся доме не проведена, и невозможно использовать электрический паяльник. Также, они популярны при монтаже кабельных сетей, т.к. избавляют инженера от необходимости вывода электропитания на крышу.
- Работы на холоде. Использование горелки в качестве паяльника удобно во время работы в условиях низких температур, т.к. горелка быстро нагревает пространство вокруг области пайки, что существенно облегчает процесс.
На что обратить внимание при выборе газового резака
При выборе устройства необходимо проверить следующие несколько моментов:
- ниппели лучше выбрать латунные, они прослужат дольше алюминиевых;
- алюминиевая рукоятка более долговечна, чем пластмассовая;
- вентили должны вращаться без заедания, но с постоянным небольшим усилием;
- выбирайте модель с шайбой кислородного вентиля от 4 см в диаметре – регулировка подачи будет точнее и удобнее;
- материал корпуса и трубок;
- у пропановых резаков – медный сплав или нержавеющая сталь ;
- для ацетиленовых горелок для меди в сплаве должна быть не более 60%.
Стоит также убедиться в наличии запасных частей и расходных деталей.





