Увеличенная толщина изделий
Причин увеличения толщины изделий по сравнению с заданной может быть несколько.
Причиной увеличения толщины изделий может быть образование облоя (см. раздел «Облой»). Если образовался облой (подлив), половинки формы опираются на заусеницы и полость формы оказывается толще. Толщина изделия становится больше. Вес изделия увеличен.
Причиной увеличения толщины изделий может быть ошибка в расчетах глубины формы при
ее проектировании. Этот дефект возникает независимо от материала литья, он может появиться при литье под давлением полиамида, ПЭ, ПП, ПС и другого полимера.
Причиной увеличения толщины изделий может быть также значительное увеличение размеров формы (глубины) при формовании. Это происходит в результате недостаточной жесткости машины, высокой жесткости формы и высокого давления, развиваемого в форме при формовании (см. раздел «Изменение размеров формы при формовании»).
Для устранения этого дефекта при проектировании формы необходимо правильно задать жесткость формы.
Для уменьшения эффекта изменения размеров изделий при литье целесообразно применять режимы формования со сбросом давления (см. раздел «Режимы со сбросом давления»).
Если это не удается реализовать, снижают давление литья Рл.
Способы исправления литейного брака.
Во многих литейных существуют специальные отделы для исправления литейного брака, когда такое исправление технически и экономически целесообразно и не отражается на качестве изделий. Способы исправления литейного брака следующие:
1. Небольшая течь отливки, обнаруженная при испытании гидравлическим давлением, устраняется путем заварки, термической обработки (отжигом), пропитки под давлением бакелитовым лаком с последующей термической обработкой при температуре до 150-180 oC или запрессовкой в поры растворов различных веществ.
2. Заделка мелких трещин и раковин путем нанесения металла с помощью аппарата ЛК-2 или другого.
3. Газовая или электродуговая заварка пороков отливки после удаления дефектной части металла. Этот способ в последнее время применяется чаще других.
Дефекты литья

отсюда
Технология получения изделий из металла литьем известна человечеству более четырех тысячелетий. Металлические предметы — оружие, инструменты, украшения, утварь — составляли существенную часть рукотворного окружения человека.
И с первых же отливок мастеров-металлургов начали преследовать дефекты литья. В древности способы борьбы с дефектами при литье находили интуитивно. Современная металлургия применят для этого научный подход.
Классификация дефектов отливок
В современной металлургии существует несколько классификаций брака при литье.
В зависимости от степени изменения и возможности исправления виды дефектов подразделяют на:
- Условный брак. Отливка имеет недостатки, которые не ухудшают ее рабочие качества. Отливка идет в дальнейшую обработку
- Исправимый брак. Дефекты существенны, но поддаются коррекции тем или иным производственным способом. Например, наплавкой. После исправления брака литья деталь также идет в дальнейшую обработку.
- Окончательный брак. Ремонту не подлежит, поскольку это невыполнимо или очень дорого.
Дефекты литья также делятся по месту их обнаружения. Брак при литье, обнаруженный внутри участка называют внутренним.
Если же дефект обнаружен при дальнейшей обработке — это внешний брак.По внешнему проявлению различают следующие основные виды дефектов отливок:
Приливы
Это увеличение размеров отливок, не предусмотренное проектом. Разделяются на
- Заливы.- Возникают по линии стыковки частей формы. Возникают из-за несоблюдения размеров моделей и некачественным соединением частей опок
- Подутость, или распор — получаются из-за давления расплава на рыхлую смесь.
- Нарост возникает вследствие размыва формы потоком расплава при заливке.
- Просечки (гребешки, заусенцы) возникают из-за попадания расплава в повреждения формы или стержня.
Дефекты поверхности
Дефекты при литье часто проявляется в виде пороков поверхности. Сюда относятся
- Засоры. Массы зерен земли или шлаков. Вызваны ошибками в проектировании форм, непродуманным расположением литников, несоблюдением технологии складирования и перевозки опок.
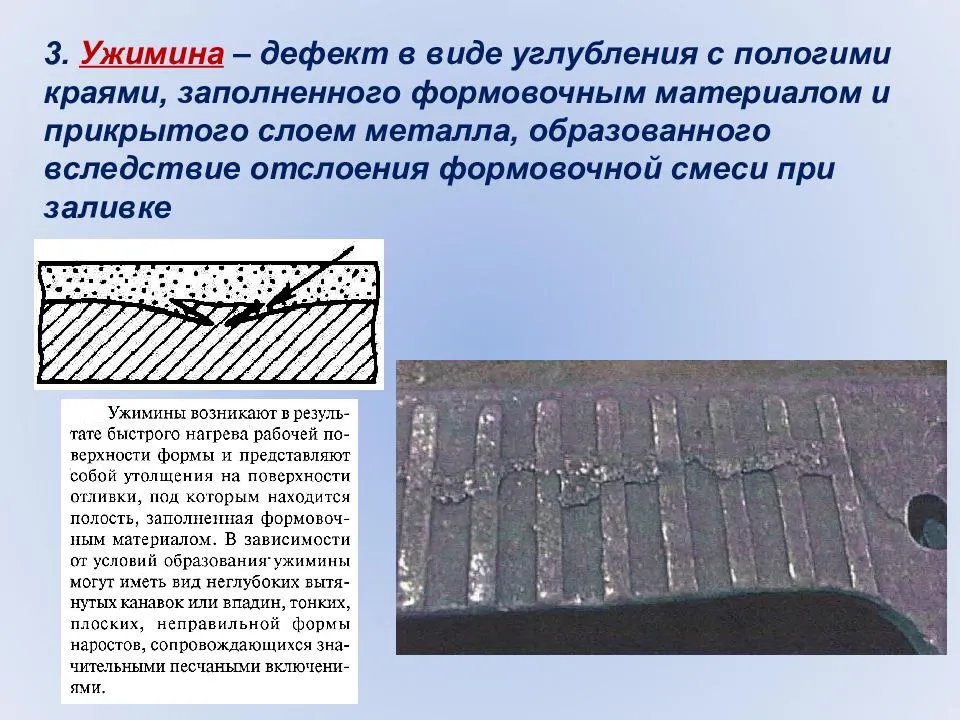
- Ужимины возникают при сырой формовке, когда слой земли разрывается в месте конденсации жидкости и в образовавшуюся пустоту затекает расплав.
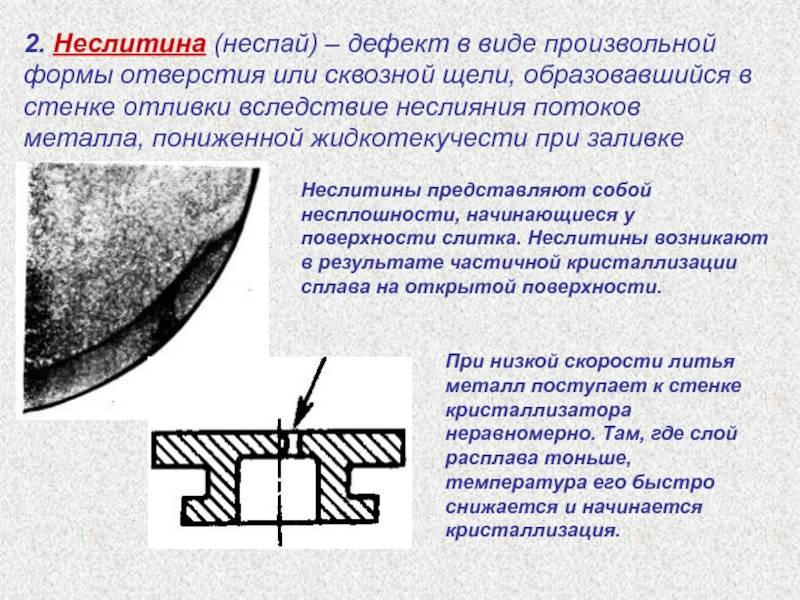
- Спаи, или неслитины, возникают в зоне контакта слоев охладившегося расплава. Из-за недостаточной температуры эти потоки не могут правильно сплавиться.
- Плены возникают при окислении легирующих добавок.
- Морщинистость, или складчатость, заключается в появлении на поверхности разнонаправленных складок из-за скопления значительных объемов углерода.
- Выпот выглядит как большое количество лопнувших пузырьков и вызывается взрывообразным выделением скоплений графита
- Корольки — дефекты, вызванные разбрызгиванием расплава во время заливки. Шарик металла кристаллизуется и не сплавляется с отливкой.
- Коробление отливки возникает вследствие внутренних напряжений из-за неравномерного остывания
Трещины
Еще один часто встречающийся порок литья — это трещины. Они бывают:
- Горячие. Возникают при температуре кристаллизации из-за усадочных напряжений. Приобретают неровный вид.
- Холодные. Возникают при более низких температурах, имеют ровный, прямой профиль.
- Межкристаллические. Свойственны легированным сталям в зонах неметаллических включений.
Газовые дефекты
- Ситовидная пористость — это множество мелких пузырьков в теле детали
- Газовые раковины – каверны большего размера, возникшие из-за выхода и объединения мелких пузырьков.
Внутренние дефекты
Если при этом размеры детали сократились больше допустимого, применяется наплавка тонкого слоя металла, доводящего размеры до требуемых и, как правило, улучшающего свойства заготовки.
Внутренний брак обнаруживается методами неразрушающего контроля. Иногда, если причина образования дефектов — внутренние напряжения, их удается снять путем нагрева и охлаждения по специальной методике. К сожалению, чаще внутренний брак литья исправлению не подлежат.
Виды дефектов отливок – рентген контроль отливок
Что такое отливки?
Отливки – это форма изделия, которая часто подвергается радиографическому контролю, поскольку многие дефекты, возникающие в процессе литья. Подобные дефекты имеют объемный характер и таким образом, относительно легко обнаруживаются с помощью этого рентгеновского метода.
Дефекты и нарушения, конечно, связаны с недостатками процесса литья, которые при правильном понимании могут привести к принятию точных решений о приемке-браке, а также к соответствующим корректирующим мерам
Поскольку дефекты разных типов и размеров по-разному влияют на характеристики отливки, важно, чтобы рентгенолог мог определить тип и размер дефектов
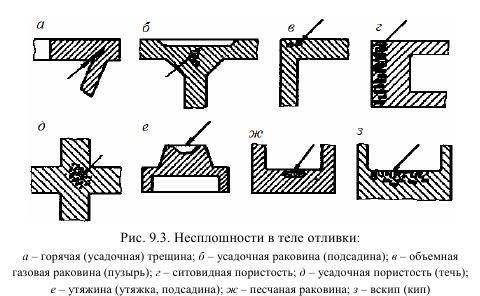
ASTM E155, Стандарт для рентгенограмм отливок был разработан, чтобы помочь рентгенологу лучше оценить дефекты, обнаруженные в компонентах. Отливки, используемые для изготовления стандартных рентгенограмм, были подвергнуты деструктивному анализу, чтобы подтвердить размер и тип имеющихся несплошностей. Ниже приводится краткое описание наиболее распространенных типов несплошностей, включенных в существующие справочные рентгенографические документы (в виде градуированных типов или в виде отдельных иллюстраций).


![Виды дефектов при литье и способы их устранения [1991 урвачев в.п., кочетков в.в., горина н.б. - ювелирное и художественное литье по выплавляемым моделям сплавов меди]](https://stankotk.ru/wp-content/uploads/1/3/5/135eb5da29aedc4982246642966f7fdc.jpeg)




Классификация деффектов отливок из чугуна и стали
“Классификация дефектов отливок из чугуна и стали”
По ГОСТ 15467-79 дефектом называют каждое отдельное несоответствие продукции установленным требованиям. Изделие, имеющее хотя бы один дефект, называют дефектным. Это означает, что как минимум один из показателей качества отливки превысил предельно допустимое значение.
Изготовленные любым способом отливки контролируют по качеству, контроль осуществляют работники литейного цеха, ОТК и в отдельных случаях представители Госприемки.
В зависимости от степени пораженности дефектами все отливки подразделяют на четыре группы:
• годные , полностью отвечающие всем установленным требованиям технической документации и стандартов;
• условно годные , имеющие небольшие отклонения от установленных требований (малозначительные дефекты), не оказывающие существенного влияния на эксплуатационные показатели отливки или изделия в целом; отливки допускаются к дальнейшей обработке и используются по своему назначению с разрешения главных специалистов промышленных предприятий после тщательной оценки дефектов;
• исправимый брак – отливки, имеющие один или несколько устранимых дефектов, после исправления которых они могут быть допущены к дальнейшей обработке и использованию по назначению;
• неисправимый или окончательный брак – отливки, имеющие такие дефекты, исправление которых технически невозможно или экономически нецелесообразно, либо качество исправления которых невозможно проконтролировать. Забракованию подлежат отливки, имеющие хотя бы один неустранимый дефект.
Устранимость или неустранимость дефекта определяют применительно к конкретным условиям производства и ремонта.
В зависимости от степени пораженности дефектами все отливки подразделяют на четыре группы:
годные , полностью отвечающие всем установленным требованиям технической документации и стандартов;
условно годные , имеющие небольшие отклонения от установленных требований (малозначительные дефекты), не оказывающие существенного влияния на эксплуатационные показатели отливки или изделия в целом; отливки допускаются к дальнейшей обработке и используются по своему назначению с разрешения главных специалистов промышленных предприятий после тщательной оценки дефектов;
исправимый брак – отливки, имеющие один или несколько устранимых дефектов, после исправления которых они могут быть допущены к дальнейшей обработке и использованию по назначению;
неисправимый или окончательный брак – отливки, имеющие такие дефекты, исправление которых технически невозможно или экономически нецелесообразно, либо качество исправления которых невозможно проконтролировать. Забракованию подлежат отливки, имеющие хотя бы один неустранимый дефект.
Устранимость или неустранимость дефекта определяют применительно к конкретным условиям производства и ремонта.
Дефекты подразделяются по разным признакам. Например, зависимости от предрасположенности дефектов к обнаружению они могут быть явными и скрытыми.
Явным является дефект , обнаруживаемый при внешнем осмотре (визуальном контроле), или дефект, для выявления которого в нормативной документации предусмотрены соответствующие инструментальные средства и методики. Несмотря на невозможность визуального обнаружения, такой дефект является явным, так как при использовании предписанной методики дефектоскопии он будет безусловно обнаружен.
Скрытый дефект – это дефект, не обнаруживаемый при указанных выше условиях и не выявляемый предусмотренной для контроля аппаратурой. Скрытые дефекты иногда выявляются в процессе механической обработки отливок или в процессе эксплуатации изделий, а также при дополнительном дефектоскопическом контроле не предусмотренными в технологических картах методами и средствами. Наиболее нежелательно и опасно, когда скрытый дефект проявляется в процессе эксплуатации изделия, что может вызвать аварийную ситуацию.
Согласно ГОСТ 19200 – 80 дефекты отливок из чугуна и стали подразделяют на пять основных групп (50разновидностей). Необходимо отметить, что принятая терминология широко используется также для отливок из сплавов на основе алюминия, магния, титана и других и поэтому может рассматриваться как универсальная.
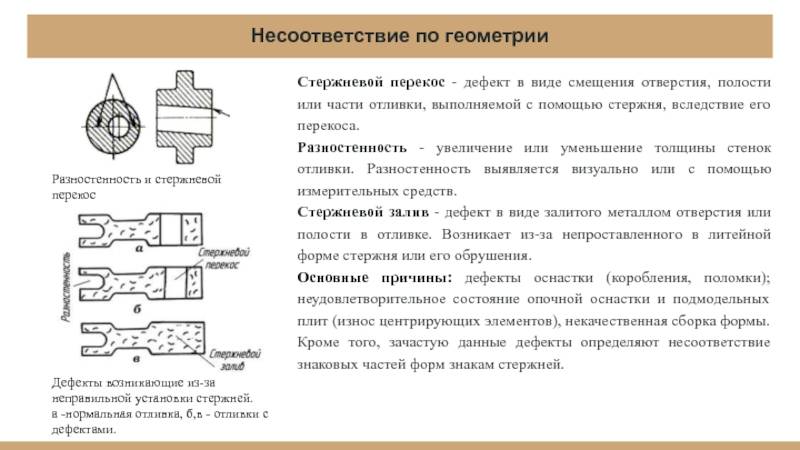
1. Несоответствие по геометрии (14 видов):
Перекос Стержневой перекос Разностенность Стержневой залив Коробление Незалив Зарез Вылом
Коробление
Коробление представляет собой отклонение поверхности изделия от базовой плоскости.
Коробление возникает по нескольким причинам.
Во-первых, коробление возникает в результате релаксации ориентации, возникающей при заполнении формы. Неравномерное охлаждение отдельных участков формы еще более увеличивает коробление изделий, т.к. степень снижения ориентации в этих участках различна.
Причиной коробления может быть разная скорость кристаллизации на различных участках изделия. Разная скорость кристаллизации при охлаждении возникает из-за разницы в скоростях охлаждения разных участков изделия.
Причиной коробления так же может быть разница в термическом изменении размеров отдельных участков изделия при охлаждении из-за разной скорости охлаждения этих участков.
Коробление недопустимо при выпуске технических деталей и автомобильных компонентов при литье под давлением полиамида. Для уменьшения коробления изделия следует стремиться обеспечить температурную однородность охлаждения. Для этого должно быть обеспечено равенство температур обеих половинок формы и однородность температурного поля по всей поверхности половинок формы.
Коробление зависит от следующих технологических параметров: температуры литья Тл, температуры формы Тф, давления литья Рл, продолжительности операций цикла (время выдержки под давлением tвпд, общая продолжительность цикла tц). Коробление зависит от расположения впуска.








Снижению коробления способствует увеличение времени выдержки материала в форме под давлением tвпд и времени охлаждения tохл (общей продолжительности цикла tц), т.к. в форме (где конфигурация изделия зафиксирована) полнее протекает кристаллизация и в большей степени снижается ориентация.
Коробление уменьшается с понижением температуры материала Тл и температуры формы Тф.
Снижению коробления способствует уменьшение давления литья Рл и увеличение объемной скорости впрыска Q, т.к. уменьшается ориентация, возникающая при заполнении формы (см. раздел “Ориентация и внутренние напряжения”).
Снижению коробления способствует применение режимов формования со сбросом давления (см. раздел “Режимы со сбросом давления”).
Классификация и причины возникновения дефектов литья металлов
Определение 1
Литье – это заполнение формы, емкости или полости материалом, который находится в жидком агрегатном состоянии.
В металлургии литье может осуществляться в песчаные, вакуумно-пленочные, оболочковые формы, а также в кокили по выплавляемым моделям, по газифицируемым моделям, под давлением. Основными кртериями классификации дефектов при литье металлов являются:
- Степень изменения и возможность исправления. Согласно данному признаку дефекты делятся на условный, исправимый и окончательный брак. При условном браке отливка имеет некоторые недостатки, которые никак не ухудшают ее качества, поэтому она идет в дальнейшую обработку. При исправимом браке дефекты отливки значительны, но могут быть устранены тем или иным производственным способом. Примером такого способа является наплавка. После исправления брака деталь отправляется на дальнейшую обработку. При окончательном браке деталь не подлежит ремонту, из-за его невыполнимости или высокой стоимости.
- Место обнаружения. Согласно данному признаку дефекты литья металлов делятся на внутренние и внешние. Если брак был обнаружен внутри участка, то он считается внутренним, а если в процессе дальнейшей обработки, то внешним.
- Место проявления. Согласно данному признаку дефекты литья делятся на пригар, приливы, дефекты поверхности, трещины, газовые дефекты, изменение структуры металла.
Пригар представляется собой слой формовочных материалов, которые спеклись с металлом и прочно присоединенные к нему.
Приливы – это увеличение размеров отливок, которые не предусмотрены проектом. Они делятся на:
- заливы, которые возникают по линии стыковки частей формы и появляются в результате некачественного соединения частей опок и несоблюдения размеров моделей;
- распор, который возникает в результате давления расплава на рыхлую смесь;
- нарост, который возникает из-за размыва формы потоком расплава при заливке;
- просечки, являющиеся результатом попадания расплава в повреждения стержня и формы.
К дефектам поверхности относятся:
- засоры в виде шлаков и зерен земли, причиной которых являются ошибки проектирования;
- ужимины, которые возникают при сырой формовке, когда слой земли разрывается в месте конденсации жидкости;
- спаи, возникающие из-за недостаточной температуры процесса литья;
- корольки, появляющиеся в результате разбрызгивания расплава в процессе заливки, когда шарик металла кристаллизуется и не сплавляется с отливкой.
Трещины являются частым дефектом при литье металлов, они делятся на холодные, горячие и межкристаллические.
К газовым дефектам литья относятся ситовидная пористость и газовые раковины.
Изменение структуры металла встречается при отливке чугуна, когда на поверхности детали образовывается тонкое включение чугуна другого вида.
Основными причинами появления дефектов при литье металлов являются: плохая газопроводимость формы, нарушение вентиляции отливки, несоблюдение технологии процесса (режим заливки и охлаждения, последовательность изготовления формы, состав земли и шихты и т. п.).
Характеристики и причины основных дефектов сварки
Не в каждом случае качество сварки соответствует установленным требованиям. Классификация дефектов сварных соединений в полном составе изложена в ГОСТ 30242-97. Но среди всех обозначенных в документе изъянов выделяют основные, которые чаще обычного выявляются при контроле и обследовании соединительных стыков.
Трещины
Для сварочных швов наибольшую опасность представляют трещины. Они способны спровоцировать мгновенное разрушение металлических конструкций и привести к трагическим последствиям.
Причинами появления трещин могут быть:
- неправильное расположение стыков;
- резкое охлаждение места сварки;
- неправильный выбор материалов;
- кристаллизация металла вследствие чрезмерно высоких температур.
По размеру различают микро- и макротрещины, по типу образования – поперечные, продольные и радиальные.
Вне зависимости от видов и причин возникновения трещины – это недопустимые дефекты сварных соединений металла.
Подрезы
Это образующиеся на наружной поверхности шовного валика продольные углубления. Если на шве есть подрез, то в месте его появления уменьшается сечение шва, а также образуется очаг концентрации напряжения.
Превышенная величина сварочного тока – основная причина появления таких дефектов. Довольно часто наблюдаются подрезы в горизонтальных швах.
Наплывы
Это натекший на поверхность избыток металла, который не имеет должного сплавления с соединяемой поверхностью. Часто наплыв возникает при сварке стыковых или угловых швов в горизонтальном положении. Образуется при недостаточном прогреве основного металла, избытка присадочного материала, наличия окалин на соединяемых кромках.
Прожоги
Такие дефекты являют собой сквозное отверстие, возникшее вследствие вытекания из сварочной ванны расплавленного металла. В данном случае с другой стороны отверстия как правило образуется натек.
Прожог может быть вызван слишком медленным передвижением электрода по линии сваривания, повышенным сварочным током, неплотным прилеганием к основному металлу прокладки или же недостаточной ее толщиной, большим зазором между соединяемыми кромками.
Непровары
Если на сварочном шве обнаружены локальные несплавления между основным и наплавленным металлом, то дефект такого типа называют непровар. Он существенно понижает прочностные свойства шва и соответственно всей конструкции.
Причины непроваров состоят в следующем: чрезмерно высокая скорость сваривания, некачественная подготовка кромок к сварному процессу, наличие ржавчины, окалин и других загрязнений на соединяемых поверхностях.
Кратеры
Образующиеся вследствие обрыва сварочной дуги углубления в соединительном валике называют кратерами. Такие изъяны существенно уменьшают сечение стыка, что негативно сказывается на прочности. Кратер опасен тем, что внутри него могут находиться усадочные рыхлости, приводящие к появлению трещин.
Свищи
Поверхностные дефекты в виде полости. Понижают прочность соединительного стыка и провоцируют образование трещин. Свищи имеют произвольную форму, могут возникать как на внешней поверхности, так и внутри шва.






Пористость
Поры – это заполненные газами полости, образующиеся при повышенном газообразовании внутри металла. Возникают при наличии разнообразных загрязнений на свариваемых поверхностях, при повышенной скорости сварки, а также повышенной вместительности углерода в используемом присадочном материале.
Посторонние включения
Качество шва существенно ухудшают сторонние включения – оксидные, шлаковые, вольфрамовые, флюсовые и другие включения. Главная ошибка, приводящая к их наличию – неправильный режим сварки. Любое из присутствующих включений понижает прочность и надежность соединения и подлежит устранению.
Другие дефекты литья
Дефекты в размерах и очертаниях отливок получаются вследствие перекоса форм и смещения стержней, раздутия форм при слабой набивке в опоках и ряда причин, связанных с дефектами опок и моделей и с плохим качеством работы при изготовлении форм.
Спаи и слоистость — пороки отливки в виде трещин, но с округлыми краями. Они получаются при заполнении форм недостаточно жидкотекучим металлом или же прерывистой струей.
Недоливы — когда часть отливок оказывается незаполненной металлом вследствие его плохой жидкотекучести, изобилия газов или пара в форме утечки металла по плохо скрепленному разъему форм.
Классификация дефектов литья
Дефекты отливок можно разделить на четыре группы:
Внешние дефекты, которые образуются на поверхности отливок (несоответствие размеров и массы, спай, приливы )
Объемные дефекты, расположенные внутри отливки и нарушающие ее целостность (горячие и холодные трещины, газовые раковины)
Несоответствие химического состава и структуры отливок
Неудовлетворительные механические свойства. Несоответствие размеров отливки чертежному может быть последствием неправильно назначенной усадки при изготовлении модельного комплекта, неточностью сборки формы, слабая набивка полуформ. Это можно устранить более плотной набивкой верхней и нижней полуформ, доведением модельной оснастки.Несоответствие массы заданным ТУ в поле чертежа. Возникают по тем же причинам, что и несоответствие размеров. Кроме перечисленного, увеличение массы возможно в следствии деформации формы при заливке жидким металлом.Спай и недолив образуется из-за не слившихся потоков металла в форме, потерявших жидкотекучесть до полного заполнения формы металлом.
Данные дефекты появляются в следствии недостаточной температуры заливаемого в форму жидкого металла, через питателя малого сечения, при повышенной влажности формовочной смеси.Заливы возникают из-за изношенности опок, их короблении, плохого крепления формы, неисправности модельной и стержневой оснастки.Перекос в литье, образуется в результате износа спарного хозяйства опок, небрежной сборки формы, неправильного монтажа моделей на модельной плите.Пригар — прочное соединение поверхности отливки с формовочной или стержневой смесью образующееся в результате недостаточной огнеупорности формовочных материалов. Их засоренности примесями, слабой набивки полуформ, повышенной влажности формовочной смеси, недостаточной просушенности стержней.Ужимины — узкие и длинные вмятины на теле отливки, покрытые слоем металла, отделенного от основного тела отливки прослойкой формовочной смеси. Образуются но больших плоских поверхностях. В следствии теплового воздействия металла на формообразующую поверхность формы. В результате чего поверхностные слои форм разогреваются и деформируются, образую ужимины.
Для предотвращения образования ужимин нужно выполнять требования технологического процесса: уплотнять полуформы не более заданной плотности набивки. Заливать форму с температурой металла согласно утвержденного технологического процесса изготовления отливок. Увеличить скорость заливки металла в форму. Применять противопригарные краски хорошего качества.Горячие трещины возникают при высокой температуре заливки металла в форму. Неправильной конструкции литниковой системы, при плохой податливости форм и стержней. Неправильной конструкции отливки, при отклонении хим. состава сплава.Холодные трещины возникают при неравномерном охлаждении разных частей отливки. Из-за преждевременной выбивке отливок из формы, при очистке, бой при перекладке между операциями.Газовые раковины— пустоты округлой формы в теле отливки с гладкой поверхностью, бывают наружные (открытые) и внутренние (закрытые), возникают из-за повышенной газотворности и низкой газопроницаемости формы. Неправильной вентиляции формы, повышенной влажности формы и стержней, повышенная насыщенность жидкого металла газами. Обвал формы (подрыв формы). Возникает при низкой прочности формовочной смеси, при неисправности формовочного оборудования, сильные толчки и удары по форме при ее сборке.Шлаковые раковины — находятся на поверхности и внутри отливки. Возникают при заливке металла в форму из-за некачественной очистки металла от шлака в ковше. Низкой стойкости футеровки ковшей, неправильной конструкции литниковой системы.Усадочные раковины возникают из-за недостаточного питания отливки в процессе кристаллизации. Не технологичности отливки, заливки в форму горячего металла.
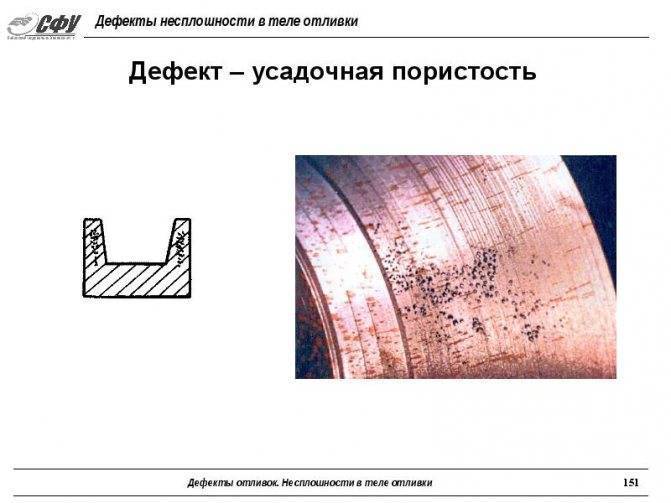
Рыхлота и усадочная пористость — образуются при недостаточном питании отливки жидким металлом в процессе ее затвердевания, и в утолщенных местах. Для предотвращения рыхлоты в утолщенных частях отливки ставят холодильники. Изменяют конструкцию отливки выравнивая толщину стенок.Нарушение химического состава сплава, несоответствие механических свойств не соответствующих чертежному. Происходит из-за неправильной дозировки компонентов металлической шихты перед завалкой в плавильную печь