bredent-техника литья. Дентальное литье — точность
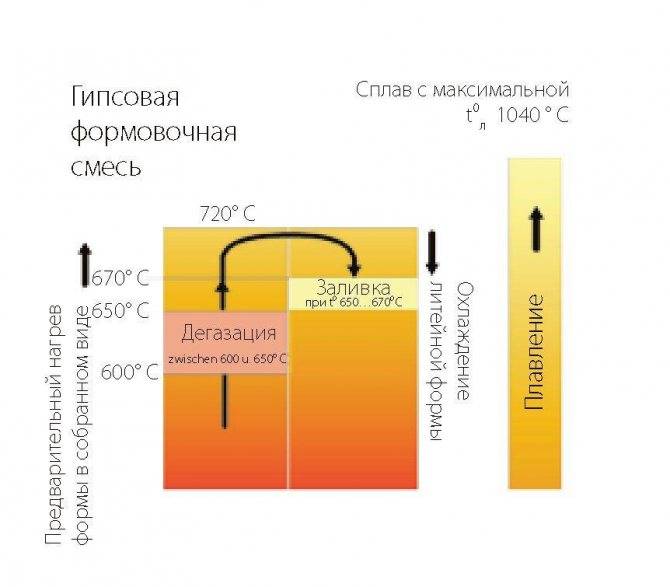
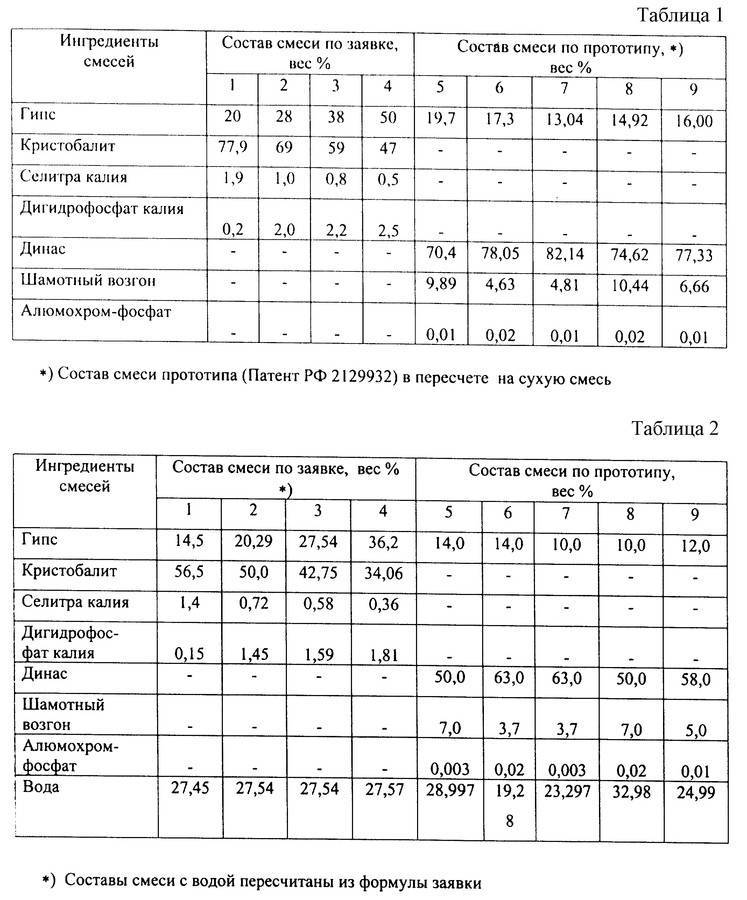
Поэтому гипсовая формовочная смесь используется только для литья золотосодержащих сплавов с температурой ликвидус ( 1:°л ) от 1040 ° C, которые заливают в собранную форму, подогретую до 670 ° C. Охлаждающий эффект формовочной массы залитой формы не дает расплаву достичь температуры 980 ° C.
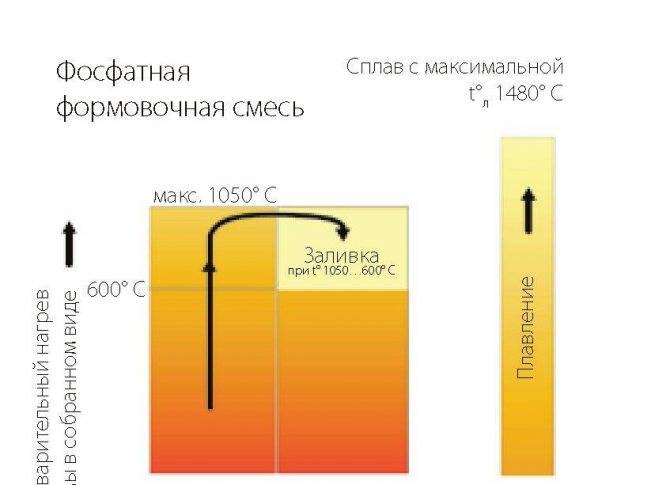
Фосфатные формовочные смеси Высокая устойчивость фосфатов к воздействию температуры позволяет использовать эти формовочные смеси для всех сплавов, применяемых в зубопротезной технике.
Поэтому они нашли широкое применение. Кремниевый золь в сочетании с дистиллированной водой в качестве связующего компонента обеспечивает широкий диапазон регулирования расширения и делает эту группу формовочных материалов соответствующей всем требованиям зуботехнической лаборатории. Силикатные формовочные смеси
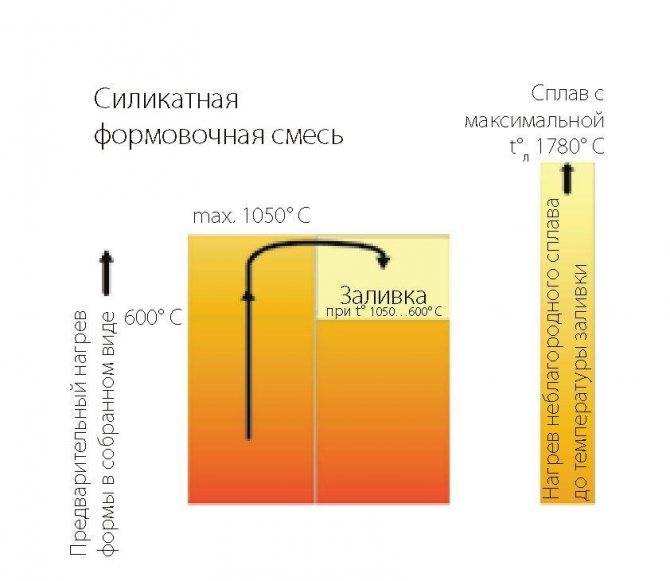
Исходя из факта, что расширение формовочной мас сы этого типа не регулируется, ее можно применять только для литья съемных и несъемных конструкций из сплавов неблагородных металлов.
Кварц и кристо балит имеют высокий коэффициент теплового рас ширения, что делает невозможным их применение для сплавов благородных металлов, требующих мини мального расширения формовочной смеси.
Во время формовки и заливки происходит испарение кислоты и соединение кислотных паров с вдыхаемым воздухом, нанося вред здоровью зубного техника.
| Гипсовые формовочные смеси | Очень легко разупрочняются после заливки и позволя ют без труда извлекать отлитые детали с незначитель ной окисной пленкой. Высокий процент содержания кристобалита в формовочной смеси дает возможность получать гладкие поверхности отливки. | Всего лишь одно ограничение при использовании: опасность насыщения отливки серой. Материалы тонко реагируют на условия хранения, обработки и процесс предварительного нагрева. |
| Фосфатные формовочные смеси | Могут применяться для всех отраслей промышленности и техники. Очень широкие возможности управления расширением. Высокая точность при литье мостовид ных протезов большой протяженности. При правиль ном режиме складирования на продолжительный срок сохраняют свойства. | Жесткие и вследствие этого плохо разупрочняются. Прочная оксидная пленка; сложнее операции очистки. Чувствительны к процессу предварительного нагрева, а также к прямому воздействию света и тепла. Их нельзя охлаждать ниже 4 ° C. |
| Силикатные формовочные смеси | Очень легко разупрочняются после заливки. Экономич ны. Формовочную массу можно подобрать очень точно в зависимости от области применения (например, для сплавов неблагородных металлов). | Подходят только для неблагородных сплавов. Образуют шероховатую поверхность отливки. Вследствие этого до полнительно должна быть применена мелкодисперсная формовочная смесь. При обработке формовочной массы используют кислоту, что может вызвать определенные сложности. |
Холодно твердеющая смесь
Для укрепления формовочного материала используются химические вещества, связывающие частицы смеси. Этот метод обязан своим наименованием тому, что для схватывания реагентов не требуется нагрев и просушка формы. В смесь добавляются быстро схватывающиеся жидкие смолы, катализаторы и специальные затвердители.
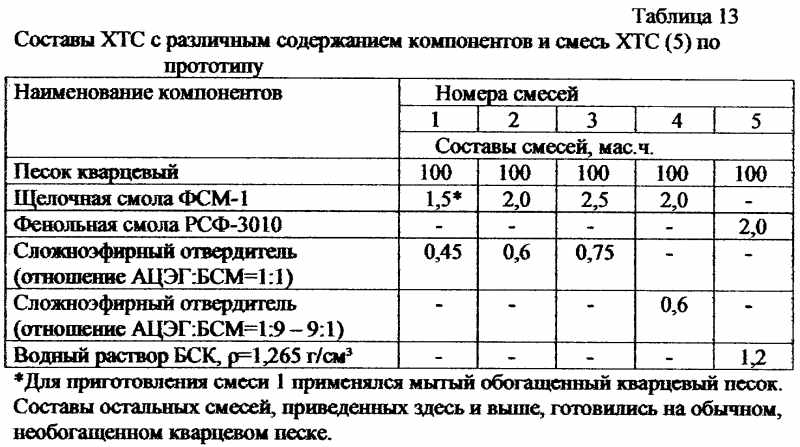
Состав ХТС
Литье в ХТС
Литье в выполненные из ХТС формы отличается повышенной относительно других видов земли точностью и наиболее высоким качеством поверхности. Размеры форм ХТС заметно меньше, чем для литья в землю. Материалы для таких смесей стоят существенно больше.
ХТС применяется в случае изготовления особо ответственных изделий, использования высококачественно стали, цветных металлов и специальных чугунов.
Формовка ХТС
Работа с ХТС, в отличие от земли, требует быстроты — ведь время затвердевания смол с учетом используемых катализаторов и отвердителей составляет от 10 минут до получаса при 20 °С.
Трамбовка при этом методе не требуется, важно лишь точно расположить модель в опоке и быстро залить тщательно перемешанный и подготовленный состав. Материалы для оснастки обычно применяют такие, как дерево, металл или МДФ
Особенности плавки и литья алюминиевых сплавов
При рафинировании флюсами частицы взвешенных неметаллических включений удаляются из металла, переходя в шлак, вследствие хорошей смачиваемости их расплавленным флюсом или растворения в нем этих включений. Для рафинирования большинства алюминиевых сплавов используют флюс, состоящий из 47% КCl, 30% NaCl и 23% Na3AlF6. Флюс в количестве 0,5—1% от массы металла засыпают на поверхность расплава, нагретого до 700—750 °С, затем замешивают в него в течение 3—5 мин, после чего удаляют шлак и выстаивают в течение 10—15 мин для более полного всплывания и отделения замешанного флюса.
Для уменьшения загрязненности металла твердыми неметаллическими включениями применяют также фильтрование через сетчатые и кусковые фильтры из раздробленных флюсов, устанавливаемые в песчаных и металлических формах между стояком и коллектором, между литейной чашей и стояком (см. гл. 1), что позволяет в 1,5—3 раза снизить загрязненность сплавов неметаллическими включениями.
Наиболее эффективным является фильтрование алюминиевых сплавов через слой расплавленного рафинирующего флюса (рис. 8.3,6). В этом случае сплав поступает на диск 2, имеющий отверстие диаметром 5— 10 мм, и в виде струек проходит через расплавленный флюс 3, плотность которого меньше плотности сплава. Накопившийся в электрообогреваемом тигле 1 металл выпускается в раздаточный ковш 5 при подъеме запорного стержня (стопора) 4.
Эффективным способом очистки от растворенных газов является вакуумирование. С понижением давления растворенные газы выделяются из расплава и удаляются в виде пузырьков. Обработку металла проводят в вакуумно-продувочной камере 1, в которую помещают ковш 2, вакуумируют металл и дополнительно продувают его газом (рис. 8.3,в).
Алюминиевые сплавы на основе системы Al—Si (силумины) перед заливкой подвергают модифицированию. При этом происходит измельчение частиц кремния, что приводит к повышению механических свойств сплавов, особенно относительного удлинения и ударной вязкости. Модифицирование осуществляют введением в расплав стронция в виде лигатуры, 0,1% металлического натрия или смеси его хлористых и фтористых солей. Эти соли одновременно выполняют роль защитных и рафинирующих флюсов.
Модифицирующий флюс в количестве 1,5—2% засыпают на поверхность расплава и выдерживают в течение 12 мин, после чего замешивают в металл и после выдержки в течение 1,5—2 мин удаляют вместе со шлаком.
Широко применяют в литейных цехах универсальные флюсы, обработка которыми позволяет совместить рафинирование и модифицирование сплава. Все они содержат хлористые и фтористые соли. Например, универсальный флюс № 3 содержит 50% NaCl, 10% КCl, 30% NaF и 10% Na3AlF6.
Чтобы предотвратить загрязнение сплава оксидами в процессе заливки, необходимо обеспечить плавное, без завихрений заполнение формы металлом, что достигается использованием расширяющихся литниковых систем, которые способствуют и отделению неметаллических частиц. Широко применяют сифонные литниковые системы и вертикально-щелевые (см. гл. 2), позволяющие получить наиболее благоприятное распределение температуры по высоте отливки и направленное затвердевание снизу вверх.
Алюминиевые сплавы склонны к образованию усадочных раковин и усадочной пористости, устранение которых достигается простановкой прибылей, холодильников, а для ответственных деталей использованием кристаллизации под давлением в автоклаве. Применение давления при кристаллизации позволяет получить наиболее плотные отливки из алюминиевых сплавов.
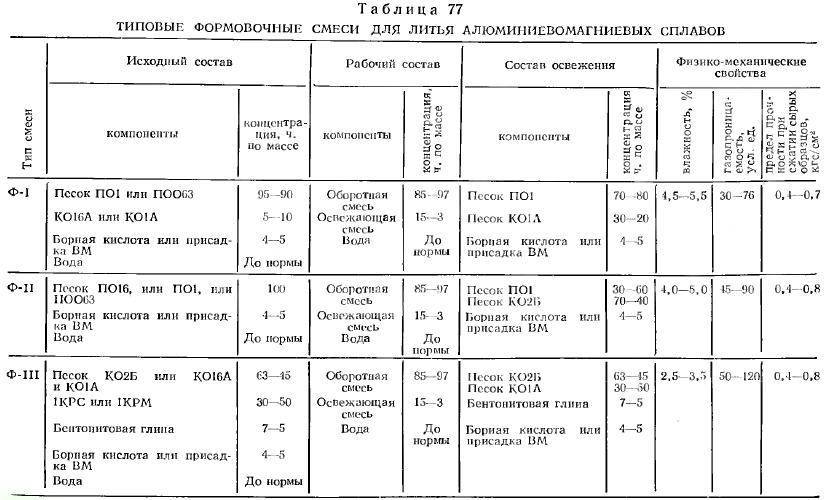
В связи с невысокой температурой плавления и хорошей жидкотекучестью алюминиевых сплавов для приготовления формовочных и стержневых смесей применяют мелкозернистые пески со значительным содержанием глины (классов П, Т, а также ЗК, 4К). В состав формовочных смесей входит 75—90% оборотной смеси и 10— 25% свежих песков.
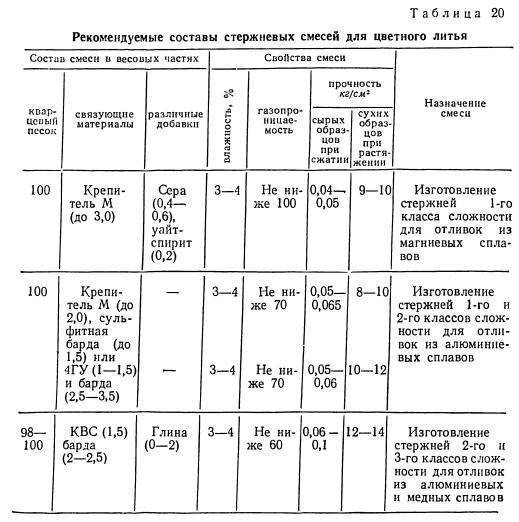
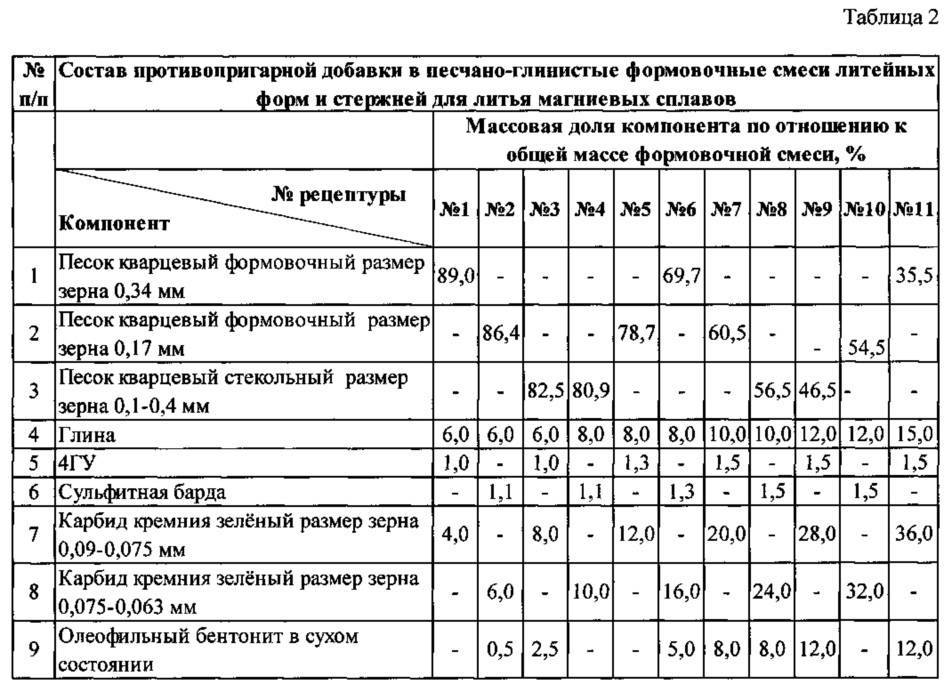
В формовочные смеси для алюминиево-магниевых сплавов, чтобы предупредить их окисление в процессе заливки и кристаллизации, вводят защитные присадки (RM, борная кислота в количестве 4—5%).
Для крупносерийного и массового производства применяют безводные песчано-бентонитовые смеси с минеральными маслами, позволяющие изготовлять литейные формы повышенной прочности прессованием под высоким давлением.
Нанесение огнеупорного покрытия на модель
Перед нанесением огнеупорного покрытия модель обезжиривают 1,5 %-ным водным раствором нейтрального мыла, соды или олеиновой кислоты и т.п.
Огнеупорное покрытие наносят на модель путем однократного погружения в суспензию, или двух-, или трехкратного с интервалами 10-25 с для сушки очередного слоя на воздухе. Модельный блок после последнего погружения в суспензию обсыпают зернистым огнеупорным материалом. Если предусмотрено вытапливание модели в горячей воде, жидкостекольное покрытие закрепляют 18 %-ным водным раствором хлористого аммония, подкисленного 0,3 % соляной кислоты. Для закрепления покрытия модель после нанесения очередного слоя погружают в бачок с закрепителем на 40-90 с.
При изготовлении комбинированных форм для получения отливок из цветных сплавов модель погружают в подготовленную быстротвердеющую гипсовую массу и выдерживают в ней до затвердевания массы.
Состав – формовочная стержневая смесь
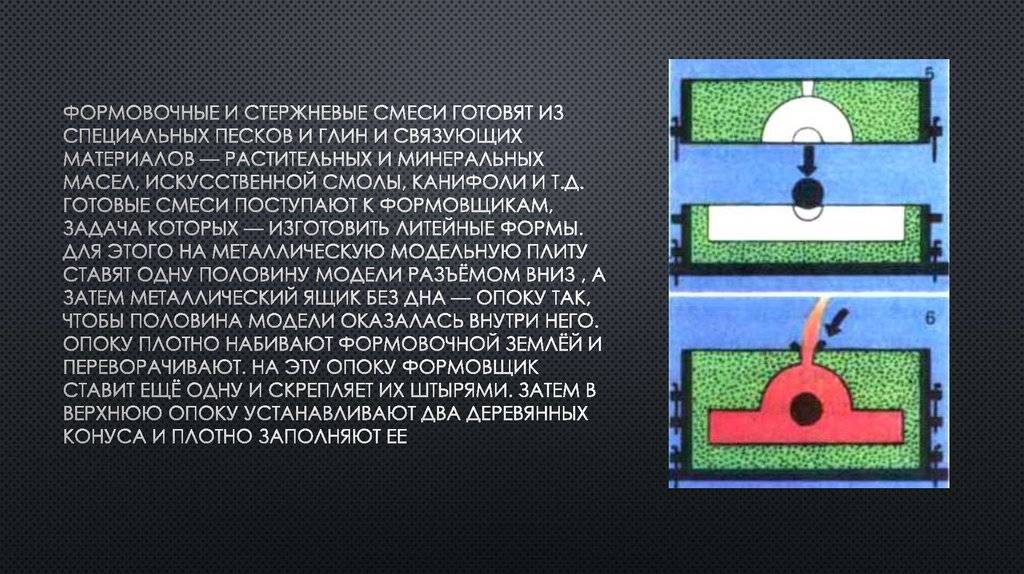
| Литейная форма. |
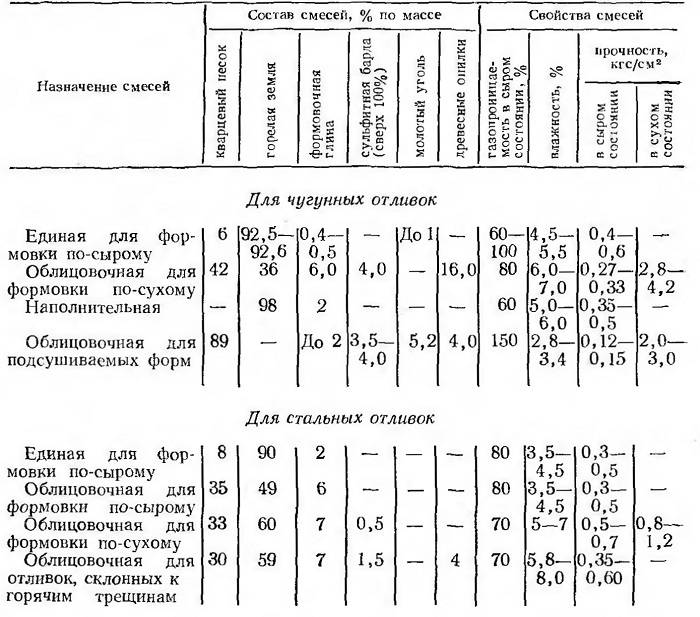
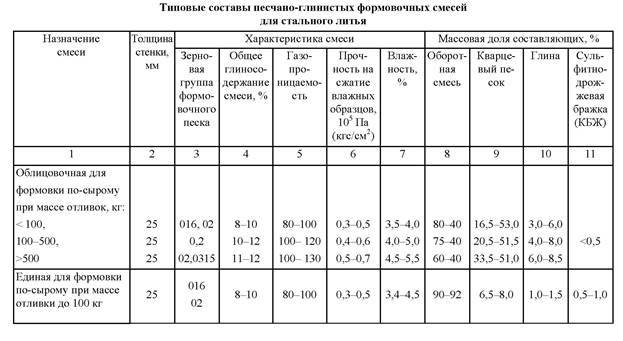
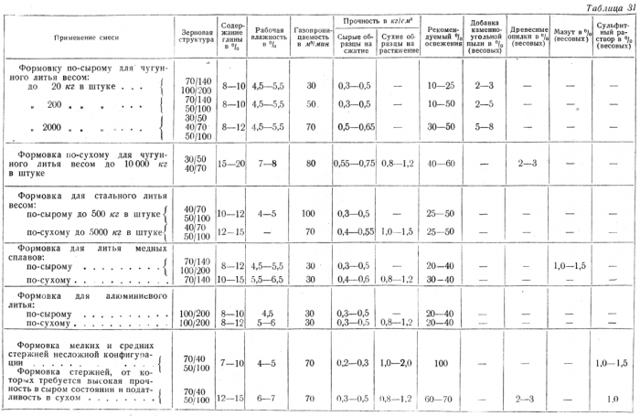
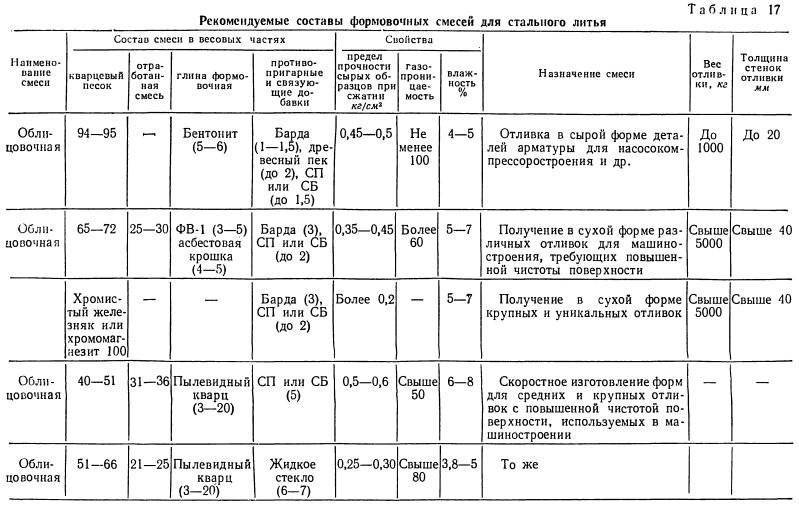
Составы формовочных и стержневых смесей выбирают в зависимости от литейного сплава, массы отливки и других условий. Для получения отливок высокого качества формовочные материалы должны обладать определенными механическими, физическими и технологическими свойствами.
Состав формовочных и стержневых смесей разнообразен и зависит от рода сплава, массы, толщины стенки и конфигурации отливки, предъявляемых к ней требований, характера производства.
В состав формовочных и стержневых смесей глина может вводиться в сухом размолотом состоянии или в виде заранее приготовленной водной суспензии. В последнем случае достигается наилучшая гидратация глины, однако при употреблении влажных формовочных материалов дополнительная вода, содержащаяся в суспензии, может вызвать переувлажнение изготовляемых смесей.

В состав формовочных и стержневых смесей глина может вводиться в сухом размолотом состоянии или в виде заранее приготовленной волной суспензии. В последнем случае достигается наилучшая гидратация глины, однако при употреблении влажных формовочных материалов дополнительная вода, содержащаяся в суспензии, может вызвать переувлажнение изготовляемых смесей.
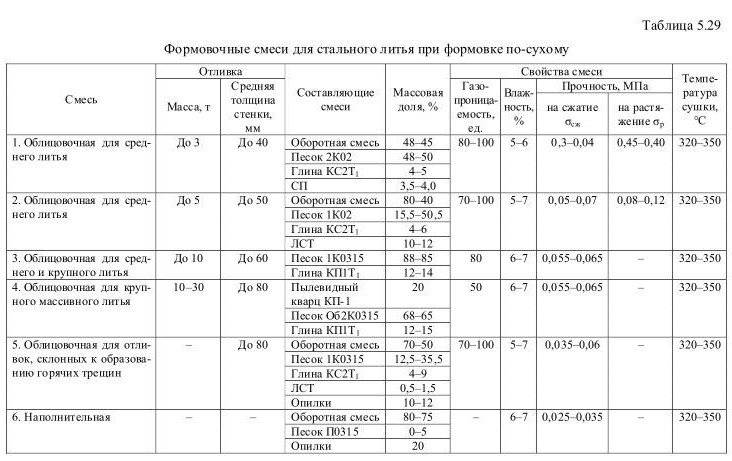
Изменение состава формовочной и стержневой смеси и ее загрязнение происходят вследствие воздействия высокой температуры металла на прилегающие слои разовой формы. Так, например, при заливке форм сталью органические связующие подвергаются распаду, обугливанию и сгоранию, в связи с чем зерна песка покрываются прочно пристающей пленкой из глины и углеродистого вещества. Под влиянием высокой температуры зерна песка растрескиваются и размельчаются, глина спекается, теряет свои первоначальные свойства – пластичность и клейкость, превращается в балласт, понижающий газопроницаемость смеси, что ухудшает качество отливок. Кроме этого, происходит механическое засорение смеси металлическими включениями, щепками, асбестом и др. Задача восстановления отработанной смеси заключается в освобождении оставшегося неиспорченного зернового состава смеси от засорения посторонними частицами – металлическими и неметаллическими и удалении пыли.
Выбор состава формовочных и стержневых смесей зависит главным образом от вида сплава, из которого получают отливки. Состав смеси указывают в технологической карте.
Что входит в состав формовочных и стержневых смесей.
Глина применяется в составе формовочных и стержневых смесей. В качестве основного связующего материала глина применяется при изготовлении стержней V класса.
Глина применяется в составе формовочных и стержневых смесей.
Во избежание этих пороков следует тщательно подбирать составы формовочных и стержневых смесей.
Должен знать: назначение материалов, входящих в состав формовочных и стержневых смесей; основные требования, предъявляемые к формовочным и стержневым смесям; правила работы на ручных и механических ситах и воздушных классификаторах; правила управления обслуживаемыми механизмами для смешивания формовочных материалов; наименования материалов, применяемых для приготовления сульфитного щелока, графитовой пасты, клея, краски, крепителей и различных составов; правила хранения их и обращения с ними.
Технология изготовления формы для производства отливок серого чугуна, составы формовочных и стержневых смесей и всех вспомогательных материалов должны соответствовать не только характеру производства отливок данной конструкции, ее размерам, весу и толщине тела ( стенки), но и литейным свойствам серого чугуна как материала для фасонного литья. Устройство литниковой системы в зависимости от конструкции отливки и расположения ее в форме может быть с подводом металла через один питатель или через несколько питателей ( на одном уровне или на нескольких уровнях по высоте отливки) по преимуществу в тонкие части отливки, что целесообразно для выравнивания температуры металла в форме и процесса кристаллизации его в форме. Ввиду сравнительно небольшой усадки серого чугуна прибыли применяют лишь для массивных крупных отливок.
При изготовлении отливок из алюминиевых и магниевых сплавов в состав формовочных и стержневых смесей вводят борную кислоту, фтористую присадку или присадку ВМ, которую вводят в виде водного раствора или порошка, состоящую из 58 – 62 % мочевины, 13 – 17 % борной кислоты и 15 – 19 % нефелинового коагулянта. Вводимые присадки препятствуют окислению и самовозгоранию этих сплавов за счет образования защитной атмосферы.
Бентонитовые комовые и порошкообразные глины – минеральное связующее в составе формовочных, стержневых смесей и противопригарных покрытий.
Разновидности сплавов
Бронза включает в свою основу медь и легирующие добавки (бериллий, свинец, алюминий, кремний и олово). Во всех ее сплавах присутствуют и такие компоненты как цинк, фосфор и пр. Помимо бронзы современная промышленная индустрия занимается изготовление и иных сплавов из меди — константан, копель, нейзильбер, мельхиор, латунь и т. д.
Количество и тип легирующих компонентов в составе бронзового сплава определяет его химические и физические характеристики, а также расцветку материала.
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления. Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди. Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Читать также: Схема сварочного аппарата переменного тока
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
- Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
В настоящее время наибольшее распространение имеют бронзы, в состав которых добавлено олово. Для целей маркировки материала независимо от состава применяется обозначение «Бр», после которого указаны используемые добавки и их содержание в материале. Для примера можно произвести расшифровку бронзы «БР ОЦСНЗ-7−4−2-. В этом оловянном сплаве содержится олово, цинк, свинец и никель. Цифры обозначают их процентное содержание в бронзе. Состав любой марки бронзы может содержать и иные элементы, имеющие следующие обозначения:
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
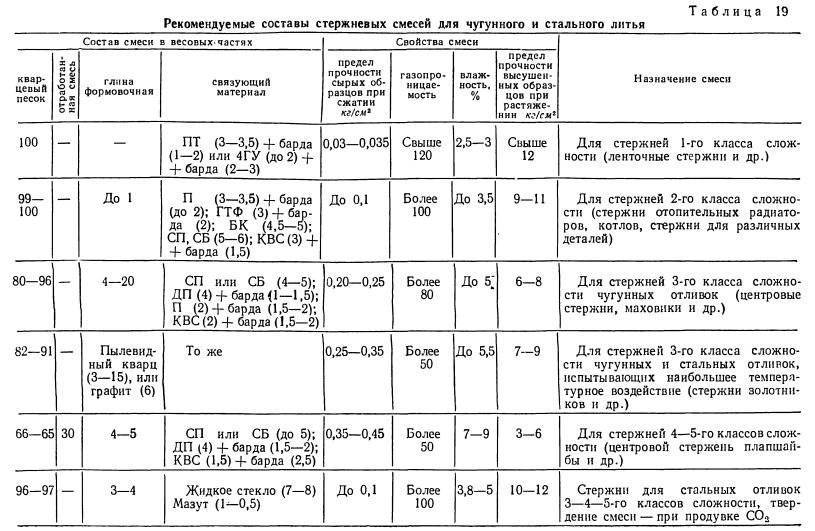
Понятие о свойствах формовочных и стержневых смесей
§ 23.
Исходные формовочные материалы, употребляемые для изготовления разовых форм, делятся на следующие группы: основные (песок, глина) и вспомогательные (связующие для стержней, уголь, древесные опилки, торф, графит, краски для форм и стержней, припылы, стержневой клей и др.).
Для получения качественных отливок различные исходные материалы смешивают друг с другом в разных пропорциях. Основной частью формовочной смеси является кварцевый песок; глина добавляется для связывания зерен песка между собой. В зависимости от рода сплава в формовочных смесях, кроме песков и глин, применяют высокоогнеупорные материалы в виде шамота, хромистого железняка, магнезита, асбеста или вводят про- тивопригарные вещества типа каменноугольной пыли, графита, пылевидного кварца, мазута, талька и т. п.
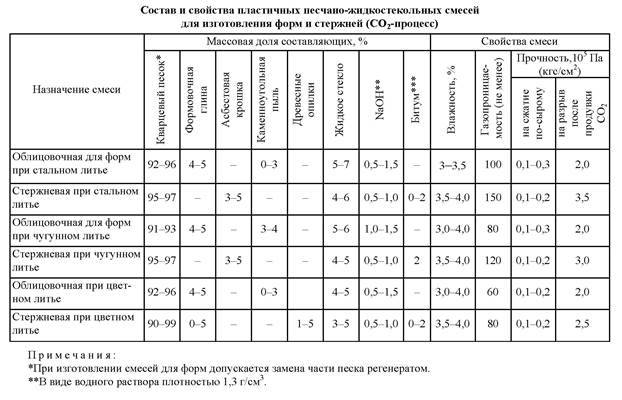
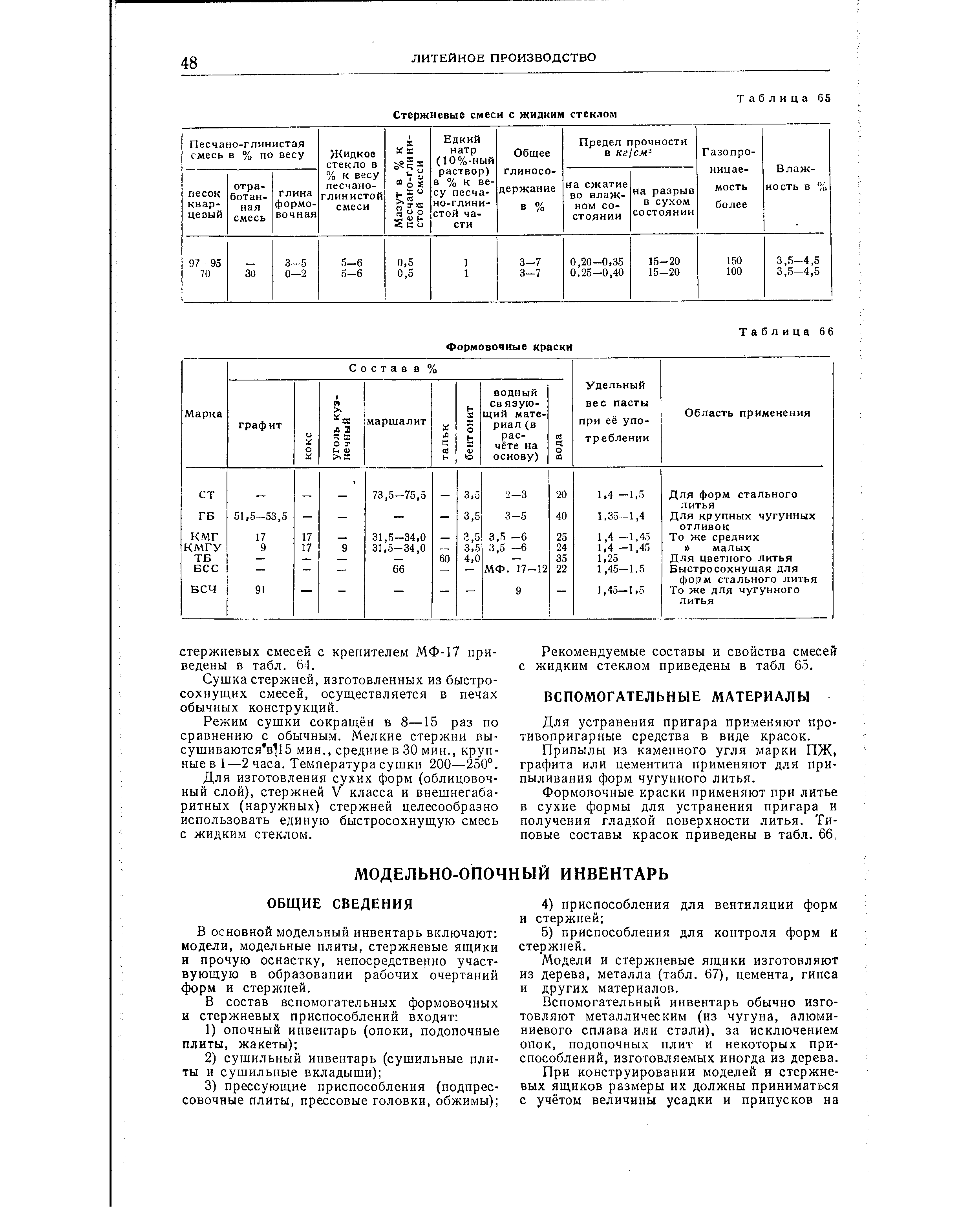
При изготовлении стержневых смесей применяют связующее на основе растительного масла (4ГУ), продуктов переработки нефти, торфа, угля, сланцев и древесины (ГТФ, П, ПС, УСК-1, КО, ПТ, сульфитная барда и др.), синтетической смолы (М, УКС, ВР-1, ФФ-1С, ПК-104), неорганических соединений (этилсили-кат, жидкое стекло, цемент) и др.
Для получения качественных отливок формовочные и стержневые смеси должны обладать разнообразными свойствами, главнейшими из которых являются: пластичность, влажность, прочность, газопроницаемость, податливость, огнеупорность, непри-гораемость, долговечность.
Пластичность — свойство формовочной смеси отчетливо воспроизводить отпечаток модели или стержневого ящика. Необходимая пластичность достигается определенным содержанием в смеси глины и воды.
Влажность влияет на свойства формовочных смесей. Недостаток влаги приводит к снижению прочности смеси и увеличению осыпаемости формы, а ее избыток — к снижению прочности и газопроницаемости. Особое влияние на качество отливок оказывает влажность при производстве литья в сырых формах.
Прочность — способность уплотненной смеси сопротивляться внешним усилиям. При недостаточной прочности смеси отдельные части формы могут разрушаться, что может быть причиной брака отливки.
Г азопроницаемость характеризует свойство формовочной смеси в уплотненном состоянии пропускать газы. Это свойство смеси необходимо для удаления из полости формы водяных паров и газов, выделяющихся из самой смеси и из расплава во время ее заполнения.
Податливость — способность смеси литейных форм и стержней деформироваться под действием сил, возникающих при усадке отливки. Недостаточная податливость приводит к образованию горячих трещин.
Огнеупорность — свойство формовочных материалов не размягчаться и не расплавляться под воздействием высокой температуры залитого металла. Недостаточная огнеупорность приводит к образованию на поверхности отливок термического пригара, ухудшающего качество отливок и затрудняющего процесс очистки.
Непригораемость характеризует свойство формовочной смеси легко отделяться от поверхности отливки в процессе выбивки форм. Это свойство смеси обусловливается взаимодействием ее составляющих с окислами заливаемого в форму металла.
Долговечность — способность формовочных материалов сохранять свои свойства после повторных заливок.
Из инструментов и прочего нам понадобится:
- емкость для смешивания всего и вся;
- мешалка (тут можно обойтись и руками, но если она у вас есть- хорошо);
- заранее изготовленные рамки для формовки, чтобы половинки формы ровно стыковались без смещения;
- печка;
- сито для просеивания песка и глины;
- мерный стаканчик, либо глаз-алмаз;
- кисточка для нанесения талька и очистки формы;
- модель, которую будем отливать;
- пара отрезков труб или банок или чего угодно диаметром 80-100 мм и высотой 50-80 мм (для формовки литников, тут так же можно обойтись и руками- слепить бублик, но с банками будет аккуратнее и проще =)
- тонкостення трубка диаметром 20+- мм. для формовки литников;
- слесарный инструмент для обработки отливки; (список собрался довольно емкий, но все инструменты пустяковые и большая их часть может найтись в хозяйстве).
Обязательные свойства
Для того чтобы получить действительно качественную и прочную отливку точных форм, необходимо использовать для изготовления форм формовочные материалы и смеси, обладающие рядом свойств.
Высокая огнеупорность. Так называется свойство изделия/материала выдерживать высокие температуры и не разрушаться под их воздействием. Тут стоит заметить, что чем крупнее фракция у использованного кварцевого песка, тем выше будет огнеупорная стойкость смеси, однако гладкость поверхности отливки не будет идеальной.
Прочность. Очень важным свойством готовой формы для литья является её способность выдерживать различные нагрузки, в том числе увеличивающиеся при заливании в неё жидкого расплава.
Пластичность. Данное физическое свойство наделяет поученную смесь способность под воздействием повышенной нагрузки деформироваться, но не разрушаться при этом.
Податливость. Это особенное, уникальное свойство, которое достигается путём грамотных расчетов соотношения содержания включенных компонентов

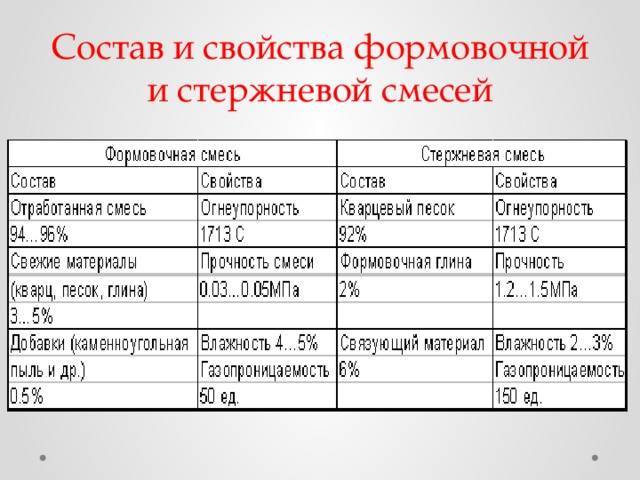
Очень важно, чтобы данный показатель был на достаточном уровне, т.к. если он ниже необходимой нормы, то в отливках возникает напряжение, следствием которого становится коробление, возникновение трещин.
Газопроницаемость
Дело в том, что при взаимодействии расплава с формовочной смесью происходит образование газов, и если данный показатель будет низким, то неизбежным станет возникновение такого дефекта, как газовые раковины.
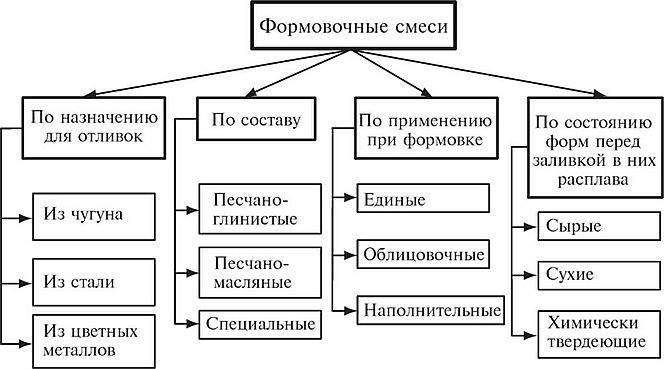
Формовочные смеси необходимы для изготовления разовых форм для литья. Они бывают разных видов: облицовочные, единые, наполнительные. Стержневые применяются для изготовления стержней, формирующих внутренние полости в отливке, поэтому у них более жёсткие требования к составу и свойствам (требуется выше огнеупорность, прочность и т.д.).
§ 1. Формовочные пески и глины
Формовочные пески – это осадочные горные породы, образовавшиеся в результате отложения минералов и выветривания осадков. Пески обычно носят название карьера, в котором их добывают, например, Люберецком, Гусаровском, Кичигинском и др. Добывают пески открытым способом. Если пески содержат примеси или имеют неоднородный зерновой состав, то в карьерах их обогащают, освобождая от посторонних примесей, а также разделяют на фракции по размерам зерен.
Основной составной частью таких песков являются зерна минерала кварца (SiO2); температура плавления его 1713°С. Кроме зерен кварца песок содержит частицы полевых шпатов, слюды, окислов железа, глинистых и других минералов.
В зависимости от содержания глинистой составляющей пески делят на кварцевые и глинистые.
Кварцевыми называют пески, содержащие глинистых составляющих не более 2%. Пески, содержащие более 2% глинистых составляющих, называют глинистыми (табл. 1).
1. Классификация и состав (%) формовочных песков
| Песок | Класс | Глинистая составляющая | SiO2 | Вредные примеси | |
| окислы щелочноземельных металлов | окислы железа | ||||
Обогащенный кварцевый | Об1К Об2К Об3К | 0,2 0,5 1,1 | 98,5 98,0 97,5 | 0,4 0,75 1,0 | 0,2 0,4 0,6 |
Кварцевый | 1К 2К 3К 4К | До 2 | 97 96 94 90 | 1,2 1,5 2,0 – | 0,75 1,0 1,5 – |
Тощий | Т | Св. 2 до 10 | – | – | – |
Полужирный | П | Св. 10 до 20 | – | – | – |
Жирный | Ж | Св. 20 до 30 | – | – | – |
Очень жирный | Ож | Св. 30 до 50 | – | – | – |
Зерновой состав формовочных песков (табл. 2) определяют по навеске 50 г сухого песка, от которого отделена глинистая составляющая. Навеску сухого песка просеивают через набор калиброванных сит с точными размерами ячеек. Песок, оставшийся в наибольшем количестве на трех смежных ситах, называют основной зерновой фракцией.
2. Классификация песков на группы по величине зерен основной фракции
Песок | Группа | Номера сит, на которых остаются зерна основной фракции |
Грубый | 063 | 1; 063; 04 |
Очень крупный | 04 | 063; 04; 0315 |
Крупный | 0315 | 04; 0315; 02 |
Средний | 02 | 0315; 02; 016 |
Мелкий | 016 | 02; 016; 01 |
Очень мелкий | 01 | 016; 01; 0063 |
Тонкий | 0063 | 01; 0063; 005 |
Пылевидный | 005 | 0063; 005; тазик |
При выборе песков следует учитывать характер изготовляемых отливок. Для крупных отливок применяют более крупный песок, который придает смеси повышенную огнеупорность и газопроницаемость. Для мелких отливок используют мелкозернистый песок, обеспечивающий получение более чистой поверхности.

Пески делят на две категории А и Б. К категории А относят пески с большим остатком основной фракции песка на крайнем верхнем сите из трех смежных, к категории Б – пески с большим остатком на крайнем нижнем сите.
При маркировке песка на первом месте ставят обозначения класса, на втором – группы, на третьем – категории. Например, кварцевый песок средней зернистости обозначается 1К02А, 2К02А или 1К02Б, 2К02Б; тощие пески обозначают Т0315А, полужирные и очень жирные пески П025, ОЖ01.
Для улучшения качества поверхности отливки применяют в некоторых случаях формовочные материалы с более повышенной, чем у кварцевых песков, огнеупорностью и высокой химической стойкостью.
К ним относят:
оливины, имеющие формулу химического соединения (Mg, Fe)2[SiO4]. Температура плавления оливиновых песков около 1800°С. Их применяют как составную часть облицовочной смеси для форм крупных стальных и чугунных отливок;
хромистый железняк-минерал, имеющий химический состав, соответствующий формуле Fe Cr2O4. Температура его плавления зависит от количества примесей в основном веществе, но выше температуры плавления кварца. Хромистый железняк в виде зерен размером 1 – 1,5 мм применяют в облицовочных смесях для форм крупных стальных отливок;
циркон ZrSiO4, имеющий высокую температуру плавления (2450°С) и большую, чем у кварца, теплопроводность. Измельченный циркон применяют для приготовления формовочных и стержневых смесей, красок и паст;
шамот (mAl2O3*nSiO2), представляющий собой огнеупорную глину, обожженную до потери пластичности. Шамот используют в смесях для изготовления сухих литейных форм средних и крупных стальных отливок.
Как отлить алюминий дома?
Технология домашнего получения алюминия практически идентична промышленным способам. Поэтому при отливе требуют использовать заводские методы с небольшими поправками на масштабы производства и домашние условиях. Наиболее распространенная технология лить алюминия дома – использование форм.

Пресс-форм для литья алюминия
Учитывая все вышесказанное, требуется подобрать необходимое оборудование (печь для лома алюминия) и соорудить форму для литья (как сделать будет рассмотрено позже).
Сам процесс будет состоять из нескольких этапов:
- Очищение лома от грязи, примесей и различных наполнителей, которые могут повлиять на конечную чистоту сплава. На этом же этапе требуется измельчить алюминий до малого размера.
- Проводится процесс плавления при помощи заранее подобранного способа. Полное расплавление металла позволяет убрать из массы металла все ненужные добавки. А также на этом шаге подбирается формовочная смесь.
- Последним шагом станет добавление алюминия в подготовленную форму для плавления. Далее, следует дождаться затвердевания массы и после этого можно освобождать сплав от формы.
На этом процесс литья будет завершен. На протяжении всей процедуры следует соблюдать правила безопасности при работе с раскаленным металлом.