

Конструкция и принцип работы простейших сварочных аппаратов
Для получения устойчивой сварочной дуги, которая позволит сваривать металл разной толщины, требуются токи в пределах 70 – 150 А. Если использовать устройства, рассчитанные на напряжение 220 В, то они должны потреблять высокую мощность, в пределах 15 – 30 кВт. Поэтому такие установки будут громоздкими, да и работать с ними нормально не выйдет. А в домашних условиях их просто будет невозможно подключить, стандартные сети не рассчитаны на подобную нагрузку.
Поэтому основной задачей при проектировании и сборке сварочных аппаратов становится обеспечение необходимой силы тока при снижении потребляемой мощности. Это возможно только при выполнении сварочных работ с пониженным напряжением на электродах.
Простейший сварочный аппарат представляет собой следующую конструкцию:
- Понижающий трансформатор, обеспечивающий снижение напряжения до пределов 55 – 70 В и повышающий при этом силу тока до требуемых параметров. Благодаря этому и удаётся снизить энергопотребление до разумных пределов.
- От трансформатора к электроду и обрабатываемой детали ток подаётся при помощи специальных сварочных кабелей. Они отличаются увеличенным сечением и усиленной изоляцией, позволяющей работать с большими токами.
- Для сварки потребуются электроды, устанавливаемые в держатель. Благодаря применяемой обмазке они упрощают зажигание и поддерживание электрической дуги, которая и становится источником тепловой энергии, необходимой для плавления металла.

Сварочный трансформатор Сложных устройств в конструкции таких сварочных аппаратов нет. Но при проектировании необходимо выполнить расчёт основных параметров, иначе подключение несоответствующего оборудования к сети приведёт к выходу его из строя, к коротким замыканиям на линии или им просто будет невозможно варить.
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества. Виды контактной сварки:
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Точечная сварка на основе инвертора
Контактная сварка из инвертора, изготовленная своими руками, является наиболее распространённым видом самодельного споттера для рихтовки. Существует множество способов сборки этого прибора.
Такой вид споттера очень похож на контактную сварку и является ее модификацией. Но его конструкция имеет отличительную черту — в ней отсутствуют клещи. Именно поэтому его можно считать аналогом электродуговой сварки, в которой ток проходит сквозь корпус автомобиля. Один контакт сварки присоединяется к поверхности, а вторым выступают насадка и шток.
Инверторное устройство
Основной деталью устройства является пистолет, который можно сделать из аналогичного приспособления для строительного клея или от полуавтоматической сварки. Многие интересуются, как собрать пуллер своими руками. Схема довольно простая.
Включает она в себя следующие элементы:
- инверторная сварка;
- реле трёхстороннее.
Для того чтобы собрать его, понадобятся такие детали:
- 200 вольтовый тиристор;
- трансформатор, который регулирует напряжение и понижает его до 12 вольт;
- реле (30 ампер);
- диодный мост;
- контактная группа;
- кнопка для управления.
С помощью диодного моста происходит подключение трансформатора к сети, а к мосту подсоединяется тиристор.
Споттер работает по следующему алгоритму:
- нажимается кнопка питания, запускается конденсатор и на незначительное время тиристор и резистор;
- в последующем с помощью диодов подаётся напряжение на трансформаторную обмотку;
- дальше электрод (направляющая) сваривается с поверхностью автомобиля;
- при разрядке конденсатора закрывается тиристор, а трансформатор теряет ток;
- работа аппарата завершена, и только конденсатор продолжает заряжаться от трансформатора для дальнейшей работы.
В качестве альтернативы тиристоры и диодный мост заменяются симистрами. Конструкцию самодельного споттера необходимо тщательно рассчитать для его правильной работы. Он должен работать без перебоев даже с минимальными вложениями.
Необходимые материалы для работы
Для сбора аппарата нужно до 40 кубических сантиметров металла. По периметру тиристора перегревы случаются редко, чаще всего они возникают после кабеля. Шток устройства тоже может сильно нагреваться, поэтому желательно его делать из латуни.
Кабель аппарата должен быть с сечением 70 кв. миллиметров, а для длины молотка его достаточно 2 метров. Также необходимо обустроить импульсное управление.
Для начала следует вместе с медной шиной обмотать трансформатор вторичной обмоткой. Она может быть и алюминиевая. После этого нужно ещё два раза намотать слои обмотки. В результате должна получиться обмотка на 250 квадратных миллиметра (5 обмоток с шестью витками).
Алгоритм изготовления своими руками
Чтобы сделать агрегат самому, нужны некоторые навыки и понимание основ работы с такой техникой. Споттер из сварочного аппарата своими руками можно сделать в соответствии с чертежами. Для этого надо тщательно изучить конструкционные особенности аппарата. Можно использовать подручные детали.
Оборудование из инверторного аппарата
Чаще всего агрегат на основе инвертора изготавливается с применением самодельного материала. Основными составляющими устройства являются тиристорное реле и сварочный инвертор. Чтобы собрать приспособление, потребуются:
- тиристор с показателем 200 Вольт;
- трансформатор для понижения 122 вольт для управления реле посредством кнопки;
- реле с мощностью в 30 ампер;
- мост на диодах;
- кнопка для управления и контроля;
- контактная группа 220 вольт.
Основные этапы сборки
Чтобы сделать самодельный агрегат, идеально подходит сварочный аппарат Nordic. Необходимо уметь менять конфигурацию устройства так, чтобы споттер постоянного тока на выходе давал 1500 ампер, как минимум. Сборка осуществляется по следующим правилам:
- Снимают с аппарата вторичный слой. Иногда их бывает несколько.
- Перед установкой определяют количество витков на 1 Вольт. Первичная обмотка для этого оборачивается медной проволокой. Затем измеряют показатель Вольт.
- Полученный показатель делят на количество витков. Результат и будет указывать на число витков на Вольт.
- Из вторичного слоя, который был снят, производят шину. Желательно не допускать, чтобы этот параметр опускался ниже 160 квадратных мм.
- Напряжение должно равняться 6 вольт. Если сечение меньше, можно делить шину на несколько частей. Их скрепляют изоляционной лентой.
Количество фрагментов зависит от изначальных показателей. Допустим, если параметр равен 40 кв. мм., шина разрывается на 4 части. Необходимо взять две шины с обмоткой из изоленты или скотча для малярных работ. Изоляция должна быть последовательной. Сначала идет слой изоляционной ленты, затем — скотча, а сверху наматывается изолента. На открытые зоны можно установить клепки.
Полученные шины перемещаются на трансформатор. Этот процесс не является лёгким и требует определенных навыков. Необходимо наличие молотка и присутствие дополнительного помощника. Благодаря этому шина будет сидеть лучше и не получит каких-либо повреждений. Если показатель мощности нормальный, то приспособление можно считать готовым. Если же нет, придется проводить ряд экспериментов, подключая к первичной обмотке провода.
Рекомендации по эксплуатации
При выполнении сварочных работ необходимо выполнять требования по обеспечению безопасности труда:
- корпус СТ должен быть надёжно заземлён;
- на сварщике должна быть специальная одежда;
- голова должна быть защищена маской сварщика (очень популярны маски «Хамелеон», оснащённые самозатемняющимся светофильтром) и т. п.
При эксплуатации сварочного аппарата контактной сварки следует выполнять следующие дополнительные требования:
- сварщику необходимо стоять на резиновом коврике;
- на руках рабочего должны быть резиновые перчатки;
- сварочная маска не обязательна, но на лице должны быть защитные очки.
Принцип действия
Соединение деталей с помощью КТС осуществляется за счет воздействия на материалы электрической энергии. Эта энергия, преобразуясь в тепло, расплавляет небольшой участок металла. После его затвердевания образуется сварное соединение (шов).
Для осуществления КТС необходимы:
- источник электрической энергии, обеспечивающий необходимый ток;
- устройство прижима свариваемых деталей.
Источник электроэнергии для точечной сварки имеет:
- Низкое выходное напряжение (1- 3 В).
- Большую величину сварочного тока (>200 А).
При этом длительность импульса тока не превышает 1-2 секунды, а зона расплавления металла должна быть минимальной.
Устройство прижима обычно совмещается с электродами, по которым протекает ток сварки.
Сварочный аппарат из аккумуляторных батарей
Во время сварки с применением электрических приборов на бытовые сети возложена огромная нагрузка. В итоге долгой точечной сварки провода могут расплавиться или же поломается бытовое оборудование. Соответственно, устройство может питаться от автономного источника. Например, переносного генератора, который работает за счет бензина или дизтоплива. Такой генератор можно приобрести или сделать самому.









Будет нужно несколько АКБ от автомобилей б/у. В данном случае расчет силы тока составит 1/10 от емкости аккумулятора. При использовании аккумуляторов разной мощности расчет можно сделать посредством самой маленькой емкости.
Потребуется создать цепь из последовательно соединенных аккумуляторов. «Плюсы» и «минусы» скрепляют кусачками, проводами или же проводками для прикуривателя либо же любыми клещами. Провод выводят от свободного «минуса» к электроду и зажимают клещами. От свободного «плюса» в сторону рабочей пластины в цепь ставят реостат.
Когда оборудование готово, можно сделать дополнительно оборудование для зарядки.
Вместо заключения
Материалы для электродов, их форма и размер могут быть самыми разнообразными: от примитивных и простых до замысловатых и с трудно выговариваемым составом
Здесь важно четко осознавать, какой тип работ вам предстоит. И уже, исходя из этого, подбирать электроды
Электроды в контактной сварке
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов — стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки — это быстроизнашивающийся сменный инструмент сварочной машины. Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация. Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Рис. 2. Схемы электродов для точечной сварки: а — с наружным посадочным конусом; б — колпачковых
Электрод должен иметь минимальную массу, удобно и надежно устанавливаться на сварочной машине. Диаметр D должен обеспечивать устойчивость электрода против изгиба при сжатии его усилием сварки, а также возможность захвата инструментом для снятия. Внутренний диаметр должен обеспечивать ввод трубки с охлаждающей водой и выход воды, обычно d0 = 8 мм. Длина конусной части для крепления электрода в свече машины l1 <= 1,2 D. Угол конусности 1:10 при D < 25 мм и 1 : 5 при D > 32 мм. Диаметр рабочей части электрода выбирают в зависимости от толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью.
Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали.
Токоведущие губки стыковых машин по форме и размерам должны соответствовать поперечному сечению свариваемых деталей. Длину губок выбирают такой, чтобы обеспечить соосность деталей и предотвратить их проскальзывание при осадке. При сварке стержней она составляет 3…4 их диаметра, а при сварке полос — не менее 10 толщин полосы.
Подготовка деталей к сварке
Поверхность деталей в зоне контакта деталей между собой и в месте контакта с электродами зачищают от окислов и других загрязнений. При плохой зачистке возрастают потери мощности, ухудшается качество соединений и увеличивается износ электродов. В технологии контактной точечной сварки, для зачистки поверхности используют пескоструйную обработку, наждачные круги и металлические щетки, а также травление в специальных растворах.
Высокие требования предъявляются к качеству поверхности деталей из алюминиевых и магниевых сплавов. Целью подготовки поверхности под сварку является удаление без повреждения металла относительно толстой пленки окислов с высоким и неравномерным электрическим сопротивлением.
Конструкция и принцип действия
Сделать аппарат для контактной сварки можно только при наличии определённых деталей и запчастей, найти которые порой бывает очень непросто. Лишь после решения этой задачи можно будет констатировать, что самодельная контактная сварка вполне реальна и может быть реализована даже при отсутствии специальных навыков.

В конструкцию типового сварочного аппарата для точечной сварки должны входить следующие обязательные узлы:
- преобразователь напряжения (трансформатор), обеспечивающий требуемую мощность контактного тока;
- выпрямитель на основе мощных тиристорных вентилей;
- комплект точечного оборудования (контактный блок).
Основной задачей такого самодельного аппарата является формирование мощного сварочного импульса, который проходит через контактную зону находящихся под давлением свариваемых деталей.
В момент подачи такого импульса в точке контакта заготовок образуется электрическая дуга, мгновенно расплавляющая металл в этой зоне. Длительность действия импульсного сварочного тока составляет порядка 0,01-0,1 секунды, что вполне достаточно для сварки.
Таким образом, перед сборкой своими руками оборудования для контактной сварки необходимо определиться с требуемой силой сварочного тока, временем его действия и силой сжатия заготовок в контактной зоне.
Органы управления
Самодельная точечная сварка включает два основных элемента управления:
- кнопка пуска;
- прижимной рычаг.
Основное правило для выбора рычага гласит — чем толще детали нам нужно сварить, тем большее прижимное усилие между ними нужно создавать. Поэтому рычаг нужно выбирать попрочнее, а сам аппарат устанавливать на массивное устойчивое основание.
Схема подключения кнопки очень проста — чтобы не было лишнего сопротивления от кнопки пуска и она не вышла быстро из строя, устанавливать ее следует в цепь первичной обмотки. Не стоит брать совсем мелкий переключатель, так как от нагрузки он может быстро сгореть.
Суть технологии
Принцип работы контактной сварки основан на нагреве металла до температуры плавления посредством пропускания через него кратковременного импульса тока достаточно высокой силы. Длительность такого импульса составляет от сотой до десятой секунды, время выбирается на основе параметров металла.
Под действием тока детали нагреваются и расплавляются. Между ними формируется жидкое ядро. До того момента, пока оно не застынет, поверхности заготовок следует удерживать под давлением. В результате кристаллизации ядра происходит локальное соединение двух изделий.
Давление необходимо прикладывать, чтобы во время протекания тока по периметру области локального расплавления металла сформировался уплотняющий пояс, не позволяющий расплаву вытечь за пределы свариваемой области.
Аппарат для точечной сварки.
Получить качественное и надежное соединение заготовок возможно только после правильной предварительной обработки деталей
Важно удалить с поверхности окислы и области, подвергшиеся коррозии
В задачах, требующих качественного соединение деталей толщиной от одного до полутора миллиметров, применяется конденсаторное оборудование для контактной сварки.
Принцип работы подобных аппаратов основывается на следующем: блок конденсаторов заряжается током небольшой силы. Затем осуществляется разряд конденсаторов. Полученной силы импульса оказывается достаточно для обеспечения требуемого режима сварки.
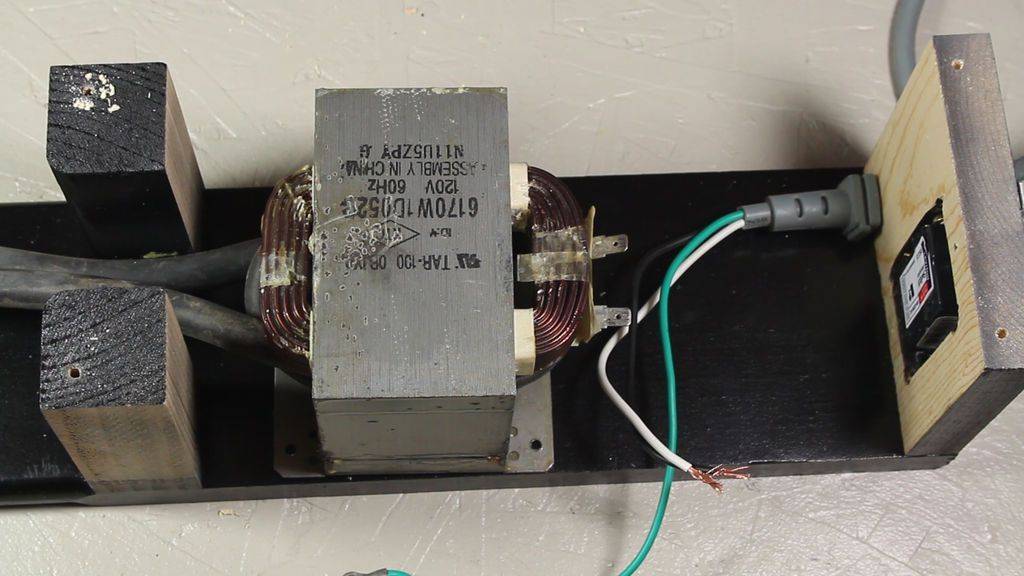
Сварочный аппарат
Даже если данного предмета кухонного оборудования нет в наличии, то приобрести указанную технику на вторичном рынке не составит труда. В нашем случае в микроволновке ценность представляет только трансформатор, поэтому необходимо рассматривать неработающие варианты техники. Она обойдется существенно дешевле.








Контактная сварка своими руками из сварочного трансформатора
Контактная сварка создаёт сварное соединение деталей за счет следующих одновременных воздействий на них:
- нагрев области их соприкосновения проходящим через него электрическим током;
- к зоне соединения прикладывается сжимающее усилие.
Существует три вида контактной сварки:
- точечная;
- стыковая;
- шовная.
Мы расскажем про самодельный СТ для наиболее популярной: точечной контактной сварки (для двух других требуется очень сложное оборудование).
Пояснения к рисунку: 1 – электроды, подводящие сварочный ток с свариваемым изделиям; 2 – свариваемые изделия с нахлёсточным соединением; 3 – сварочный трансформатор.
Для осуществления контактной сварки, в зависимости от толщины и теплопроводности материалов свариваемых деталей, выбираются следующие значения её основных параметров:
- электрическое напряжение в силовой (сварочной цепи), В: 1…10;
- величина сварочного тока (амплитуда сварочного импульса), А: ≥ 1000;
- время нагрева (прохождения импульса сварочного тока), сек: 0,01…3,0;
Кроме того, должны быть обеспечены:
- незначительная зона расплавления;
- значительное сжимающее усилие, прилагаемое к месту сварки.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше). При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А. Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
Намотка и монтаж
Эти операции выполняются по тем же основным правилам и с соблюдением требований, что и для СТ дуговой сварки. С особой тщательность следует закрепить витки вторичной обмотки. Для этого можно использовать её выводы, пропустив их в термостойком изоляторе.
В качестве электродов применяются медные стержни.
Следует учитывать, что чем больше будет диаметр электрода, тем лучше. Ни в коем случае не допустимо, чтобы диаметр электрода был меньше диаметра провода. Для маломощных СТ возможно использовать жала от мощных паяльников.
В процессе эксплуатации следите за состоянием расходных материалов: электроды необходимо периодически подтачивать — иначе они теряют форму. Со временем они стачиваются полностью и требуют замены.
Сварочный трансформатор своими руками: что нам понадобится
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков:
- укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи:
- гаечные;
- накидные;
- торцевые;
- пассатижи, бокорезы и т. д. с изолированными ручками;
- набор напильников.
Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать:
- защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
- магнитопровод. Обеспечивает мощный электромагнитный поток, который индуцирует в обмотках электродвижущую силу (далее – ЭДС);
- провод и проволока. Необходимы для монтажа обмоток;
- каркасы катушек. На них наматываются обмотки;
- контактные колодки. Мощная контактная колодка с зажимами для сварочных проводов, мелкие колодки – для электромонтажа схемы;
- коммутаторы (переключатели). Осуществляют коммутацию секций обмоток при подборе величины сварочного тока;
- материал для межвитковой изоляции. Уменьшает возможность электрического пробоя изоляции обмоток;
- крепёжные изделия (болты, винты, гайки, шайбы и т. п.). Они необходимы для монтажа гаджета при осуществлении сборочных работ;
- изоляционная лента (типа Х/Б).
Важно: изоляционную ленту «ПХВ» применять нельзя, т. к. при нагревании она разрушается
при нагревании она разрушается.
Это интересно: Рейтинг сварочных полуавтоматов — лучшее для дома и мастерской
Режимы работы
 В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
Свариваемые поверхности могут соединяться различными способами, но на практике особо распространены следующие три режима оплавления:
- непрерывное оплавление в зоне контакта;
- прерывистое сваривание;
- точечная сварка с сопротивлением.
Каждый из методов следует рассмотреть подробнее. При этом надо понимать, что внешний вид самодельного аппарата зависит от деталей, которые мастер смог применить в процессе конструкции.
Непрерывный режим
Для реализации режима непрерывного оплавления, помимо основного аппарат, могут применяться специальные или подобные им образцы жёстких фиксирующих приспособлений.
В этом режиме после подачи тока в зону контакта, его края сразу же оплавляются, и одновременно с этим производится осадка расплавленного материала под внешним давлением. По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания.
Этим режимом контактной сварки чаще всего пользуются при монтаже тонкостенных трубных изделий или других заготовок с подобной им структурой.
Основным достоинством данного метода считается высокая скорость выполнения сварочных операций. Единственный его недостаток – это то, что из контактной зоны может вытекать расплавленный металл, что нередко приводит к образованию угарного газа.
Прерывистое сваривание
Режим прерывистой сварки реализуется путём поочерёдного усиления и ослабления контактного прижима клещей в точке соединения заготовок. При каждом очередном замыкании внимательно следят за тем, чтобы температура в зоне контакта не превышала 900 °-950 °. Этим методом принято пользоваться при нехватке рабочей мощности сварного аппарата для осуществления непрерывного оплавления.
Обычно он востребован при работе с цветными металлами и различными видами промышленных сталей. Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено.
С эффектом сопротивления
Особенностью стыковой сварки металлических заготовок с эффектом сопротивления является предварительное их сжатие, производимое непосредственно перед пропусканием импульсов сварочного тока.
Этим она коренным образом отличается от сваривания оплавлением, при котором до пропускания импульсного тока соединяемые части не имеют плотного контакта.
При этом начальная стадия сварки сопротивлением, а именно – установка листовых заготовок в электродных губках аппарата и их фиксация – полностью аналогична тем же процессам, происходящим при сварке оплавлением.
Ещё одной особенностью этого метода является то, что величина действующего на соединяемые детали давления на порядок выше того же показателя для уже рассмотренных режимов.
Ознакомление с вариантами позволяет убедиться в доступности этого метода. Его вполне возможно реализовать на практике собственными силами.
Последние материалы
Cc cleaner pro лицензионный ключ
Операционная система Windows нуждается в периодической чистке, так как в ней скапливается огромное количество мусора. Это могут быть «хвосты» неправильно деинсталлированных программ, мусор в реестре и прочее. Вручную чистить все это – сущий ад. Поэтому ко.









Что потребуется для создания лендинг — пейдж?
На сегодняшний день лендинги, очень популярны. Почему же сейчас идёт такой БУМ этих самых лендингов? Почему только их преимущественно и заказывают? Недостатки landing page Продажа одного товара. Тут всё просто, один товар – один лендинг. Нет SEO оптимиза.

Пример Landing Page: курсы по плаванию
Не каждый посетитель, попавший на ваш сайт, совершает целевое действие, потому что ему не хватило аргументов, стимулов или не привлек сайт. Толчком для нужных действий пользователя может стать правильный лендинг. Расскажем, какой лендинг будет работать на.
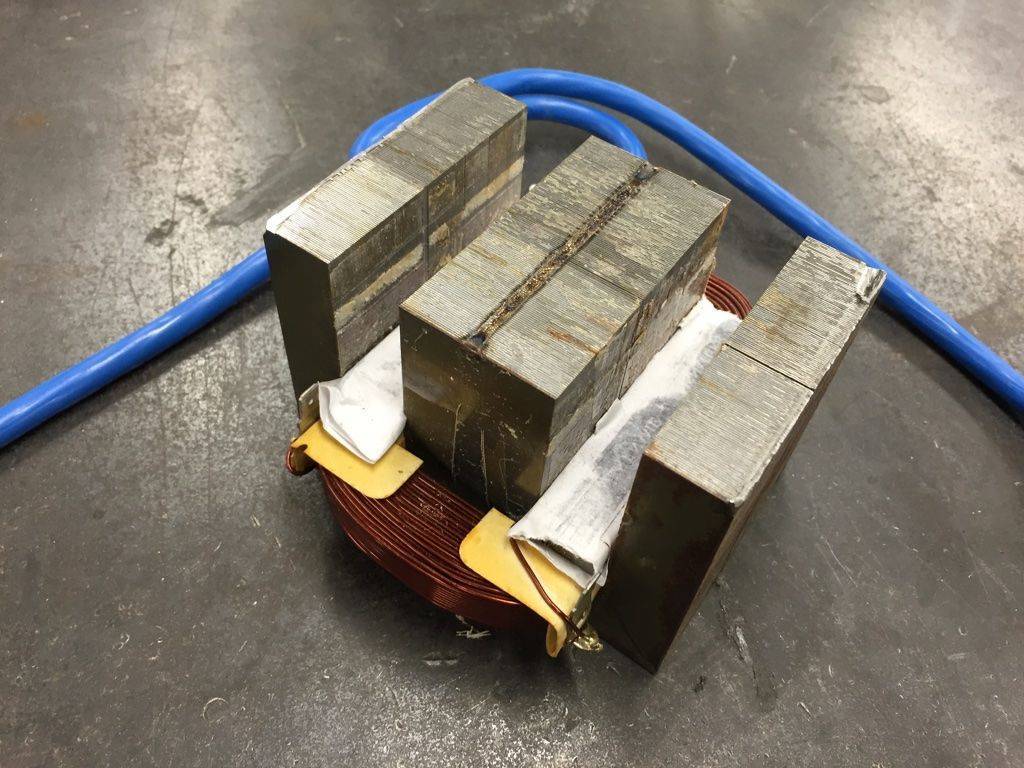
4 Силовая часть – трансформатор
Предлагаемая контактная сварка может быть собрана, как показано по видео, на основе сварочного трансформатора, изготовленного с использованием магнитопровода от трансформатора на 2,5 А. Такие встречаются в ЛАТРах, лабораторных приборах и ряде других устройств. Старую обмотку необходимо удалить. На торцах магнитопровода надо установить кольца, изготовленные из тонкого электрокартона.
Их подгибают по внутренней и внешней кромке. Затем магнитопровод надо обмотать поверх колец 3-мя или большим количеством слоев лакоткани. Для выполнения обмоток используют провода:
- Для первичной 1,5 мм в диаметре, лучше в тканевой изоляции – это будет способствовать хорошему пропитыванию обмотки лаком;
- Для вторичной диаметром 20 мм многожильный в кремнийорганической изоляции с площадью сечения не меньше 300 мм2.
Количество витков указано на Рис.2. От первичной обмотки делаются промежуточные выводы. После намотки ее пропитывают лаком ЭП370, КС521 либо подобным. Поверх первичной катушки наматывают хлопчатобумажную ленту (1 слой), которую тоже пропитывают лаком. Затем укладывают вторичную обмотку и снова делают пропитку лаком.
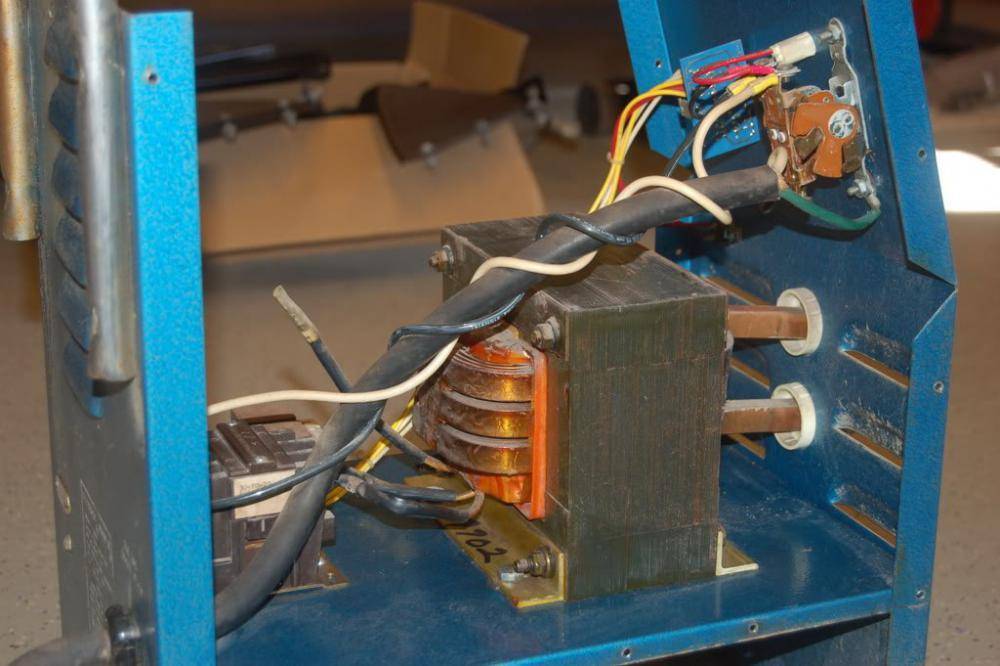
Аппарат контактной сварки своими руками
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.

На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.

Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока – до 80 ампер.

В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет диодный мост, например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.





