Устройство задней бабки токарно-винторезного станка
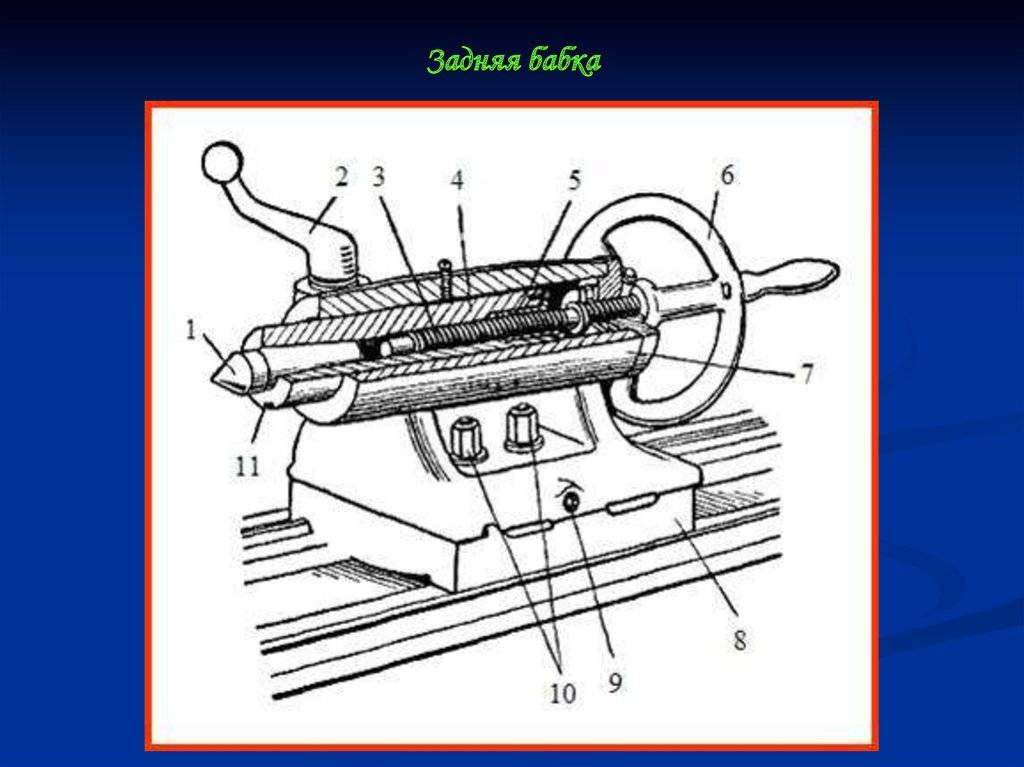
Общий вид и компоновка задней бабки токарно-винторезного станка показаны на рис. 33.
Задняя бабка служит для поддержания обрабатываемой заготовки при обработке в центрах и представляет собой вторую опору.
При сверлении задняя бабка специальным прихватом соединяется с кареткой суппорта и получает от него механическую подачу. Сверло вставляется в пиноль вместо центра.
Задняя бабка должна удовлетворять следующим условиям:
- ни при каких условиях произвольно не сдвигаться
- давать правильное положение оси центра
- давать возможность быстрой установки по оси станка
- предоставлять возможность точной установки обрабатываемой детали на обоих центровых отверстиях станка
- обеспечивать надежное направление шпинделя (пиноли) задней бабки и зажим его без нарушения положения оси
Устойчивость и надежное положение оси задней бабки являются необходимыми условиями для получения удовлетворительных результатов при обработке в центрах и устранения возможности аварий из-за вырывания обрабатываемой детали из центров. Это зависит от закрепления корпуса задней бабки на станине.
Конструкции задних бабок очень разнообразны, но основные принципиальные схемы их имеют много общего. Поэтому, зная принципиальное устройство задней бабки какого-либо универсального токарного станка средних размеров, можно без труда разобраться в конструкции бабок других токарных станков.
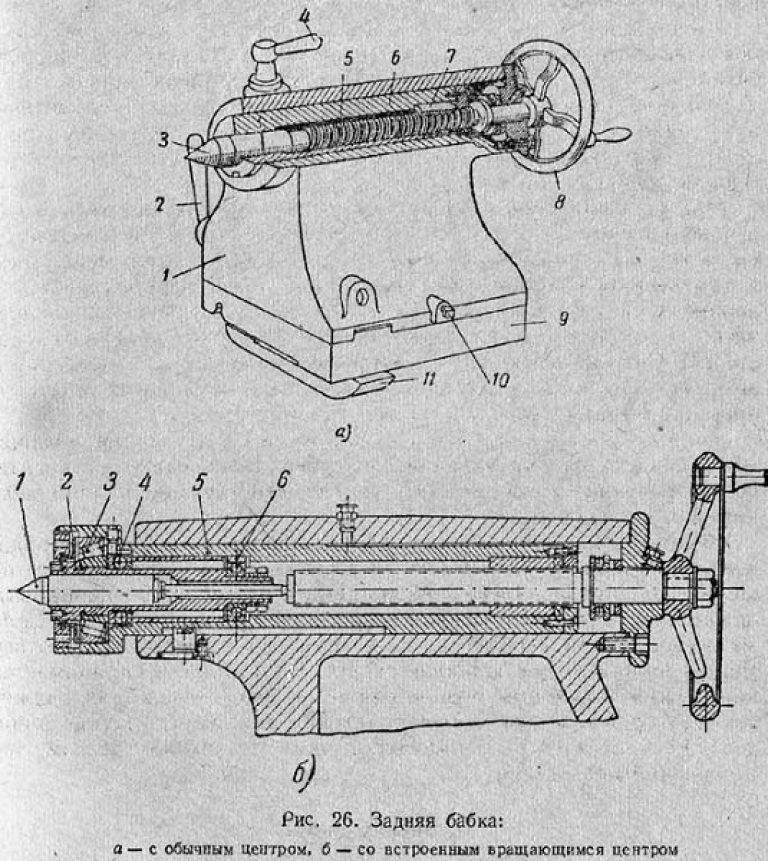
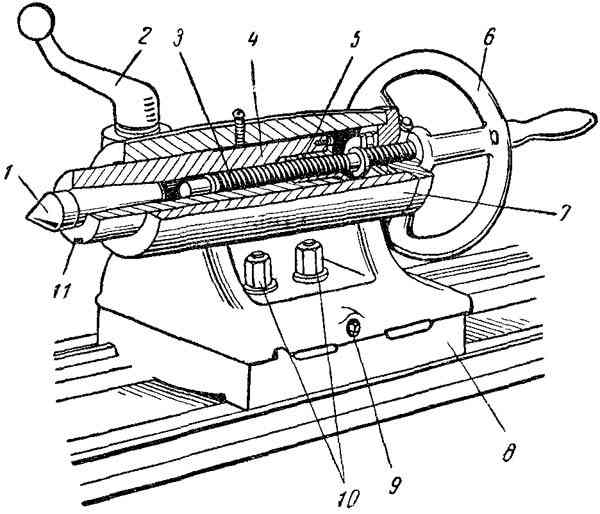
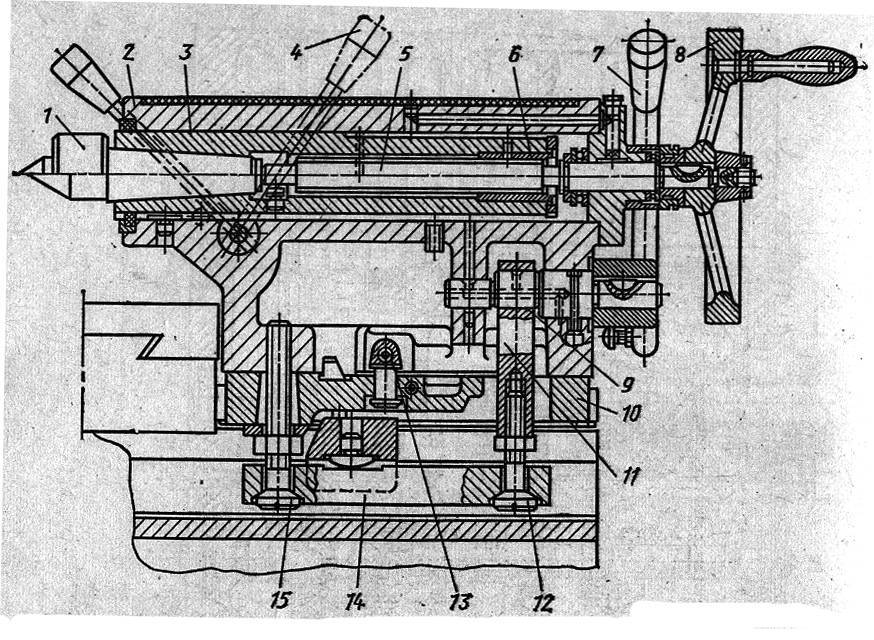
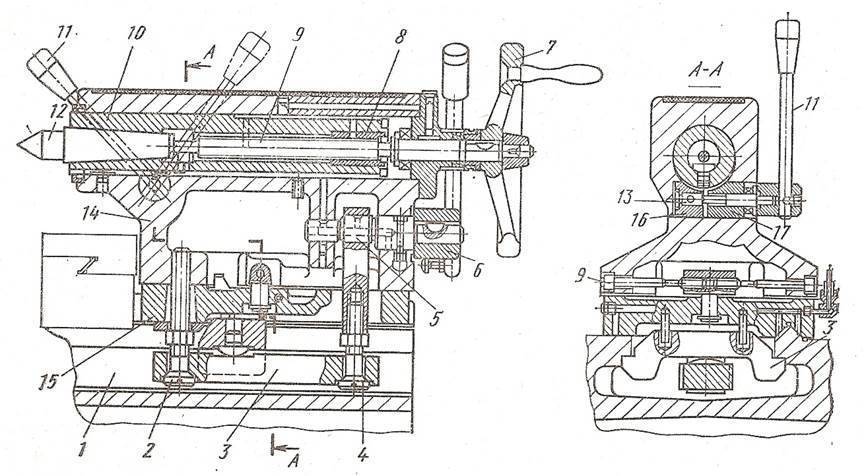
Рассмотрим конструкцию задней бабки токарного станка. Корпус задней бабки этого станка, как и большинства станков других типов, состоит из двух деталей: собственно корпуса 1 и основания (плота, мостика) задней бабки 2.
Плот (мостик) пришабривается по направляющим станины, а на верхнюю поверхность его устанавливается корпус.
Плоскости соприкосновения корпуса с плотом пришабриваются так, чтобы ось задней бабки по высоте совпадала с осью шпинделя станка и была ей параллельна. Параллельность осей достигается за счет пришабривания вертикальной грани направляющего буртика а плота. Боковое совпадение осей достигается перемещением корпуса по плоту при помощи винта с квадратной головкой и гайки. Корпус крепится к плоту и одновременно к станине при помощи двух болтов 4 и накладки 3.
Достижение совпадения осей шпинделей передней и задней бабок посредством шабровки опорных плоскостей корпуса бабки требует значительной затраты времени. Поэтому, как правило, при капитальном ремонте совпадение осей передней и задней бабки достигается за счет расточки отверстия под шпиндель задней бабки. При этом возникает необходимость замены шпинделя задней бабки, который окончательно протачивается по наружному диаметру лишь после расточки корпуса задней бабки.
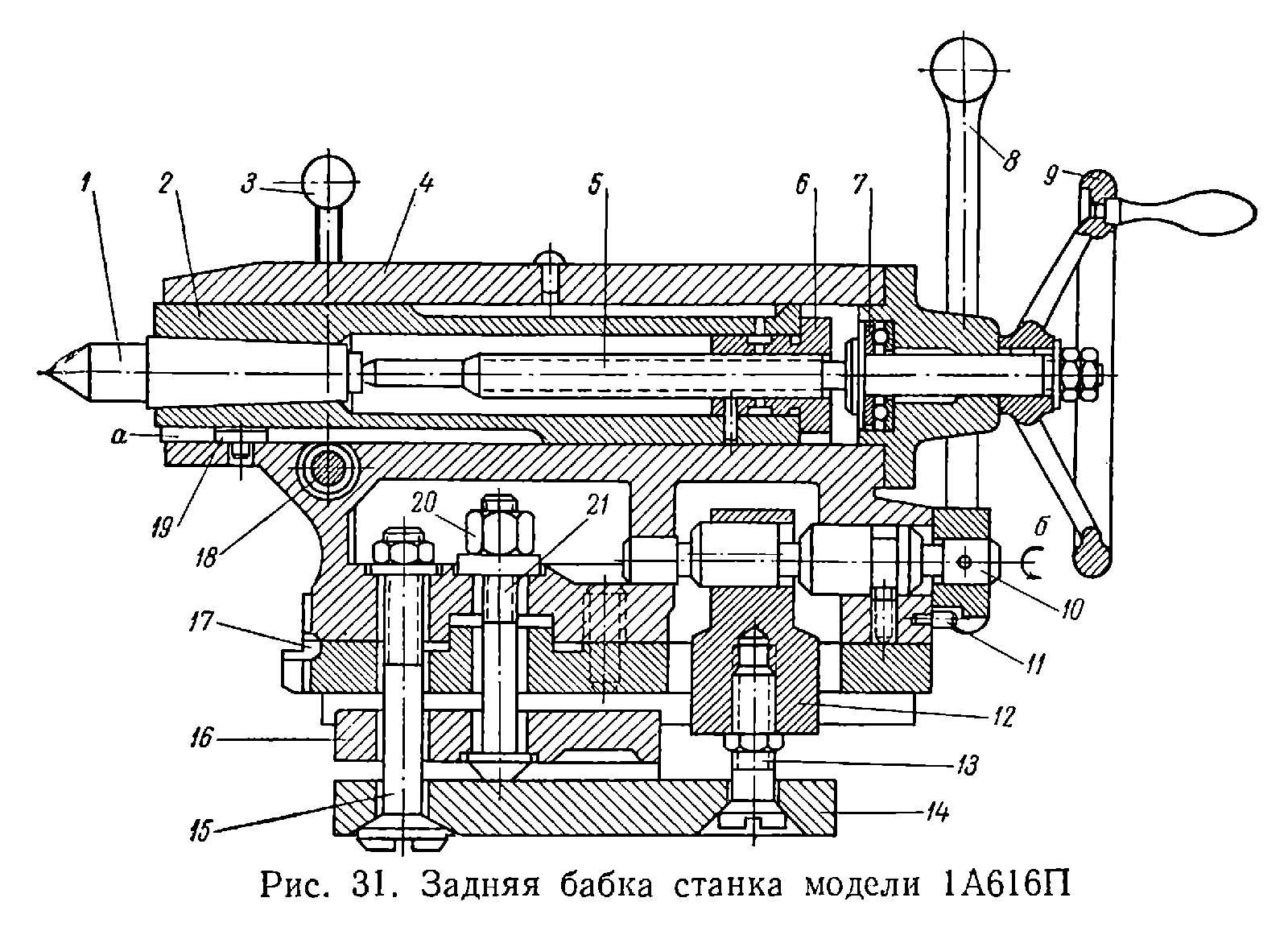
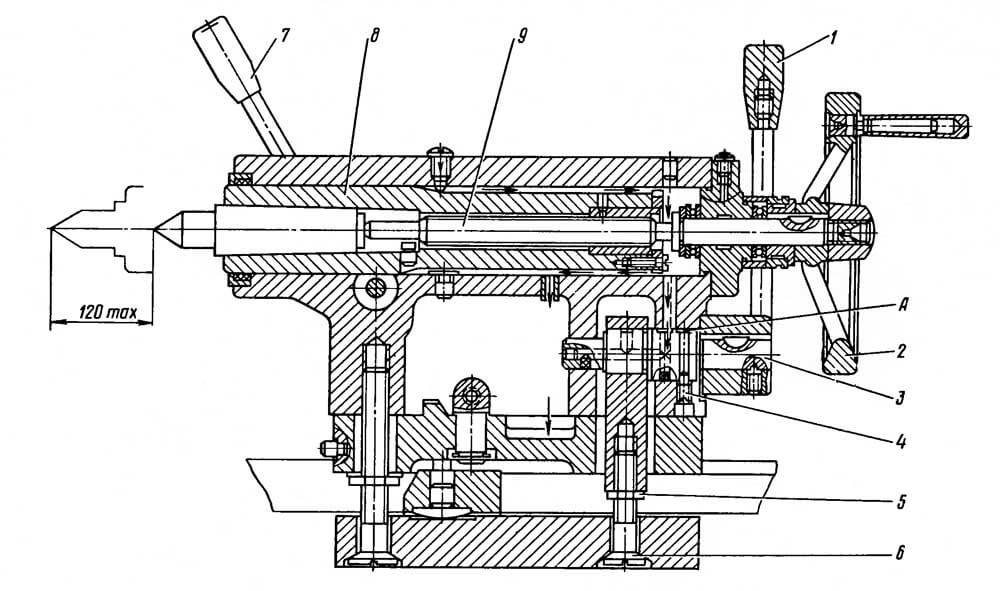
Шпиндель (пиноль) задней бабки 7 представляет собой пустотелый цилиндр, передний край которого выполнен в виде конуса Морзе в который вставляется центр 6 или сверло, а в задний — гайка 9. При помощи этой гайки и винта 8 с маховиком 10 шпиндель может передвигаться вдоль оси. Шпонка 5 предохраняет шпиндель от поворота. Шпиндель зажимается рукояткой, которая имеет на конце правую и левую нарезки для зажимных сухарей. При убирании шпинделя полностью в заднюю бабку винт 8 своим торцом упирается в торец центра 6 и выталкивает его из корпуса шпинделя. Таким образом, в этой конструкции выбивание центра из конуса очень удобно.
У тяжелых станков шпиндель не имеет гайки, нарезка сделана непосредственно на шпинделе, а втулка маховика является гайкой. Из такого шпинделя выбить центр с торца невозможно. Поэтому обыкновенные центры для таких шпинделей не годятся; центры должны быть с нарезкой. На нарезку навертывается гайка, при помощи которой можно выпрессовывать центр, или на центрах делаются лыски, которые дают возможность ключом повернуть центр и тем самым освободить его из гнезда. Пользование простыми центрами у этих станков должно быть запрещено, так как они запрессовываются и выбить их можно только ударами кувалды или разогревом шпинделя паяльными лампами. Это приводит к порче конуса шпинделя.
При обработке пологих конусов необходимо смещать центр задней бабки в поперечном направлении. Для этой цели корпус задней бабки и основание связаны друг с другом поперечной шпонкой. Поперечное смещение корпуса бабки относительно основания производится винтами и гайкой.
Стоит ли покупать токарный станок
Обработка дерева на токарном станке вносит некоторые ограничения в форму будущего изделия, это нужно учитывать при выборе в пользу механической обработки. По большому счету изделие, полученное на станке будет состоять из комбинации тел вращения, но обычно этого вполне хватает. Также с помощью станка можно изготавливать деревянные шарики и тарелки.
Что касается покупки станка, то есть в такой решении и слабые, и сильные стороны:
- с одной стороны, получаем устройство, которое позволит в разы повысить скорость обработки дерева. Изделия на токарном станке по дереву позволят снизить себестоимость единицы продукции как раз за счет экономии времени;
- к достоинствам его можно отнести и то, что он может справиться с мягкими металлами. Многое, конечно, зависит от производителя и использованных материалов;
- современные станки отличаются широким диапазоном габаритов, так что подобрать подходящий вариант можно как для небольшой мастерской, так и для личного пользования.
На фото – миниатюрный токарный станок
А вот недостатком может стать цена нового станка, особенно если деревообработка является скорее хобби, чем основным источником дохода. Немного сэкономить можно поиска старые советские модели, но все равно стоимость останется приличной.
Если есть желание приобрести станок в качестве эксперимента, просто для того, чтобы попробовать себя в точении дерева, а финансы не позволяют, то можно попытаться изготовить токарный станок самостоятельно. Конечно, полноценный аналог заводской модели создать не получится, но для обработки небольших заготовок из мягких пород дерева он вполне подойдет.
Небольшие изделия из дерева на токарном станке собственного производства вполне могут конкурировать с теми, что были изготовлена на станке от именитого производителя.
Как сделать токарный станок своими руками
Изготовление своими руками небольшого токарного станка значительно упростится, если в вашей мастерской есть верстак с ровной и прочной рабочей поверхностью. В таком случае вам не придется тратить время и силы на поиск . Электрическая дрель, которая одновременно будет выполнять роль передней бабки и привода вращения, закрепляется на такой поверхности при помощи струбцины и хомута, фиксируемого на шейке инструмента.
Теперь вам необходимо сделать упор, который будет выполнять роль задней бабки. Такой упор, устанавливаемый напротив закрепленного инструмента, можно изготовить из пары деревянных брусков и регулировочного винта, конец которого заточен под конус. Если вы на своем
самодельном станкеиз дрели планируете обрабатывать не очень массивные заготовки из дерева, то зафиксировать такой упор на поверхности рабочего стола можно при помощи струбцины.
В качестве подручника, к опорной поверхности которого вы будете прижимать режущий инструмент, также можно использовать деревянный брусок. Его закрепляют на поверхности верстака при помощи струбцины.
Очевидно, что, используя доступные и недорогие материалы, можно изготовить своими руками простейший токарный станок, на котором успешно выполняются различные операции по дереву. Применяя такое нехитрое приспособление, сделанное на основе дрели, можно вытачивать из дерева различные детали: ручки для дверей и инструментов, элементы конструкции лестниц, декоративные изделия.
Схема и чертеж станка на основании из швеллера
Конструкция таких станков на основе дрели и варианты их исполнения могут быть различными. Чтобы не разбираться в процессе с нуля, можно найти в интернете фото наиболее подходящего вам устройства и сделать его своими руками
Однако, по какой бы схеме вы ни делали токарное устройство из дрели, очень важно обеспечить максимально точную центровку оси вращения шпиндельного узла и конусного регулировочного винта, расположенного на задней бабке
Если вы собираетесь сделать станок, на котором можно будет выполнять токарные операции по металлу, а не только по дереву, то лучше изготовить его по всем правилам. В первую очередь, ориентируясь на конструкцию имеющейся дрели и размеры заготовок, которые будут обрабатываться на таком приспособлении, необходимо выполнить чертеж, подобрать для комплектации крепления определенной формы и типа. За основу чертежа можно взять фото подобных агрегатов, которые изготавливают для себя многие домашние мастера.
Станок в сборе Станина Крепление дрели к станине Конструкция задней бабки Фиксатор для заготовок из дерева Опорная площадка
Самодельный станок для токарных работ, выполненный по всем правилам, представляет собой жесткую конструкцию, на которой не меняется взаимная центровка передней и задней бабок. Все подвижные элементы такого устройства, устанавливаемые на надежной станине, перемещаются по ее направляющим. Если приобрести или своими руками изготовить планшайбу, которая будет закрепляться в патроне дрели, на таком агрегате можно будет обрабатывать заготовки даже большого диаметра.




На из дрели, все элементы которого фиксируются на жесткой станине, можно выполнять работы по металлу, но только по мягкому (сюда относятся сплавы на основе алюминия и меди). На таком станке обрабатывают заготовки, используя надфиль, напильник и наждачную бумагу, обернутую вокруг бруска. В этом случае будет вполне достаточно подручника, используемого для прижима инструмента. Если вы планируете работать и с токарными резцами, то без суппорта, перемещение которого в продольном и поперечном направлениях обеспечивает винтовой механизм, вам не обойтись.
Заводское токарное устройство для дрели, вроде изображенного на фото GRIZZLY H2669, обойдется примерно в 5000 рублей без доставки
Регулировка и ремонт задней бабки
Первоначальная регулировка данного элемента производиться специалистами на заводе. Длительная эксплуатация приводит к нарушению этих регулировок. Это ухудшает показатели точности обработки. Поэтому необходимо периодически проводить регулировку. Она направлена на возвращение параметров узла в исходное положение. Регулировка включат следующие операции:
- величины люфта образовавшегося между направляющими станины и основанием узла;
- минимальных зазоров в передних и задних подшипниках крепления пиноли (для моделей у которых пиноль вращается);
- устранение возникшего смещения центра относительно шпинделя.
Для проверки в шпинделе зажимают стальной вал диаметром, например 100 мм и длиной около 500 мм. С другой стороны его зажимают пинолью. Величина выбранного вала зависит от характеристик станка. На направляющих станины устанавливают специальную стойку, снабжённую индикаторной головкой. Её перемещают вдоль установленной болванки и производят измерения параметра смещения. При необходимости производят регулировку положения центра упора.

Периодичность проверки, порядок регулировки указаны в паспорте каждого станка. Опыт профессионалов показывает, что целесообразно проводить такие проверки один раз в полгода. Нарушение параметров, выход из строя превращает агрегат в токарный станок без задней балки. Проведение плановых профилактических осмотров на предприятиях проводят опытные наладчики. Они могут квалифицированно определить изменение параметров и появившиеся неисправности.
После проверки может возникнуть необходимость на проведение восстановительных или ремонтных работ. Ремонт задней бабки токарного станка позволяет устранить неисправности и восстановить следующие параметры:
- точность стыковки станины с корпусом узла;
- высоту расположения шпинделя и пиноли.
Ремонт этого узла предполагает проведение работ над пинолью, винтом подачи, механизмов крепления.
Самым трудоёмким считается восстановление точности отверстия, в котором закреплена пиноль. От этого зависит центровка со шпинделем. Основным способом ремонта является расточка с последующей доводкой. При окончательной установке применяют акрилопласты, например, стиракрил марки ТШ. Этими материалами устанавливают высоту расположения центра упора и точность посадки. Подобный способ ремонта менее затратен, чем расточка и изготовление новой пиноли.
Ремонт пиноли производят шлифовкой наружной поверхности. Чтобы восстановить конусное отверстие применяют специальную втулку. Сложность такого ремонта заключается в том, что наружная поверхность цилиндрическая, а внутренняя коническая. Трудность обработки связана с прочностью материала упора. Она изготовлена из легированной стали с последующим закаливанием. Это значительно повышает твёрдость.
После долгой эксплуатации приходиться проводить ремонт отверстий, в которых находятся подшипники. Наиболее эффективным считается замена корпусов на новые. После замены производят подгонку внутреннего диаметра каждого подшипника. Окончательно проверяют наличие радиального биения. Оно должно быть нулевым.
https://youtube.com/watch?v=Z4c7rNYQI0M
Восстановление отверстия, в котором расположен узел, предполагает следующую последовательность действий:
- Расточка отверстия, в котором будет расположена пиноль. Это увеличивает начальный диаметр на 3 мм. Поэтому необходимо соблюдать точность обработки, конусность и овальность.
- В переднюю бабку устанавливают заранее изготовленную оправку. Её внешний диаметр соответствует внутреннему диаметру расточенного отверстия.
- Вращением шпинделя в передней бабке проверяют величину биения оправки. С помощью этой операции устанавливают центры высот обеих бабок.
- Производят герметизацию отверстий под пиноль и её крепление.
- В залитое акрилопластом отверстие помещают пиноль.
- Дают высохнуть конструкции в течение двух часов.
- Затем ещё раз проверяют все параметры.

Длительная эксплуатация токарного станка по металлу предполагает проведение периодического осмотра, ремонтных и восстановительных работ с последующей детальной настройкой. Качественно проведенный ремонт повышается надёжность, точность обработки и безопасность.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
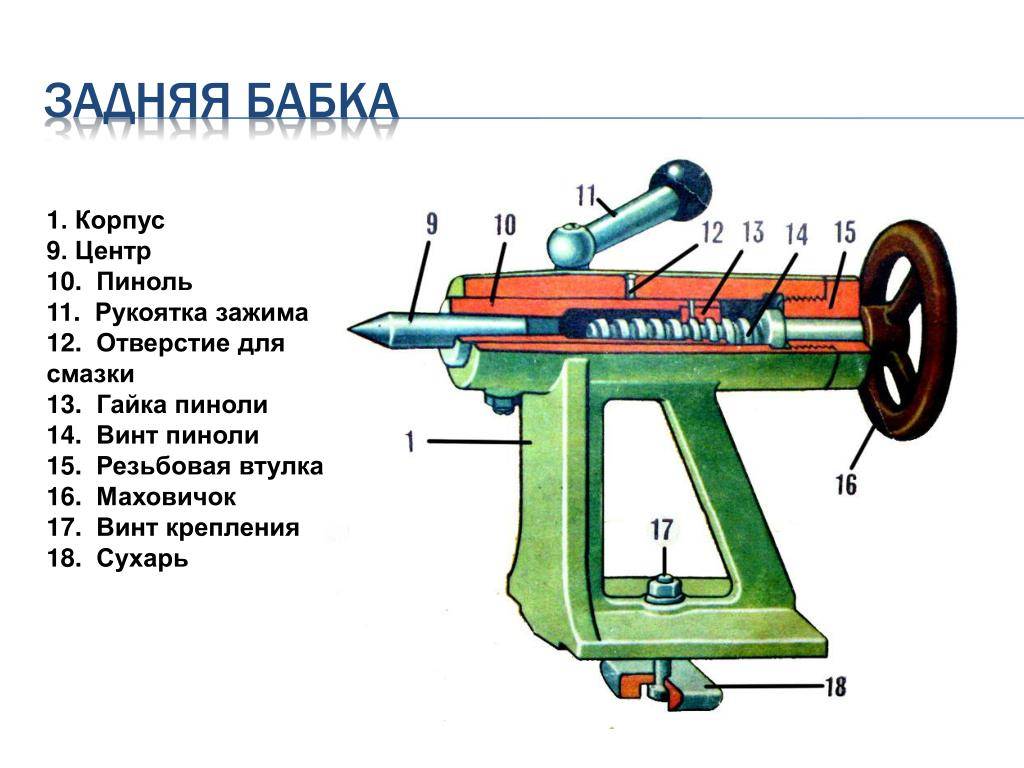
Устройство задней бабки
В любом токарном станке основой является станина. На ней крепится передняя бабка токарного станка, основные органы управления, задняя бабка. Последние имеют довольно разнообразные конструкции. Основные элементы выполняют одинаковые функции и построены по идентичным принципиальным схемам.
Такими элементами являются:
- основание, на котором размещены все устройства и органы управления;
- элемент крепления — пиноль;
- цельнометаллический корпус;
- рукоятки управления (позволяют фиксировать пиноль и корпус всей бабки);
- колесо для перемещения пиноли (ещё его называют маховик);
- регулировочный винт (позволяет жёстко фиксировать положение задней бабки относительно остальных элементов токарного станка).
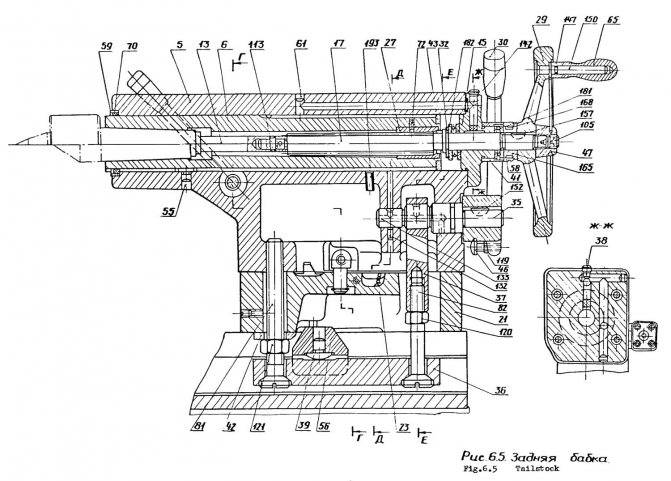
Чертёж задней бабки токарного станка позволяет понять кинематическую схему и взаимодействие всех элементов.
Основание представляет цельнометаллическую плиту, которая опирается на правую часть станины. На основании расположен корпус. В нём установлен патрон задней бабки токарного станка. В передней части пиноли расположено отверстие, в котором размещается инструмент. Оно выполнено в форме конуса.

Центр задней бабки подсоединяется к суппорту. Через него передаётся поступательное движение. Это обеспечивается наличием самостоятельного привода подачи. В определённых типах агрегатов производится вращательное движение. Оно обеспечивается конструкцией пиноли задней бабки. Горизонтальное перемещение пиноли производится с помощью электрического двигателя или посредством гидравлического механизма. Выбор способа привода зависит от решаемых задач и модификации станка.
Все изделия должны удовлетворять следующим требованиям:
- обеспечивать точное местоположение центра конструкции;
- способствовать быстрой установки вдоль горизонтальной оси станка;
- обеспечивать точное направление движения в сторону шпинделя с охранением соосности при вращательном движении;
- надёжно закрепляться в выбранном положении.
Обеспечение устойчивости и надежности крепления позволяет сохранять заданный класс точности обработки.
Простота конструкции и доступность комплектующих элементов позволяет изготовить эту часть токарного станка самостоятельно. При качественной сборке самодельная задняя бабка токарного станка будет выполнять основные функции не хуже заводской.
Основные советы и рекомендации
У любого опытного токаря существует несколько своих секретов по оптимальному процессу расточки кулачков токарного патрона. Чаще всего работают следующие рекомендации:
- когда мастер делает выточку на кулачках, он должен их раздвинуть на 2/3 от максимального вылета;
- зажимная шайба должна устанавливаться на максимально близкое расстояние к торцам кулачков;
- при расточке кулачков, кольцо, которое зажимается в выточке должно быть максимально жестким.
Эти тонкости необходимо знать, чтобы расточка была эффективной и достигла нужного результата.
Если кулачки токарных станков не растачивать, то это приведет к биению патрона, а затем и к поломке основных узлов
Важно соблюдать все этапы данной операции и помнить, что патрон в любом случае придется демонтировать
История создания токарного станка [1]
Первые токарные станки, появившиеся в Европе в XV – XVII веках, были деревянными и приводились в движение вручную. Использовались станки, в основном, для изготовления мебели и художественных изделий из дерева. Очень редко станки использовались для точения железных валов правильной формы.






Железные токарные станки по металлу, для изготовления валов, осей, винтов для промышленности, появились в конце XVII, но широкого распространения они тогда еще не приобрели, так как важнейшие детали машин, в том числе и паровых, изготовлялись слесарями вручную. Необходимость в машинном изготовлении металлических деталей машин, связанная с широким переходом к машинному производству во всех отраслях промышленности, в полной мере проявилась лишь в конце XVIII — первой четверти XIX в. и послужила толчком к усовершенствованию металлорежущих токарных станков.
Впервые опыт многих поколений токарей обобщил французский ученый Шарль Плюмье (фр. Charles Plumier; 1646 — 1704 г), написав труд, изданный в Лионе в 1701 году. По распоряжению Петра I книга в 1716 году была переведена на русский язык и использовалась при совершенствовании токарных станков российского производства.

Токарные станки к тому времени уже имели основные узлы токарного станка: станину, переднюю бабку, заднюю бабку, но по прежнему приводились в движение вручную и не имели механизированного суппорта. Резец находился в руках токаря, поэтому о точности говорить не приходилось. Использовались станки, в основном, для изготовления художественных изделий сложной формы.
В России самым известным конструктором токарных станков был Андрей Константинович Нартов (1693 – 1756 г). Нартов выполнял заказы Петра I, конструируя станки для фигурного точения. После смерти Петра I Нартов работал в промышленности, сотрудничая с Академией наук. Нартов был одним из первых станкостроителей внедрившим в конструкцию токарного станка механизированный суппорт и сменные зубчатые колеса (1738 год) для нарезания резьбы на винтах.
На западе первым изобретателем механизированного суппорта считается английский механик Генри Модсли (Henry Maudslay; 1771 — 1831 г). Первую конструкцию механизированного суппорта Модсли создал в 1794 году. В 1798 году он значительно улучшил конструкцию суппорта, что позволило создать вариант универсального токарного винторезного станка. В 1800 году Модсли создал третий вариант станка с механизированным суппортом.
Следующий этап – автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки – блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики – автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д. Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации – револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов.
Таким образом, после изобретения механизированного суппорта токарные станки в начале XIХ века имели все основные узлы, которые имеют современные токарно-винторезные станки: станина, передняя и задняя бабки и суппорт, позволяющий выполнять множество операций с высокой точностью.
Лучшие токарные станки по дереву
Настольный токарный станок по древесине выполнит операции по обточке, шлифованию, выборке пазов и нанесению резьбы. Спецификой является использование ручных резцов и фасонных приспособлений. Для фиксации рабочего инструмента используется подручник, который устанавливают между передней и задней опорой
Команда проекта VyborExperta.ru предлагает обратить внимание на 4 модели, которые помогут обработать дерево с безупречным качеством. Оборудование отличается хорошим функционалом и надежными электродвигателями, удобным в работе форматом
Энкор Корвет-74
Стационарный токарный станок по дереву для домашней мастерской с мощным электродвигателем. При весе в 77 кг отличается хорошей устойчивостью, что положительно влияет на качество обработки деревянных заготовок. Асинхронный электромотор вращает шпиндель со скоростью от 500 до 2000 об/мин. Расстояние между центрами в 845 мм позволяет обрабатывать балясины и другие габаритные детали. При работе с компактными заготовками используется планшайба.
За плавную регулировку скорости вращения шпинделя отвечает вариатор. Снизить нагрузку на электродвигатель помогает ременная передача. В ассортименте производителя есть копировальное устройство, которое можно приобрести дополнительно для повышения производительности. Для обработки деталей диаметром более 300 мм, передняя бабка имеет поворотную конструкцию.
Достоинства:
- Регулируемый резцедержатель;
- Надежная защита от самопроизвольного пуска;
- Основание в стандартной комплектации;
- Двигатель рассчитан на интенсивную работу;
- Низкая цена.
Недостатки:
Недостаточная мощность мотора для заготовок более 300 мм в диаметре.
Einhell 1000/1
Разработка немецких инженеров привлекла небольшим весом, мощным двигателем и четырехступенчатой коробкой скоростей. Электромотор разгоняет шпиндель до 2600 об/мин. Двигатель рассчитан на интенсивную продолжительную работу, это позволяет использовать станок в небольших мастерских по производству столярных изделий. Двойная рама обеспечивает хорошую устойчивость оборудования.
Габариты станка подходят для заготовок, диаметром до 280 мм. Особенностью конструкции задней бабки является поворотный шпиндель, что упрощает фиксацию детали. Для работы с небольшими заготовками предусмотрена планшайба.
Достоинства:
- Низкая цена;
- Легко регулируется суппорт;
- Упор в комплекте;
- Низкий уровень шума;
- Максимальная длина заготовки 1 метр.
Недостатки:
Греется при интенсивной работе с сырым деревом.
Skrab 57000
Настольный станок с мощным электродвигателем, который раскручивает шпиндель со скоростью 5000 об/мин. Регулировка оборотов бесступенчатая, крутящий момент передается с помощью зубчатой ременной передачи. Оборудование можно использовать для обработки дерева и пластика. Есть возможность подключения фирменного гибкого вала.
Максимальная длина обрабатываемой заготовки 300 мм, диаметр – не более 40 мм. Это делает оборудование привлекательным для моделистов-конструкторов или ювелиров, производителей сувенирной продукции. К координатным столам станок крепится через резиновые опоры, которые снижают вибрацию. Направляющая имеет идеальную поверхность, изготавливается из сплава на основе алюминия, устойчивого к коррозии.
Достоинства:
- Защитный кожух из прочного пластика;
- Низкое энергопотребление;
- Обороты регулируются в автоматическом режиме;
- Рассчитан на интенсивную работу.
Недостатки:
Высокая цена для своего класса.
Record Power DML 305
Настольная модель с двигателем 370 Вт со ступенчатой регулировкой скорости шпинделя. Электромотор рассчитан на продолжительную работу под нагрузкой, а 6 скоростей позволяют решать задачи любой сложности. Это делает оборудование актуальным для профессиональных мастерских. Тяжелая чугунная станина отличается прочностью, обеспечивает хорошую устойчивость в паре с двумя массивными опорами.
Шпиндель задней бабки имеет фиксатор со шкалой деления. Это гарантирует точность настройки. Переключение скоростей выполняется с помощью эргономичных шкивов, доступ к которым очень удобный. Модель рассчитана на обработку деталей, длиной 393 мм, но есть возможность приобрести удлинитель станины для заготовок до 1 метра.
Достоинства:
- Качество сборки;
- Диаметр заготовок до 305 мм;
- Хорошая комплектация;
- Широкий выбор дополнительных опций;
- Стабильная работа под нагрузкой.
Недостатки:
- Завышенная цена;
- Нет функции поворота передней бабки.
Изготовление задней бабки своими руками
Разработчики и производители изделий для токарных работ по дереву предлагают большое разнообразие различных узлов и агрегатов. Обладая определённым опытом, необходимым оборудованием и материалами можно изготовить их самостоятельно.






Преимущества таких изделий для токарного станка состоят в том, что при её проектировании и изготовлении можно создать устройство способное решать только поставленные задачи и в нём будут отсутствовать ненужные функции и дополнительные возможности. Они только увеличивают сложность узла и повышают его стоимость.
Самодельные задние бабки для токарных станков могут быть изготовлены в домашней мастерской. Для этого потребуются следующее оборудование и инструменты:
- токарный станок;
- аппарат для сварочных работ;
- комплект подшипников (обычно используются два);
- набор для болтового соединения (три болта и три гайки);
- два куска стальной трубы с толщиной стенки более 1,5 мм;
- листовую сталь толщиной от 4 мм до 6 мм (какой проще найти).
Для снижения себестоимости необходимо использовать подручный материал. Необходимые метизы легко найти в мастерской. Если их нет они приобретаются в любом хозяйственном или строительном магазине.
Порядок производства задней бабки для токарного станка по дереву состоит из следующих этапов:
- Составление перечня задач, которые планируется решать на создаваемом станке (перечень необходимых операций).
- Разработать и начертить схему узла.
- Составить технологическую карту.
- Выбрать требуемый инструмент.
- Изготовить заднюю бабку.
- Установить и провести проверку работоспособности.
Порядок самостоятельного изготовления задней бабки токарного станка по дереву состоит из следующих операций:
Изготовить заготовку для установки подшипников. Для этого необходимо обработать выбранный кусок трубы с внешней и внутренней стороны
Особое внимание следует уделить обработке внутренней поверхности. В ней будут установлены подшипники
При необходимости в изготовленной втулке следует произвести пропил
Его ширина не должна превышать 3 мм. С помощью сварочного аппарата соединить два болта. Должен получиться стержень заданной длины. С правой стороны отварить гайку с шайбой. С левой стороны удалить гайку. Головку болта спилить. Место спила обработать с помощью абразивного инструмента. Приступить к изготовлению шпинделя. Его изготавливают из обрезка трубы диаметром ¾ дюйма. Длина составляет около 7 мм. Конус задней бабки изготавливается из болта. Для этого его конец затачивают соответствующим образом.
После завершения изготовления всех элементов необходимо произвести сборку задней бабки и проверить её на включённом станке.
Качество самостоятельно изготовленной задней бабки во многом зависит от класса точности применяемого инструмента и профессиональных навыков изготовителя. Опыт показывает, что с такими узлами возникают определённые проблемы. К ним относятся:
- превышение уровня вибрации;
- плохая центровка;
- низкая производительность, по сравнению с промышленными образцами;
- повышенная скорость износа установленных подшипников.
Чтобы избежать негативных последствий необходимо произвести проверку станка на холостом ходу. Проверить соосность задней и передней бабки, качество смазки подшипников и надёжность их крепления. При правильной сборке и качественном изготовлении отдельных деталей самодельная конструкция соответствует всем требованиям и будет не хуже промышленной.