Особенности закалки меди
Технологии термообработки стали и меди имеют принципиальные отличия. Нагрев меди до красного каления (свыше 600 °C) и быстрое охлаждение в воде приводит к ее отпусканию (т. е. она становится мягкой). Закалить медь в домашних условиях сложнее, чем отпустить, т. к. для этого ее нужно нагреть всего до 400 °C, при которых она не имеет свечения. После нагрева до указанной температуры медное изделие медленно остужается на воздухе, после чего оно приобретает твердость, как после нагартовки. Если все-таки есть насущная потребность закалить какое-то количество медных деталей в условиях домашней мастерской, придется обзавестись пирометром для контроля температуры нагрева.
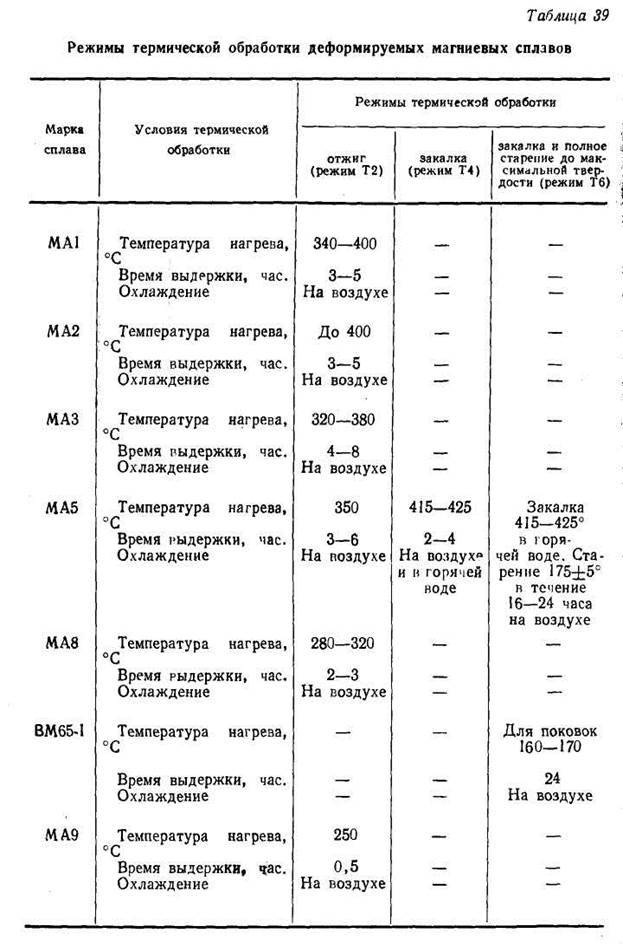
Термическая обработка алюминиевых и магниевых сплавов.
Термическая обработка алюминиевых и магниевых сплавов является ответственной операцией технологического процесса. Цель ее – изменить структуру и физико-химические свойства сплавов. Режим термической обработки выбирают в зависимости от сплавов и метода изготовления из них заготовок и деталей.
Термическая обработка деталей, изготовленных из алюминиевых сплавов, основана на том, что с понижением температуры растворимость многих элементов в твердом алюминии уменьшается. При нагреве под закалку алюминиевые сплавы неполностью кристаллизуются. Если сплав перегрет, в результате чего структура получилась с крупным зерном, то такой сплав бракуется. Поэтому термист должен быть внимателен к нагреву деталей из алюминиевых сплавов.
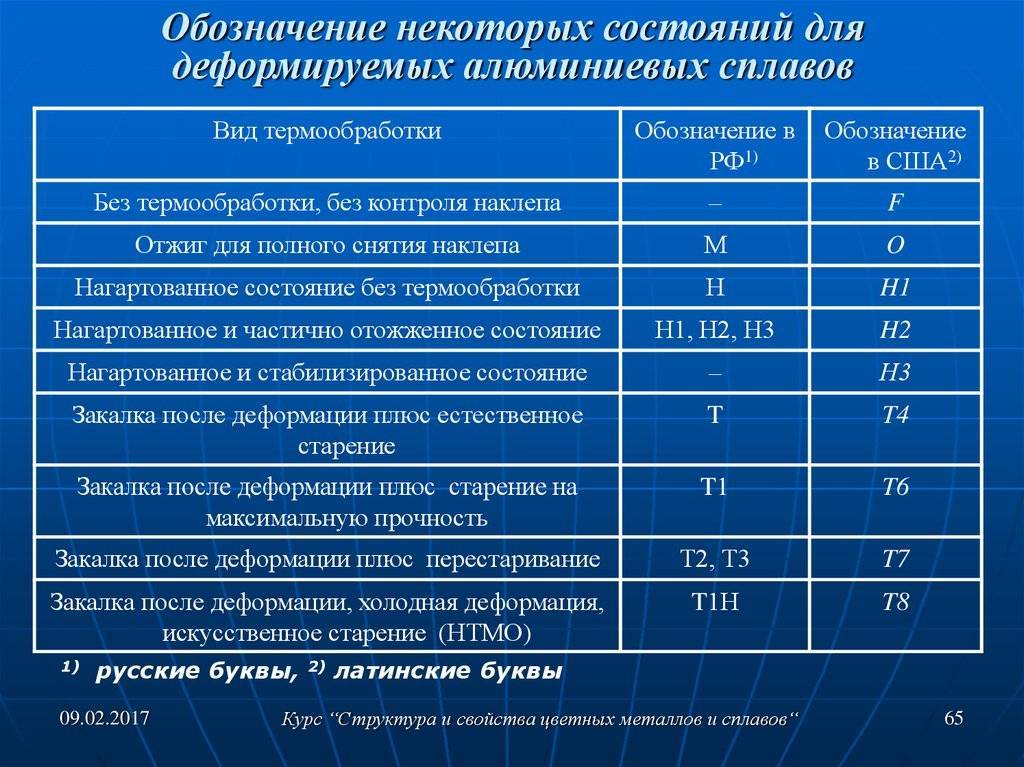
Термическая обработка деформируемых алюминиевых сплавов. Деформируемые алюминиевые сплавы подвергают таким видам термической обработки, как отжиг, закалка, старение.
Отжиг применяют для заготовок с целью придания материалу пластических свойств, необходимых для выполнения операций, которые связаны с обработкой давлением в холодном состоянии. В зависимости от сплава и назначения полуфабрикатов применяют высокий, низкий и полный отжиг.
Высокий отжиг (310-350°С) предназначается для полного разупрочнения (снятия наклепа) материала, происходящего после холодной пластической деформации сплавов А1, АД, AM и др.
Низкий отжиг (150-300°С) также применяют для сплавов А1, АД, AM, но с целью повышения пластичности при сохранении достаточной прочности, полученной нагартовкой.
Полный отжиг (380-450°С) применяют для полуфабрикатов, изготовленных из термически упрочняемых сплавов Д1, Д16, АК6 и т. д., чтобы получить высокую пластичность и снять упрочнение, полученное в результате закалки и старения.
Для снятия эффективности естественного старения и возвращения материала к свежезакаленному состоянию применяют нагрев в течение нескольких секунд или минут при температуре 200-250°С. Такой вид операции называют отжигом на возврат.
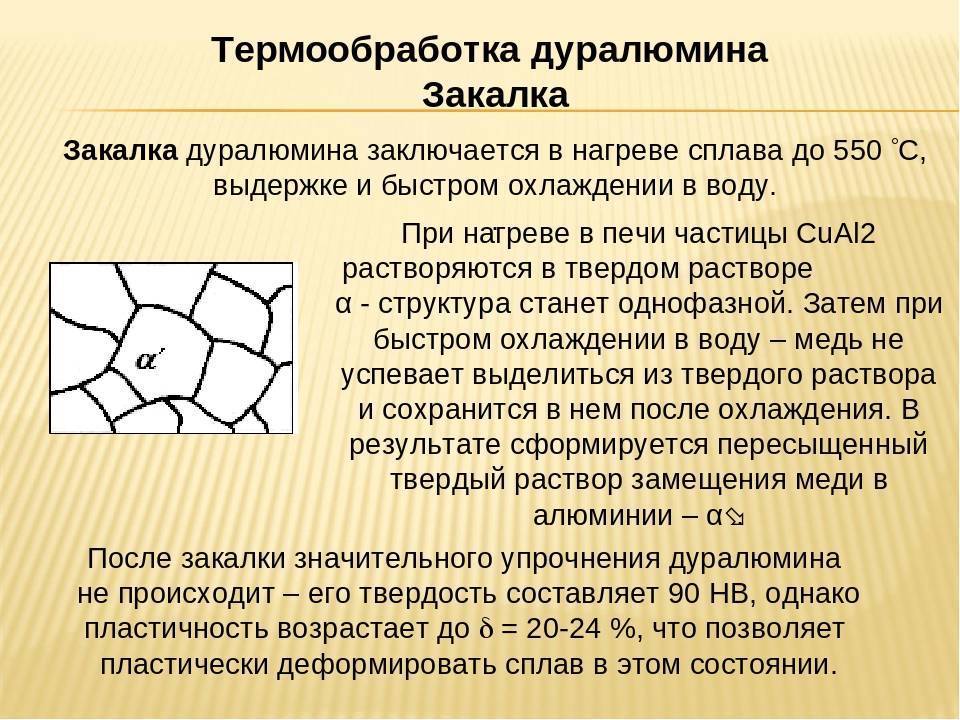
Закалка деформируемых алюминиевых сплавов, в основном дюралюминия Д1, Д16 и Д18, состоит только из одной операции – нагрева с охлаждением в воде при температуре 30- 40°С. Температура закалки для Д1 берется равной 495-505°С, для Д16 – 490-500°С, для Д18 – 495-510°С. Выдержка при нагреве устанавливается в зависимости от размеров деталей,
Особенность дюралюминия заключается в том, что он проявляет повышенную восприимчивость к старению при комнатной температуре. Стабилизация свойств происходит примерно через четверо суток. Искусственное старение дюралюминия неблагоприятно сказывается на механических свойствах и коррозийной стойкости.
Термическая обработка литейных алюминиевых сплавов. В отличие от деформируемых литейные алюминиевые сплавы почти все подвергаются термической обработке.
Для отливок из сплавов применяют несколько видов термической обработки.
Виды термической обработки литейных алюминиевых сплавов
Вид термической обработки
Условное обозначение термической обработки
Искусственное старение без предварительной закалки
Для улучшения обрабатываемости резанием литых деталей и повышения механической прочности
Для снятия литейных и термических напряжений, наклепа и повышения пластичности
Для применения деталей в свежезакаленном состоянии
Закалка и естественное старение
Для повышения прочностных свойств
Закалка и кратковременное старение
Для получения достаточно высокой прочности и повышение пластичности
Закалка и полное искусственное старение
Для получения максимальных прочностных свойств
Закалка и стабилизирующий отпуск
Для получения достаточной прочности и стабильной структуры
Закалка и смягчающий отпуск
Для получения повышенной пластичности за счет снижения прочностных свойств
Циклическая обработка (холодом и последующим нагревом)
Для получения деталей с более устойчивым состоянием по геометрии
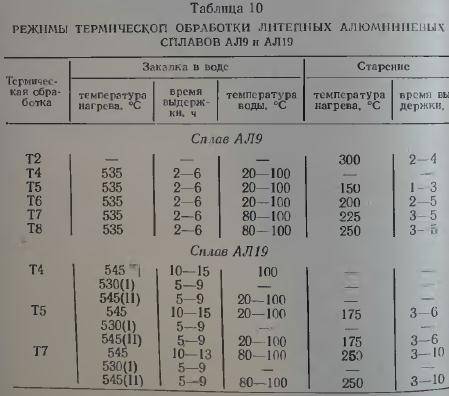
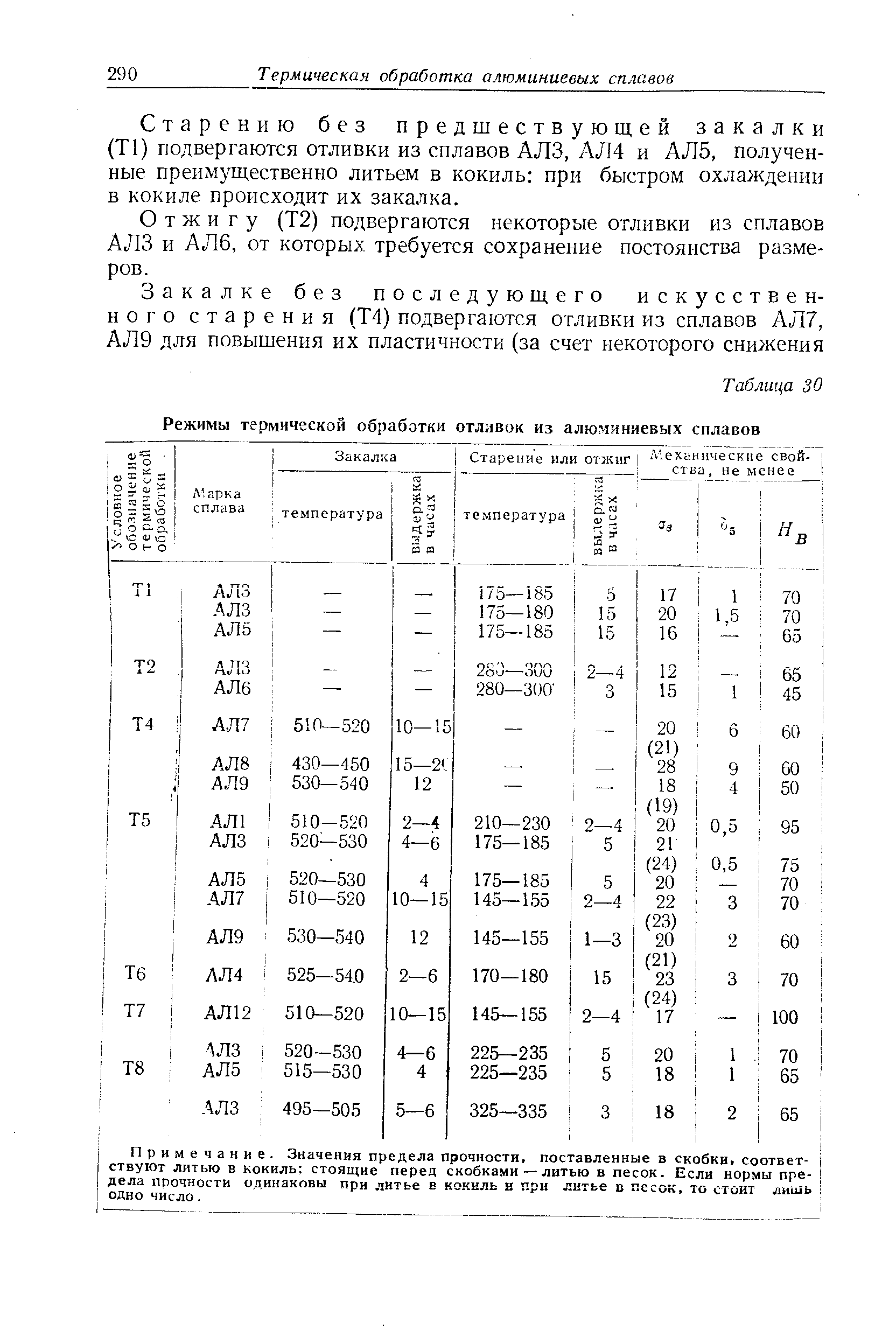
Наиболее типичные режимы термической обработки отливок из алюминиевых сплавов:
Режимы термической обработки литейных алюминиевых сплавов
Другие виды припоя
Существуют альтернативные виды припоев:
Характеристики серебряных припоев.
- Флюсы с повышенными антикоррозионными свойствами. Данный состав делают на основе кислоты, фосфора и растворителя. Они выгодны тем, что после процесса пайки не требуется использовать дополнительные очистители.
- Жидкие флюсы на основе салициловой кислоты, вазелина, золота и этилового спирта. Их применяют для пайки радиаторов и электрических проводов. В этом случае получаются очень аккуратные и чистые швы.
- Соединение канифоли с воздухом. Этот флюс называют нейтральным и его применяют для электрических приборов высокой точности: выключатели, реле, схемы мобильных телефонов. Канифоль малоактивна, поэтому ее следует применять на металлах, предварительно очищенных и залуженных. Для качественной очистки алмазных контактов можно воспользоваться лазером.
- Смесь буры с канифолью. Их применяют для соединения водопроводных медных труб. Данный флюс высокоактивный и не требует тщательной зачистки металлов. Бура плавится при температуре 70ºС, не выделяя при этом вредных испарений.
- Для пайки соединений, которые подвержены силовым нагрузкам и ударам, можно приготовить активированный флюс самостоятельно. Для этого необходимо взять в определенных пропорциях канифоль, анилин, ангидрид, салициловую кислоту, диэтиламин и смешать.
- Смесь канифоли со спиртом — активный флюс, который недавно являлся самым популярным припоем. Недостаток данного флюса в том, что при высоких температурах удаляется не только оксид металла, но и сам металл. К тому же очистка платы после пайки требует большого труда.
Типы бессвинцовых припоев.
Остатки флюса — это не только неэстетично, но и вредно.
В электросхемах с малыми промежутками между проводами возможны замыкания, вызванные гальваническими процессами на неочищенной поверхности.
Для осуществления пайки с помощью трубочек, наполненных колофонием, необходимо:
- Сопрягаемые поверхности тщательно зачистить от грязи и окислов.
- Деталь в месте шва нагреть до температуры, которая превышает температуру плавления флюса.
- Произвести процесс пайки.
Данный метод не подходит для больших поверхностей с хорошей теплопроводностью, так как мощности паяльника может не хватить для достаточного нагрева металла.
Разупрочнение алюминия при сварке
В сварных соединениях термически неупрочняемых сплавов системы А1—Mgнаименьшую прочность имеет металл шва, она составляет обычно 0,85—0,95 прочности основного металла. Во многих случаях этого достаточно, чтобы не предпринимать дополнительных мер с целью повысить прочность металла шва. Если листы перед сваркой нагартованы, то разупрочнение происходит также и в околошовной зоне. Равнопрочность всех зон сварного соединения и основного металла можно достигнуть прокаткой роликами металла шва и околошовной зоны, а также путем увеличения содержания магния в присадочной проволоке.






Значительно больше проблем возникает в случае необходимости получения сварных соединений, однородных по химическим свойствам с основным металлом термически упрочняемых сплавов. Металл зоны сплавления и околошовной зоны при сварке термически упрочненных алюминиевых сплавов подвергается термической обработке различных видов: закалке, отжигу, возврату. На рис. 1 приведена зависимость механических свойств сплава типа авиаль (системы А1—Mg—Si) от температуры и продолжительности выдержки. В зависимости от температуры и продолжительности ее воздействия степень разупрочнения различна. В некоторых случаях прочность сварных соединений сплавов, типа авиаль, дуралюмин может составлять лишь 50% прочности основного металла.

Рис. 1. Влияние различных термических циклов на механические свойства сплава САВ-1:
а, б — термические циклы; в — изменение механических свойств
На рис. 2 показаны изменения твердости в сварном соединении труб сплава типа авиаль в поперечном направлении. В зоне сварного шва, где температуры достаточно высоки, обычно происходит последующее естественное старение металла с повышением прочностных характеристик. В зоне отжига обычно не удается достигнуть повышения прочности до уровня основного металла без повторной закалки всего соединения. Однако закалка всего сварного соединения (конструкции) возможна далеко не всегда, так как такую операцию трудно выполнить на крупногабаритной конструкции, а также на любой конструкции, имеющей жестко заданные размеры и не имеющей припуска на механическую обработку.
Рис. 2. Изменение твердости в сварном соединении труб из сплава типа авиаль (1-18 — номера точек измерения)
Следует отметить, что в тех многочисленных случаях (например, при сварке конструкций из сплавов авиаль, дуралюмин), когда для снижения склонности сварных швов к трещинообразонию приходится применять сварочную проволоку, отличающуюся по химическому составу от основного металла (например, значительно увеличивая в сварочной проволоке по сравнению с основным металлом процент содержания кремния), получить металл шва, равнопрочный основному металлу, невозможно. Ожидаемое снижение прочности сварных соединений следует учитывать при назначении допустимых нагрузок на конструкцию.
В последнее время получили распространение самозакаливающиеся алюминиевые сплавы. Эти сплавы стареют очень медленно и достигают нормальной прочности примерно через три месяца. Самозакаливающиеся сплавы относятся к системе А1—Zn—Mg. Для повышения предела текучести сплавы подвергают искусственному старению при 100° С в течение 90—100 ч. Сплавы такого типа, например, содержащие 4,5% Zn, 1,5% Mg, до 3% Мп и 0,2% Cr, в состоянии после искусственного старения имеют предел текучести 28—33 кГ/мм2, предел прочности при растяжении 36— 41 кГ/мм2. После сварки и искусственного старения при 100— 110° С в течение четырех суток предел прочности достиг 34— 39 кГ/мм2, при этом угол изгиба составил 130—160°. Однако при хороших прочностных показателях сплав обладает склонностью к образованию трещин в шве и зоне сплавления.
Положительное влияние на уменьшение склонности к образованию трещин оказывает применение присадки типа СвАК5. Из самозакаливающихся сплавов наибольшей стойкостью против образования кристаллизационных трещин обладают сплавы системы Аl—Zn—Mgс повышенным содержанием магния (6,5%) и небольшими добавками меди.
Повышения прочности сварных соединений сплава В95 достигают термической обработкой, однако не удается получить прочность сварных соединений выше 80% прочности основного металла при низком уровне пластичности.
Применение алюминия
С давних времен квасцы применяли в медицине как вяжущее средство, в крашении для протравы, и для дубления кожи. Квасцами часто называют смешанные сульфаты одно- и трехвалентного металлов, например алюминия и калия (минерал сольфатерит). Римский ученый Плиний Старший (1 в. н.э.) в своей Естественной истории упоминает о квасцах как о солях, свойства которых изучали алхимики. Впервые для дубления кожи и в медицинских целях квасцы применили египтяне; они, а также лидийцы, финикийцы и иудеи, знали, что некоторые краски, например индиго и кошениль, лучше сохраняются, если их смешивать или пропитывать квасцами. Кристаллический оксид алюминия, встречающийся в природе под названием корунд, используется как абразив, благодаря высокой твердости. Рубин и сапфир — разновидности корунда, окрашенные примесями, являются драгоценными камнями.
Применение металлического алюминия
Алюминий — один из наиболее легких конструкционных металлов. Сплавы, получаемые из алюминия после термообработки, наряду с низкой плотностью отличаются высокой прочностью и другими важными механическими свойствами, что делает алюминий незаменимым для изготовления деталей транспортных средств (поршни и картеры, блоки и головки цилиндров авиационных и автомобильных двигателей, подшипники, силовой набор и обшивка фюзеляжей и пр.).
Сочетание хорошей проводимости с высокой коррозионной стойкостью на воздухе расширяет возможности использования алюминиевых кабелей, часто упрочняемых сталью, для высоковольтных электропередач. Алюминий отличается также и высокой теплопроводностью, что используется в двигателях, системах охлаждения и других устройствах.
Производство алюминия
Основным сырьем для производства алюминия служат бокситы — руда, представляющая собой в основном гидратированный оксид алюминия Al2O3Ч2H2O. Мировым лидером по производству алюминия являются США, затем Россия, Канада и Австралия. Алюминий наиболее известен как сырье для производства сплавов, используемых для изготовления пищевых емкостей (бидонов, баллонов, банок и т.п.), легкой кухонной посуды и другой домашней утвари. Неочищенный алюминий был впервые выделен Х.Эрстедом в 1825, хотя еще в 1807 Х.Дэви обнаружил неизвестный металл при обработке глины серной кислотой. Дэви не смог выделить металл из соединений, но назвал его алюминум (от лат. alumen — квасцы), а его оксид — глиноземом (alimina); вскоре это название металла по аналогии с названиями других металлов изменили на «алюминий», что стало общепринятым.
Свойства алюминия

Замечательным свойством алюминия является его легкость; плотность алюминия примерно в три раза меньше, чем у стали, меди или цинка. Чистый алюминий — мягкий металл, но образует сплавы с другими элементами, что обеспечивает большой диапазон полезных свойств. В ряду величин теплопроводности и электрической проводимости алюминий стоит после серебра и меди.
В реакции со щелочами он образует алюминаты, например, с NaOH образует NaAlO2. Алюминий проявляет амфотерные свойства, так как он реагирует и с кислотами, и со щелочами. На воздухе алюминий быстро покрывается прочной защитной пленкой оксида Al2O3, предохраняющей его от дальнейшего окисления.
Поэтому алюминий стабилен на воздухе и в присутствии влаги даже при умеренном нагревании. Если защитная пленка оксида нарушена, то при нагревании на воздухе или в кислороде он сгорает ярким белым пламенем. При нагревании алюминий активно реагирует с галогенами, серой, углеродом и азотом. Расплавленный алюминий реагирует с водой со взрывом.
СВОЙСТВА АЛЮМИНИЯ
- Атомный номер 13
- Атомная масса 26,9815
- Изотопы стабильные 27, нестабильные 24, 25, 26, 28, 29
- Температура плавления, ° С 660
- Температура кипения, ° С 2467
- Плотность, г/см3 2,7
- Твердость (по Моосу) 2,0-2,9
- Содержание в земной коре, % (масс.) 8,13
- Степени окисления +3
Разновидности флюса
Соединение двух материалов получается, если в зоне шва выдержать определенную температуру. Для разных материалов этот показатель варьируется от 50ºС до 500ºС и выше. Температура плавки припоя должна быть значительно выше температуры плавления обрабатываемого материала.
Флюсы для пайки бывают разных видов, выбор его зависит от вида металла, температуры пайки.
Выбор флюса зависит от таких параметров:
- соединяемых материалов;
- температур плавления детали и флюса;
- размеров поверхности;
- прочности и коррозионной стойкости.
Флюсы делятся на две группы: твердые с высоким температурным порогом и мягкие — с низкой температурой плавления.
Тугоплавкие припои имеют температуру плавления более 500ºС и создают очень прочное соединение. Недостаток этих припоев в том, что их высокая температура плавления иногда приводит к нежелательным последствиям: перегреву основной детали и выведению ее из рабочего состояния.
Легкоплавкие припои имеют температуру плавления от 50 ºС до 400 ºС. В их составе преобладают 38% олова, 61% свинца и 1% других примесей. Этот вид флюсов применяют радиотехники для монтажных работ.
Есть группа так называемых сверхлегкоплавких припоев. Их применяют для соединения транзисторов. Температура плавки таких флюсов не превышает 150ºС.
Для пайки тонких поверхностей используют мягкие припои, а для проводов большого диаметра требуются твердые припои с высоким температурным порогом.
Флюс должен соответствовать таким характеристикам, как:
Характеристики флюсов для пайки.
- хорошо проводить ток и тепло;
- прочность;
- высокий коэффициент растяжения;
- стойкость к коррозионному воздействию;
- разность температур плавления припоя и основного металла.
Припои бывают в виде прутков, лент, катушек с проволокой, трубочек, наполненных канифолью или другим флюсом.
Самая распространенная форма припоя — оловянный прут с диаметром сечения от 1 до 5 м.
Также существуют многоканальные флюсы, имеющие несколько источников поступления припоя для прочного соединения. Такие припои продаются в мотках, в колбах, свернутые в спираль, в бобинах. Для одноразового использования рекомендуется приобретать небольшой кучек проволоки, размером со спичку.







Для пайки электрических схем используют флюсы в виде трубочек, заполненных колофонием. Эта смола выступает в роли припоя. С помощью данного присадочного материала выполняется соединение меди, латуни, серебра.
Внедрение сварных алюминиевых конструкций
Дальнейшее внедрение сварных алюминиевых конструкций в различные отрасли машиностроения во многом зависит от разработки новых способов сварки алюминиевых сплавов. Раньше алюминиевые сплавы сваривали в основном в нижнем положении из-за высокой жидкотекучести расплавленного алюминия. В последнее время разработаны новые способы сварки, позволяющие сваривать алюминий во всех пространственных положениях. Так в ИЭС им. Е. О. Патона разработан способ импульсной сварки плавящимся электродом.
В научно-исследовательском и конструкторском институте монтажной технологии (НИКИМТе) разработан метод сварки труб с применением формирующего давления в их внутренней полости. За рубежом разработан способ механизированной сварки алюминиевых листов большой толщины в вертикальном положении, обеспечивающий получение высококачественных стыковых и угловых швов. Разработка новых способов сварки, как правило, сопровождается созданием соответствующего сварочного оборудования, позволяющего получить новый качественный эффект при изготовлении сварных конструкций.
Учитывая, что проблема очень широка, авторы не ставили себе задачу охватить все вопросы, связанные со сваркой конструкций из алюминиевых сплавов, и остановились на вопросах газоэлектрической сварки алюминиевых сплавов. Более детально осветили вопросы сварки трубных узлов и крупногабаритных деталей ответственных конструкций.
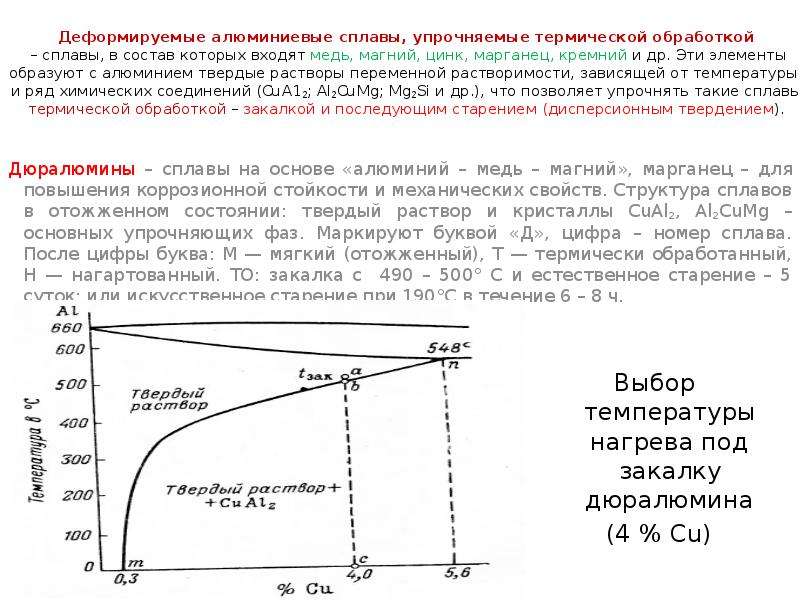
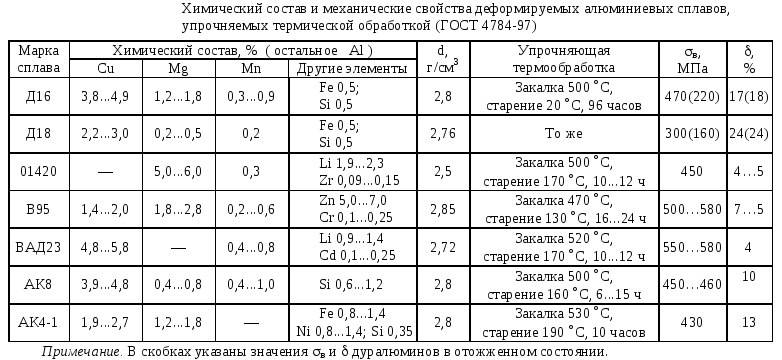
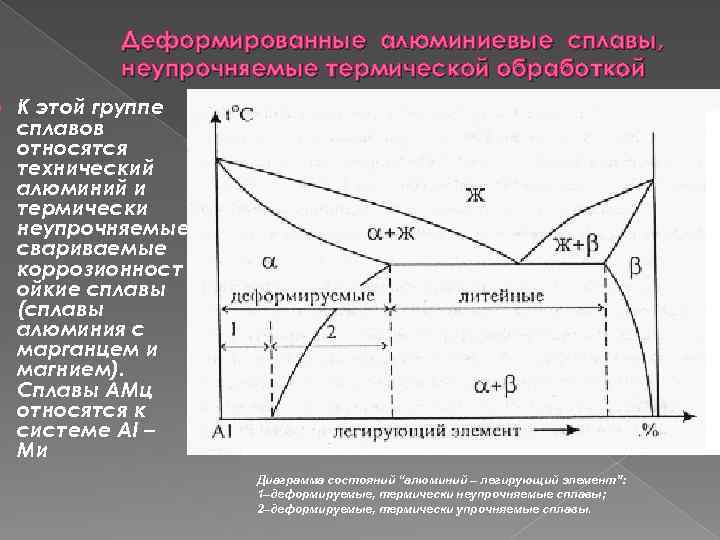
Сплавы алюминия в зависимости от назначения делят на деформируемые и литейные. Деформируемые алюминиевые сплавы разделяют на две группы: неупрочняемые и упрочняемые термической обработкой. К неупрочняемым термической обработкой относятся сплавы типа магналия (AMrl, АМг2 АМгЗ, АМг5 и АМгб), сплавы АМц, АМцС, а также алюминий АДОО, АДО, АД1 и АД. К упрочняемым термической обработкой относятся сплавы АД31, АДЗЗ, АВ, Д1, Д16, Д18, АК4, АК4-1, АК6, АК8, Д20, В93, В94, В95 и др.
Из деформируемых сплавов изготовляют различные полуфабрикаты в виде листов (толщиной до 10 мм), плит (толщиной свыше 10 мм), прессованных профилей, поковок, штампованных заготовок, прутков, проволоки, фольги, труб.
Термически упрочняемые алюминиевые сплавы обладают более высокими прочностными свойствами, чем термически неупрочняемые. Однако прочность последних можно повысить путем нагартовки.
Общая информация о печах
Отличительные особенности алюминиевых сплавов, такие как значительно большая теплоёмкость, точность нагрева в пределах ±3°С, теплопроводность, структура,
температура плавления, концентрации легирования не всегда позволяют использовать электропечи для термообработки сталей. Эти особенности необходимо учитывать
при выборе оборудования для термообработки сплавов на основе алюминия. Для термической обработки применяются низкотемпературные печи,
характерным признаком которых является передача большей части тепла нагреваемым изделиям усиленной конвекцией , поэтому применяются мощные вентиляторы
перемешивания газа в рабочей камере и распределённой схемы направления конвекционных потоков. В зависимости от типа производства электропечи могут быть периодического
(садочного типа) так и непрерывного действия (проходные).
Камерные электропечи с неподвижным подом применяются отжига, закалки, старения мелких и средних деталей
в мелко и среднесерийном производстве. Преимущество таких печей в доступности и надёжности. Недостаток — в отсутствии механизации.
Камерные электропечи с выкатным подом применяют для термической обработки крупногабаритных отливок, профилей,
поковок преимущественно под отжиг, отпуск или старение и т.д. Преимущества в возможности загрузки больших партий заготовок. Недостаток таких конструкций,
в больших занимаемых площадях. В случае применения подобных печей затруднительно производить операцию закалки из-за подстуживания
заготовок во время выката пода и выгрузки.
Шахтные электропечи получили широкое распространение для термообработки фасонного литья.
Они минимально занимают площадь цеха, имеют относительно высокую производительность, чем камерные.
Конвейерные электропечи широко применяются для термической обработки.
Толкательные или рольганговые печи. Здесь заготовки загружают в контейнер, который по направляющим проталкивают либо катят через всю тепловую камеру.
Преимущество проходных исполнений в том, что они легко соединяются другими установками в агрегаты и линии.
Эти печи применяют, как правило, в крупносерийном производстве.

Особенности конструкции установок для проведения отжига
После первичного нагрева, для некоторых видов отжига, необходима фиксированная скорость охлаждения, меньше, чем на воздухе.
Для этого в корпусе должны быть отверстия, закрываемые во время прогрева и выдержки. Во время охлаждения, деталей с печью, эти отверстия
приоткрываются и через них поступает воздух, нагнетаемый вентилятором.
Особенности конструкции термического оборудования для упрочнения алюминиевых сплавов
Нагрев под закаливание деталей является ответственной операцией, и успешное осуществление её зависит в основном от равномерного распределения температуры в
нагревательной камере и возможности ее регулирования в ограниченных пределах (±3℃) . Диапазон температур под закалку составляет 500-550 ℃ . Если металл перегреть,
то по периметру зёрен образуется жидкая фаза, происходит усадка, появляется микропористость, со значительным снижением прочности и пластичности. Нагреватели должны размещаться в
потокообразующих каналах. Управляющий температурой прибор «Терморегулятор» должен иметь механизм сведения температуры (точной подстройки) в диапазоне 480-530℃, что обеспечит необходимую
точность нагрева под закалку (±3℃).
Особенности приёмов термообработки
После прогрева и выдержки перемещение заготовок из камеры в закалочный бак необходимо провести максимально быстро, не дольше 5-7 сек. Охлаждение должно вестись максимально интенсивно.
Начинать охлаждение необходимо с температуры выдержки. Это означает что время переноса деталей из камеры в закалочный бак (вода) должно быть минимально, этого можно достичь механизацией
перемещения садки в закалочный бак. Закалочный бак должен иметь мощную систему перемешивания воды, большую мощность теплообменника охлаждения.
Основные виды
Цель данной статьи рассмотреть возможные варианты применения оборудования для различных видов термообработки изделий из алюминиевых сплавов. В данной статье не рассматривается оборудование для получения отливок и печи на газовом топливе.
Термообработку алюминиевых сплавов производят для получения необходимой структуры и соответственно механических свойств, как на стадии заготовки, так и уже в готовых изделиях.
Для термообработки существует пять основных видов манипуляций со свойственными им методами нагрева и охлаждения. Чтобы получить нужные физические свойства применяют тот или иной метод нагрева.
Отжиг первого рода
Предусмотрен для снятия литейных или термических остаточных напряжений, устранение наклёпа, при таком нагреве в структуре металла не происходит фазовых превращений.
Отжиг второго рода
Предусмотрен для изменения структуры материала посредством перекристаллизации. Заготовки нагревают выше критических температур и медленно охлаждают. В результате изменяется размер зёрен, их форма, распределение частиц вторых фаз.
Закалка алюминиевых сплавов предназначена для закрепления неравновесных (метастабильных) структурных состояний. Свежезакаленое изделие мягкое, как после отжига сталей, его можно деформировать. Но по истечении 4-6 дней металл самоупрочняется.
| Исходная структура до закалки | Структура после закалки |
Схема изменения строения сплава алюминия, содержащего 4% Cu (после закалки)
Отпуск (старение) предназначен для придания нужных свойств изделиям. В зависимости от температуры происходит упрочнение или разупрочнение.
Термическая обработка алюминиевых сплавов
Основными способами термической обработки алюминиевых сплавов являются закалка, отжиг старение и термомеханическая обработка. Отжиг применяется в том случае, когда возникшее неравновесное состояние сплава является причиной появление нежелательных свойств, например, пониженной пластичности. В данном случае могут быть применены гомогенизационный или рекристаллизационный отжиг. В промышленных масштабах температура гомогенизационного отжига составляет от 450 до 560 градусов по Цельсию, а время выдержки от 4 до 36 часов. Рекристаллизационный отжиг применяется в качестве промежуточного этапа между холодной и горячей деформацией. В некоторых случаях он применяется, как последний этап термической обработки деформированных полуфабрикатов. Для промышленных алюминиевых сплавов температура рекристаллизационного отжига составляет от 300 до 500 градусов по Цельсию, выдержка от 30 минут до 2 часов.
3акалка для алюминиевых сплавов применяется с целью получения пересыщенного твердого раствора. Например, в алюминиево-медном сплаве, с содержанием меди 4 % ее растворимость в алюминии составляет 0,2 %, а после закалки увеличивается в 20 раз. Температура нагрева при закалке составляет от 450 до 560 градусов по Цельсию. Для литейных сплавов выдержка может продолжаться десятки часов, а деформированных сплавов десятки минут.
Термомеханическая обработка заключается в сочетании термической обработки и пластической деформации. Для сплавов алюминия применяются три вида термомеханической обработки:
- Низкотемпературная обработка, цель которой – увеличение прочности, при заметном снижении пластичности.
- Высокотемпературная обработка, цель которой – увеличение коррозионной стойкости и прочности при сохранении высокой пластичности.
- Межоперационная термомеханическая обработка, цель которой – увеличение равномерности свойств по объему, повышение пластичности в высотном и поперечном направлениях и уменьшение анизотропии.
Старение представляет собой выдержку закаленного на пересыщенный твердый раствор сплава при относительно низких температурах, при которых начинается распад пересыщенного твердого раствора. Цель старения алюминиевых сплавов заключается в дополнительном повышении прочности закаленных сплавов.
Механическая обработка алюминия: с какими проблемами можно столкнуться
Мягкий и пластичный алюминий отлично поддается механообработке, но иногда при этом можно столкнуться и с негативными эффектами. У некоторых сплавов отмечается высокая вязкость. В этом случае при фрезеровке или сверлении может формироваться длинная стружка, которая будет наматываться на рабочий инструмент, приводя его к поломке. Чтобы минимизировать риск такой неприятности, инструменты для механообработки алюминиевых сплавов следует выбирать с большими стружечными канавками – пусть это ограничит максимальное количество зубцов на фрезе, зато облегчит ход стружки, частично решая проблему.