Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Принцип работы аппарата для сварки полипропиленовых труб

Сварка для монтажников и подрядчиков имеет репутацию надежной и постоянной. Часто гораздо легче убедить их сварить, чем склеить. Однако, как и любой из способов подключения, он имеет свои преимущества и недостатки:
Сварочный аппарат позволяет получить рабочую температуру:
- наконечника — в диапазоне 200-480 °С;
- горячего воздуха — в диапазоне 100-480 °C.
В большинстве случаев сварка пластмасс осуществляется в диапазоне температур от 280 до 350 °С.
Принцип работы сварочных аппаратов для пластика очень прост. Края соединяемых элементов нагреваются, что пластифицирует материал. Затем наносится связующий электрод, который соединяет две заготовки в одну.
Материал нагревают двумя способами:
- С помощью горячего воздуха – в технике Hot-Air используется обдув нагретым до определенной температуры воздухом. Края плавятся и сплавляются друг с другом, после чего материал затвердевает, герметизируя соединение.
- Использование горячего жала — метод, чем-то похожий на тот, что используется в традиционных паяльниках для электроники. Устройство снабжено наконечником, который нагревается и при прямом контакте разжижает края соединяемых элементов.
Сделать правильный и эстетичный стык относительно просто, но требует некоторой практики. Всего через несколько ремонтов — и вы овладеете этим искусством сварки пластиковых элементов так, чтобы сварной шов был прочным, а заготовка фиксировалась в нужной компоновке и форме. При сварке частицы связующего и материала смешиваются, поэтому после остывания закрепляются и образуют неразрывное целое.
При сварке пластмасс наиболее распространенным является соединение фрагментов методом Hot-Air, т. е. сварка в потоке горячего газа (газообразный теплоноситель) с использованием сварочных стержней, выполняющих роль связующего.
Виды сварки полипропиленовых труб
Существует 3 вида сварки труб из полипропилена.
Электромуфтовая
Осуществляется за счет применения специальных муфт, которые дополнены нагревательными деталями. Концы ппр, подвергшиеся спайке, дополнительно не обрабатываются.
Элементы соединяются без наплывов, за счет чего электромуфтовый вид сварки получил огромную популярность, несмотря на высокую стоимость.
Подходит для соединения труб небольшого диаметра. При таком способе одна труба вставляется в другую через раструб.
Стыковая
Данный способ актуален для стыковки напорных трубопроводов, диаметром не менее 63 мм. Стоит отметить, что для домашних целей, стыковый способ не применяется.
Какому именно методу мастеру стоит отдать предпочтение, зависит от:
- инструмента, который имеется у мастера;
- нагрузки на трубопровод;
- критериев ПП труб: диаметра, толщины стенок и т.д.
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Критерии выбора
При выборе паяльника следует обращать внимание не только на его стоимость и бренд, но и на технические качества. Итак, что необходимо учитывать?
Электрическая мощность
Основной характеристикой, на которую стоит обращать внимание при выборе паяльника, является его мощность, поскольку от этого зависит максимальный диаметр труб и последующая их сварка. К примеру, инструмент на 1,5 кВт способен соединять трубы от 20 до 50 мм, а вот более мощный прибор на 1,7 кВт, может спаять детали до 63 мм
К примеру, инструмент на 1,5 кВт способен соединять трубы от 20 до 50 мм, а вот более мощный прибор на 1,7 кВт, может спаять детали до 63 мм.
В комплекте с инструментом идет специальный чемодан и дополнительные инструменты
Комплектация устройства
Паяльники выпускаются в виде комплектов со вспомогательными приспособлениями и приборами. Они поступают в продажу вместе с основным устройством в специальном кейсе.
Комплектация зависит от модели и марки производителя. Но, чаще всего в набор входят:
- подставка или струбина для паяльника;
- насадки различного диаметра;
- ключи для замены деталей;
- резак;
- рулетка;
- уровень;
- маркер.
Наличие терморегулятора и его конструкция
Терморегулятор отвечает за установку и поддерживание рабочей температуры. Мастер может выставить диапазон от 220 до 350 градусов.
Благодаря встроенному терморегулятору, мастеру не придется регулярно своими руками выстраивать нужную температуру
Соотношение цены и качества
Оборудование с одинаковыми техническими параметрами у разных производителей стоит по-разному. Цена определяется репутацией бренда, типом аппарата и комплектацией.










Лидерами на этом сегменте рынка являются зарубежные компании: Rothenberg, Dytron, Brima, Kern и Candan. Среди отечественных производителей спросом пользуются товары «Энкор», «Энергомаш», «Калибр».
Среди специалистов существует негласный рейтинг стран-изготовителей сварочных приборов для пластиковых труб.
Первенство по праву принадлежит европейским брендам Rothenberg (Германия) и Dytron (Чехия).
Цена на чешские паяльники Dytron базовой комплектации стартуют от 200 у.е., что в 3-4 раза дороже аналогичных моделей турецкого или китайского производства
Несмотря на дороговизну, европейские товары удерживают лидерство продаж благодаря надежности, прочности, неприхотливости и удобству эксплуатации. Оборудование отличается легким весом, компактностью, механической выносливостью, длительным периодом службы и многообразием модельного ряда.
Достойная альтернатива чешским и немецким аппаратам – ручные паяльники турецкого производства. Хорошо себя зарекомендовали: Candan, Cobra и Valtec.
Умеренная ценовая политика (от 30-40 у.е.) наряду с хорошими технико-эксплуатационными характеристиками вывели Candan в топ-продаж среди паяльников ПП-труб бытового пользования
Наиболее доступную ценовую нишу занимают китайские и российские агрегаты. Стоимость дешевых моделей стартует от 15-20 у.е. Качество исполнения часто «хромает», непостоянностью работы отличаются термостаты – разброс показаний достигает 10°. Такая погрешность чревата разгерметизацией спаянных элементов.
Однако среди китайско-российской сборки встречаются конкурентоспособные аппараты, например, паяльники «Энергомаш», Wester и Sturm (немецкая разработка, производимая в Китае).
Что представляет собой паяльник для ПП труб
Полипропиленовые материалы обладают массой преимуществ, благодаря чему они пользуются высоким спросом:
- прочность;
- небольшой вес;
- продолжительный срок эксплуатации;
- низкая цена.
Преимуществом является простой монтаж, что исключает необходимость вызова мастера, поскольку работу по установке может выполнить человек, даже не имеющий опыта. Простота монтажа объясняется температурой плавления, которая приравнивается к 250-260 градусам Цельсия. Такой плюс не мог остаться незамеченным, поэтому для работы с ппб был создан специальный прибор.
Прибор имеет следующую конструкцию:
- корпус с рукояткой;
- нагревательная платформа;
- подставка;
- насадки разнообразного диаметра.
Пайка таким инструментом проходит без лишних трудностей
Лучшие недорогие паяльники для труб
Если говорить про такое устройство, как паяльник для полипропиленовых труб, рейтинг лучших будет выглядеть примерно так.
1. ДИОЛД АСПТ-1
Хороший китайский аппарат для полипропленовых труб. Стержневой или мечевидный нагреватель 1500 Вт. В комплекте представлены парные насадки в количестве 6 штук, труборез и перчатки.
Достоинства:
- позволяет выполнить сварку в труднодоступных местах;
- небольшой вес — 1 кг;
- прочные насадки в комплекте;
- быстрый нагрев.
Недостатки:
- полиэтиленовый пластик для подставки, которая плохо фиксируется;
- труборез низкого качества.
2. Denzel DWP-2000
Владельцы инструмента данной марки особенно отмечают удобство рукоятки, которая хорошо помещается в руке, поэтому выполнять спайку на весу им не трудно. В комплект входят тефлоновые насадки (6 штук).
Достоинства:
- быстрый прогрев;
- насадки отличного качества;
- удобство.
Недостатки:
плохой постамент.
3. ELITECH СПТ 1500
Инструмент имеет универсальную подставку, но сваривать им на весу трудно, так как модель отличается большим весом и оснащена жесткой рукояткой. Мощность аппарата составляет 1500 Вт, что достаточно для нагрева в быстром режиме трубы диаметром до 63 мм.
Достоинства:
- отлично крепится на верстаке;
- в комплекте представлены тефлоновые насадки в количестве 6 штук.
Недостатки
- некачественный чемодан;
- работа вне домашних условий обрастает трудностями.
 Стоит выбирать модель, которая соответствует требованию цена-качество
Стоит выбирать модель, которая соответствует требованию цена-качество
Советы профессионалов

- Дешевые модели оснащены, как правило, не очень надежными регуляторами температуры, что в итоге может существенно снизить качество пайки, так как мастеру во время пайки будет труднее отрегулировать температуру так чтобы трубы и не расплавились и в тоже время нагрелись до температуры обеспечивающей качественное надежное соединение.
- Наиболее качественными являются насадки на основе металлизированного тефлона, они обеспечивают наиболее равномерный нагрев соединений пластиковых труб.
- Следует помнить, что китайский паяльник частенько можно случайно купить как подделку под чужим брендом, переплатив за фирменный знак, поэтому при покупке необходимо точно соотносить цену агрегата с его брендом и качеством его комплектующих.
- Покупка аппарата с высокой мощностью оправдана только при наличии постоянной необходимости в выполнении больших объемов работ.
- Выбирая устройство для соединения пластиковых труб, следует обязательно взглянуть на инструкцию к нему, так как в ней в обязательном порядке указан предельный диаметр труб для соединения именно этой моделью. Профессионалы вычисляю этот параметр простой математической формулой: диаметр труб предназначенных для соединения в миллиметрах умножают на 10 и получают необходимый номинал мощности агрегата в Ваттах.
- Выбирая устройство для пайки, следует учитывать, что чем оно дешевле, тем мене качественные в нем комплектующие, например, в дешевом паяльнике может стоять очень грубо откалиброванный терморегулятор, у которого будет значительная погрешность между выставленной и реальной температурой рабочей поверхности.
Работа паяльника
Суть процесса, во время которого происходит соединение концов труб из полипропилена, заключается в том, что нагревательный элемент, являющийся по существу тэном, разогревает обработанные предварительно концы труб до требуемой температуры, после чего осуществляется их контакт и сплавление. Этот метод применим именно для спайки полимерных изделий, а не металлических.
Такой несложный инструмент, как паяльник, можно применять для сварки полипропиленовых деталей, поскольку температура их плавления не является слишком высокой. Она составляет приблизительно 250 градусов. Удобство состоит также в том, что паяльник работает от сети.

Одним из способов сварки является, когда соединение происходит встык, что удобно при соединении труб большого диаметра. Другой метод называется муфтовым или, иначе, раструбовым. Для этого обязательными элементами, входящими в состав паяльника, являются муфты, называемые также фитингами.
Принцип работы обоих способов одинаков — паяльником разогреваются края трубопроводов, при этом повышается их вязкость и сплавление становится возможным. Происходит взаимное проникновение частиц, называемое диффузией, и образуется цельное соединение. При муфтовом способе в насадку вставляются с одной стороны фитинг, а в другой конец трубы. При этом плавятся наружная поверхность трубы и внутренняя поверхность фитинга.
Насадки для сварочного аппарата для полипропиленовых труб служат для передачи высокой температуры от нагревательного элемента к материалу соединяемых деталей. Это обеспечивает прочное герметичное соединение.
В инструкции по эксплуатации паяльников объясняется принцип выбора имеющихся в составе насадок, способ их установки, закрепления и особенность применения. В инструментах для пайки, пользующихся популярностью, в состав входят наиболее часто применяемые насадки для паяльника труб.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.










Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Особенности соединения полипропиленовой и металлопластиковой трубы
В быту части трубопровода могут состоять из разных материалов, включая металлопластик, пластик, металл и полипропилен высокой плотности. Это нередко бывает в многоквартирных домах и коттеджах плотной застройки, когда каждый меняет трубы по своему усмотрению. Иногда меняют не всю систему, а только прохудившийся фрагмент.

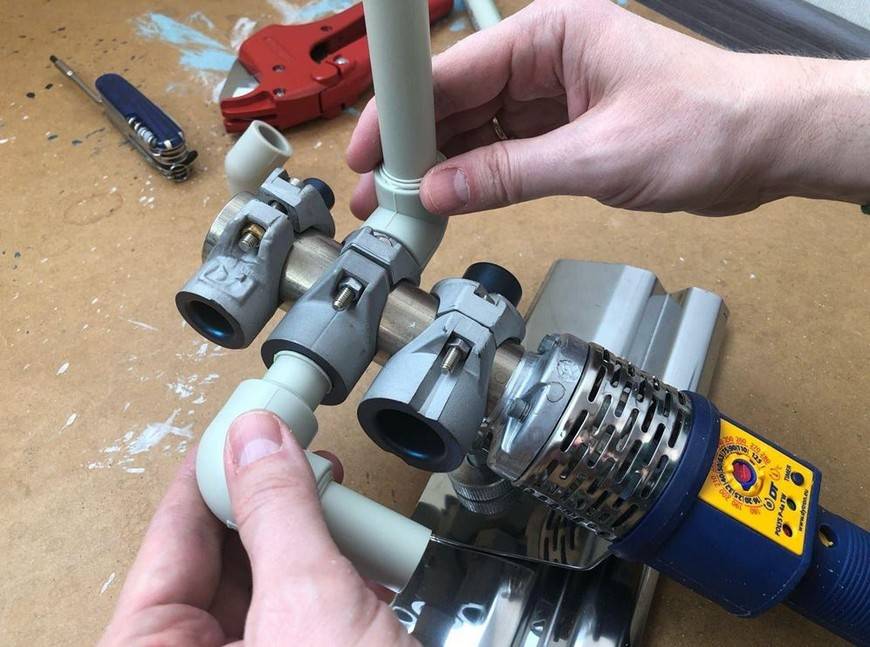
Кроме правильного выбора инструмента и насадки к нему важно еще строго соблюдать технологию пайки
Для состыковки металлопластикового трубопровода с участком из полипропилена используют разъемный фитинг с резьбой наружного типа. К торцу из полипропилена заранее делают наплавление резьбового фитинга, и эти торцы скручивают с уплотнителем (пакля, лен, фум-лента). Если есть сомнения в герметичности, можно залить силикон и поставить хомут. Такое соединение должно выдержать типичную для водопровода нагрузку. Для наплавки полипропиленовой детали применяют паяльник с насадкой соответствующего диаметра.
Для этого к тройнику должен прикручиваться фитинг, на который при помощи насадки для паяльника для полипропиленовых труб присоединяется торец присоединяемой коммуникации. Возможно, установка тройника займет много времени – отключение подачи воды, резка металлопластика и работы по монтажу.
Состыковка полипропиленового трубопровода – несложное мероприятие, и при надежном оборудовании и качественных насадках с первого раза всё должно получиться. Потребуется только сосредоточиться и делать все внимательно и быстро, трубы фиксировать в горизонтальном положении, а рез торцов делать строго перпендикулярно.
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Преимущества пайки труб, а не их сваривания
Итак, монтаж пластикового трубопровода осуществляется просто и легко, а для его сборки потребуется лишь паяльник для труб и фитинги. По целому же параметру характеристик, пластиковые трубопроводы ничем не хуже стальных, а порой и вовсе их превосходят. Например, стальные трубы подвержены коррозии, а пластиковые нет.
Стоимость монтажа стального и пластикового трубопровода, также серьёзно отличается. За стык сварки придётся отдать намного больше деньги, чем за паяное соединение. Плюс ко всему, доступная стоимость оборудования для пайки, а так же, как уже говорилось ранее, простота самого процесса, часто подталкивают людей к самостоятельному монтажу трубопроводов.
 Преимущества пайки труб, а не их сваривания
Преимущества пайки труб, а не их сваривания
Это далеко не все преимущества пайки, но, безусловно, одни из самых важных. Теперь же перейдём непосредственно к температурному процессу. Не менее увлекательную информацию про сварку вы можете найти на сайте MMA сварка https://mmasvarka.ru.
Как выбрать качественный паяльник для полипропиленовых труб, чтобы потом не пожалеть?
 Чтобы обеспечить качественное соединение пластикового трубопровода следует самым тщательным образом отнестись к выбору оборудования, ведь именно от него зависит результат всего труда.
Чтобы обеспечить качественное соединение пластикового трубопровода следует самым тщательным образом отнестись к выбору оборудования, ведь именно от него зависит результат всего труда.
Подбор мощности
Мощность – это первый и определяющий параметр, с которого начинается подбор устройства для выполнения задуманных работ в уже известно объеме. Ведь именно мощностью паяльного агрегата ограничивается диаметр труб, которые им можно сварить, а кроме того, и частота с которой устройство может повторять операцию сварки.
 На рынке представлен широчайший ассортимент паяльных инструментов, с широким разделением по мощности, поэтому не составит труда выбрать аппарат, под индивидуальные нужды, используя следующую градацию необходимой мощности агрегата для сварки пластиковых труб разного диаметра:
На рынке представлен широчайший ассортимент паяльных инструментов, с широким разделением по мощности, поэтому не составит труда выбрать аппарат, под индивидуальные нужды, используя следующую градацию необходимой мощности агрегата для сварки пластиковых труб разного диаметра:
- трубы, диаметр которых от 16 до 63мм требуют мощности инструмента до 680Вт;
- от 63 до 75мм – 850Вт;
- от 75 до 125мм – 1,2кВт;
- от 125мм и больше 1,5-2кВт.
Понятно, что для бытовых нужд в большинстве случаев хватит паяльника на 850Вт. Однако, есть и такой нюанс, как влияние внешней среды на теплообмен и работу агрегата. Например, при работе в условиях пониженной температуры окружающей температуры – зимой в не отапливаемом помещении, мороз будет «красть» полезную мощность аппарата и для эффективной работы потребуется устройство на порядок большей мощности.
Особенности конструкции
 Вторым фактором выбора является конструкция паяльного аппарата и здесь для бытового применения существует только два варианта.
Вторым фактором выбора является конструкция паяльного аппарата и здесь для бытового применения существует только два варианта.
Первый – это устройства с мечевидным жалом, которые отличаются простотой конструкции с возможностью жестко закреплять насадки, без необходимости постоянно следить за их правильным положением во время работы. Такие устройства в широком ассортименте представлены на рынке и отлично подходят для «любителя».
Второй тип паяльных устройств – отлично подойдет профессионалам, которые специализируются на сложных работах в труднодоступных местах, где универсальность аппарата превыше простоты
Это устройства с цилиндрическим жалом, по всей длине которого можно регулировать положение насадки, что крайне важно для проведения сложных работ. Такие стержневые паяльники требуют постоянно контроля над винтами крепления подвижной насадки и не рекомендуются новичкам
Выбор насадки для паяльника
 Как правило, при покупке в комплект уже включен набор насадок для него и самая большая из них ограничена мощностью агрегата. Так, например, дорогие профессиональные инструменты могут содержать в своем комплекте насадки с диаметром до150мм, что обусловлено высокой мощностью дорогих агрегатов.
Как правило, при покупке в комплект уже включен набор насадок для него и самая большая из них ограничена мощностью агрегата. Так, например, дорогие профессиональные инструменты могут содержать в своем комплекте насадки с диаметром до150мм, что обусловлено высокой мощностью дорогих агрегатов.
 Однако, для того чтобы соединить бытовой водопровод достаточно иметь всего несколько насадок стандартных размеров: для труб диаметром 0.5ʺ, 1ʺ, 1.25ʺ, что с переводом в метрическую систему равнозначно 16мм, 24мм и 32мм соответственно. Поэтому не следует гнаться за дорогостоящими наборами с большим количеством дешевых насадок низкого качества всех возможных типоразмеров.
Однако, для того чтобы соединить бытовой водопровод достаточно иметь всего несколько насадок стандартных размеров: для труб диаметром 0.5ʺ, 1ʺ, 1.25ʺ, что с переводом в метрическую систему равнозначно 16мм, 24мм и 32мм соответственно. Поэтому не следует гнаться за дорогостоящими наборами с большим количеством дешевых насадок низкого качества всех возможных типоразмеров.










А приобрести изделие с несколькими качественными комплектующими стандартного диаметра. В дальнейшем всегда можно докупить насадку требуемого размера и качества.
В упаковку с инструментом средней цены, как правило, входят обычные тефлоновые насадки, они не являются лучшим вариантом, но для бытового применения справедливо отвечают формуле цена – качество.
А наиболее качественными принято считать насадки для пайки пластика, на основе металлизированного тефлона. Кроме того что они практически не прилипают к пластику при пайке они еще и самые теплопроводные благодаря чему работать с ними комфортней и быстрей.
Терморегулятор
Точность регулировки и стабильность температуры нагревающего элемента в паяльнике определяет качество и надежность шва в водопроводе. При выборе непременно следует выяснить, есть ли в его конструкции терморегулятор с ручной настройкой оптимальной температуры.
Можно, конечно, купить аппарат с автоматическим терморегулятором, который по достижении агрегатом оптимальной температуры рабочей поверхности в 260°С подает звуковой или световой сигнал, что крайне удобно для новичков в деле пайки полипропилена. Однако профессионалы предпочитают устройства с ручной точной настройкой температуры, потому что их можно настраивать с компенсацией условий внешней среды, например, мороза.
Виды паяльников

Перед покупкой сварочного аппарата необходимо рассмотреть два типа такого рода устройств. Это:
- ручные сварочные аппараты;
- стационарные.
Первые предназначены в основном для домашнего использования и отлично подходят для сварки между собой мелких пластиковых элементов. Вторая модель сварочных аппаратов – это устройство, предназначенное для опытных любителей рукоделия и профессиональных мастерских. Так что, если мы не профессионалы, то можем смело остановить свой выбор на удобной и легкой ручной модели
Также обратим внимание на то, как сварочник пластика питается. Помните, что есть модели, работающие от электричества и газа
Еще один момент, на который стоит обратить внимание — это диапазон регулирования температуры. Каждый тип пластика имеет разную температуру сварки. Рассмотрим также процесс охлаждения, а также присадочные металлы для сварки. Большое значение имеет также количество сопел и эффективность воздушной струи.
Как пользоваться аппаратом для сварки и паять полипропиленовые трубы
Сама сварка представляет собой процесс нагрева (плавления) соединяемых элементов сварочным аппаратом, а затем их соединения путем приложения соответствующего давления. Благодаря этому действию, мы получаем однородное, герметичное и прочное соединение.
Сварка требует от монтажника наличия правильного инструмента – сварочного аппарата и знаний по его использованию. Инструкции по сварке можно найти в специальной литературе, на специализированных форумах, сайтах, Ютубе. В случае более технически совершенных устройств возможно проведение обучения у производителя с выдачей соответствующего сертификата.
Виды сварки
В зависимости от свариваемого материала, диаметра и требований, вытекающих из химического применения, существует несколько видов сварки:
- раструбная сварка (иначе называемая полифузионной, полидиффузионной);
- стыковая сварка;
- инфракрасная стыковая сварка IR (Infra red);
- безпламенная стыковая сварка BCF Plus;
- электромуфтовая сварка.
Сварочные аппараты должны эксплуатироваться только обученными и знакомыми с инструкциями по сварке
Важно помнить об обслуживании и калибровке этих устройств (особенно в случае сварочных автоматов)
Сварочные аппараты очень часто приспособлены для сварки различных материалов, но в каждом конкретном случае нужно подбирать температуру и время сварки под данный материал в соответствии с инструкцией. В случае автоматических сварочных аппаратов достаточно выбрать в настройках аппарата соответствующий материал (иногда и диаметр сварки).
В зависимости от типа сварки предложение включает в себя ручные, цеховые, полуавтоматические и автоматические сварочные аппараты. Производственная программа очень широка.
Для соединения полипропиленовой установки с секциями, изготовленными из материалов, отличных от ПП, применяют фитинги, снабженные латунными вставками с наружной и внутренней резьбой или фланцевыми втулками.
Такие соединения заключаются в одновременном нагреве концов труб (труб, фитингов) — доведении их до необходимой степени пластичности, а затем запрессовке конца трубы в раструб фитинга. После остывания стыка получаем однородный шов без использования каких-либо дополнительных материалов. При правильно выполненном соединении излишки материала видны по окружности сварного шва.
Как паять – пошагово:
- установить температуру нагревательных электродов на 260 °C;
- отрезать трубу на соответствующую длину – с учетом закладной части в раструб фитинга;
- отметить необходимое положение и глубину трубы в фитинге;
- нагрев элементов;
- подключение готово.
Когда труба совмещена с фитингом, она упруго сжимается, а соединительный элемент начинает растягиваться. Нагретые поверхности сжимаются, вытесняя воздух. Результатом является равномерное перемешивание расплавленного материала. После остывания соединение становится неразъемным и герметичным.