Устройство плоскошлифовального станка
Главная » Статьи » Профессионально о металлообработке » Шлифовальные станки
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
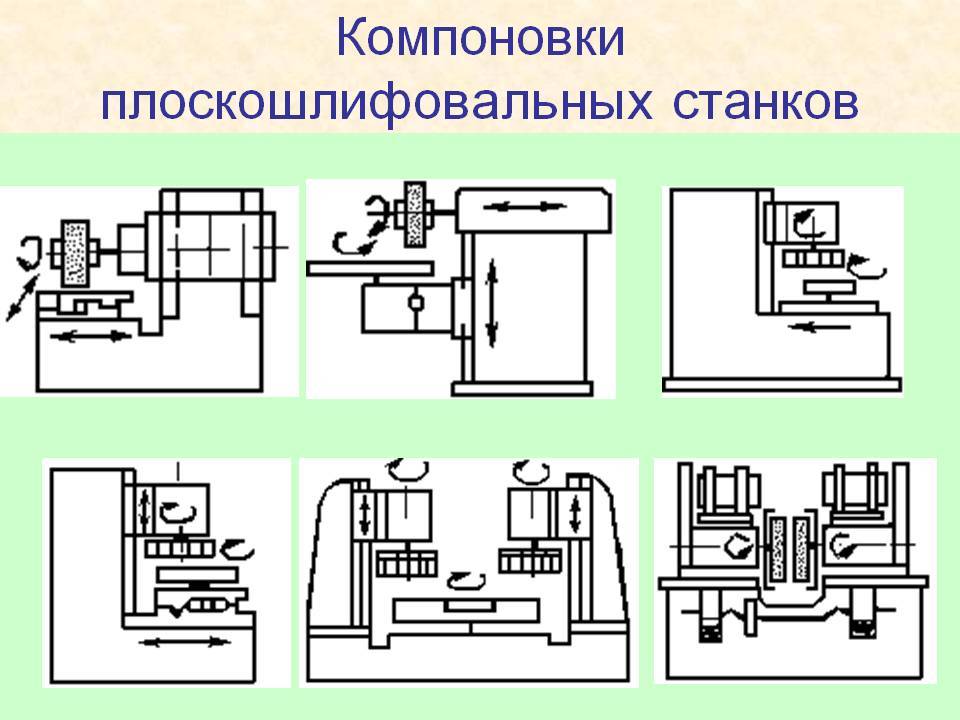
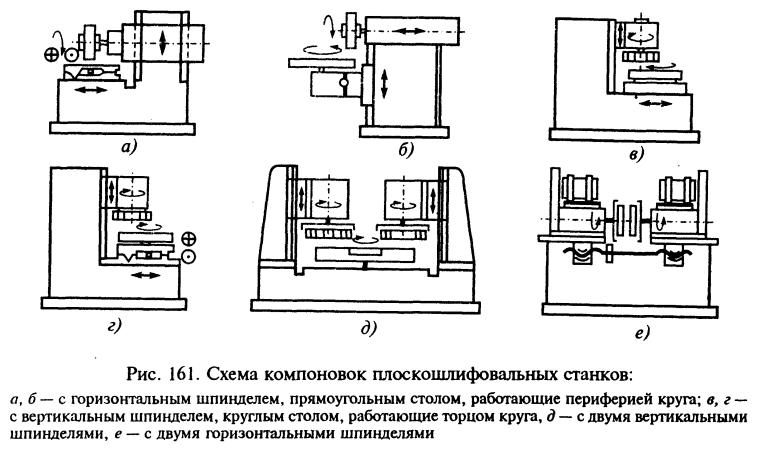
Шлифование плоских поверхностей заготовок производится периферией круга или его торцом. Существуют плоскошлифовальные станки с прямоугольным и круглым столами. Расположение шпинделя шлифовального круга может быть горизонтальным или вертикальным. В единичном, мелкосерийном и среднесерийном производстве наиболее часто используют плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем. В массовом производстве наибольшее распространение получили станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей.
Рассмотрим плоскошлифовальный станок с прямоугольным столом общего назначения. На направляющих станины 1 станка (рис. 7.1, а) установлен стол 5, совершающий возвратно-поступательное перемещение от гидроцилиндра, расположенного в станине. Закрепление заготовок обычно производится с помощью магнитной плиты 12, закрепленной на столе. На станине смонтирована стойка 9, несущая шлифовальную бабку 10 с горизонтальным шпинделем шлифовального круга 17, закрытого кожухом 6. От механизмов подач, находящихся в станине, шлифовальной бабке сообщаются поперечное движение подачи (после каждого двойного хода стола) и вертикальное движение подачи (после каждого рабочего хода по снятию припуска со всей обработанной поверхности заготовки). Шпиндель вращается от электродвигателя, встроенного в шлифовальную бабку. Работа механизмов подач осуществляется от гидроцилиндров, в которые поступает масло от гидростанции 13, управляемой от панели 2. Установочные ручные перемещения стола (в продольном направлении) осуществляются маховиком 3, а шлифовальной бабки (в вертикальном направлении) — маховиком 81 Включение и выключение станка производят с пульта управления 4. Во время работы магнитную плиту с обрабатываемой заготовкой закрывают кожухом 6. СОЖ поступает из бака с помощью насоса 14.
На рис. 7.2 приведена кинематическая схема универсального плоскошлифовального станка. Главное движение — вращение шлифовального круга от электродвигателя M1 через шкивы 7 и 8 и ременную передачу. Частота вращения шпинделя — постоянная. Опускание или подъем шлифовальной головки происходит с помощью винтового механизма с винтом 6 и гайкой 5, с которой жестко соединено червячное колесо 3. Вращение червяка 4 осуществляется: при ускоренном перемещении — от электродвигателя М2 через цилиндрическую зубчатую передачу на зубчатые колеса 1 и 2; при автоматической вертикальной подаче — от лопастного насоса, работающего в момент поперечного или продольного реверса стола, через собачку 24, храповик 23, скрепленный с колесом 22, и далее через колеса 20 и 21 на червяк 4. Предел вертикальной подачи Sдв.х=0,002…0,05 мм на двойной ход стола. Нижний предел 0,002 мм соответствует повороту храпового колеса 23 на один зуб. Ручное продольное перемещение стола осуществляется от маховика через зубчатые колеса 14, 15, 13 к 11 и рейку 12. За один оборот маховика стол перемещается на 18,1 мм.
В нормальном состоянии механизм ручного продольного перемещения стола разомкнут путем вывода колеса 17 из зацепления и включения микропереключателя, допускающего включение механического перемещения стола. Винт 9 с гайкой 10, закрепленные в крестовом суппорте, осуществляют поперечную подачу стола: в автоматическом режиме — от электродвигателя М3 через зубчатые колеса 26, 27, 16 и 17; в ручном режиме — от маховика через колеса 17, 16. Тонкую поперечную подачу осуществляют нажатием кнопки, через конические колеса 18 и 19, муфту 25 и зубчатые колеса 17 и 16.
Для плоскошлифовальных станков с прямоугольным столом, работающих периферией круга, движение подачи — возвратно-поступательное движение заготовки (продольное движение подачи); периодическое поперечное перемещение шлифовального круга (поперечное движение подачи) за один ход стола с заготовкой; периодическое вертикальное перемещение шлифовального круга (вертикальное движение подачи) на глубину шлифования. В том случае когда высота шлифовального круга больше ширины заготовки, поперечное движение подачи отсутствует.
Более подробно кинематика шлифовальных станков будет представлена на примере центровых круглошлифовальных станков.
Основные правила и критерии выбора оборудования
Современные устройства для шлифовки и калибровки деревянных заготовок оснащаются автоматическими системами контроля и управления. В первую очередь при выборе следует смотреть на тип аппарата: автоматический, полуавтоматический или ручной. Последние два варианта не подходят для использования на крупном производстве. Они больше предназначены для работы в быту.
Преимуществами автоматических агрегатов являются:
- точная регулировка ленты;
- возможность аварийной остановки;
- корректировка скорости движения заготовки.
В зависимости от задач, которые должен выполнять аппарат, определяется набор функций и технические характеристики. При выборе калибровально-шлифовального станка учитываются следующие факторы:
- Наличие магнитного пускателя, который предотвращает незапланированный запуск агрегата. Функция особенно полезна, если на производстве случаются частые перебои или отключения электроэнергии.
- Присутствие ременной передачи, снижающей воздействие на силовой элемент при перегрузке устройства.
- Угол наклона операционной поверхности увеличивает потенциальные возможности в процессе шлифования.
- Оборудование специального упора, который отвечает за жесткую фиксацию деревянной болванки в ходе обработки.
- Оснащение транспортирным стопором, предназначенным для установки детали под оптимальным углом.
- Укомплектованность визуализатором пространственных данных, минимизирующим отклонения от заданных параметров.
- Использование плавающих головок для обработки неровных поверхностей. Они крепятся в подвешенном состоянии, чем обеспечивается свободный ход.
- Дополнительный прорезиненный вал увеличивает качество шлифовки и калибровки.
- Утюжок позволяет осуществить чистовую шлифовку, чтобы подготовить деталь к завершающему этапу.
Компания-производитель, внешний дизайн, габариты, вес и другие критерии носят преимущественно субъективный характер
Они имеют немаловажное значение, но играют второстепенную роль
Делаем простейший шлифовальный станок своими руками
Учитывая тот факт, что серийное шлифовальное оборудование стоит недешево, есть смысл задуматься над тем, чтобы изготовить такой станок своими руками. Даже простейший самодельный станок, сделать который совсем несложно, позволит вам с высокой эффективностью и качеством выполнять шлифовку заготовок различной конфигурации.
Несущим элементом самодельного станка для выполнения шлифовальных работ является станина, на которой закрепляются два барабана и электрический двигатель. Для изготовления станины можно использовать толстый стальной лист, из которого вырезается площадка требуемого размера.
С двигателем все намного проще: его можно снять со старой стиральной машины, которая уже отслужила свой срок. Барабаны можно сделать наборными, для этого удобно использовать плиту ДСП, из которой вырезаются диски требуемого диаметра.
Простой самодельный станок из подручных средств
В качестве примера разберем последовательность действий по изготовлению самодельного шлифовального станка, станина которого имеет размеры 50х18 см. В первую очередь, из стального листа вырезают саму станину, а также рабочий стол, на котором будет закреплен электродвигатель. Размеры такого стола будут составлять примерно 18х16 см.
Важно, чтобы торцы станины и рабочего стола, которые будут соединяться, были обрезаны максимально ровно. Толстый лист металла, из которого вы будете изготавливать станину и рабочий стол, сложно разрезать вручную, поэтому лучше выполнить такую процедуру на фрезерном станке
В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов. Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки.
Еще один самодельный станок, собранный «на коленке»
Выбирая электродвигатель для своего самодельного шлифовального оборудования, важно обращать внимание на мощность: она должна быть не ниже 2,5 кВт, а частота вращения – около 1500 об/мин. Если использовать привод с более скромными характеристиками, то станок будет обладать невысокой эффективностью. Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана
Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана.
Выбирать диаметры барабанов следует в зависимости от того, с какой скоростью будет перемещаться абразивная лента. Так, если скорость движения ленты должна быть приблизительно 20 м/сек, то необходимо изготовить барабаны диаметром 20 см. Для установки натяжного барабана используется неподвижная ось, а ведущий фиксируется непосредственно на валу электродвигателя. Чтобы сделать вращение натяжного барабана более легким, используется подшипниковый узел. Площадку, на которой устанавливается натяжной барабан, лучше всего сделать с некоторым скосом, это обеспечит плавный контакт абразивной ленты с обрабатываемой заготовкой.




Вариант самоделки немного сложнее
Не составит особой сложности изготовить и барабаны для самодельного шлифовального станка. Для этого необходимо нарезать из ДСП квадратные заготовки размером 20 на 20 см, в центре каждой из которых просверливается отверстие. Затем эти заготовки собираются в пакет толщиной 24 см, который протачивается для формирования цилиндрического барабана диаметром 20 см.
Виды
Принцип работы данных устройств заключается в осуществлении одновременного вращения или перемещения режущего инструмента (абразивного круга или ленты) и поступательного или вращательного движения обрабатываемой заготовки.
Простейшим шлифовальным станком является обычное электрическое точило, где режущий инструмент – вращающийся абразивный диск, а перемещение заготовки происходит в ручном режиме.
Станки для шлифовки отличаются по ряду признаков, они могут быть стационарными, настольными, переносными, к примеру шлифмашинка, тем не менее в их устройстве есть общие черты. В конструкцию большинства из них включены кинетические цепи, которые обеспечивают:
- вращение рабочего инструмента;
- передвижение рабочего стола в любых направлениях;
- подачу заготовки к режущей кромке;
- перемещение рабочего инструмента (вручную или с помощью гидравлики);
- вращение заготовки;
- подачу режущего инструмента в глубину.
Различают универсальные устройства, позволяющие обрабатывать различные заготовки, в том числе и в полностью автоматическом режиме, и простые модели, предназначенные для конкретного вида работ. В наши дни последние практически изжили себя, все чаще в продажу поступают настоящие шлифовальные комбайны, устройства с ЧПУ, позволяющие автоматизировать все необходимые процессы.
Круглошлифовальные
Один из наиболее распространенных видов шлифовальных станков – круглошлифовальный. Его предназначение – обработка заготовок из металла или дерева цилиндрической или конической формы.
Шлифовка выполняется вращающимся диском, установленным на подвижных салазках. Деталь, которую необходимо обработать, зажимают между передней и задней бабками устройства, что позволяет выполнять независимое вращение детали и режущей части инструмента.
Круглошлифовальные станки способны обрабатывать детали диаметром от 25 до 600 мм. Для производственных нужд выпускают устройства, способные шлифовать гораздо более крупные детали, в том числе со сложной геометрией.
Плоскошлифовальные
В отличие от предыдущего типа, плоскошлифовальные станки в первую очередь ориентированы на шлифование плоских поверхностей. Их рабочим инструментом также являются абразивные диски, но диск крепится на колонне, которая перемещается во всех плоскостях, а деталь устанавливается на столешнице в специальных креплениях.
По расположению режущей части различают горизонтальные и вертикальные станки. Помимо этого существуют устройства с несколькими колоннами, позволяющими одновременно выполнять разные операции.
Внутришлифовальные
Далеко не всегда достаточно обработать лишь наружную поверхность детали, часто требуется убрать шероховатость внутри цилиндрических и конических отверстий. Для этих целей применяют внутришлифовальные станки. Настольный станок для шлифовки внутренней поверхности может обработать отверстия диаметром от 10 до 100 мм, производственные агрегаты работают с диаметрами 100 см и более.
Двухсторонние плоскошлифовальные и круглопритирочные
В процессе производства часто необходимо обработать плоские поверхности с обеих сторон детали.
Тут на помощь придет плоскошлифовальный станок с двумя режущими инструментами, работающими в двух плоскостях. Данные устройства значительно увеличивают производительность труда. Различают станки горизонтального и вертикального типа.
Круглопритирочный вид станков предназначен для притирки точного калибровального и измерительного инструмента. Станок может работать с инструментом различного типа и размера.
Для тонкой шлифовки
Различные сферы производства, в большей мере это касается металлообработки, требуют высокой точности исполнения. Добиться идеальной гладкости поверхности помогают хонинговальные станки. Работающие под управлением программируемых контроллеров, устройства этого типа позволяют добиться максимальных показателей точности.
На что обратить внимание при выборе круглошлифовального станка
В качестве примера рассмотрим круглошлифовальный станок с ЧПУ R-grind 1660 CNC. В стандартную комплектацию входят:
- линейные шкалы оси Х;
- шлифовальный круг с фланцем;
- алмазный карандаш для правки круга;
- набор вспомогательных инструментов;
- твердосплавный центр;
- гидростатические подшипники на шпинделе;
- система подачи СОЖ;
- система охлаждения гидравлического масла;
- освещение рабочей зоны.
- приспособление для внутришлифовальных работ;
- комплект поводковых оправок;
- люнеты;
- самоцентрирующийся патрон;
- стенд для балансировки шлифовального круга;
- устройство для автоматической балансировки круга;
- контрольный измерительный датчик;
- систему фильтрации для СОЖ.
https://youtube.com/watch?v=pEqaYuWjMWM
Разновидности и конструктивные особенности
Многорезцовые
Предназначены для обработки сложных деталей, сделанных из труб, фасонного профиля или прутков разного сечения. Многорезцовые или многошпиндельные станки в основном используются при серийном производстве.









Производимые операции:
- сверление;
- резьба;
- точение;
- подрезка;
- растачивание;
- зенкерование;
- развертывание.
Многорезцовые станки обладают высокой производительностью благодаря большой площади приводного механизма, жесткости конструкции, способности выполнять несколько операций одновременно.
Карусельные
Группа станков для работы с крупногабаритными деталями и заготовками. Детали, обрабатываемые на них, отличаются небольшой длиной, но значительной массой и диаметром.

Особенности карусельных моделей:
- используются для обработки поверхностей конической или цилиндрической формы;
- выполняются пазы различной конфигурации;
- также можно сделать шлифовку, фрезеровку, подрезку торцов;
- нарезка резьбы.
Помимо основных элементов любого токарного станка, данный вид имеет дополнительное оборудование:
- стол с планшайбой;
- стойки для передвижения траверсы.
Затыловочные
Станки предназначены для обработки задних поверхностей зубьев инструментов. Также на нем можно выполнять и другие токарные работы. Отличает затыловочный станок особая конструкция суппорта. Затылование детали производится следующим образом:
- вращательное движение детали;
- возвратно-поступательное движение режущего инструмента к детали.

Винторезные
Наиболее распространенная группа станков. Широко используются в серийном и единичном производстве. Винторезные модели можно встретить и в мастерских, и в школах, и на любом производстве. Они отличаются простотой эксплуатации и обслуживания.
СПРАВКА! Токарно-винторезный станок является универсальной моделью для всевозможных обработок металлических заготовок. На нем можно выполнять различные виды резьбы: модульную, дюймовую, метрическую.

Конструктивные элементы:
- станина;
- передняя и задняя бабка;
- суппорт;
- фартук;
- коробка подач.
Револьверный
Станки револьверной группы рассчитаны на обработку деталей из калиброванного прутка. Токарно-револьверный станок и операции, которые могут выполняться на данном оборудовании:
- точение;
- расточка;
- фасонное точение;
- зенкерование;
- сверление;
- формирование резьбы;
- развертывание.

СПРАВКА! Название станков данной группы происходит из-за специального держателя. Он может быть приводным или статическим. Приводной тип дает больше возможностей для проведения различных операций.
Универсальный
К универсальным токарным станкам относятся винторезные станки, так как на них можно выполнять практически любые операции по металлу.
Основные технические характеристики универсального станка:
- скорость вращения (количество оборотов); класс точности; он указывается в маркировке изделия буквами С, В, Н, А, П;
- число передач;
- каких размеров детали можно устанавливать;
- вес и габариты станка;
- величина подачи и максимального перемещения по оси.

Хонингование

Работа хонинговальной установки
Окончательный этап шлифования лучше всего делать на специальном хонинговальном оборудовании. Его конструкция во многом схожа с внутришлифовальными моделями. Разница заключается в том, что заготовка не крепится на специальном устройстве. Также шпиндель имеет большую длину для более тщательного шлифования.
Для полноценного выполнения своих функций на шпиндель могут устанавливаться насадки с различной конфигурацией и размером абразивного зерна. Обработка заготовки выполняется вручную или с помощью автоматизированной системы. В первом случае шпиндель может смещаться относительно своей оси. Автоматический режим предусматривает механизмы для максимально чистовой обработки поверхности заготовки.
Для выбора оптимальной модели необходимо учитывать следующие нюансы конструкции:
- параметры шпинделя – его длина и количество степеней свободы;
- возможность выполнять шлифование в горизонтальной и вертикальной плоскости;
- количество шпинделей. Это влияет не только на качество, но и на скорость шлифования.
В качестве обрабатывающего инструмента используется болванка, устанавливаемая на шпиндель. В ее конструкции предусмотрены разъемы для крепления абразивных брусков различной конфигурации.
Обзор и характеристики популярных моделей
Рассмотрим наиболее популярные модели, которые пользуются популярностью у российских потребителей:
- PBP-250 Proma. Станок предназначен для работы с заготовками, вес которых не превышает 200 кг. Низкий уровень потребления электроэнергии и достаточно высокая площадь стола делают аппарат оптимальным выбором для частных мастерских и средних металлообрабатывающих предприятий. Страна-производитель – Китай. Гарантийный срок эксплуатации составляет 3 года. Технические характеристики:
- JET JPSG-0618H. Еще один продукт китайской промышленности. Особенность – стол с электромагнитом, который способен плавно перемещаться со скоростью до 23 м/мин. Балансировочный стол и автоматическая система смазки делают станок очень популярным. Единственным недостатком является малое ограничение по весу заготовки – всего 45 кг. Технические характеристики:
- ЛШ-322. Надежный белорусский плоскошлифовальный станок отличается компактными размерами и небольшим весом. Роликовые направляющие и чугунная станина позволяют добиваться высокого качества шлифовки с погрешностью до 3 мкн. Максимальная масса детали – 40 кг. Технические характеристики:
Плоскошлифовальные станки позволяют получить идеально ровную поверхность без каких-либо дефектов. Среди токарей бытует мнение, что для домашнего использования лучше изготовить агрегат своими руками: точностью обработки можно пожертвовать за счет существенной экономии. А как считаете вы? Что лучше для дома: самоделка или компактный заводской станок? Поделитесь вашим мнением в блоке .
Поиск записей с помощью фильтра:
Круглошлифовальный станок
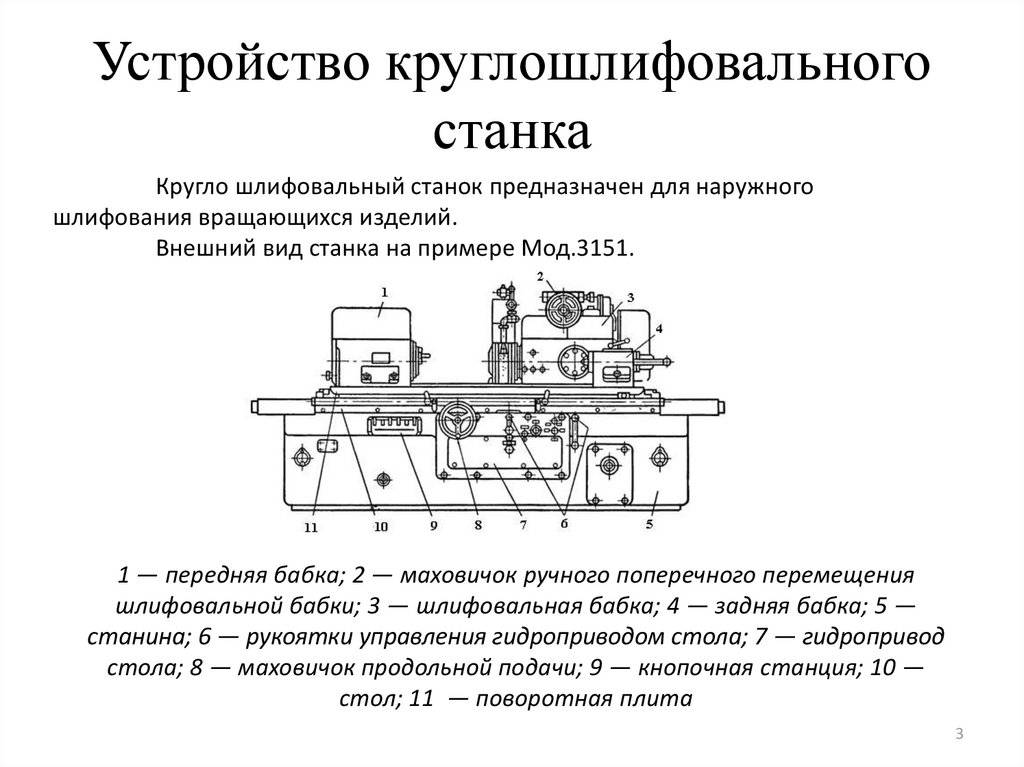
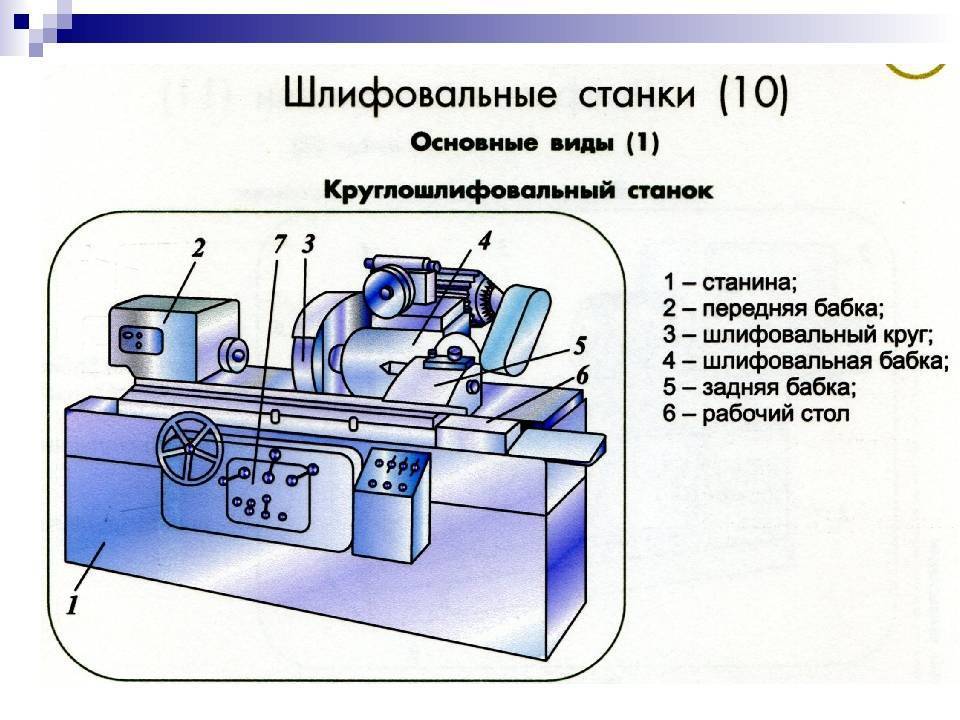
Станки кгруглошлифовальной подгруппы (рис. 1) предназначены для производства шлифовальных операций на наружных и внутренних поверхностях тел вращения.



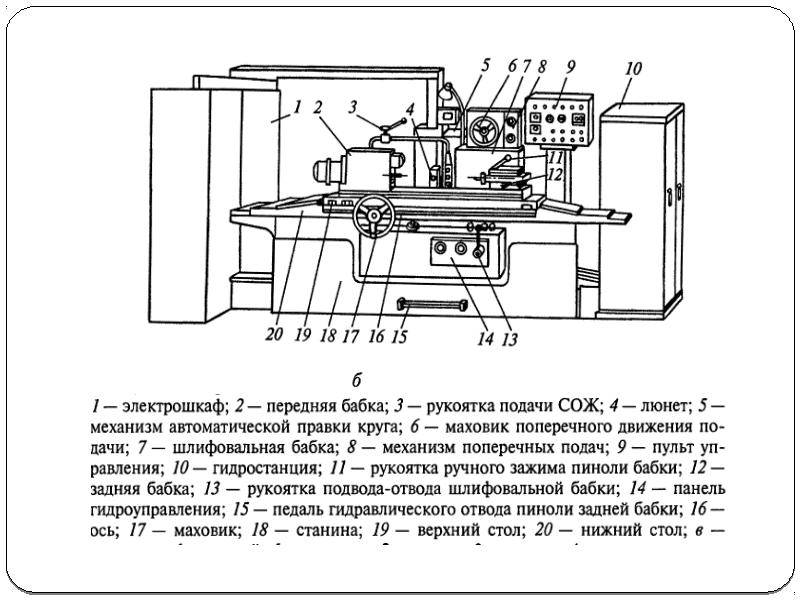




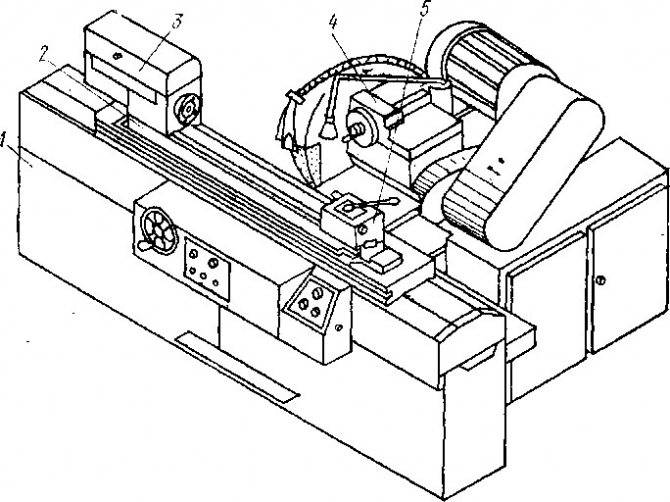
Рисунок 1. Круглошлифовальный станок.
Рисунок 1. Круглошлифовальный станок.
Конструктивно круглошлифовальный станок состоит из станины (1), стола (2) двух бабок (3,5), в которых закрепляется цилиндрическая или коническая деталь и приводной бабки (4), в которой закреплен рабочий орган. Рабочим органом на этом станке является шлифовальный круг. Здесь имеются различия в способе подачи вращательного движения, которые часто комбинируются в зависимости от требуемого эффекта:
- вращается сама заготовка;
- вращается шлифовальный круг;
- вращается и заготовка, и круг.
В общем случае заготовка закрепляется в центрах. Запускается приводной электродвигатель шлифовального круга. Выбирается скорость вращения круга и скорость подачи. Круг подается на заготовку. Осуществляется продольная подача с определенной скоростью. В процессе работы шлифовальный круг снимает металл с поверхности заготовки, тем самым сглаживая неровности и уменьшая шероховатость.
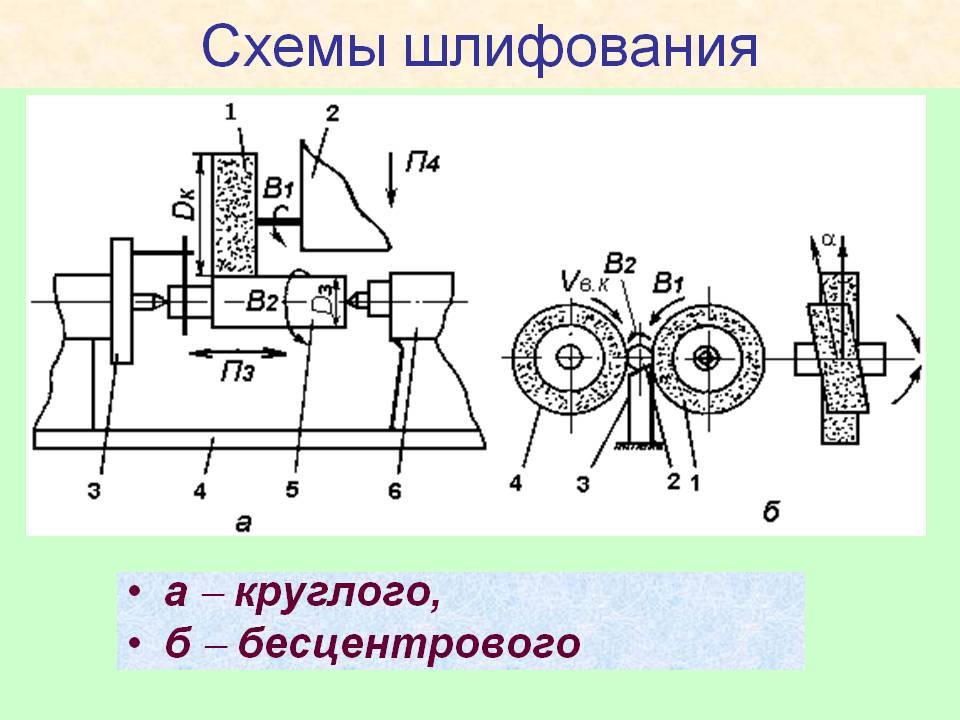
Также различаются способы подачи шлифовального круга при обработке детали (рис. 2).
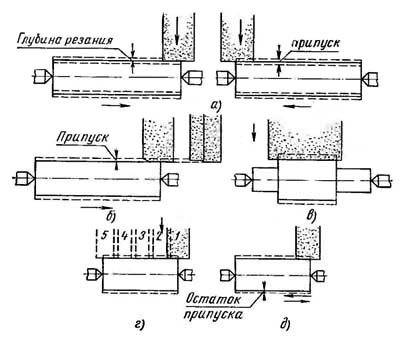
Рисунок 2. Способы шлифования.
Рисунок 2. Способы шлифования.
Основные способы шлифования поверхностей тел вращения следующие:
- с осуществлением продольной подачи;
- с заглублением;
- с врезанием;
- с последовательным врезанием;
- комбинированный.
Станки для круглого шлифования подразделяются на следующие категории:
- стандартные;
- специализированные;
- универсальные;
- бесцентровые;
- врезные.
Самым распространенным является стандартный круглошлифовальный станок.