Стоимость станка
Оценить стоимость снятого с производства станка непросто, и наш опыт говорит, что среднего качестве бывшие в употреблении станки 3Г71 продаются от 500 000 руб. Конечно, надо понимать, что такой станок будет нуждаться в существенной чистке, замене некоторых деталей, настройке, поэтому стоимость его ввода в эксплуатацию, включая стоимость человекасов на его доработку, окажется выше — 600 000-700 000 руб. Новые станки таких проблем не имеют, более того, их настройка включена в стоимость, поэтому можно говорить о том, что их стоимость — это и есть стоимость их ввода в эксплуатацию.
Стоимость ближайшего белорусского аналога 3Д711ВФ11 — от 3 300 000 руб. Такая цена обусловлена высокой стоимостью производства, сравнительно низким объёмом продукции, отсутствием естественной конкуренции, так как многие станки поставляются на госпредприятия.
Стоимость KAMIOKA G-3A3060 — от 2 300 000 руб. Эта цена гораздо ниже при более высоком качестве конечной продукции, и возможности обработки более крупных и более тяжёлых заготовок. Настолько низкая цена обусловлена противоположными факторами, обусловленными, в том числе различиями между белорусской и тайваньской экономикой. Здесь и исключительно коммерческая направленность продукции, конкурентность на мировом уровне, высокими объёмами производства и, соответственно, сниженной стоимостью самого производства.
Стоимость L&W G-CS3060AH начинается от 1 400 000 руб. Это ещё более низкая стоимость. Факторы те же, что описаны выше. Стоимость ниже из-за того, что ниже мощность станка, он оптимален в обработке заготовок весом до 100-150 килограмм, и в отличие от G-3A3060 не используется для обдирки и других черновых работ из-за мощности, его специализация — это чистовая шлифовка и полировка непревзойдённого качества.
Конструктивные особенности станка
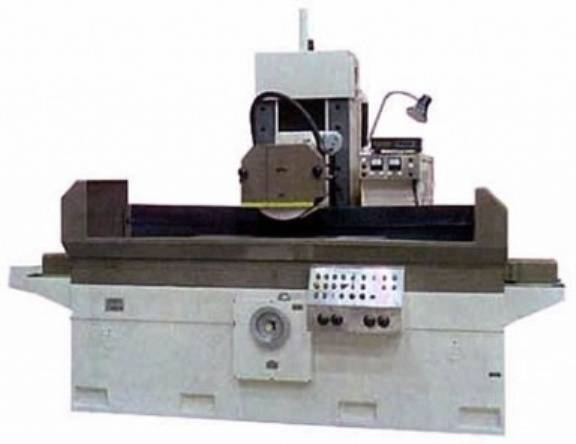
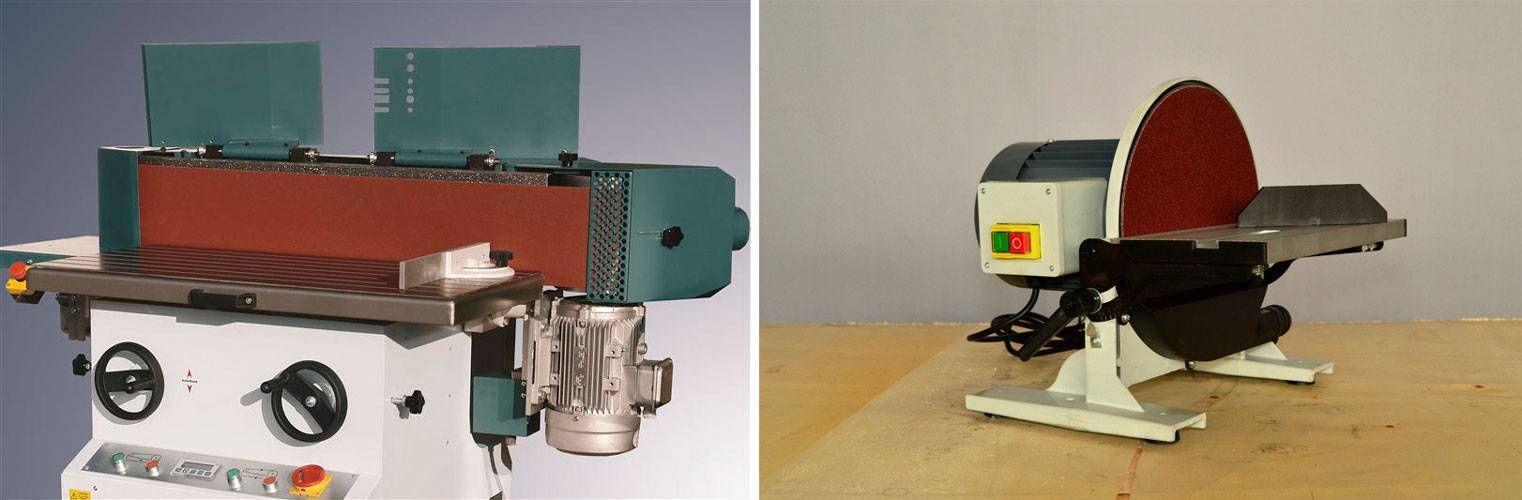
Универсальный токарно-винторезный станок по металлу тв-320: описание, технические характеристики, схемы Внешний вид станка
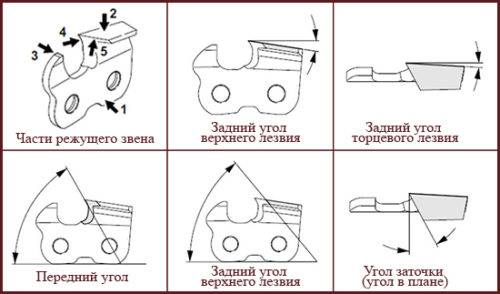
Основное назначение станка 3Г71 – шлифование различных деталей и заготовок с помощью специальных абразивных кругов. Процесс происходит при крутящем шпинделе, на котором расположен абразив. Изменение положения детали может происходить за счет смещения рабочего стола и шпиндельной головки.
В основном обработка выполняется путем контакта периферии круга с обрабатываемой заготовкой. С помощью специальных приспособлений возможно изменение угла до 90°. Однако для этого следует приобрести комплектующие, которые не входят в стандартную комплектацию оборудования.
К конструктивным и эксплуатационным характеристикам станка можно отнести следующее:
- электромагнитная плита обеспечивает стабильное положение заготовки во время ее обработки;
- независимые механизмы перемещения рабочего стола и шлифовальной головки. В основу кинематической схемы последней положены направляющие качения;
- удобное расположение устройств реагирования подач. Они находятся в нижней части суппорта рабочего стола. Там же располагается блок управления системой подачи охлаждающей жидкости.
При установке дополнительных компонентов появится возможность выполнять профильное шлифование заготовок. Однако перед этим необходимо согласовать размеры и посадочные места приспособления.
Плоскошлифовальный станок 3л722в технические характеристики
Описание файла
- Паспорт на станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
- Мод. 3Л722А, 3Л722В, 3Л722В-70, 3Л722В-80, 3Л722В-001, 3Л722В-002
- Липецкий станкостроительный завод (ЛСПО)
1990 год — 3L722V_3L722A_3L722V-70.djvu (13.57 MB)
1991 год — 3L722A_3L722V.djvu (8.96 MB)
Руководство по эксплуатации. Электрооборудование. Схемы электрические принципиальные — 3L722A_3L722V_Elektrooborudovanie.djvu (6.61 MB)
Чертежи и схемы — 3L722V_big.djvu (2.02 MB)
Скачать паспорт и электросхемы этого станка другого завода (г. Ленинград):
Плоскошлифовальный станок 3Л722В с прямоугольным столом и горизонтальным шпинделем
- Станки плоскошлифовальные с прямоугольным столом и горизонтальным шпинделем модели 3Л722В, класс точности «В» по ГОСТу 8-82 предназначены для обработки поверхностей деталей периферией или торцом шлифовального круга, различных фасонных поверхностей заготовок профилированным кругом.
- Компоновка станка в сочетании с конструкцией шпинделя обеспечивает высокую жесткость шлифовальной бабки и исключает влияние массы перемещающихся узлов на точность и качество обработки.
- Устройство цифровой индикации для визуального контроля величины перемещения шлифовальной бабки и система дистанционного управления позволяют повысить производительность станка и удобство обслуживания.
- Вынесенный гидропривод с системой стабилизации температуры масла и централизованная система смазки уменьшают тепловые деформации, увеличивают долговременность станка и позволяют сохранить точность станка при длительной работе
Станок 3Л722В. Плоскошлифовальный. Технические характеристики
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станке. Для плоскошлифовальных станков основными характеристиками является:
- Размеры рабочей поверхности станка
- Наибольшие размеры шлифуемого изделия
- Скорость продольного перемещения стола
- Скорость круга
Ниже приводится таблица с техническими характеристиками плоскошлифовального станка 3Л722В. Более подробно технические характеристики станка можно посмотреть в паспорте станка 3Л722В, скачать который можно ниже.
Самый лучший сварочный инвертор для дома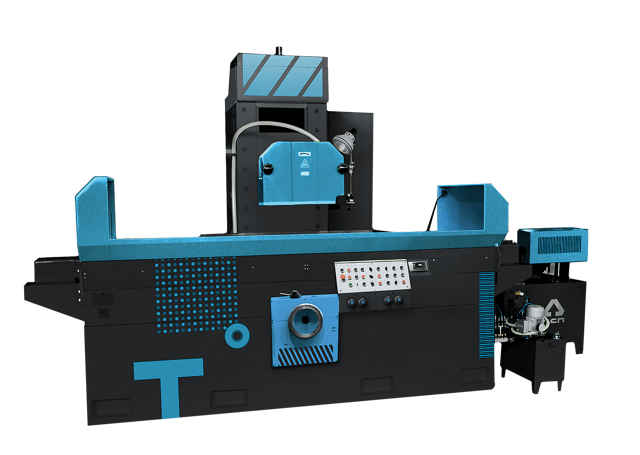
- Станки модели 3Л722В(А), 3Л722В(А)-70, 3Л722В(А)-80, 3Л722В(А)-М предназначеных для шлифования торцом и периферией круга плоских и фасонных поверхностей заготовок из магнитных и немагнитных материалов.
- Опция Опция Опция
- —>
Оставить заявку
- Описание
- Характеристики
- Комплектация
- Спецпредложения
Станки серии 3Л722 (В(А), В(А)-70, В(А)-80 и В(А)-М), являющиеся аналогом моделей 3Л722В, 3Б722 и 3Д722, имеют особый круг применения.
Плоскошлифовальные станки с прямоугольным столом 3Л722 используются для шлифования фасонных и плоских поверхностей тех заготовок, что выполнены из магнитного и немагнитного сырья, посредством торца либо периферии круга.
Крепление обрабатываемых деталей (в соответствии с их габаритами, формой и материалом) может осуществляться как в специальном приспособлении, так и на электромагнитной плите.
При помощи ряда кинематических цепей станок 3Л722 способен производить движения следующего характера:
- вращать шпиндель шлифовальной бабки;
- перемещать шлифовальную бабку вертикально;
- перемещать стойку поперечно;
- перемещать стол продольно.
- Жесткость и устойчивость к вибрациям, которыми характеризуется плоскошлифовальный станок 3Л722, позволяют обрабатывать плоские поверхности с высокой точностью и чистотой.
В конструкции данного вида плоскошлифовального оборудования имеется шпиндель на подшипниках качения высокоточного типа. При помощи ШВП шлифовальная бабка перемещается в вертикальном направлении, а стойка — в направлении горизонтальном. Фторопластовое покрытие, которое имеют направляющие перемещения стола стойки, увеличивает эксплуатационный срок корпусных деталей.
Уровень допустимой нагрузки на стол достаточно высок, благодаря чему возможно осуществлять обработку даже тяжелых деталей. Конструкция данного оборудования обеспечена централизованной системой смазки, а также может оснащаться однокоординатным либо двухкоординатным УЦИ.
Достоинства и недостатки
К достоинствам шлифовальных станков следует отнести:
- Качество и скорость обработки.
- Высокая производительность.
- Возможность получить поверхность нужной шероховатости.
- Способность обработки не только самой древесины, но и предварительной шлифовки финишного слоя.
Недостатками являются:
- Выделение большого количества пыли, требующей организации системы пылеудаления.
- Большие количества расходников (абразива) нескольких типоразмеров.
- Сложность в изготовлении и обслуживании (особенно это относится к ленточным установкам).
Учитывая имеющиеся недостатки, перед началом сборки надо определиться, насколько станок необходим. Если он будет использоваться только изредка, тратить время на изготовление нецелесообразно — можно обойтись ручным инструментом.
Устройство и работа станка модели 3Г71М и его основных узлов
Крестовый суппорт
Крестовый суппорт представляет собой отливку с взаимно перпендикулярными направляющими: нижние Y-образные, верхние – плоские и Y-образные.
Между верхними направляющими установлен гидроцилиндр, штоки которого связаны со столом.
Для отсчета поперечных перемещений на правом крыле суппорта крепится кронштейн с индикатором.
К нижнему платику суппорта крепится кронштейн гайки поперечной подачи.
В левом переднем крыле встроен механизм продольного ручного перемещения стола.
Механизм продольного перемещения стола
Механизм крепится к переднему левому крылу суппорта, перемещается стол вручную маховиком через шестерни 4-5-1. При включении механического перемещения стола шестерню I необходимо вывести из зацепления с рейкой стола, для этого нужно маховик и вал вытянуть “на себя”. Фиксация производится подпружиненным шариком.
Для жесткой фиксации имеется кнопка 3, которая непосредственно прижимает шарик 2 в пазу вала. Для блокировки ручного и гидравлического перемещения в механизме установлен микропереключатель 6, не позволяющий включать гидравлическое перемещение стола, пока шестерня 1 не будет выведена из зацепления.
Механизм подач
Механизм обеспечивает:
- Автоматическую поперечную подачу суппорта
- Ручную поперечную подачу
- Ускоренное перемещение суппорта
- Автоматическую вертикальную подачу шлифовальной головки на каждый продольный или поперечный ход стола
- Ручную вертикальную подачу
- Ускоренное перемещение шлифовальной головки
Автоматическая поперечная подача происходит в момент продольного реверса стола за счет подачи импульса тока на электродвигатель, соединенный через шестерни с винтом поперечной подачи. Изменение величины подачи производится поворотом переключателей на пульте управления. Одним производится грубая настройка поперечной подачи, другим – тонкая.



При работе с автоматической поперечной подачей и при ускоренном перемещении суппорта маховик 3 должен быть при помощи кнопки разъединен с шестерней 5, а шестерня 5 должна войти в зацепление с шестерней 1.
При ручной поперечной подаче шестерня 5 должна быть в зацеплении с шестерней 2.
Тонкая поперечная подача осуществляется через конические шестерни 4 кнопкой, выведенной через верхнюю поверхность.
Ускоренное перемещение крестового суппорта включается тумблером на пульте управления.
Автоматическая вертикальная подача осуществляется от лопастного гидроцилиндра 14, работающего в момент поперечного или продольного реверса стола в зависимости от положения тумблера.
На оси цилиндра закреплен рычаг с собачкой 15. Собачка может скользить по заслонке 13 или зацепляться с храповым колесом 8. Храповое колесо 8 скреплено с шестерней 7, которая через шестерню 9 передает движение на вал червяка редуктора вертикальной подачи. Величина автоматической подачи регулируется заслонкой 13, перекрывающей зубья храпового колеса 8.
На кнопке поворота заслонки 6 нанесены деления величины устанавливаемой подачи.
Ручная вертикальная подача осуществляется маховиком 10 через пару шестерен 12-9 и редуктор.
Тонкая подача осуществляется кнопкой через конические шестерни 4.
При грубой ручной подаче кнопка тонкой подачи должна находиться в верхнем положении, конические шестерни 11 в этом случае расцеплены.
Чтобы не вращался маховик при ускоренном перемещении шлифовальной головки, в механизме предусмотрен микропереключатель, который нажимается при разъединении шестерен 12 и 9 кнопкой, находящейся под маховиком 10, и только в таком положении можно включить электродвигатель ускоренного перемещения.
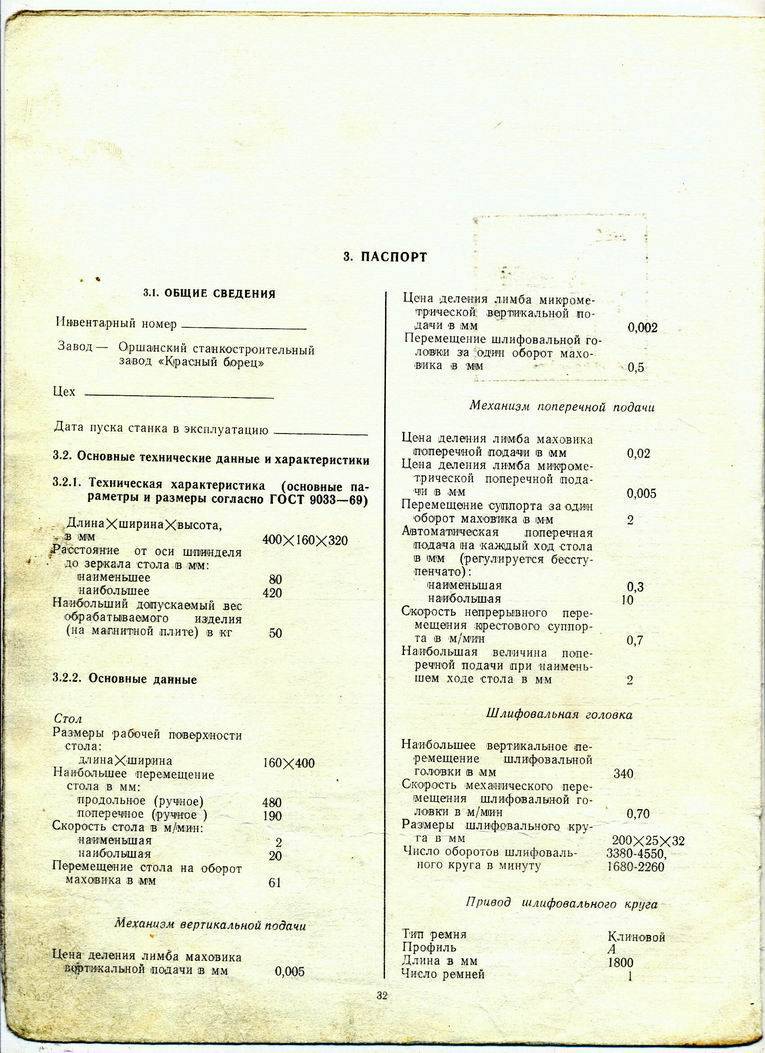
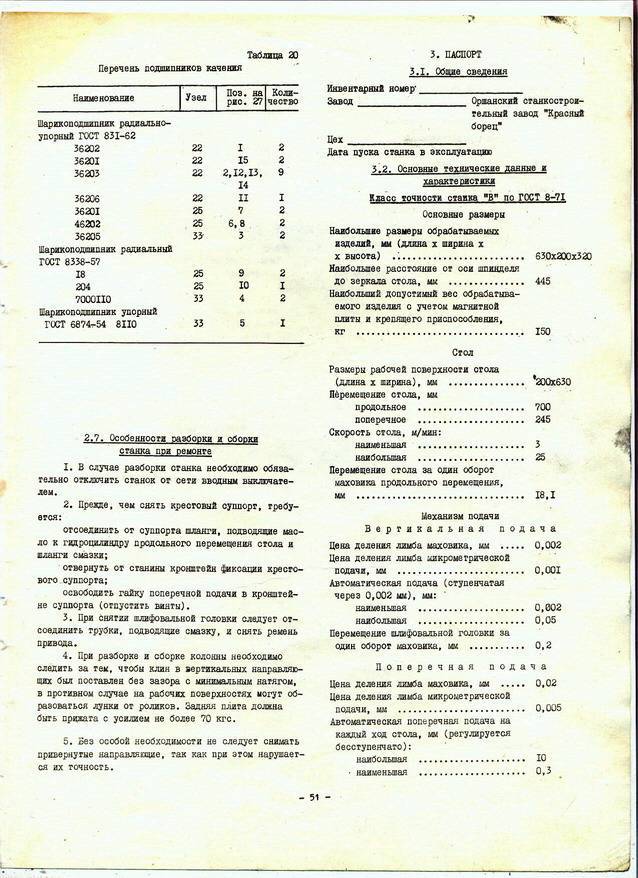
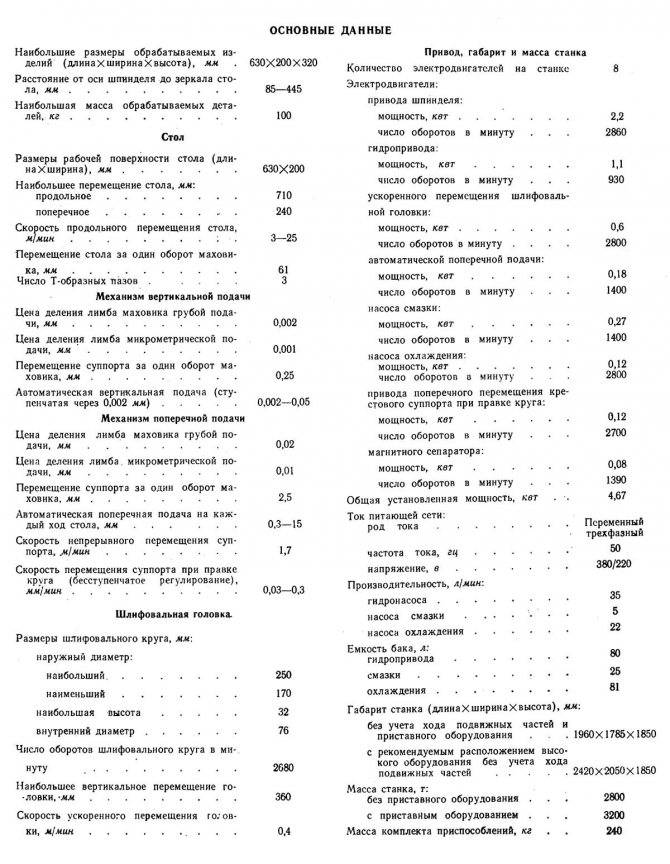
Основные технические характеристики плоскошлифовального станка 3г71м
Производитель – Оршанский станкостроительный завод Красный борец.
Основные параметры станка – в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Класс точности по ГОСТ 8-71 – В. Шероховатость обработанной поверхности V 10
- Размеры рабочего стола (длина х ширина) – 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина х высота) – 630 х 200 х 320 мм
- Наибольшая масса орабатываемой детали – 150 кг
- Размеры стандартного шлифовального круга – Ø 250 х 32 х 76 мм
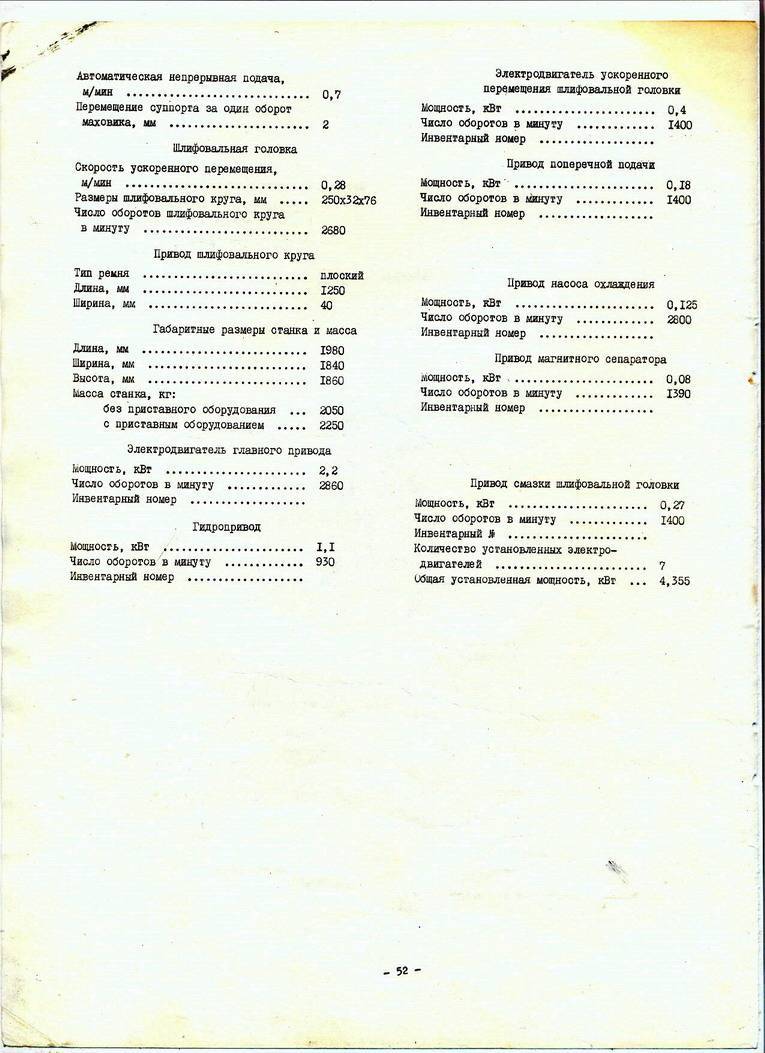
- Мощность электродвигателя – 2,2 кВт
- Вес станка полный – 2,25 т
Современные аналоги плоскошлифовального станка 3Г71М
- 3Д711ВФ11 – 600 х 200, производитель Оршанский станкостроительный завод Красный борец
- 3Л741ВФ10 – 600 х 200, производитель Липецкий станкостроительный завод
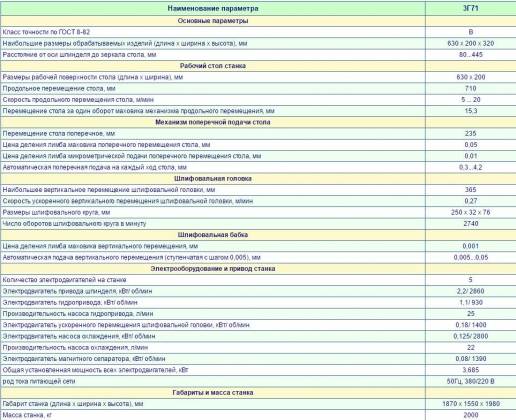
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Особенности устройства
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.
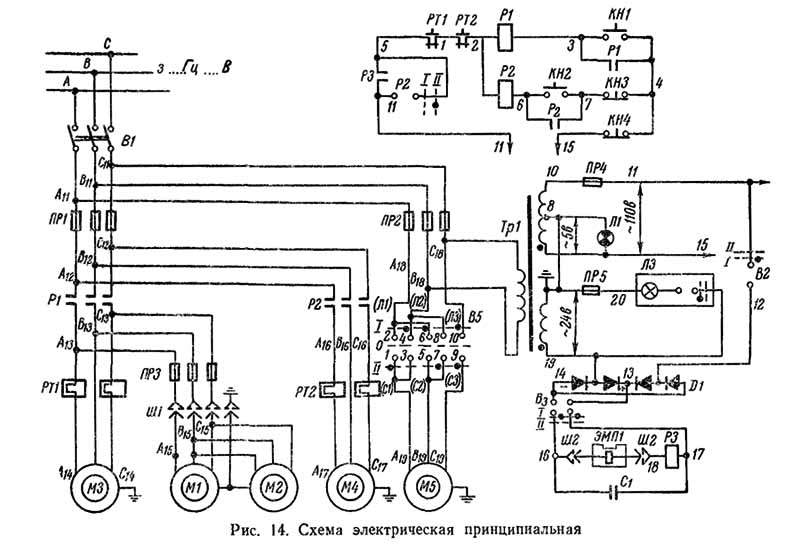
Принципильная электросхема 3Г71
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71.
К другим особенностям конструкции можно отнести то, что внутри станины есть агрегат гидравлического типа. Ремонт 3Г71, а именно гидравлический системы, можно провести через левую дверь, расположенную в станине. Система также имеет специальный бак охлаждения, который расположен на правой стороне.
Скачать паспорт плоскошлифовального станка 3Г71
Видео ремонта 3Г71


3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Разработчик круглошлифовального станка 3У131 Опытно-конструктМоскваое бюро шлифовальных станков (ОКБ ШС), Харьковского станкостроительного завода им. С. В. Косиора, основанного в 1936 году.
Шлифовальный станок 3У131 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства.
Шлифование на станках 3У131 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными.
Принцип работы и особенности конструкции станка
Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Станки 3У131 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки.
Станки комплектуются скоростными точными внутришлифовальными шпинделями.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Станки удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия.
Высокая жесткость станков, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность.
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.
Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
Класс точности станков по ГОСТ 11654—65:
- модель ЗУ131 – П
- модель ЗУ131В – В
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131:
- наружная поверхность – V10
- внутренняя поверхность – V 9
- торцевая поверхность – V 8
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131В:
- наружная поверхность – V11
- внутренняя поверхность – V10
- торцевая поверхность – V9
Технические характеристики круглошлифовального универсального станка 3у131
Разработчик – Харьковское конструктМоскваое бюро шлифовальных станков ОКБ ШС.
Изготовитель – Лубенский станкостроительный завод.
Основные параметры станка – в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.
- Наибольший диаметр обрабатываемой заготовки – Ø 280, мм
- Наибольшая длина обрабатываемой заготовки – 710 мм
- Высота центров – 185 мм
- Максимальная масса заготовки – 55 кг
- Размеры шлифовального круга – 450..600 х 305 х 50 мм
- Мощность электродвигателя – 5,5 кВт
- Вес станка полный – 6,2 т
Модификации круглошлифовального станка 3У131
- 3у131 – базовая модель, наибольший размер изделия Ø 280 × 710 мм, класс точности П по ГОСТ 11654—65;
- 3у132 – наибольший размер изделия Ø 280 × 1000 мм, класс точности П по ГОСТ 11654—65;
- 3у133 – наибольший размер изделия Ø 280 × 1400 мм, класс точности П по ГОСТ 11654—65;
- 3у131в, 3у132в, 3у133в – класс точности В по ГОСТ 11654—65;
- 3у131вм, 3у132вм, 3у133вм – класс точности В по ГОСТ 11654—65;
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.
Устройство плоскошлифовального станка 3Г71М;
Общие сведения о шлифовании
Назначение и устройство плоскоШЛИФОВАЛЬНОго СТАНКа и шлифовальный инструмент
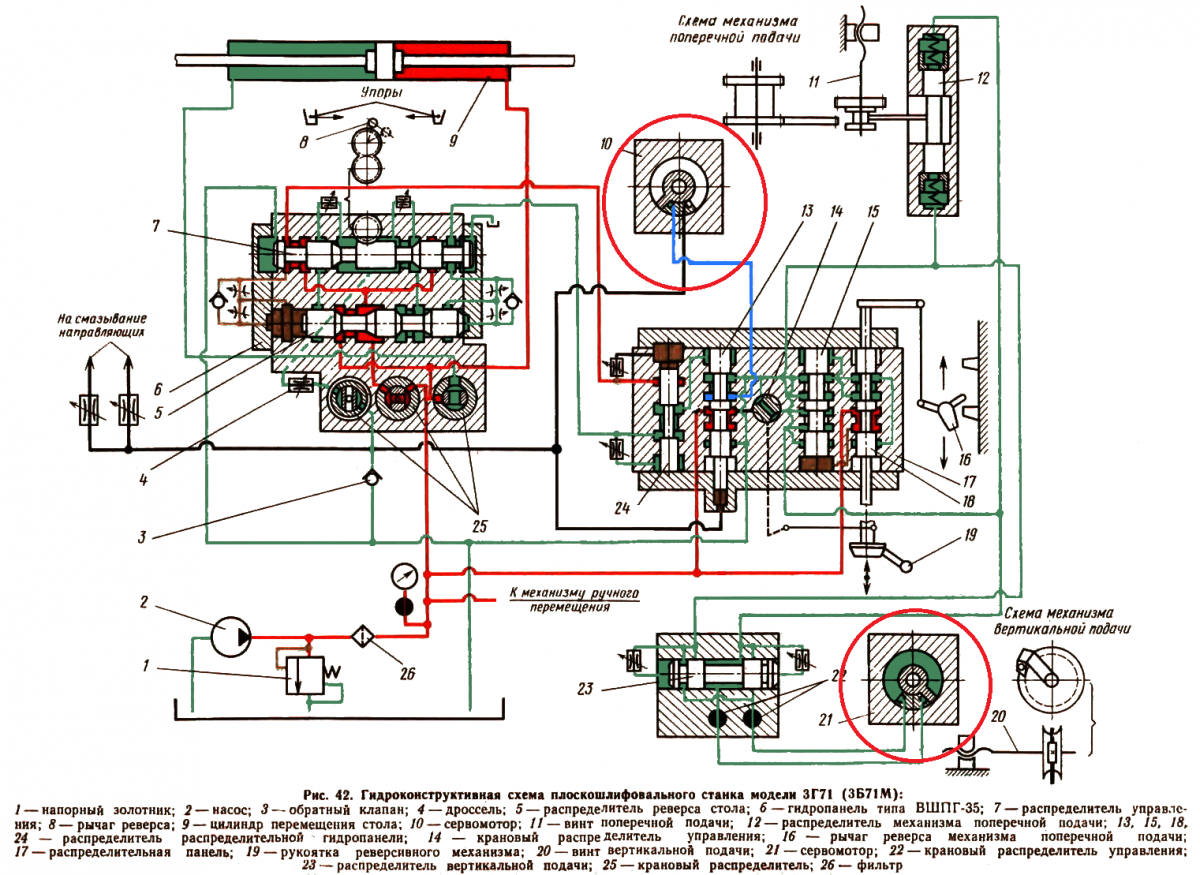
Цель работы:знания назначения и устройства плоскошлифовального станка модели 3Г71М, принципа работы его гидропривода, характеристик и маркировки шлифовальных кругов; умения выбирать режим шлифования плоскости и шлифовальный круг для заданного материала заготовки и конкретных условий шлифования.
Шлифованием называют технологический метод обработки поверхностей, при котором режущим инструментом является абразивный (шлифовальный) круг, а удаление припуска осуществляется микроцарапанием и истиранием обрабатываемой поверхности твёрдыми и острыми абразивными зёрнами, расположенными на рабочей поверхности круга.
Главным движением резания Dг
при шлифовании является вращение шлифовального круга, осуществляемое с высокой скоростью. Благодаря этому над каждой элементарной площадкой обрабатываемой поверхности в единицу времени проскальзывает огромное число абразивных зёрен. Отдельное зерно удаляет микроскопический объём материала, а суммарная масса удалённого припуска оказывается достаточной для определения шлифования как высокопроизводительного метода обработки заготовок. Кроме главного движения резания при шлифовании заготовке или шлифовальному кругу придают одно или несколько движений подачиDs с целью распространения процесса на всю обрабатываемую поверхность и для удаления заданного припуска.
Шлифование используют как на обдирочных технологических операциях, характеризующихся удалением больших припусков, так и на чистовых операциях с получением высокоточных и высококачественных поверхностей. Точность получаемых размеров зависит от конструкции и жёсткости станка. Шлифованием можно получить размеры по 5–8-му квалитетам точности. Шероховатость шлифованной поверхности после чернового шлифования по параметру Rа
составляет 0,63…1,25 мкм, после чистового шлифования— 0,16…0,40 мкм. После прецизионного шлифованияможно получить шероховатость поверхностиRа не менее 0,1 мкм.
Шлифование осуществляют на станках шлифовальной группы. Их различают по форме изготавливаемых поверхностей, например, плоскошлифовальные, круглошлифовальные, внутришлифовальные, зубошлифовальные станки.
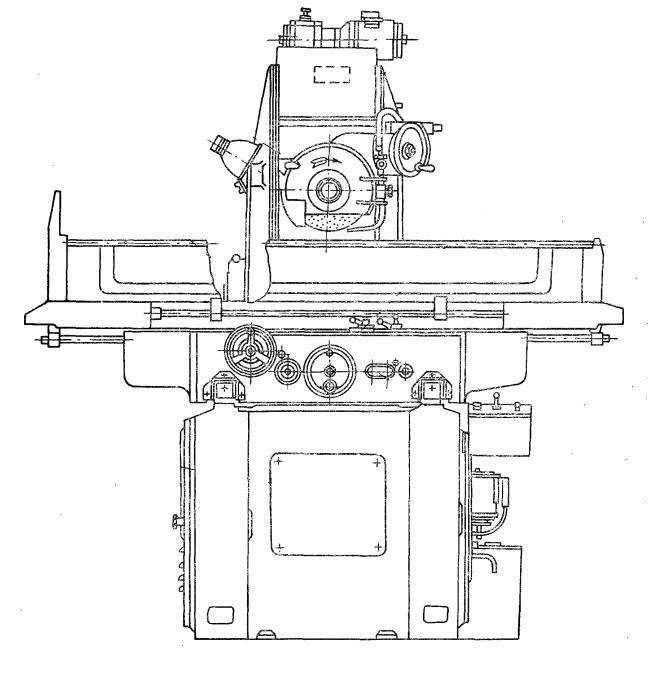
Плоскошлифовальный станок 3Г71М (рис. 9.1) предназначен для шлифования на заготовках плоскостей, открытых прямолинейных пазов и уступов.
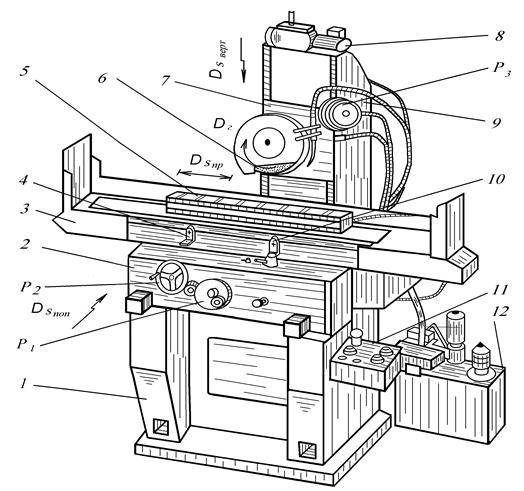
Рис. 9.1. Плоскошлифовальный станок модели 3Г71М
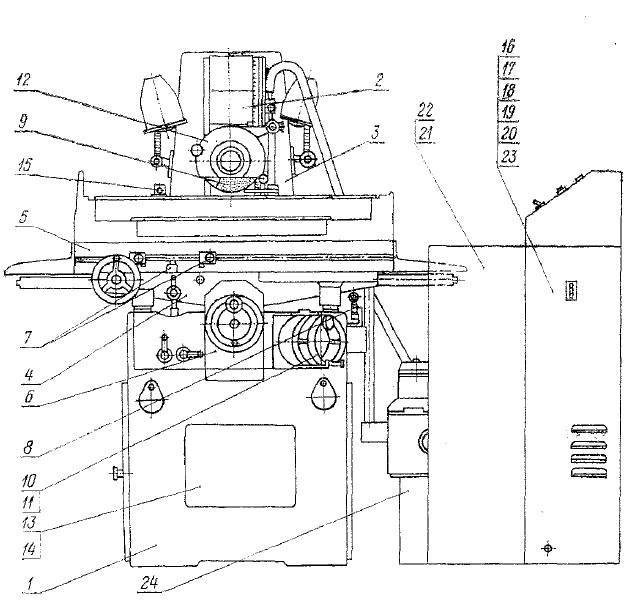
Основными узлами станка являются станина 1
с вертикальной стойкой9 , поперечный стол2 , продольный стол3 и шлифовальная головка7 , несущая шпиндель со шлифовальным кругом6 . Станок оснащён насосной станцией12 для подачи в зону обработки смазочно-охлаждающей жидкости (СОЖ) и очистки поверхности заготовки. В состав насосной станции входят отстойник и магнитный сепаратор для очистки СОЖ от продуктов разрушения абразивного круга и стружки.
Главным движением резания Dг
на станке является вращение шпинделя ( шлифовального круга) с постоянной частотойn = 2740 об/мин. Продольная подача (м/мин) осуществляется возвратно-поступательным движением стола 3 , а поперечная подача (мм/ход) реализуется прерывистым поступательным движением поперечного стола2. Движения подач столов станка2 и3 осуществляются с помощью гидропривода. Перемещения поперечного и продольного столов можно реализовать автоматически (от гидропривода) или вручную маховичкамиР1 иP2 .
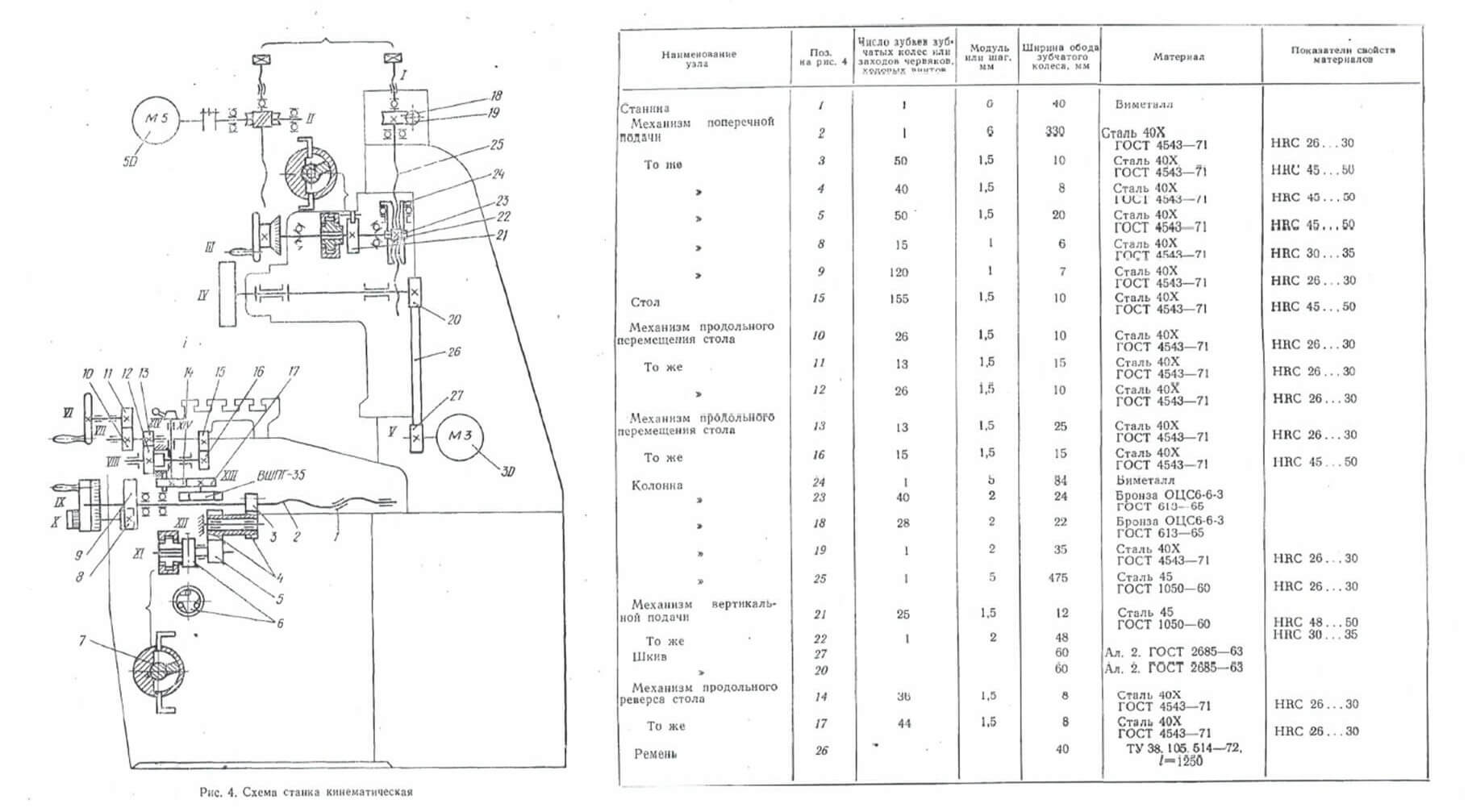
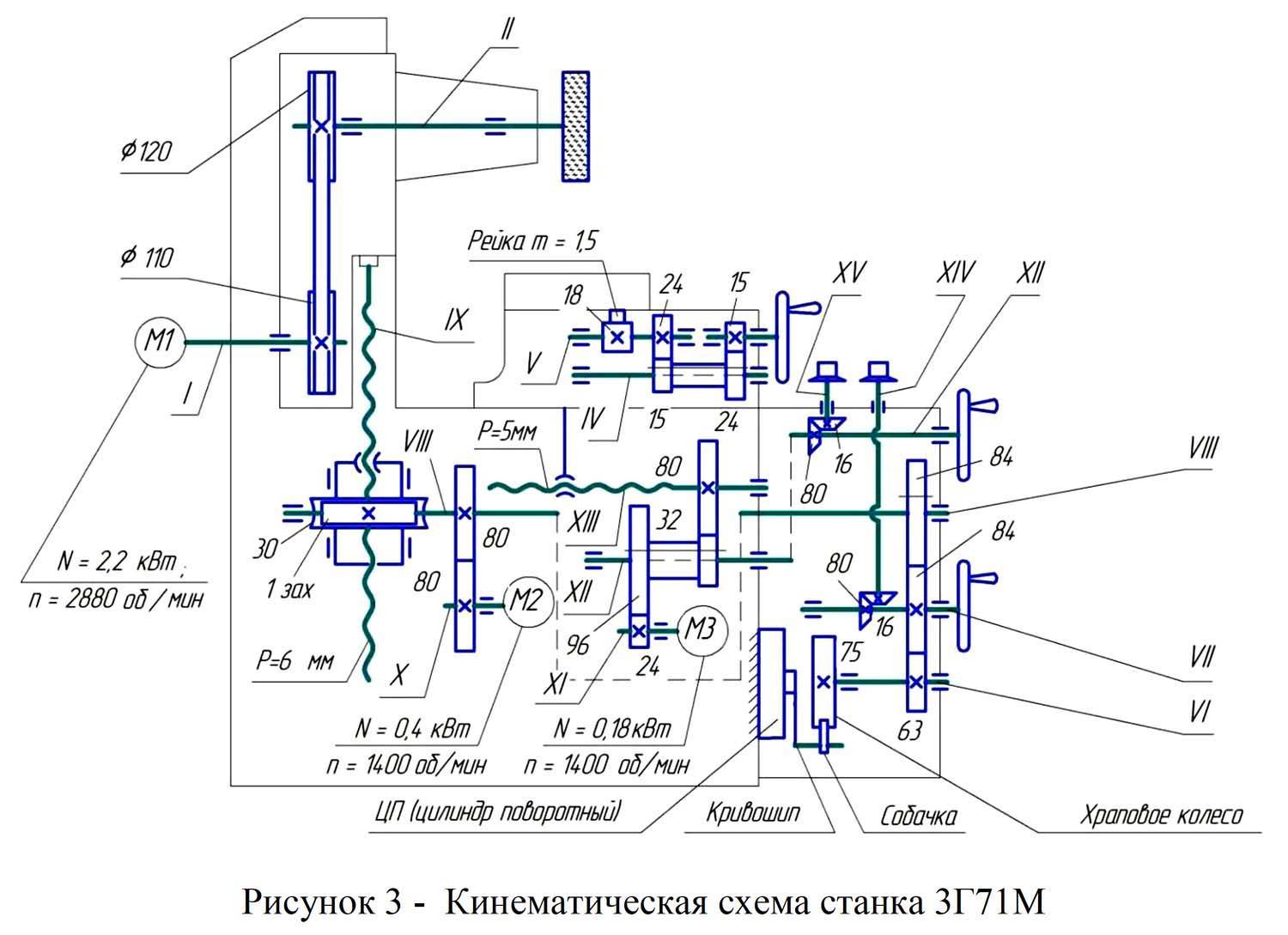
Кинематическая схема плоскошлифовального станка 3Б722
Кинематическая схема плоскошлифовального станка 3Б722
Цепь вертикальной подачи шлифовальной бабки
Ручная подача. Движение от маховика 35 передается через шестерни 23, 22, муфту 21, коническую пару шестерен 20, 19 на гайку 18, связанную с ходовым винтом IX..


Так как гайка зафиксирована от вертикального перемещения, то при ее вращении винт IX будет перемещаться в осевом направлении и передвигать каретку со шлифовальной бабкой.
Автоматическая подача. В момент реверса шлифовальной бабки масло подается в ту или иную полость цилиндра механизма подачи 46 и перемещает плунжер-рейку 47. Последняя через шестерню 48 вращает кривошип 45, который черев шатун 44 поворачивает на угол 40-50° рычаг 43 с сидящей на нем собачкой 37.
Собачка поворачивает храповик 25, соединенный с маховиком 35. Далее движение передается по описанной выше цепи к винту.
Регулирование величины автоматической подачи осуществляется поворотом перекрышки 24, в результате чего собачка 37 может поворачивать храповик 25 на всем пути своего движения или на части его. Изменение положения перекрышки 24 осуществляется от рукоятки 30 через шестерни 28, 27, 29, 26 и зубчатый сектор, нарезанный на перекрышке 24.
Для автоматического прекращения подачи после снятия установленного припуска служит сектор 31, 88 крепленный на лимбе 36. При этом он входит в зону качения собачки 37, которая начинает скользить по нему, не задевая зубьев храповика 25.
При работе вручную до «жесткого упора» рукояткой 39 подводится жесткий упор 38, в который упирается в конце хода упор, закрепленный на лимбе 32. Лимб связан с маховиком 35 посредством зубчатого фиксатора 33, включение которого производится нажатием кнопки 34.
Ускоренное перемещение. Ускоренное установочное перемещение подготавливается поворотом рукояти 41. При этом при помощи винтовой канавки на валу рычагом 49 шестерня 22 выводится из зацепления с шестерней 23 и маховиком 35 отключается от цепи подачи. Одновременно кулачок 40 нажинает на конечный выключатель 42, который разблокирует кнопочную станцию пуска электродвигателя механизма ускоренного перемещения.
При включении электродвигателя движение от вала электродвигателя передается бесшумной цепью через звездочки 52, 53. шестерни 50, 51 на винт IX по рассмотренной ранее цепи.
При этом шлифовальная бабка перемещается вверх или вниз.
Цепь поперечной подачи шлифовальной бабки
Ручная подача. От маховика 12 через червячную передачу (червяк 5 — шестерня 4) вращение передается реечной шестерне 2, которая находится в зацеплении с рейкой I, укрепленной на шлифовальной бабке.
Для того, чтобы при гидравлическом перемещении шлифовальной бабки от цилиндра не произошла поломка передачи, червяк 5 выводится из зацепления с шестерней 4 путем поворота рукоятки II. При этом эксцентриковая гильза кулачком 6 и рычагом 3 осуществляет блокировку, исключая перемещение шлифовальной бабки от гидроцилиндра при включенном червяке.
Автоматическая подача. При поперечном перемещении шлифовальной бабки от гидроцилиндра палец 17, укрепленный на корпусе бабки, скользит по спиральному пазу вала III, заставляя его вращаться. Далее через шестерни 16 и 15 приводится во вращение диск с переставляемыми упорами 13. Диск с упорами при максимальном поперечном проходе шлифовальной бабки делает почти полный оборот, и упоры, воздействуя на реверсивную рукоятку 14, поворачивают ее вместе с валиком и сидящим на нем рычагом 9. Рычаг одним из своих пальцев воздействует (при реверсе шлифовальной бабки) поочередно на конечные выключатели 7 и 10, которые дают команду на вертикальную автоматическую подачу, а другим пальцем переключает рычаг 8, связанный с реверсивным золотником гидрокоробки реверса шлифовальной бабки.
Рукояткой 14 можно произвести также и ручной реверс шлифовальной бабки.
Привод шлифовальной бабки. Шпиндель шлифовального круга получает вращательное движение через муфту от фланцевого электродвигателя мощностью 10 кВт при 1460 оборотов в мину.
Конструкция и особенности плоскошлифовальных станков
Устройство плоскошлифовальных станков не отличается высокой технологической сложностью. Рассмотрим конструкцию простейшего аппарата отечественного производства. Станину и раму – несущие элементы агрегата – изготавливают методом литья. По бокам располагаются вертикальные направляющие. Вдоль них перемещается каретка со шлифовальной бабкой, которая движется по отдельным направляющим. Приводом может служить как гидравлический мотор, так и ручное усилие. Цель подобной компоновки – увеличение жесткости станка, что обеспечивает повышенную точность разных видов шлифования.
Винт-гайка качения способствует стабильной подаче станка. Для перемещения каретки в вертикальном направлении используют специальный автоматический прерывистый механизм, который монтируют на передней части станины. Возможны варианты ручного управления подачей. Для увеличения скорости движения используют механизм вертикального перемещения.
На станки высокого класса, которые способны производить шлифование с наивысшей точностью, устанавливают гидростатические направляющие.
Отдельные агрегаты оснащают двухскоростными электрическими двигателями, что расширяет круг технологических возможностей обработки.