Устройство и принцип работы
Полировальные станки по металлу имеют следующую комплектацию:
- абразивные круги, а также ленты;
- стабилизирующие приспособления для заготовки;
- двигатель и механизм передачи вращения инструменту;
- провода и кабели на 220 В или 380 В;
- основание, изготовленное из чугуна или качественной стали;
- система охлаждения и самостоятельной очистки от стружки при эксплуатации станка;
- приборы измерения уровня шероховатости поверхности.
Оборудование может дополняться приспособлениями для защиты от попадания стружки в глаза, дыхательные пути. Использование специальных средств продлевает срок службы оборудования.
Обработка детали производиться при вращении абразивного круга или ленты, с нанесенной на нее крошкой. В результате прижатия заготовки происходит снятие металлической стружки при трении поверхности об абразив. За один проход снимается малое количество металла, из-за чего процесс полировки может занимать много времени. Обработке подвергаются разные материалы, например, камни (в том числе и драгоценные), керамика, стекло, дерево.
При настройке глубины погружения круга следует учитывать показания жесткости. Крупное зерно снимает большое количество металла за один проход. Далее рекомендуется использовать мелкий абразив для сглаживания шероховатости поверхности.
Заточные станки для дисковых пил
ABM MAKİNE AŞ (Турция)
- Полуавтоматический станок для заточки круглых дисковых пил с твердосплавными напайками OEP-S
- Гидравлический станок для заточки круглых дисковых пил TCT по передней грани OTOMAT-IC
- Гидравлический станок для автоматической заточки круглых дисковых пил твердосплавными напайками OTOMAT-96
- NC Автоматический заточной станок для круглых дисковых пил с твердосплавными напайками (TCT) NC-2AXES
- NC Автоматический заточной станок для круглых дисковых пил с твердосплавными напайками (TCT) NC-3AXES
- NC Автоматический заточной станок для круглых дисковых пил с твердосплавными напайками (TCT) NC-5AXES
- CNC Автоматический заточной станок для круглых дисковых пил с твердосплавными напайками (TCT) CNC-5AXES
- Станок 5-осевой с двойным кругом для заточки круглых дисковых пил по передней и задней граням в одном цикле OTOMAT-PREMIUM
- Гидравлическо-автоматический станок для рельефной заточки круглых дисковых пил с твердосплавными напайками OTOSAD-98
- Автоматический заточной станок для круглых дисковых пил с твердосплавными напайками по боковым граням OTOMAT-DUO
- Станок для наплавки твердосплавных пластин на зубья дисковых пил SEK
- Станок для заточки круглых дисковых пил с твердосплавными напайками по боковым граням EDT-2M
- Станок для заточки круглых дисковых пил (HSS) PNK-AC
- CNC Станок для заточки круглых дисковых пил (HSS) PNK-AC CNC
Разновидности
Полировальные станки являются часто используемым оборудованием в промышленности. Благодаря им рабочие могут проводить заточку режущих инструментов. В производственных цехах и быту используется оборудование разной конструкции, необходимое для определенных операций. Различают следующие типы полировальных станков:
- точильно-шлифовальные;
- калибровочные;
- ленточные;
- круглошлифовальные;
- плоскополировальные;
- внутриполировальные.
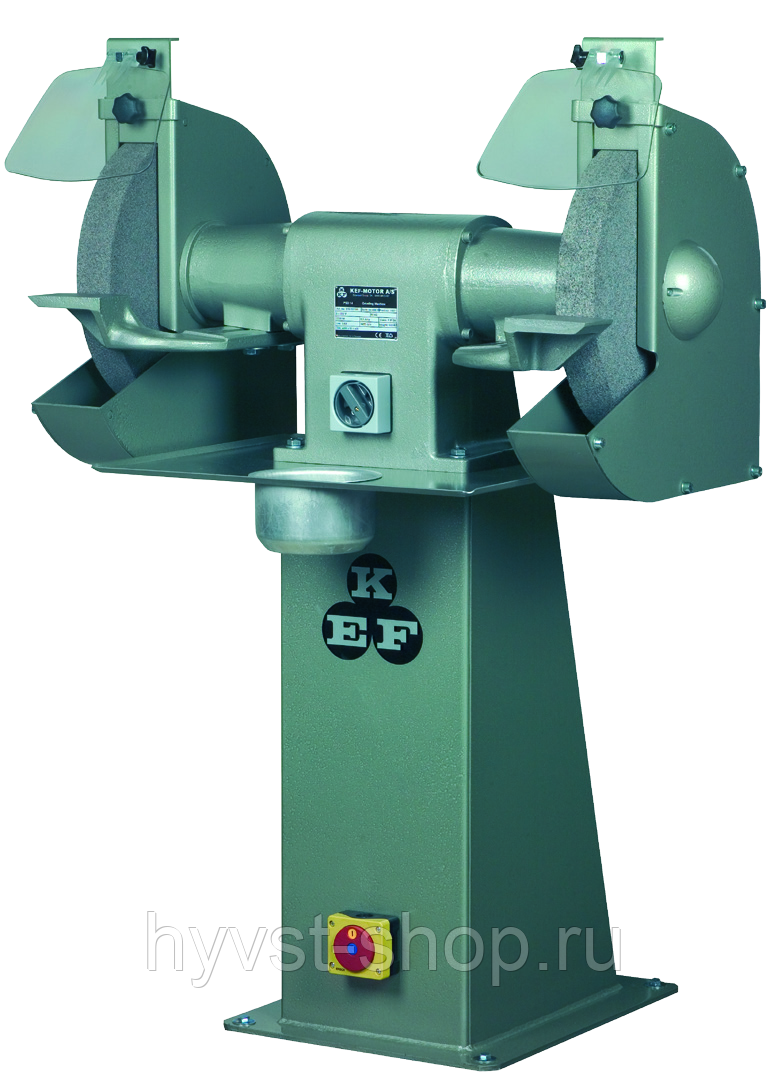
Точильно-шлифовальные
В основу конструкции такого станка входит двигатель с асинхронным вращением внутреннего поля. Применяются в промышленности. На вал ротора с двух сторон закрепляются круги с разным абразивом, наиболее мелкая крошка крепится через редуктор для уменьшения скорости вращения. Допускается установка дополнительных защитных экранов. Данный мини станок может применяться в быту для заточки режущих инструментов.
Калибровочные
При помощи таких установок обрабатываются деревянные поверхности, сглаживаются выступы и переходы. Снятие стружки с заготовки происходит при помощи ленты, с нанесенной на нее абразивной крошкой. Станок используется для чистовой обработки.
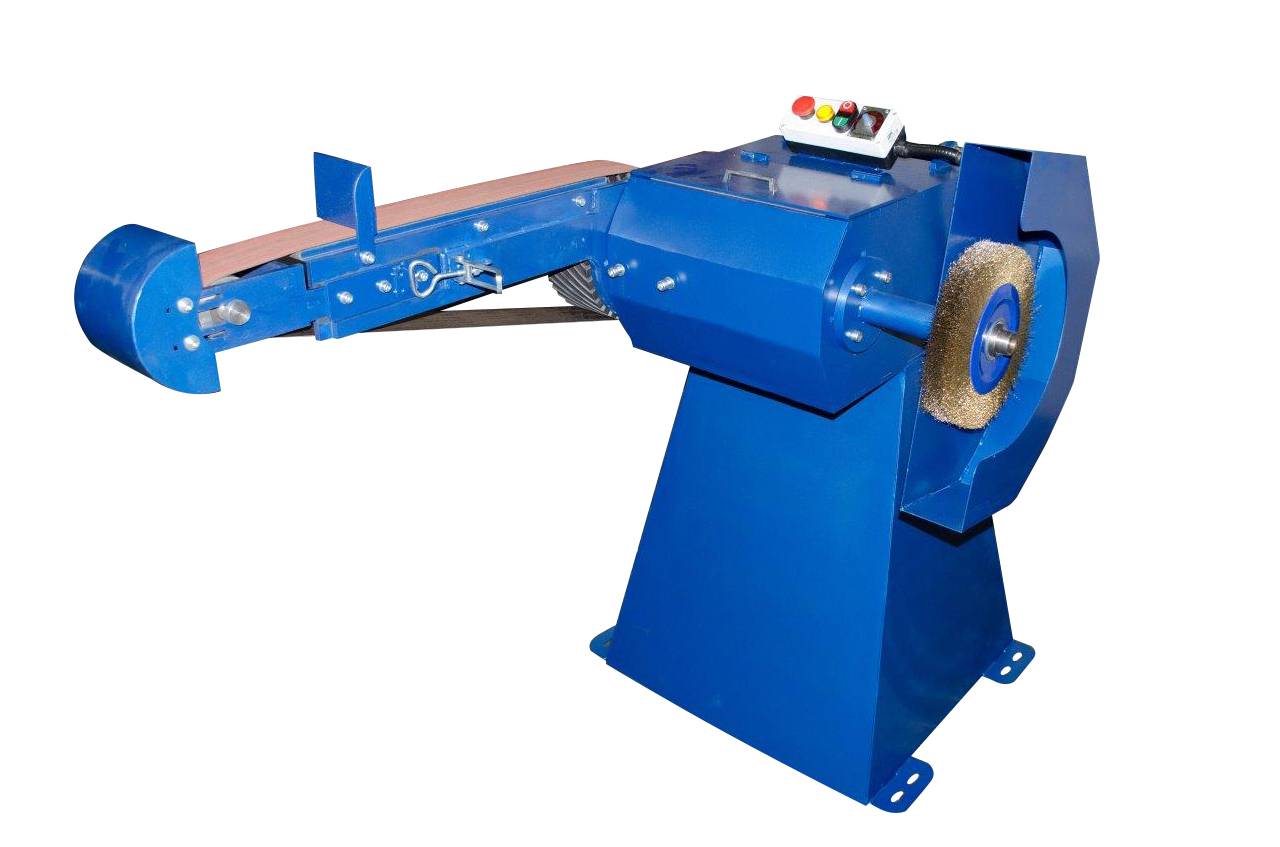
Ленточные
Установки используются для более точных операций в конце обработки. Вращение ленты осуществляется при помощи двигателя на малых оборотах, натяжение производится через редуктор. Применяется при обработке деревянных изделий.
Круглошлифовальный
По конструктивному исполнению круглошлифовальный станок похож на токарный, используется в промышленности для полировки деталей, имеющих форму конуса и цилиндра. Имеет приспособление для крепления и изменения вращения заготовки.
Плоскополировальные
Используется для удаления шероховатости с заготовок, имеющих прямую плоскую форму. Для предотвращения перекоса в конструкции используется магнитное крепление.
Внутриполировальные
Используются для полировки внутренних поверхностей деталей, изготовленных из металла. Заготовка крепится неподвижно, вращение придается только инструменту. В конструкции могут применяться несколько шпинделей.
Методика обработки заготовки
Схема обработки на плоскошлифовальных станках с обозначением движений
Основным способ обработки заготовки является ручная подача ее на рабочий круг с опорой на подручник без сильного давления. Количество и направление резания или шлифовки определяются визуально, нужные результаты получаются перемещением заготовки или детали, изменением точки соприкосновения со шлифовальным кругом.
Полировка детали производится подобным образом, но вместо шлифовального круга устанавливается полировальный. На рабочую поверхность наносится некоторое количество полировочной пасты, деталь прижимается к ней и полируется с нужным усилием. Необходим постоянный контроль за состоянием обрабатываемой детали и периодическое добавление полировальной пасты.
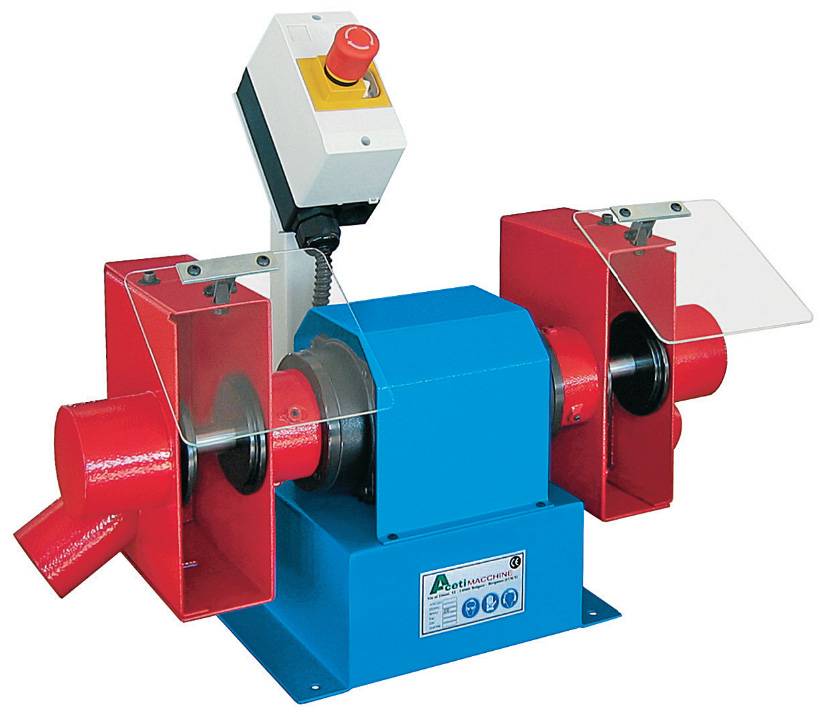
Орбитальный ленточношлифовальный станок с четырьмя рабочими группами ACETI ART.150 4N
Станок предназначен для шлифования прямолинейных цилиндрических и овальных труб, прутков. Деталь обрабатывается в станке без вращения (вращается рабочая группа с двумя абразивными лентами). Система автоматической подача трубы. Для экономичного расхода инструмента и однородной обработки деталей по всей длине в начале и конце используется раскрытие шлифовальных лент. Раскрытие активируется педалью и происходит за счёт уменьшения скорости вращения рабочей группы. Оснащение станка четырьмя рабочими группами для шлифования деталей за один проход абразивами различной зернистости. Исполнение станка в соответствии с нормами безопасности СЕ.
Поставщик: ACETI Италия
Что такое металлография?
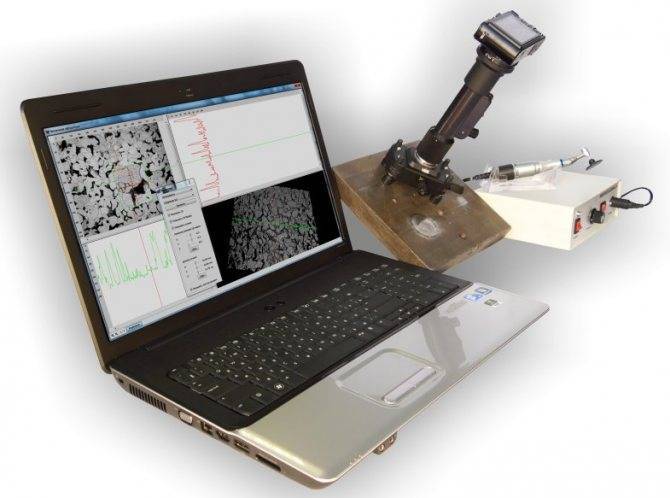
Все металлы имеют микро- и макроструктуру, которая требует тщательного исследования, проводимого с разными целями. К примеру, такие мероприятия могут быть направлены на выявление физико-химических, механических или электрических свойств материала или на определение размеров, формы и расположения кристаллов. Используя специальное оборудование, можно без труда установить химический состав металла, а также наличие в нём различных дефектов и посторонних включений.
Для работы используется электронный микроскоп, применение которого подразумевает наличие заблаговременно подготовленных образцов для исследования. Но есть и другой способ, заключающийся в изучении излома металла, чему в немалой степени способствуют физические свойства материала, к примеру, непрозрачность. Для того чтобы подробно изучить макроструктуру образца, нужно подготовить соответствующий шлиф. То есть, исследуемое изделие или деталь разрезается, а делается это при помощи специального станка.
Конечно, можно разрезать метал посредством газовой горелки, но тогда придётся дополнительно обрабатывать исследуемую поверхность, ведь вследствие нагрева пламенем происходит изменение структуры металла, а глубина этого слоя составляет примерно 1 см. Именно по этой причине образец должен подвергаться дополнительной обработке, и для этого требуется шлифовально-полировальный станок, купить который можно на сайте . С целью определения структуры материала, он подлежит травлению, и по результатам этой операции можно узнать структурные составляющие металлического сплава.
Шлифовально-полировальные станки ПОЛИЛАБ П
Серия шлифовально-полировальных станков для металлографической пробоподготовки образцов. Широкая линейка станков позволит выбрать модель, оптимально отвечающую Вашим задачам. При этом для всех станков неизменным остается высокое качество:
- Прочный корпус
- Эргономичный дизайн
- Встроенная система водного охлаждения
- Подвижные узлы выполнены из легированной стали
- Производительность и качество пробоподготвки станка могут быть увеличены посредством установки на него автоматического держателя образцов серии ПОЛИЛАБ ПГ
Количество дисков
Раньше смена на станке шлифовальной бумаги на сукно занимало много времени, поэтому многие использовали двухдисковые станки, чтобы избежать этой долгой процедуры. В наше время система магнитной фиксации позволяет за секунды менять расходные материалы на станке, поэтому в большинстве случаев необходимость в двухдисковых станках отпала. Однако многие до сих пор предпочитают работать на двухдисковом оборудовании.
Диаметр дисков
Наиболее универсальным считается диаметр 250 мм. Диаметр 200 мм чаще используется для ручного шлифования небольших образцов. Диаметр 300 мм применяется, если образцы крупные, а их количество очень велико.
Все станки ПОЛИЛАБ снабжаются дисками 250 мм. В случае заказа партии из нескольких станков, мы можем рассмотреть возможность поставки станка с диаметром диска 200 или 300 мм.
Возможности регулировки скорости
При выполнении рутинных задач хватает двух скоростей вращения дисков — 150 и 300 об/мин. Однако, при выполнении более сложных задач, может потребоваться плавная регулировка скорости. Станки с плавной регулировкой скорости также имеют встроенную защиту от перегрузок, поэтому рекомендованы для потребителей с высоким объемом работ, сложными условиями эксплуатации или нестабильной сетью электропитания.
Выберите интересующую Вас модель:
- Шлифовально-полировальный станок ПОЛИЛАБ П12Лб. ПОЛИЛАБ П12Лб — ручной однодисковый шлифовально-полировальный станок с плавной регулировкой скорости вращения приводного круга, адаптированный к производственным процессам пробоподготовки поверхностей деталей и заготовок.
- Шлифовально-полировальный станок ПОЛИЛАБ П12Сб / ПОЛИЛАБ П12Сб+. ПОЛИЛАБ П12Сб — ручной однодисковый шлифовально-полировальный станок с плавной регулировкой скорости вращения приводного круга со стальным корпусом. ПОЛИЛАБ П12Сб+ — полуавтоматический шлифовально-полировальный станок.
- Шлифовально-полировальный станок ПОЛИЛАБ П22Лб. ПОЛИЛАБ П22Лб — ручной двухдисковый шлифовально-полировальный станок с плавной регулировкой скорости вращения приводных кругов, адаптированный к производственным процессам пробоподготовки поверхностей деталей и заготовок.
- Шлифовально-полировальный станок ПОЛИЛАБ П22Сб / ПОЛИЛАБ П22Сб+. ПОЛИЛАБ П22Сб — ручной двухдисковый шлифовально-полировальный станок с плавной регулировкой скорости вращения приводных кругов со стальным корпусом. ПОЛИЛАБ П22Сб+ — полуавтоматический шлифовально-полировальный станок.
Шлифовально-полировальный станок ПОЛИЛАБ П12Мб/ПОЛИЛАБ П12Мб+. ПОЛИЛАБ П12Мб — ручной однодисковый шлифовально-полировальный станок стандартного исполнения с возможностью расширения функционала. ПОЛИЛАБ П12Мб+ — полуавтоматический шлифовально-полировальный станок.
Шлифовально-полировальные станки ПОЛИЛАБ П22Мб / ПОЛИЛАБ П22Мб+. ПОЛИЛАБ П22Мб — ручной двухдисковый шлифовально-полировальный станок стандартного исполнения с возможностью расширения функционала. ПОЛИЛАБ П22Мб+ — автоматический двухдисковый шлифовально-полировальный станок.
Классификация
Ручной полировальный станок довольно часто используется в быту, в домашнем хозяйстве. Если нет возможности по каким-то причинам купить, то полировальный станок своими руками можно сделать, используя обычную дрель. Для этого в патрон необходимо лишь зажать войлочный диск. Но такой самодельный полировальный станок по металлу не подходит для продолжительного времени работы.
Также есть полировальные углошлифовальные машинки, которые в отличие от известной «болгарки» имеют регулировку частоты оборотов. На таких устройствах обороты существенно ниже, чем на обычной углошлифовальной машинке. Благодаря этому факту, лакокрасочное покрытие не оплавится и не деформируется. Сменив полировальный диск на лепестковый абразивный круг, ручной точильно-полировальный станок можно использовать и для обработки различных изделий и заготовок. Посредством такого устройства можно в домашних условиях выполнить шлифовку и полировку кузова, фар, стекол автомобиля, мотоцикла т.д.

Proxxon PM 100
К настольным, но уже стационарным полировально-шлифовальным станкам, которые некоторые размещают у себя в гараже, в небольшой частной мастерской следует отнести наждак, установленный на верстаке или специальном подиуме. В общем и целом, станок полировальный настольный отличается от обычного наждака тем, что на него устанавливается иной инструмент.









Например, для работы дома отлично подойдет полировальный настольный станок JSSG-10. Благодаря достаточно богатому функционалу и невысокой цене он выгодно отличается от своих конкурентов. На станке Jet JSSG-10 v можно осуществлять заточку, правку и доводку режущего инструмента.
Также можно выделить полировальные станки по дереву и металлу. Но это выделение очень условное, так как само оборудование используется одно и то же, меняется лишь насадка.
В станкостроении различают полировальные станки с притирами (доводочные станки), центробежные и жидкостные.
Ювелирный полировальный станок
Что касается доводочных станков, то они их применяют для финишной тонкой шлифовки поверхностей деталей и устранения шероховатости, оставленных на них предыдущими инструментами.
Остальные 2 вида оборудования обычно используют при обработке заготовок сложной формы.
Центробежные станки имеют некую ёмкость, которую заполняют специальным раствором или абразивными порошком. При вращении ёмкости данная смесь также начинает двигаться и полирует заготовку.
В жидкостных полировальных станках обрабатываемое изделие устанавливается в камеру, и полирование происходит струей специальной жидкости, которая насыщена абразивом. Напор такой жидкости из форсунки составляет до 50 м/сек. Форсунка во время полирования сама движется вдоль заготовки.
Сферы применения
Устройство, используемое для обработки металла, называется полировальным или шлифовальным станком. С его помощью обрабатывают заготовки и при этом добиваются уровня шероховатости на поверхности до 1,25 мкм. Станки используют для шлифования деталей из разных материалов.
При помощи оборудования можно выполнить следующее:
- полировку металла, как внутри заготовки, так и снаружи, при этом они могут иметь разные формы;
- заточить инструмент;
- произвести обдирание поверхностей;
- обточить изделия с резьбой на поверхности, заточить зубья на шестернях;
- прорезать канавки для крепления на валах;
- обработать хрупкие материалы, заготовки из магнитов и керамики;
- выполнять операции на повышенных оборотах шпинделя, что увеличивает производительность оборудования.
Станки для удаления грата, заусенцев, оксидной пленки, скругления кромок, шлифования и полирования металла

Для малого и среднего производства. Удалит грат, окалину, заусенцы и оксидную пленку, проведет шлифовку и финишную обработку металлических деталей. Быстросъемные дисковые щетки для разных задач.

Для малого и среднего производства. Удалит заусенцы и оксидную пленку, проведет шлифовку, скругление кромок до 2 мм и финишную обработку металлических деталей. Продольные щетки с высокой абразивной способностью.

Для малого и среднего производства. Удалит грат, окалину и заусенцы, проведет шлифовку и финишную обработку металлических деталей. Два вала с абразивной лентой.
Для среднего и крупного производства. Удалит грат, окалину, заусенцы и оксидную пленку, проведет шлифовку, скругление кромок и финишную обработку. Предназначен для работы в несколько смен более 8 часов в день. Усиленная станина. Разные конфигурации модулей.

Для крупного производства. Удалит грат, окалину, заусенцы и оксидную пленку, проведет шлифовку, скругление кромок и финишную обработку. Предназначен для работы в несколько смен по 12-24 часа в день. Крепкая конструкция. Разные конфигурации модулей.

Универсальный станок для среднего и крупного производства. От 1 до 3 рабочих модулей, включая модуль планетарной конструкции, позволяющий проводить скругление кромок до 2 мм и более. Обработка поверхностей из алюминия, стали, нержавеющей стали и других металлов.

Компактный станок для малого и среднего производства. Быстрая полировка поверхности металлических деталей при помощи качающейся щетки с возвратно-поступательными перемещениями.

Станок для среднего и крупного производства. Высококачественная полировка сложных металлических деталей при помощи качающейся щетки с возвратно-поступательными перемещениями. Подходит как для плоских, так и для изогнутых поверхностей.
Широкий модельный ряд машин EMC для удаления грата, заусенцев, шлифования и полирования металла, от стандартных моделей, до многофункциональных центров, традиционно объединяют такие понятия как производительность, надежность, технологическая гибкость, многопозиционность и высокое качество обработки. Большое количество рабочих модулей и опций, в отличие от аналогов других производителей, обеспечивают возможности решения производственных задач любой сложности.










Преимущества и особенности:
- жесткая безопасная и долговечная конструкция станины;
- удобная простая система управления;
- обработка деталей различных размеров;
- защита от превышения толщины детали;
- минимальное нагревание обрабатываемых деталей и отсутствие тепловой деформации;
- компактные габариты, не требующие больших производственных площадей для установки;
- низкая эксплуатационная себестоимость и высокая инвестиционная привлекательность.
Машины EMC — отличное решение для заводов, цехов, организаций и промышленных предприятий, в рамках которых существует необходимость единичного или серийного производства инструментов, элементов машин и агрегатов, деталей для общего машиностроения, автомобилестроения
Плоскошлифовальные станки
Плоское шлифование часто применяют вместо чистового строгания, чистового фрезерования и шабрения. Плоские поверхности можно шлифовать периферией и торцом круга (рис. 2). Разновидностью плоского шлифования является профильное шлифование, выполняемое на плоскошлифовальных станках (см. рис. 2, ж). При работе периферией круга на станках с прямоугольным столом припуск снимают следующими способами.
При поперечном шлифовании рабочими ходами поперечная подача круга (детали) вдоль оси шпинделя осуществляется за каждый ход стола; круг снимает слой материала толщиной, равной глубине резания, а по ширине, — равным поперечной подаче круга за один ход стола. После рабочего хода вдоль всей шлифуемой поверхности круг устанавливают на определенную глубину и снимают следующий слой. Рабочие ходы повторяются до полного удаления припуска.
При глубинном шлифовании круг снимает основную часть припуска за каждый ход стола. После каждого хода стола круг (стол) перемещается вдоль оси шпинделя на расстояние Н = 3/4…4/5 мм. Оставшуюся часть припуска (0,01…0,02 мм) снимают предыдущим способом.
При шлифовании ступенчатым кругом основная часть припуска распределяется между отдельными ступенями круга и снимается за один рабочий ход; последняя ступень снимает небольшой слой материала; затем выполняют чистовое шлифование поперечными рабочими ходами.
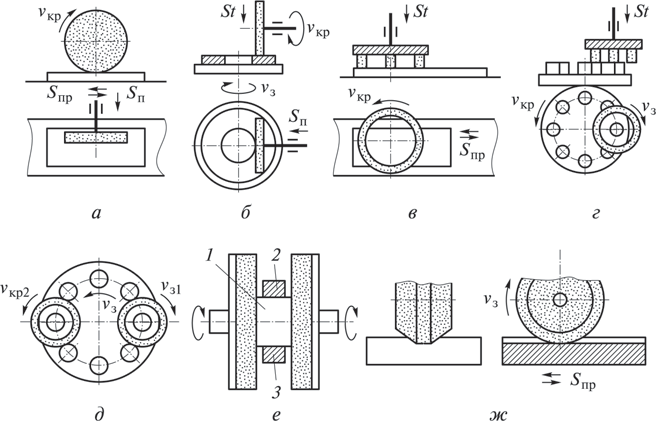
Рис. 2. Схемы обработки поверхностей при плоском шлифовании периферией и торцом шлифовального круга: а, ж — с прямоугольным столом; б — с круглым столом, торцом шлифовального круга; в — с прямоугольным столом; г — с круглым столом; д — с двумя вертикальными шпинделями и круглым столом; е — с двумя горизонтально расположенными шпинделями при одновременном шлифовании двух торцов заготовки; 1 — заготовка; 2 — верхняя линейка; 3 — нижняя линейка
Плоскошлифовальные станки по принципу работы делят на станки для шлифования периферией и торцом круга; по форме стола и характеру его движения — на станки с возвратно-поступательным и вращательным движением стола; по степени универсальности — на универсальные, полуавтоматические и автоматические. Плоскошлифовальные станки с прямоугольным столом выпускают с горизонтальным и вертикальным шпинделями; неавтоматизированные и полуавтоматические станки — с приборами активного контроля.
В мелкосерийном и среднесерийном производстве наиболее часто используют плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем. В массовом производстве наибольшее распространение получили станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей (табл. 3 и 4).
Таблица 3. Технические характеристики плоскошлифовальных станков
| Модель | Размеры заготовки, мм | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| ЗД711АФ10 | 230 450 | 2,2 | 1780x1480x1820 | 1735 |
| ЗД711ВФ11 | 240 630 | 4,0 | 2595x1775x2030 | 2850 |
| ОШ450 | 280 630 | 4,0 | 2340x1785x2030 | 2400 |
| ЗЛ722В (А) | 320 1250 | 11,0 | 4810x2630x2030 | 7000 |
| ЛШ324 | 800 1600 | 11,0 | 5580x3480x3900 | 12 000 |
Таблица 4. Технические характеристики профилешлифовальных станков
| Модель | Размер заготовки, мм | Перемещение стола, мм | Габариты (Д Ш В), мм | Масса, кг |
| 3951ВФ1У | 150 60 78 | 150 60 | 1955x1650x1960 | 2400 |
| 3952ВФ1У | 250x100x130 | 200 100 | 2035x1960x2035 | 3000 |
Плоскошлифовальный станок мод. 3Е711ВФ3-1 предназначен для шлифования заготовок различных профилей методом врезания, а также плоских поверхностей периферией или торцом шлифовального круга.
Переход с предварительного на чистовое шлифование обеспечивается датчиками. Класс точности станка В. Точность обработанной поверхности: отклонение от плоскости 4 мкм, параллельности 2 мкм, шероховатость Ra = 0,16 мкм. Станок применяют в условиях единичного и мелкосерийного производства.
Технические характеристики станка мод. 3Е711ВФ3B1
Размеры рабочей поверхности стола, мм . . . . . . . . . . . . . . . . . 400 200
Наибольшая скорость резания, м/с . . . . . . . . . . . . . . . . .35
Скорость, м/мин:
продольного перемещения стола . . . . . . . . . . . . . . . . . . . . 2…35
вертикального перемещения шлифовальной головки
(бесступенчатое регулирование) . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,015…1,5
Автоматическая вертикальная подача, мм
ступенчатая . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,002…0,01
в диапазоне 0…0,01 мм . . . . . . . . . . . . . . . . . . . . . . . . . . Через 0,002 мм
в диапазоне 0…0,1 мм . . . . . . . . . . . . . . . . . . . . . . . . . . . Через 0,02 мм
Автоматическая поперечная подача (бесступенчатое регулирование),
м/мин . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,16…10,0








Габаритные размеры станка, мм . . . . . . . . . . . . . . . . . . . . . . 303x2360x2080
Расходные материалы и аксессуары
Помимо непосредственно рабочей оснастки в обслуживании и содержании станков могут применяться удлинители для кабелей питания, стабилизаторы, средства для замера углов, полировочные пасты и чехлы. Вспомогательные устройства позволяют продлить срок службы оборудования и его компонентов. Также перед покупкой станка будет нелишним присмотреть для него верстак. Стабильность и устойчивость основы, на которой работают полировальные станки, очень важна в плане обеспечения качества операции и безопасности. Верстак должен быть слесарным с металлической несущей конструкцией. Не стоит забывать и про средства индивидуальной защиты. Мелкая каменная и металлическая пыль от полировки – самая опасная для органов дыхания. Поэтому кроме перчаток, очков и фартука желательно иметь на вооружении респиратор. А если работа агрегата сопровождается громким шумом, то стоит обзавестись и строительными наушниками.
Описание и свойства процесса полировки
ГОСТ 9.301-86 регламентирует требования к качеству обработки изделий из металла в результате полировочных работ. Нет особых указаний в отношении блеска поверхностей после шлифовки, однако после полировки должны исключаться различные дефекты, борозды, царапины, заусеницы, коррозии и прочее.
На производстве существует такое понятие, как «класс полировки». Происходит определение уровня шероховатости поверхности той или иной детали посредством специального оборудования (микроскопы и профилографы) вплоть до 1 микрометра (мкм, 1 мм = 1000 мкм). Если шлифовка металла осуществляется в домашних условиях, то глубина неровностей определяется на глаз.
Существуют 14 классов шероховатости, которые указываются в специальных чертежах в соответствии с ГОСТ 2789-59.
Классы полировки и требования к ним представлены в таблице ниже.
| Описание поверхности | Размер шероховатости (до мкм) | Класс полировки | Механический способ обработки |
|---|---|---|---|
| Следы обработки очень заметны | 320 | 1 | Строгание, заточка и фрезеровка |
| 160 | 2 | ||
| 80 | 3 | ||
| Следы обработки видны очень слабо | 40 | 4 | Обработка мягким абразивом, получистовая обработка |
| 20 | 5 | ||
| 10 | 6 | ||
| Следы обработки не видны вообще | 6,3 | 7 | Тонкое течение, шлифовка |
| 3,2 | 8 | ||
| 1,3 | 9 | ||
| Поверхность металлического изделия идеально гладкая и имеет характерный зеркальный блеск | 0,8 | 10 | Финишная полировка, мягкое полирование |
| 0,4 | 11 | ||
| 0,2 | 12 | ||
| 0,1 | 13 | ||
| 0,05 | 14 |
Материалы
Полировка осуществляется кругами, а также аппликаторами для нанесения воска и полиролей. Для ручной работы их можно заменить поролоном. Для располировки слоя вручную используют байку, фланель, хлопчатобумажную ткань, войлок.
Жесткость кругов можно определить по их цвету:
- белые – самые жесткие, под абразивную пасту;
- оранжевые – нейтральные, для всех видов паст;
- черные – для самого мягкого средства для финишной обработки.
Глубокая шлифовка кузова осуществляется специальной наждачной бумагой для полирования. Это не обычная «наждачка», она имеет очень мелкую абразивность от 1500 до 1300. Также используется абралон с абразивностью 4000. Эти материалы подойдут для профессиональной работы — без опыта ими трудно пользоваться.