Способ сварки мп
При сборке стыков с односторонней разделкой кромок и свариваемых без подкладных колец и подварки корня шва смешение внутренних кромок не должно быть выше, чем установлено технической документацией на трубопровод.
Подготовленные кромки и прилегающие к ним участки должны был, зачищены механическим способом до металлического блеска и обезжирены на ширину не менее 20 мм с наружной и не менее 10 мм с внутренней стороны.
При сборке стыков труб под сварку следует пользоваться центровочными приспособлениями, предпочтительно инвентарными, непривариваемыми к трубам.
Прямолинейность труб в стыке (отсутствие переломов) и смещение кромок проверяют линейкой длиной 400 мм, прикладывая ее в трехчетырех местах но окружности стыка.
В правильно собранном стыке просвет между концом линейки и поверхностью трубы должен быть не более 1,5 мм, а в сваренном стыке — не более 3 мм.
При сборке труб и других элементов, имеющих продольные и спиральные швы. последние должны быть смещены один относительно другого. Смещение — не менее трехкратной толщины стенки свариваемых труб, но не менее 100 мм.
Последовательность сборки стыка с подкладным кольцом:
- устанавливают кольцо в одну из труб с зазором между ним и внутренней поверхностью трубы не более 1 мм;
- делают прихватку кольца с наружной стороны трубы в двух местах, а затем приваривают его к трубе ни точным швом с катетом не более 4 мм;
- зачищают ниточный шов от шлака и брызг;
- надвигают на выступающую часть подкладного кольца стыкуемую трубу;
- устанаваливают зазор 4-5 мм между ниточным швом и стыкуемой трубой;
- проверяют правильность сборки;
- приваривают подкладное кольцо ниточным швом к стыкуемой трубе.
Приварка подкладного кольца
Корневой шов сваривают электродами диаметром 2,5-3,0 мм. Размеры подкладного кольца: ширина 20-25 мм, толщина 3-4 мм.
Перед прихваткой и началом сварки качество сборки должен проверять сварщик. Качество сборки стыков трубопроводов под давление выше 2,2 MПа или диаметром более 600 мм независимо от рабочего давления проверяет мастер или контролер. При контроле качества сборки стыков паропроводов с рабочей температурой 450°С и выше необходимо убедиться в наличии заводского номера плавки, номера трубы.
Конструкция стыков трубных элементов по РД 153-34.1-003-01
| Подготовленные кромки свариваемых деталей | Способ сварки | Наружный диаметр, мм | Конструктивные размеры | |||
| S, мм | a, мм | b, мм | α, град | |||
| Разделка без скоса кромок и без подкладного кольца | РД | ≤ 159 | 2 — 3 | 0,5 — 1,5 | — | — |
| РАД | ≤ 100 | 1 — 3 | ≤ 0,3; (0,5 — 1,5) | — | — | |
| Г | ≤ 100 | 1 — 3 | 0,5 — 1,5 | — | — | |
| ААД | ≤ 159 | ≤ 4 | ≤ 0,3 | — | — | |
| АФ | ≥ 200 | 4 — 8 | 1,5 — 2,0 | — | — | |
| V-образная разделка без подкладного кольца | РД, МП | любой | 3 — 5 | 1,0 — 1,5 | 0,5 — 1,5 | 30±3; (25 — 45) |
| РД, МП | любой | 6 — 14 | 1,0 — 2,0 | 0,5 — 1,5 | 30±3; (25 — 45) | |
| АФ | ≥ 200 | 15 — 25 | 2,0 — 2,5 | 0,5 — 1,5 | 30±3; (25 — 45) | |
| КСС | ≥ 32 | 4 — 25 | ≤ 0,5;(1 -2) | 0,5 — 1,5 | 30±3; (25 — 45) | |
| РАД, АДД | ≤ 630 | 2 — 10 | ≤ 0,5; (1 — 2) | 0,5 — 1,5 | 30±3; (25 — 45) | |
| Г | ≤ 159 | 3 — 8 | 1 — 2 | 0,5 — 1,5 | 30±3; (25 — 45) | |
| V-образная разделка с подкладным кольцом | РД | >100 | £ 16 | 7 — 9 | — | 15 ±2 |
| РД | > 100 | £ 16 | 7 — 9 | — | 7 ±1 | |
| РД | >100 | £5 | 2,5 — 3,5 | — | 30+3; (25 — 45) | |
| МП | >100 | >5 | 8 — 9 | — | 30±3; (25 — 45) | |
| МП | ≥ 133 | 2 10 . | 8 — 9 | — | 15 ± 2 | |
| АФ | >200 | 4 — 5 | 4 — 5 | — | 15 ± 2 | |
| АФ | >200 | >5 | 6 — 7 | — | 15 ± 2 | |
| Двухскосная разделка без подкладного кольца | Зазор a без скобок — при выполнении корневого слоя аргонодуговой сваркой без присадочной проволоки, в скобках — с присадочнойУглы скоса кромок α в скобках — предельно допустимые | |||||
| МП | ≥ 133 | ≥ 16 | 1,5 — 2,5 | 1,5 — 2,0 | 10 ± 2 | |
| КСС | ≥133 | ≥ 10 | ≤ 0,5; (1 — 2) | 1,5 — 2,0 | 10 ± 2 | |
| Чашеобразная разделка без подкладного кольца | КСС | ≥ 108 | ≥5 | ≤ 0,5; (1 -2) | 3 ±0,2 | 15 ± 2 |
| РД — ручная дуговая сварка РАД — ручная аргонодуговая сварка ААД — автоматическая аргонодуговая Г — ручная газовая ацетиленокислородная МП — полуавтоматическая в углекислом газе АФ — автоматическая дуговая сварка под флюсомКСС — комбинированная: корень шва выполняется РАД, а остальные слои — РД или МП |
Актуальная классификация сварочного оборудования
На сегодняшний день классификация сварочного оборудования охватывает широкий спектр производственной техники. Эта аппаратура может быть предназначенной как для профессионального, так и для полупрофессионального и даже любительского использования.
Как правило, полупрофессиональные и любительские аппараты современного типа имеют компактные размеры и являются простыми в использовании, фактически их применение не требует особого предварительного обучения.
Что касается профессиональной и производственной техники такого рода – она предлагается в еще большем ассортименте, будучи предназначенной для использования в самых разных специфических условиях, созданной для разных целей и максимальным образом адаптированной под них.
Современная классификация сварочного оборудования и весь широкий ассортимент такового предполагает возможность выбора оптимальной аппаратуры, актуальной именно для сегодняшнего дня, высокотехнологичной, безопасной и оптимизированной для активного использования, что открывает широкие возможности для промышленников и частных специалистов.
Однако, несмотря на весь широкий ассортимент оборудования, подобрать оптимальное решение для той или иной конкретной ситуации и обзавестись достойным техническим оснащением не всегда бывает так уж просто.
Многие профессиональные модели поставляются под заказ, а что касается наиболее новых разработок – порой бывает сложно найти даже информацию о них. Это создает для покупателей вполне весомые проблемы, и проблемы такого рода распространяются также и на поставщиков, которым необходимо найти клиентов и покупателей.
При этом такие проблемы совсем не означают необходимости отказа от актуальных достижений прогресса, ведь именно для реализации таких возможностей организовываются тематические мероприятия, такие как выставки например.
Однако на практике все проблемы упираются, как правило, именно в возможность ознакомления с новыми технологиями, которые редко презентуются вне профессиональных сфер.
Найти свежие и актуальные сведения на тему новых разработок бывает крайне непросто, и, для того чтобы добиться этого, необходимо бывает выходить на профессиональные круги и обеспечивать возможность наиболее активной коммуникации и обмена информацией – этот подход является
единственно верным.
Но на практике все это реализуется не совсем легко, и большим
подспорьем для промышленников в этом отношении становятся
специализированные мероприятия, которые значительно облегчают такие
процессы и дают все возможности для создания необходимых связей.
Инверторные аппараты
Среди всех типов сварочных аппаратов это самое современное оборудование, главное качество которого – простота в использовании и доступность для покупателей разного достатка.
По технологии сварочного процесса инверторы делятся на такие категории:
- ММА для ручной сварки. Работают с покрытыми электродами, небольшие и легкие, просты в обслуживании, с качественными швами. Эти достоинства позволили им стать самыми популярными для домашнего применения и установки в небольших цехах и мастерских.
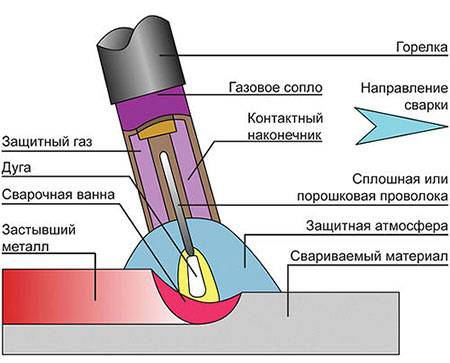
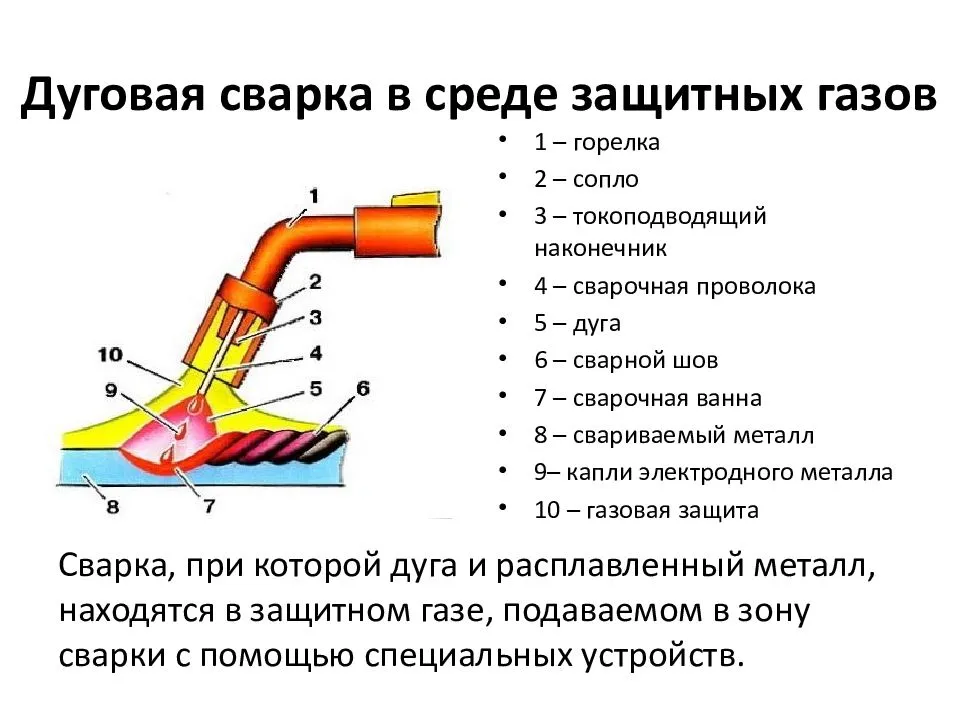
- Полуавтоматы MIG и MAG, более мощные. Предназначены для использования на производственных предприятиях.
- Для сварки в инертном газе TIG. Так называется аппарат для профессиональных работ с дополнительным оборудованием и электродами (вольфрамовыми плавящимися и неплавящимися).
- Для плазменной сварки CUT. В основном предназначены для резки с высокой точностью и качеством кромки. Могут резать заготовки большой толщины.
Рекомендуем к прочтению Каким аппаратом варят полипропиленовые трубы
Функционально инверторы делятся на несколько групп:
- Легкие, компактные бытовые, самые многочисленные на рынке. К их покупке нужно подходить ответственно, изучать спецификации, выбирать крупные торговые точки и производителей.
- Более дорогие профессиональные. С их помощью выполняются операции любой сложности. К их достоинствам относят надежность и долговечность даже на крупных предприятиях.
- Специализированные. Предназначены для работы с точечными и лазерными технологиями в промышленных масштабах.

Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.









Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Использование сварочного аппарата
Для проведения работ своими руками человек должен обладать знаниями в необходимом объеме по технике безопасности и управлении прибором, а также уметь их правильно применять. В видео показано, как варить металл полуавтоматом.
Что необходимо знать:
- основы производства сварочных работ;
- конструктивные особенности, режимы работы модели аппарата, которым будет производиться сварка.
Что должен уметь сварщик:
- выбирать сварочные аппараты и расходные материалы (тип и количество электродов) для каждой цели;
- уметь подготавливать оборудование и рабочие поверхности свариваемых деталей;
- качественно варить металл;
- правильно применять теорию и опыт для получения ровных швов.
Правильный выбор оборудования и качественный материал повышает качество работ и сокращает время ремонта.
Работа аппаратом дуговой сварки
Сварочные работы требуются всегда и везде, их востребованность постоянно высока, но при этом и требования к качеству работы нисколько не снижаются.
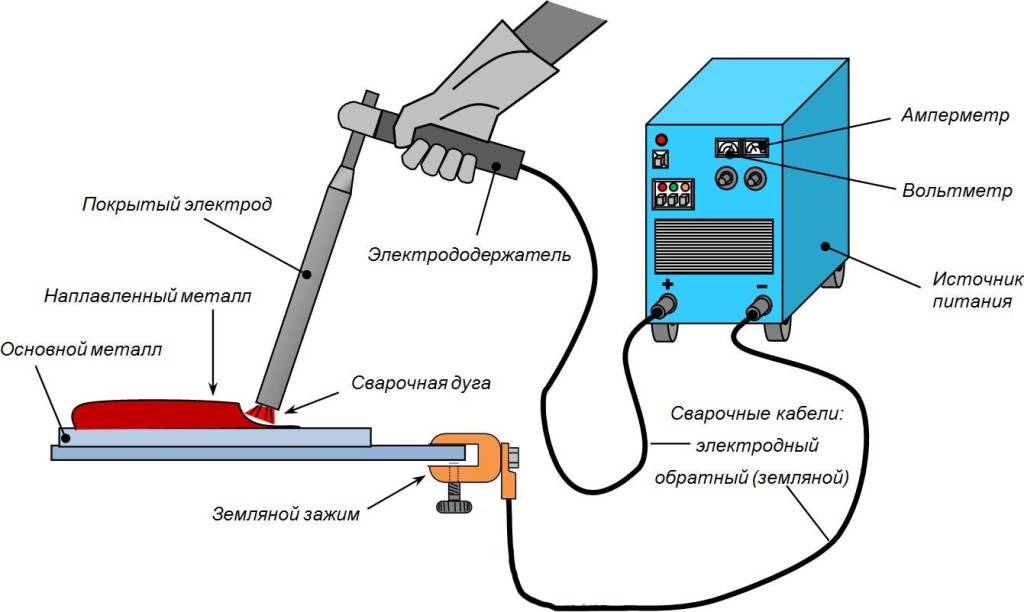
Технология ручной дуговой сварки.
Самым распространенным способом является ручной дуговой способ сварки, его еще называют сваркой штучными элементами.
Для того чтобы узнать все секреты варки, необходимо пройти специализированное обучение или как минимум ознакомиться со специальной литературой. Если вы решились освоить данную область умений, то требуется выработать четкие и безотказные реакции и алгоритмы навыков. Это необходимо, прежде всего, для вашей собственной же безопасности, и лишь во вторую очередь для качества работы.
Начинаем приобщение с изучения техники безопасности. Для сварщика она начинается с соответствующего снаряжения — специальная роба (сюда входит куртка и штаны из плотной ткани, способной защитить от попадания на кожу искр и капель раскаленного металла) и защитная маска сварщика с затемнением не меньше чем в 10 единиц, которая надежно защищает глаза от воздействия мощного ультрафиолетового излучения электрической дуги.
Для сварочных работ потребуются клеммы заземления.
Для проведения сварочных работ понадобится следующее оборудование: сварочный инвертор, клеммы заземления, электродный держатель, сами электроды нужного типа и те металлические элементы, которые нуждаются в соединении.
Теперь переходим собственно к самой сварке. В оборудование, необходимое для варки металла, входят зажимы с проводом, которые нужны для обеспечения заземления свариваемого металла, этот зажим попросту цепляют к обрабатываемой детали.
Сварочный инвертор должен быть установлен на тот режим подачи электротока, который подходит к имеющейся разновидности электрода. Выбор электрода — очень важный момент, всегда старайтесь выбирать специализированные модели. Для каждого металла, вида поверхности, типа работ и их объема имеются свои особые электроды, и замена их на первые попавшиеся в лучшем случае затруднит вам работу, а в худшем — полностью испортит заготовки.
Те части металлических деталей, которые требуется соединить, необходимо зачистить щеткой по металлу или шлифовальным диском.
Саму соединяемую деталь необходимо надежно зафиксировать, лучше всего в специальных тисках.
Техника сварки электродом.
Начинаем главный процесс
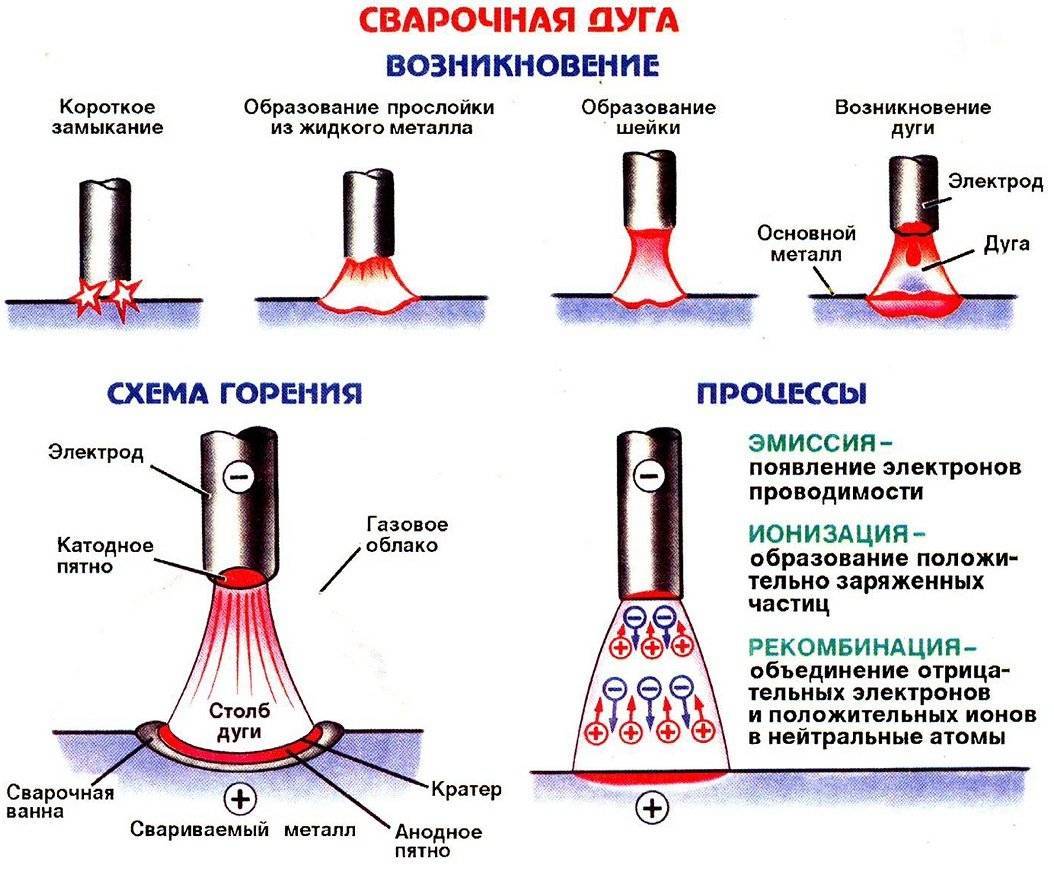
Проведите осторожно по металлической поверхности электродом, касание легкое и недолгое. Если инвертор настроен правильно и все подсоединено в должном порядке, то появится целый фонтан искр
После этого переходите к сварке. Поднесите инструмент к точке сваривания, добейтесь касанием появления искр и отодвиньте электрод на 3 мм, между кончиком электрода и деталью должна появиться электродуга, которую ни с чем не спутаешь. Ваша задача — не дать погаснуть этому маленькому солнцу, а для этого необходимо соблюдать указанную дистанцию, малейшее отклонение приведет к потере электрической дуги. Медленно ведите дугу по линии необходимого соединения металлических деталей, на месте стыка должен образоваться аккуратный шов из раскаленного металла.
Тренировки проводите на ненужных металлических деталях, используя различный металлолом. И только уверившись в своих силах, можно переходить на настоящие элементы и конструкции, которые необходимо сварить.
Все довольно просто, и любой желающий может выполнить все эти действия довольно легко, а опыт — дело наживное.







Как поддерживать дугу
Некоторые рекомендации о том, как перемещать электрод и поддерживать дугу для получения качественного шва:
- Для широкого шва электрод передвигают поперек его линии, делая колебательные возвратно-поступательные перемещения. От размера их амплитуды и зависит, какой ширины выйдет шов, потому размер амплитуды рассчитывают с учетом конкретных условий.
- Продольным передвижением электрода создают наплавление ниточного валика, его ширина, как правило, на несколько миллиметров больше диаметра электрода, а толщина будет зависеть от силы тока и скорости передвижения. Ниточный валик – это самый узкий шов.
- Поступательным передвижением электрода вдоль оси удерживают нужную длину дуги. При плавлении, размер стержня уменьшается, потому нужно все время приближать держатель с электродом к металлу, соблюдая необходимый зазор.
Во время сварки применяется комбинация из этих трех перемещений.
Техника безопасности
Перед тем как работать сваркой инвертором мастеру необходимо позаботится о собственной безопасности и обустройстве рабочего места. Для этого нужно:
- надеть специальный костюм, который имеет рукава, полностью скрывает участки шеи, на запястьях плотно застегивается. Костюм должен быть из натуральной ткани с повышенной прочностью и плотностью, устойчивой к плавлению и возгоранию;
- руки защитить сварочными рукавицами;
- обувь использовать лучше кожаную с толстой подошвой;
- для защиты глаз использовать маску;
- для предотвращения поражения током обустроить деревянный настил под ногами.
Из рабочего места следует убрать все лишние предметы, позаботится о качественном его освещении.
Порядок подготовки к работе и непосредственно выполнение сварочного процесса наглядно описывает самоучитель сварки инвертором, который можно найти в интернете.
Обучение как научиться варить металл сваркой
Если вы являетесь начинающим сварщиком, то перед тем, как приступать к работе аппаратом, необходимо выполнить подготовительные работы. Эти работы включают в себя подготовку рабочего места. Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.
Практиковаться рекомендуется на куске металла, толщина которого должна быть не менее 3-4 мм
Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой
Надев защитную одежду и маску, следует приступать к работе. Как это делать, в материале рассмотрим пошагово, что позволит начинающим сварщикам научиться не только правильно, но еще и быстро варить металл инверторной сваркой.
Основные характеристики, преимущества и недостатки сварочных инверторов
Если ваш выбор сварочного аппарата остановился на инверторе, то следует учитывать, что между собой модели могут различаться конструкцией и техническими параметрами
Чтобы понять, как выбрать инверторный сварочный аппарат, нужно рассмотреть его главные характеристики, на которые необходимо обратить особое внимание:
- Входное напряжение — нужно учитывать возможный диапазон потребляемой энергии;
- Мощность, предел этого параметра указывается в паспорте к прибору. Он показывает, при какой максимальной нагрузке аппарат будет работать стабильно и без отключений;
- Величина времени, при которой прибор может функционировать при самой большой силе тока;
- Тип сварки;
- Размер электродов – диаметр.
Большим плюсом будет являться также наличие дополнительных функций, таких как:
- Форсаж дуги – стабилизация, для улучшения качества сварного шва;
- Горячий старт – быстрое увеличение выходного тока в период начало работы, для упрощения зажигания дуги;
- Антиприлипание – при установлении короткого замыкания, происходит автоматическое отключение прибора;
- Напряжение разрыва – функция нужна для регулирования длины дуги, при необходимости создания вертикальных швов.
Также перед покупкой необходимо посмотреть, какая комплектация прибора может быть нужна именно для вашей работы, понять принцип действия и особенности управления устройством. Тщательный анализ поможет сделать правильный выбор. Плюсы использования инвертора для сварки:
- Малый вес — не более 12 кг, такой агрегат можно легко транспортировать;
- КПД аппарата достигает 90 %, он достаточно экономно расходует электроэнергию;
- Можно использовать для различных видов материала;
- Есть возможность применять любой вид электрода;
- Дополнительные функции существенно облегчают работу с ним, подходит даже новичкам в сварке;
- Приборы программируемые;
- Лучшее качество сварного шва.
Минусы сварочного инвертора:
- Большая стоимость прибора, если сравнивать с более простыми сварочными трансформаторами;
- Высокая цена поломки, ремонт может обойтись практически в половину стоимости самого устройства;
- Инвертор чувствителен к изменениям во внешней среде, на него влияет высокая влажность и низкая температура. Также необходимо следить за уровнем пыли в помещении, где будет проводиться работа с инструментом.
Выбираем сварочный аппарат для бытовых условий эксплуатации
Для дома и дачи чаще всего подбирают агрегат, который сможет работать от обычной стандартной электросети в 220 вольт. Также необходимо узнать диапазон напряжения, при котором осуществляется сварки, лучшие условия будут то 180 до 240 В.
Далее при выборе лучше определиться, насколько мощный прибор вам нужен, от этого будет зависеть, какую силу тока получите на выходе. Для домашних условий сварки обычно хватает 200-250 ампер. Этого будет достаточно для тонких деталей толщиной до 0,06 см.
Продолжительность непрерывной работы будет определяться производительностью аппарата, которая выражается в процентах и указана в документах. Для домашних сварочных работ хватает около 20 минут, потом устройству необходимо остыть не менее чем полчаса.
От значения напряжения холостого хода зависит сложность зажигания дуги. Чем оно выше, тем легче начать работу. У инвертора, в отличие от трансформатора и выпрямителя, самое высокое холостое напряжение от 35 до 50 вольт.
На выбор также может повлиять компактность и портативность прибора, часто необходим такой вид агрегата, который было бы легко транспортировать из дома на дачу и наоборот. По этим параметрам отлично подходит инвертор.
Также перед покупкой стоит уточнить, при какой температуре можно эксплуатировать агрегат, есть ли необходимая защита от влаги и внешних загрязнений и можно ли использовать в качество питания генератор.
В настоящее время можно найти широкий ассортимент сварочных аппаратов различных классов и видов, как для любительской работы, так и для профессиональной.
Хорошими инвертором для начинающих сварщиков и для работы в быту являются приборы фирмы Интерскол. Производимые компанией сварочные аппараты обладают широким функционалом и отвечают самым высоким требования, они соединяют в себя отличное сочетание приемлемой цены и высокого качества.
Техника безопасности
Перед тем, как приступить к домашней сварке, электросварщику необходимо позаботиться о технике безопасности:
- надеть защитный костюм из прочной натуральной ткани высокой плотности, которая не подвержена возгоранию и оплавлению при попадании на неё искр. Костюм должен скрыть область шеи, и иметь рукава, которые плотно застёгиваются на запястье.
- защитить руки рукавицами из грубого полотна;
- обуть удобную кожаную обувь с толстой подошвой;
- защитить глаза маской сварщика со светофильтром, который зависит от силы тока при сварке.
Место, где будет проводиться сварка, также должно быть тщательно подготовлено:
- уложен деревянный настил, выполняющий защитную функцию от возможного поражения током;
- место проведения сварки освобождено от всего лишнего (для предупреждения попадания сварочных брызг);
- освещение должно быть качественным;
- движения сварщика не должны быть стеснены.







Инвертор или трансформатор- отличия, преимущества и недостатки
Можно сказать, что в недалеком прошлом веке, одним из самых заветных желаний любого мастера, вплотную связанного с ремонтом машин или любой другой металлообработкой, было иметь под рукой сварочный аппарат. Пусть это будет самодельная трансформаторная модель, но это оборудование помимо несказанной пользы, всегда вселяло гордость его владельцу. Сейчас же, при высоком темпе развития технологий, полки магазинов электрооборудования забиты различными моделями сварочных аппаратов, отличающихся назначением, функциями, ну и, конечно же, ценой. И тому, кто сталкивается с выбором сварочного аппарата РДС для бытовых нужд или на производство, наперво встает вопрос «Что выбрать сварочник инвертор или трансформатор?».
Поэтому в этой статье мы представим некоторые плюсы и минусы этих устройств, для того, что бы Вы смогли четко определить, какой из типов устройств Вам необходим- инвертор или трансформатор. Предупреждаем, что в этом материале будет идти разговор исключительно об аппаратах для ручной дуговой сварки.
Отличия процесса сварки инвертора от трансформатора
Давай те рассмотрим сам процесс сварки и отличие в этом вопросе инвертора от трансформатора. И здесь, главный недостаток привычных трансформаторов это недостаточная устойчивость дуги вместе с низкой стабильностью режима, которая полностью зависит от колебаний электро-сети. У сварочных инверторов здесь неоспоримое преимущество, так как инверторные источники обеспечивают стабилизированный постоянный сварочный ток, который не зависит от колебаний входного напряжения и обеспечивает, таким образом, более устойчивую дугу и минимальное разбрызгивание металла при сварке. Более технологически подкованный инвертор, отличает от трансформатора, как минимум наличие плавной регулировки сварочного тока, не говоря уже о наличии специальных функций, присутствующих в арсенале даже у бюджетной модели, таких как Hot-Start, Anti-Sticking, Arc-Force и др.
Помимо всего выше перечисленного, сварочный инвертор потребляет гораздо меньше электроэнергии и может работать от автономных источников питания- бензиновых и дизельных электрогенераторов (на нашем сайте Вы можете ознакомиться с актуальными моделями генераторов ). Для примера, электропотребление инвертора при работе электродом диаметром в 3мм равносильно потреблению двух электрочайников, что вполне укладывается в бытовые нормы. Исходя из всего перечисленного, сваривать инвертором гораздо более выгодно, приятней, а главное проще, чем трансформатором.
Вес и габариты
Немаловажное преимущество сварочного инвертора перед трансформатором – это его малый вес и достаточно небольшие габариты. Все это становится возможным благодаря повышению частоты напряжения: ведь при повышении частоты в 1000 раз, размер трансформатора уменьшается в десять раз
У некоторых моделей инверторов сам трансформатор имеет размеры меньше сигаретной пачки; основную же массу занимает радиатор. Неудивительно, что такой инвертор можно легко повесить на плечо и варить в труднодоступных местах: при массе меньше 4-х килограмм некоторые модели инверторов позволяют легко работать электродами диаметром даже до 3-4 мм (к примеру, инвертор отечественного бренда Сварог ARC 200 Easy). И опять в соперничестве между 2-мя типами оборудования побеждает инвертор, как говорится, 40 килограммовый трансформатор на плече не поносишь.
Денежный вопрос
Не скроем, зачастую трансформаторы по-прежнему в два и более раза дешевле инверторов. Да и ремонт трансформаторов на пост-советском пространстве обычно обходится дешевле. Тем, не менее, из опыта Европейских коллег, можно вынести интересные данные: каждые 1000 Евро стоимости сварочных работ при ручной дуговой сварке могут быть разделены на следующие категории затрат:
- 35% оплата труда сварщиков
- 35% стоимость электродов
- 28% стоимость электроэнергии
- И всего 2% оборудование и принадлежности (стоимость св. аппарата, кабелей и пр.)
Как видно, стоимость оборудования для сварки лишь незначительно влияет на общую стоимость сварочных работ. В связи с этим становится выгодно покупать оборудование, использующее новейшие разработки: даже при большей стоимости инвертора уменьшение расходов на электроэнергию в перспективе дает суммарную экономию общей стоимости сварочных работ на 5-8% процентов!
Подведем итоги
Судя по всему, современные сварочные инверторы действительно более практичны, экономичней, а главное более выгодны в использовании в отличие от классических трансформаторов
Тем не менее, важно помнить, что залог качественной сварки в большей степени зависит не от «навороченного» оборудования, а от навыков и подготовки мастера, а именно- человека!
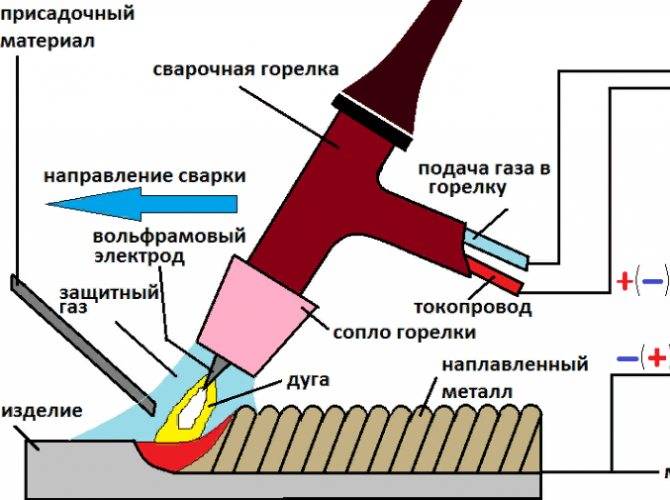
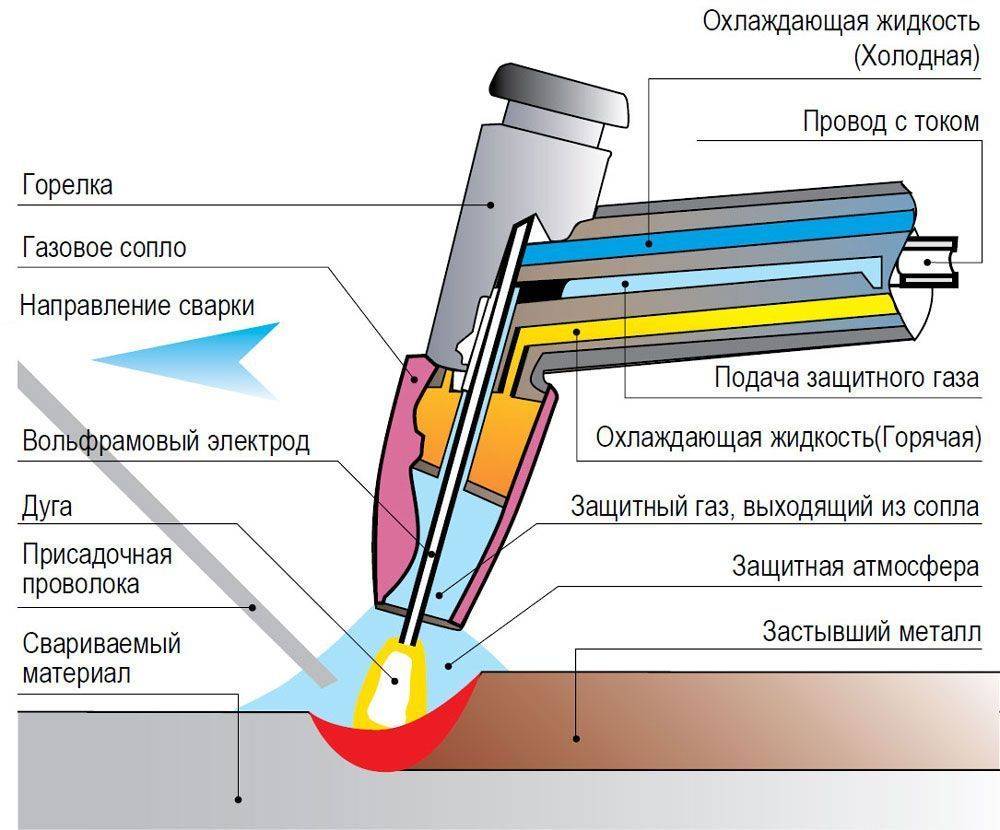
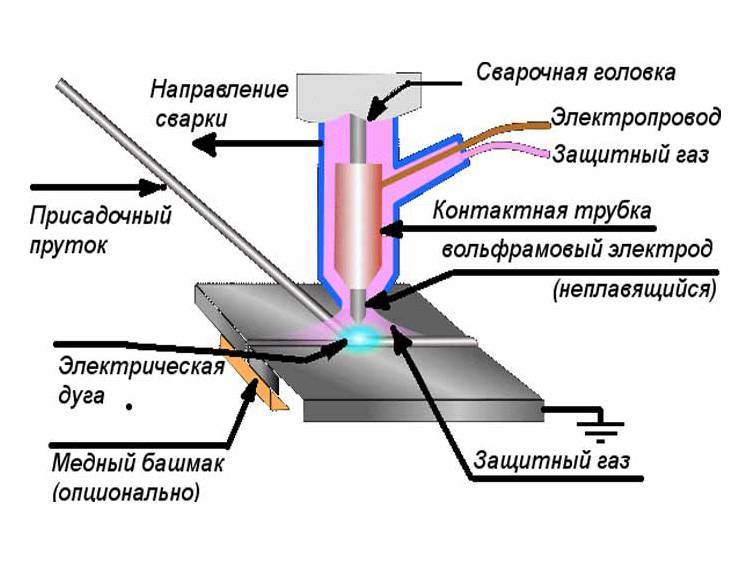
Особенности автоматической технологии
Главный элемент агрегата — головка. Она подает проволоку и электрический заряд, необходимый для горения дуги. Присадочный материал наматывается на катушку или бобину. Роликовая система задает скорость и направление подачи проволоки. Перед выходом в сварочную ванну присадка выпрямляется, после чего попадает в мундштук. Дуга при автоматизированной сварке разжигается так же, как при ручной.
Площадь сварочной ванны зависит от типа оборудования. Металл или электрод при корректной настройке агрегата не перегревается. Риск залипания электрода отсутствует, присадка стабильно подается в шов. При снижении напряжения дуги электрод подается назад. Увеличивается расстояние между концом стержня и заготовкой, что помогает стабилизировать электроразряд.
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.