Оборудование и оснащение
Швейное производство – это бизнес, требующий специфического оборудования. От его качества и функциональности зависят возможности предприятия, а именно количество экземпляров изделия в день.
Чтобы запустить небольшой швейный цех на 40-50 моделей в день нужно закупить следующий комплект оборудования:
Таблица. Комплект необходимого оборудования
| Наименование оборудования | Количество |
| Универсальные одноигольные машины | 7 |
| Петельный полуавтомат | 1 |
| Оверлок 3-ниточный | 2 |
| Оверлок 5-ниточный для стачивания и обметки | 1 |
| Пуговичный полуавтомат | 1 |
| Стол для раскройки с закроечным ножом | 1 |
| Оборудование для глажки и отпаривания | 1 |
Новый комплект оборудования стоит от 900 тыс. рублей. Для мини-цеха с нуля на 8-10 человек разумно начать с б/у оборудования, которое можно купить за 300 тыс. рублей. Все зависит от выбранного бренда оборудования – размах цен на одну единицу техники от 7 до 70 тыс. рублей и более.
Также нужно закупить и другое оснащение:
- мебель и столы;
- осветительные приборы;
- кондиционирующее оборудование;
- оборудование для комнаты (уголка) модельера-конструктора;
- оборудование места для менеджера.
Итого нужно около 150 тыс. рублей.
Отличие маршрутного листа от путевого
Некоторые специалисты не различают два указанных выше понятия. Несмотря на их кажущуюся схожесть, они имеют ряд существенных отличий. В частности, маршрутный лист:
- может иметь произвольную форму, в то время как путевой составляется по утвержденной законодательством форме;
- не содержит сведения о количестве горючего и километраже;
- выдается при производственной необходимости;
- не оформляется на водителей легковых автомобилей, обслуживающих должностных лиц.
Таким образом, путевой лист выдается при осуществлении любых перевозок, связанных с работой, в отличие от маршрутного. Кроме того, путевой лист относится документам строгой отчетности и должен храниться на предприятии пять лет, в отличие от маршрутного, который может быть уничтожен после оформления акта приема работ.
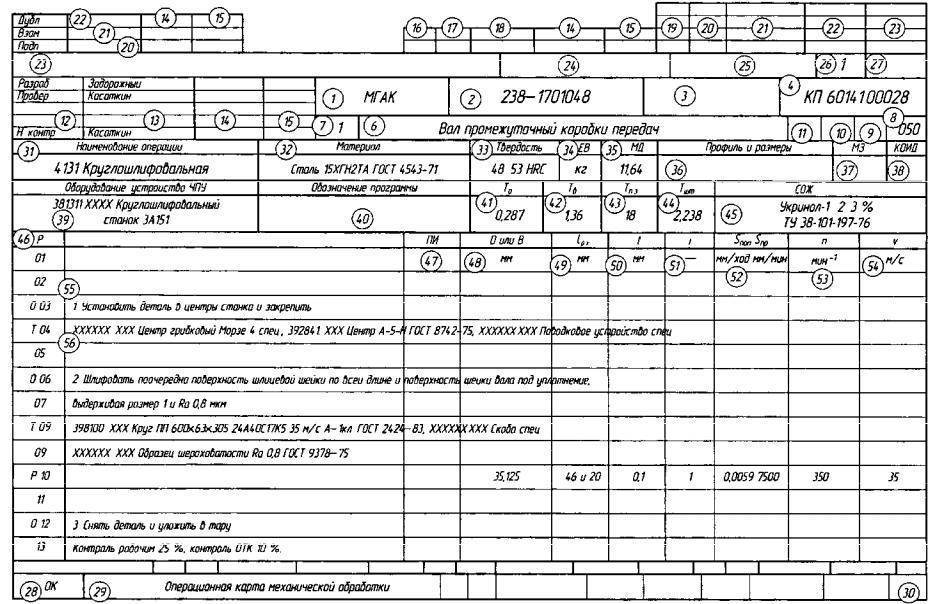
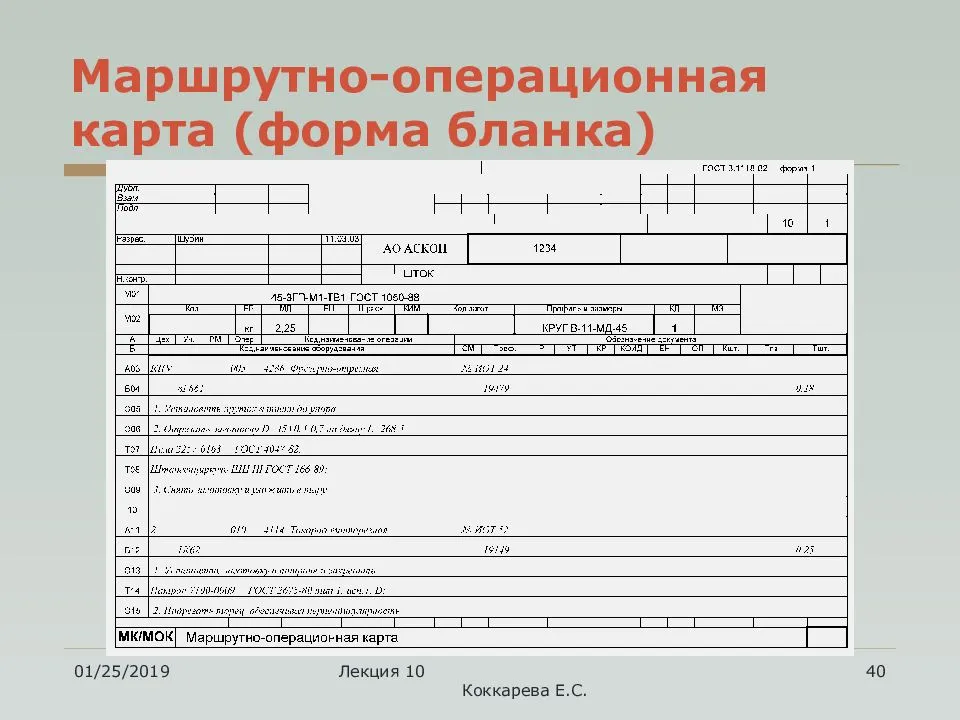
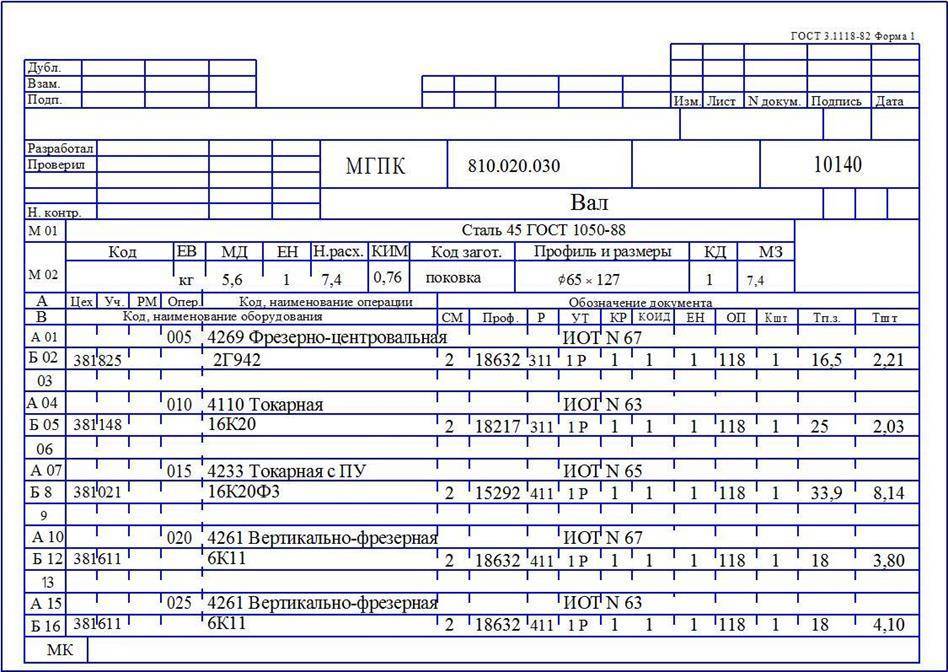
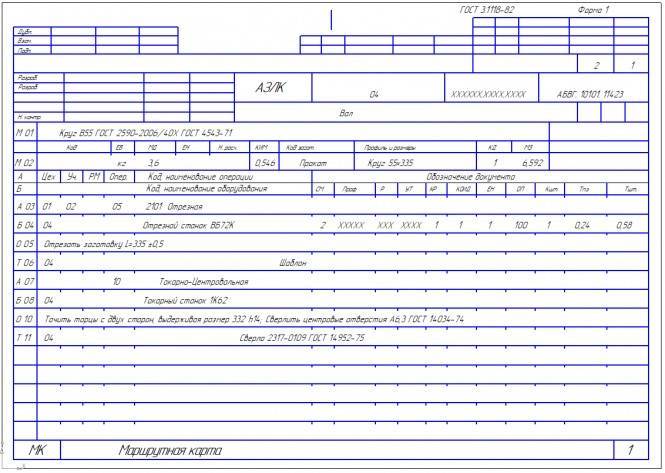
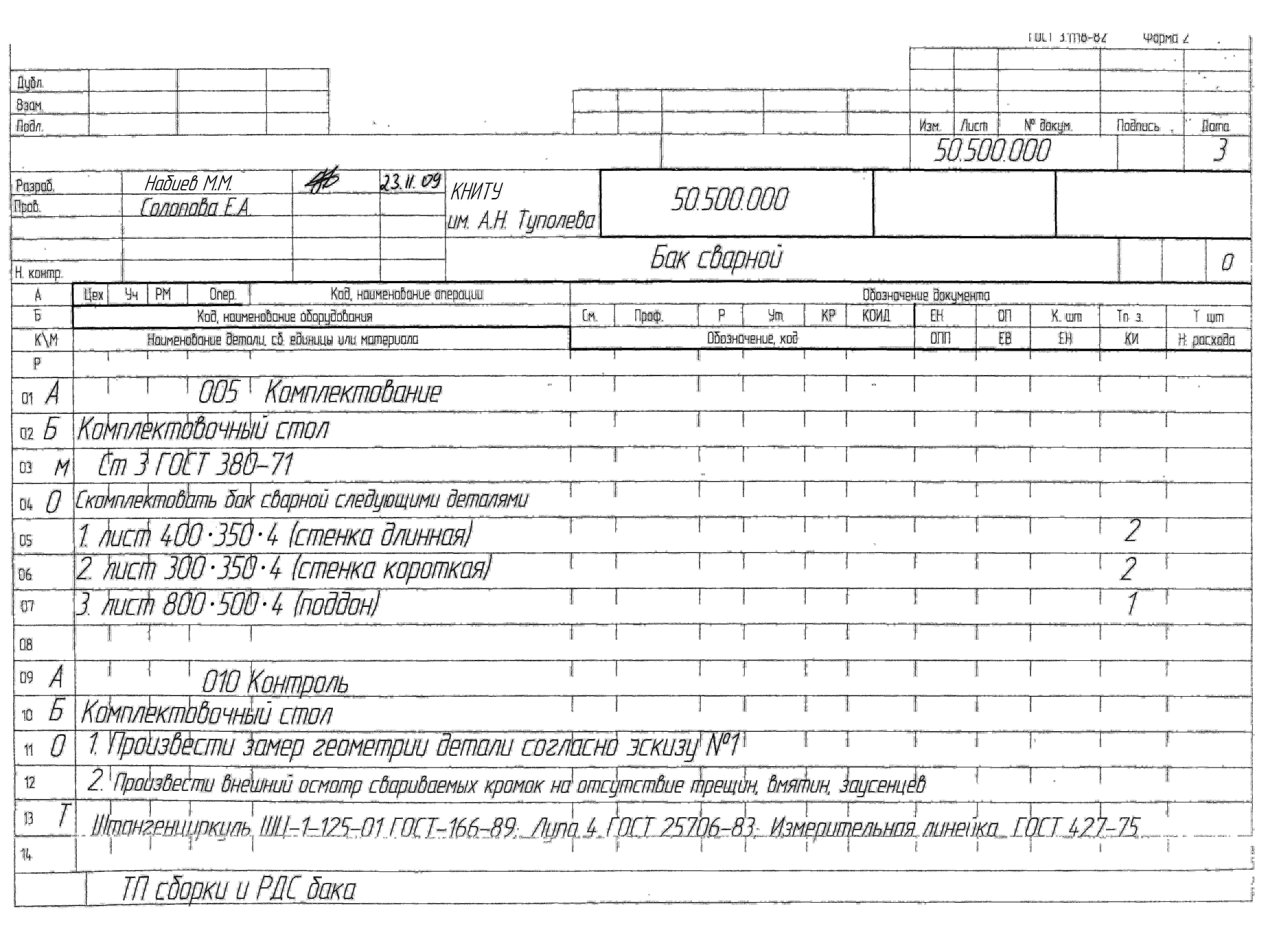
Маршрутная технологическая карта
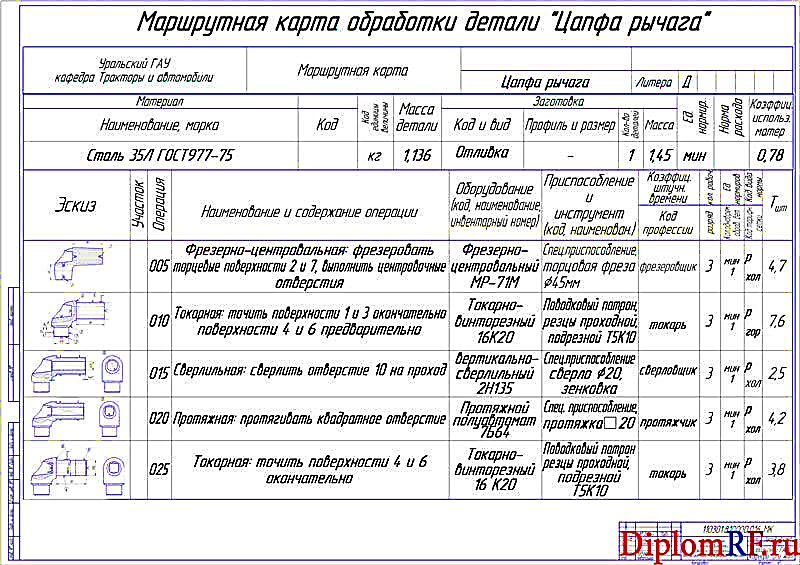
Маршрутная технологическая карта устанавливает последовательность прохождения обрабатываемого объекта ( детали, узла, прибора) по цехам и дает описание всех операций, производимых над деталью без выделения каждой операции отдельным документом.
Маршрутная технологическая карта применяется в индивидуальном и серийном производстве в тех случаях, когда не требуется точной деталировки процесса и нет твердого закрепления той или иной детали за определенным оборудованием на длительное время. Рабочему эта карта дает немного: без чертежа ею пользоваться нельзя.
Маршрутная технологическая карта включает последовательный перечень укрупненных операций обработки деталей. Маршрутная технологическая карта является основным технологическим документом опытного или единичного производства. Обработка детали по маршрутной технологической карте требует рабочих высокой квалификации и наличия на рабочем месте чертежа обрабатываемой детали.
Маршрутная технологическая карта устанавливает последовательность прохождения обрабатываемого объекта ( детали, узлы, приборы или изделия) по цехам и мастерским, дает описание всех операций, производимых над объектом, без выделения каждой операции отдельным документом. Эта карта применяется в единичном и мелкосерийном производстве в тех случаях, когда не требуется точной деталировки технологического процесса и нет твердого закрепления обрабатываемого объекта за определенным оборудованием на длительное время. В маршрутной карте указывают данные об основном материале и размерах заготовки, перечисляют цехи и мастерские, в которых должна производиться обработка, приводят перечень операций, сообщают сведения об основном оборудовании и технологическом оснащении, профессии и разряде рабочего, а также нормировочные сведения.
Маршрутная технологическая карта механической обработки содержит перечень всех операций, названия цехов, участков и отделений, где должна обрабатываться заготовка; данные о применяемых станках, принадлежностях и инструменте; указания о специальности и разряде рабочего, который будет изготовлять деталь; нормированное время и др. Эта карта применяется главным образом для работ по планированию производства.
Общая, или маршрутная, технологическая карта составляется на каждое изделие. На основании ее выполняются операционные и другие технологические документы, а также проектируются приспособление и оборудование, схематично указанное на обЩей карте. В технологических картах подробно и последовательно записаны производственные процессы изготовления каждой детали, сборочной единицы, изделия.
В карте 6 приведена маршрутная технологическая карта обработки этого картера на агрегатных станках на выпуск 50 шт.
На основании дефектной ведомости составляется маршрутная технологическая карта ремонта; после разборки двигателя производится распределение дефектных частей по двум основным направлениям: в обмоточный цех, слесарно-механический цех.
Результатом работы программы проектирования ТП является маршрутная технологическая карта, содержащая следующие данные по каждой операции: номер цеха, наименование и содержание операции, количество ударов ( ходов) пресса, наименование и шифр оборудования, его мощность, данные об оснастке, вспомогательном, мерительном и режущем инструменте, шифре профессии и разряде рабочего, штучном и подготовительно-заключительном времени и расценках.
Припуски следует рассчитывать параллельно и после разработки маршрутной и технологической карты. На основе технологического процесса определяют характер и расчетную величину промежуточных припусков и, как следствие, общий припуск.
Технологический процесс оформляется следующими техническими документами: маршрутными технологическими картами, опера-ционно-технологическими картами, производственными инструкциями.
После дефектации требующие ремонта поврежденные части и детали трансформатора направляют с сопроводительной маршрутной технологической картой ремонта в соответствующие отделы электроцеха.
После дефекташш требующие ремонта поврежденные части и детали трансформатора направляют с сопроводительной маршрутной технологической картой ремонта в соответствующие отделы электроцеха.
На электроприборостроительных заводах, в основном, применяются два вида технологических карт: маршрутная технологическая карта и операционно-технологическая карта.
Исходными данными для ведения статистических методов контроля являются показатели качества, определяемые по маршрутным и технологическим картам, границы регулирования, объем выборки и периодичность ее контроля.
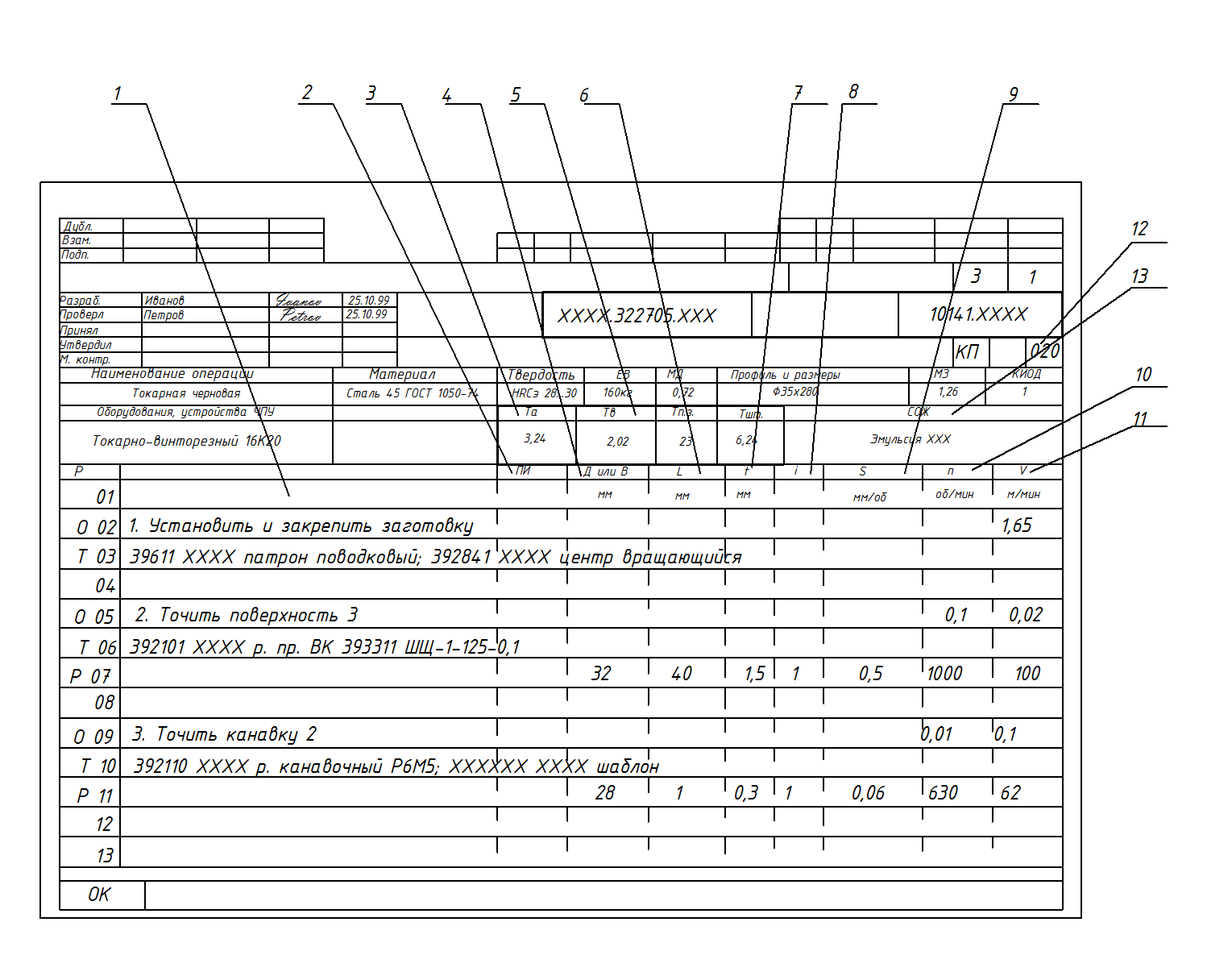
§ 5. Технологическая карта — основной документ для изготовления деталей
После того как сборочный чертёж изделия разработан и выполнена его деталировка (изготовлены чертежи всех деталей, входящих в изделие), переходят к следующей стадии технологического этапа работы над проектом: разработке технологической документации.
В качестве технологической документации применяют маршрутную карту, в которой указывается маршрут следования заготовок но операциям. В операционной карте содержится подробное описание технологической операции. В технологической карте — последовательность выполнения операций, их графическое изображение, а также перечень инструментов и приспособлений, необходимых для каждой операции. То есть в технологической карте описывается технологический процесс изготовления детали или изделия. В учебных мастерских вы будете работать по технологическим картам.
Изготовление изделий из древесины начинают с внимательного изучения чертежей (эскизов) деталей. Затем подбирают заготовки соответствующих размеров, размечают контуры будущих деталей, обрабатывают заготовки с соблюдением чертёжных размеров, зачищают и отделывают готовые детали. Если изделие состоит из нескольких деталей, то перед окончательной отделкой их соединяют между собой.
В качестве примера в таблицах 2 и 3 приведены технологические карты изготовления деталей из древесины. Деталь, описанная в таблице 2, имеет призматическую форму (форму бруска), в таблице 3 — цилиндрическую и коническую форму.
Таблица 2
Технологическая карта. Изготовление изделия «кегля»
При составлении технологической карты не следует назначать большие припуски на обработку заготовки. Это ведёт к неоправданному расходу древесины, а её нужно использовать экономно.
Практическая работа № 6
Разработка технологической карты изготовления детали из древесины
Рассмотрите и прочитайте выданный учителем чертёж детали из древесины или эскиз детали из своего творческого проекта.
Разработайте технологическую карту изготовления этой детали.
- Определите, какие инструменты понадобятся для изготовления этой детали или детали проектного изделия, запишите их названия в рабочую тетрадь.
Составьте с помощью компьютера технологическую карту изготовления детали своего проектного изделия и заполните её.
Проверяем свои знания
Что Такое деталировка?
Что указывается в технологической карте?
Из каких этапов состоит технологический процесс изготовления детали из древесины?
- Вспомните, какого специалиста называют технологом.
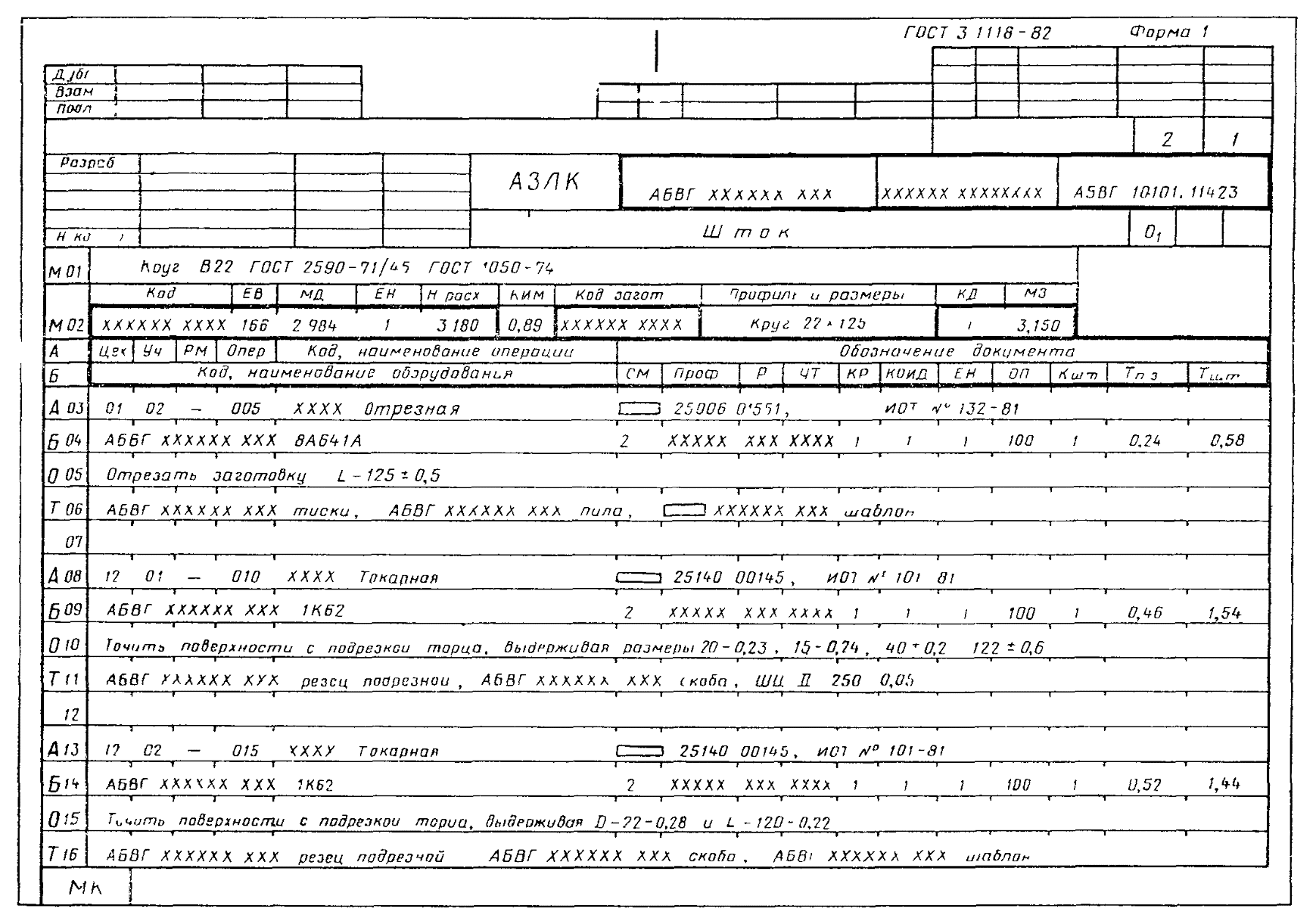
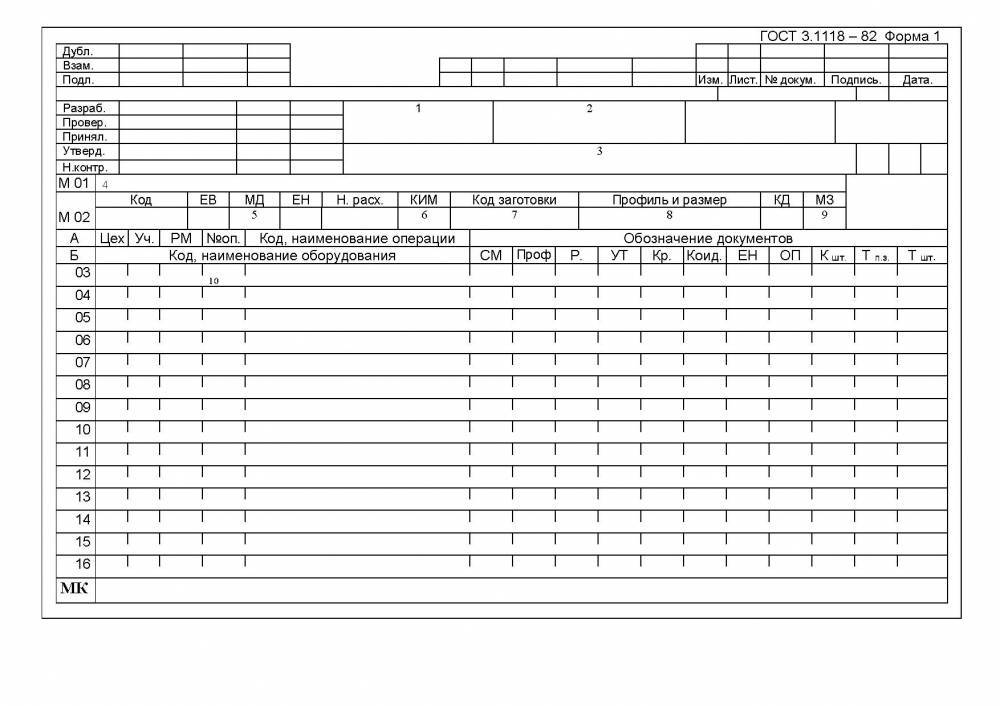
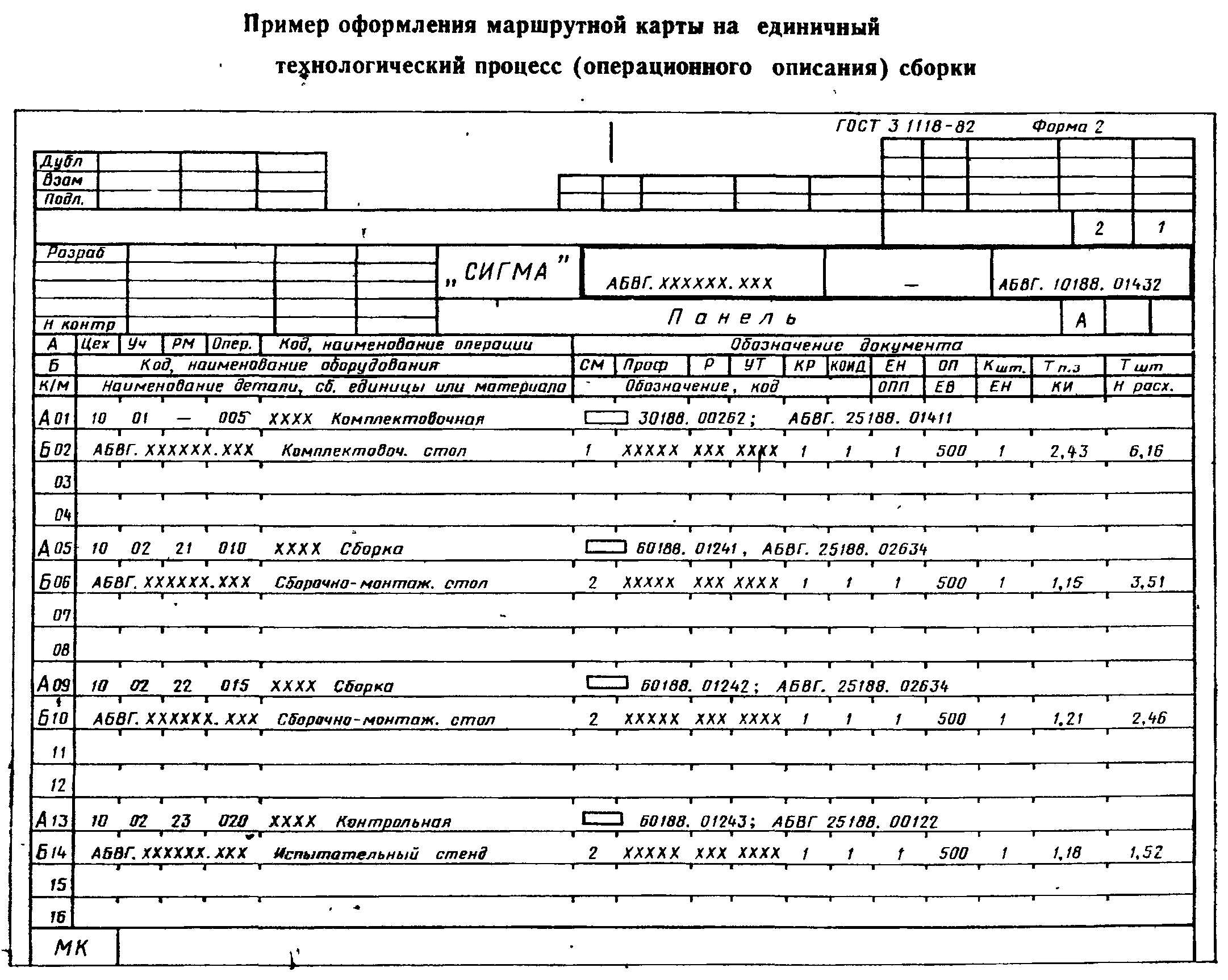
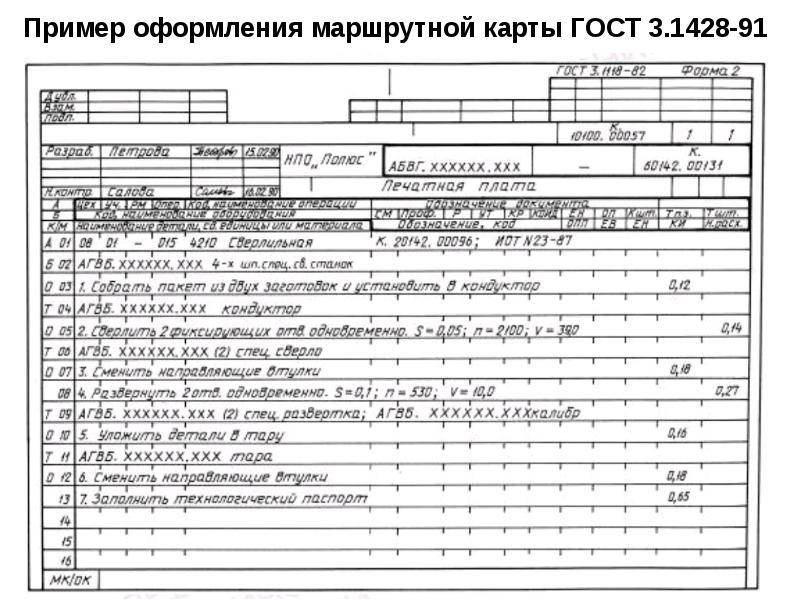
Правила оформления
Маршрутная карта является обязательным документом, который должен составляться для технологического процесса. Заполнение должно проводиться по разработанной схеме, регламентируемая в ГОСТ 3.1118-82. Основными моментами можно назвать следующее:




Каждая строка создаваемой таблицы мысленно делится на две части, запись информации проводится в нижней. За счет этого обеспечиваются условия для внесения различных корректировок в верхней части.
Некоторые графы отмечены утолщенным видом. При их заполнении учитываются особые правила. Основная информация представлена кодами, которые выбираются в зависимости от классификаций и стандартов. В некоторых случаях данные вводятся в расшифрованном виде
Также встречается комбинированный вариант исполнения внесения информации.
Уделяется также внимание тому, каким шрифтом проводится указание данных в маршрутной карте технологического процесса. Не стоит забывать о том, что все внесенное в таблицу должно читаться хорошо.
Допускается внесение некоторых изменений
Подобная ситуация встречается крайне часто, так как некоторые параметры могут корректироваться в зависимости от конкретного случая обработки.
Технологический процесс может существенно отличаться, от этого зависит и то, каким образом проводится заполнение маршрутной карты. Не стоит забывать о том, что выполняется распечатывание ранее уже готовых таблиц с полями, в которые проводится внесение основной информации. Первый или титульный лист отличается от других, также есть специальные варианты исполнения, которые предназначены для указания некоторой другой информации. За счет их применения существенно упрощается поставленная задача по составлению технической документации.
В интернете можно встретить пример оформления маршрутной карты, который используется в качестве образца. Кроме этого, не стоит забывать о том, что встречается довольно большое количество различных таблиц, которые применяются в качестве стандартов.
Часто встречается ситуация, когда основные данные указываются в сокращенном виде. Это связано с тем, что некоторые графы имеют небольшой размер. Стандарты по применению сокращений указываются в специальной технической документации. В некоторых случаях применяются специальные символы.
Встречается просто огромное количество служебных символов, которые позволяют указывать в сокращенном виде наиболее важную информацию. Они встречаются в специальной технической документации.
При этом в качестве основы применяется пример заполнения.
Правильно составленная маршрутная карта технологического процесса обеспечивает требуемые условия для выполнения качественной обработки. Недостаточное количество данных может привести к ошибкам, которые станут причиной допущения ошибок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Регистрация бизнеса

Бизнес требует регистрации
Организация швейного производства начинается с посещения инстанций и сбора необходимых документов.
Как начать швейный бизнес с нуля:
- Регистрация в качестве ИП или ООО и получение выписка из ЕРГЮЛ. Второе потребует наличия уставного капитала или денег на банковском счету, а также уставных документов.
- Регистрация в налоговых органах и выбор ОКВЭД: 18.2 (производство одежды из текстиля и аксессуаров одежды).
- Выбор системы налогообложения ЕНВД или УСН.
- Регистрация в Пенсионном Фонде.
- Заключение договора об аренде помещения.
- Заключение о соответствии от СЭС и Госпожнадзора.
Функциональная схема сварочного процесса
Стержневой электрод (диаметр 1,5-10 мм) закреплен в электрододержателей. Соприкосновение электрода с поверхностью металла вызывает электрозамыкание цепи и разогрев торца электрода. При отодвигании электрода на 3-5 мм от металла возникает дуговой разряд, который поддерживает электрический ток. Происходит интенсивный локальный разогрев, вызывающий плавление детали. К этому расплаву добавляется металл с торца электрода. Образуется совместная «сварочная ванна». Метод сварки, форма электродов и сварного шва, а также все тонкости процесса фиксируются в заранее составленной карте технологического процесса сварки.
Аттестованный сварщик, строго следуя технологической карте, отслеживает неизменность дугового зазора при соединении свариваемых краев, а также создающийся при кристаллизации расплавленного металла валик-шов.
Здесь 1.Ориентация сварочного процесса; 2.Экранирующая оболочка электрода; 3.Проволока, добавляемая в качестве плавящегося материала; 4.Газ, защищающий от воздушной атмосферы; 5.Сварочная ванна; 6.Шов, возникающий в процессе работы; 7.Свариваемая деталь.
Работа с неплавящимся вольфрамовым электродом часто требует добавку присадки из проволоки. В рабочую область для защиты от примесей из воздуха вводится инертный газ. Этот метод характеризуется возможностью точного контроля и для ручной сварки, и для механизированного процесса.
Сварка металлоконструкций допускает различные виды соединений деталей: встык, угловое, с напуском и тавровое.
Группы из разных видов сварных швов различают:
- По позиции в пространстве – снизу, горизонтально, вертикально и на потолке.
- Касательно к прикладываемому напряжению – с флангов, с торцов, в комбинации, наклонное.
- По протяженности – непрерывные или нет.
- По степени округлости – ровные, выпуклые или вогнутые.
- По типу сочленения – в стык или углом (валиком).
Все это многообразие учитывается при написании технологической карты для сварки металлоконструкций.
Карта начинается с описания возможной сферы применения. В ней подробно указываются типы металлоконструкций, по отношению к которым применима данная технология, расписывается расположение деталей и углы креплений. Определяется температурный режим.
Ядром техкарты выступает сварочный маршрут и его технические характеристики. Он подразделяется на разделы:
- Начальная подготовка работ и правила их проведения.
- Типы работ.
- Последовательность этапов.
- Схемы, конструкторские чертежи, их описание по каждому процессу.
- Техника безопасности и условия труда.
- Численность и квалификация аттестованных работников, длительность работы.
- Расходные материалы, их количество.
Четко проработанный маршрут технологического процесса дает возможность заранее оценить технические и материальные расходы, сроки работ и экономическую эффективность.
Завершающим разделом техкарты является экономический расчет необходимых материальных и людских ресурсов.
Технологическая карта на сварку стальных труб идентична вышеприведенной карте по форме, но несколько отличается по информации.
В этот документ включены следующие данные:
- Область применимости техкарты, для каких объектов она работает.
- Общие положения и рекомендации по проведению работ.
- Описание технологии и требования по организации рабочего процесса.
- Контроль качества работ.
- Условия для проведения работ и техника безопасности.
- Перечень используемой нормативной документации и ГОСТов.
- Техкарты по каждому виду сварки.
Инструкции готовятся по каждой операции в отдельности, по всей их совокупности и последовательности, по предварительному контролю свариваемых объектов на предмет неисправностей, чистоты и дефектов. Обязательно следование технике безопасности работ и противопожарным, требованиям охраны труда при подготовке рабочей площадки.
Все действия необходимо исполнять согласно операционным техкартам, входящим в технологическую карту процесса в целом. Качественность выполнения работ определяется по перечисленным там же методикам проверки швов.
В качестве примера приведем техкарту сварки трубопровода.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
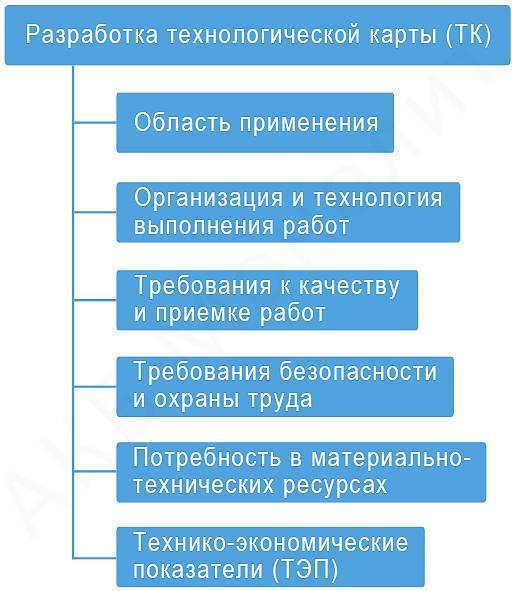
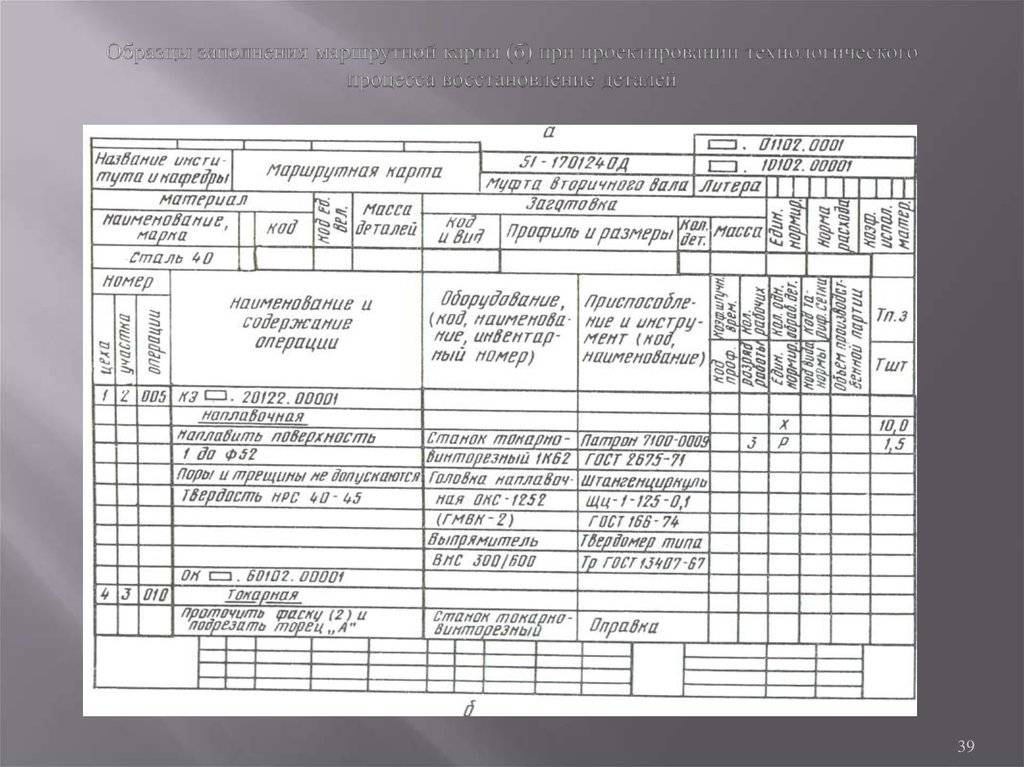
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
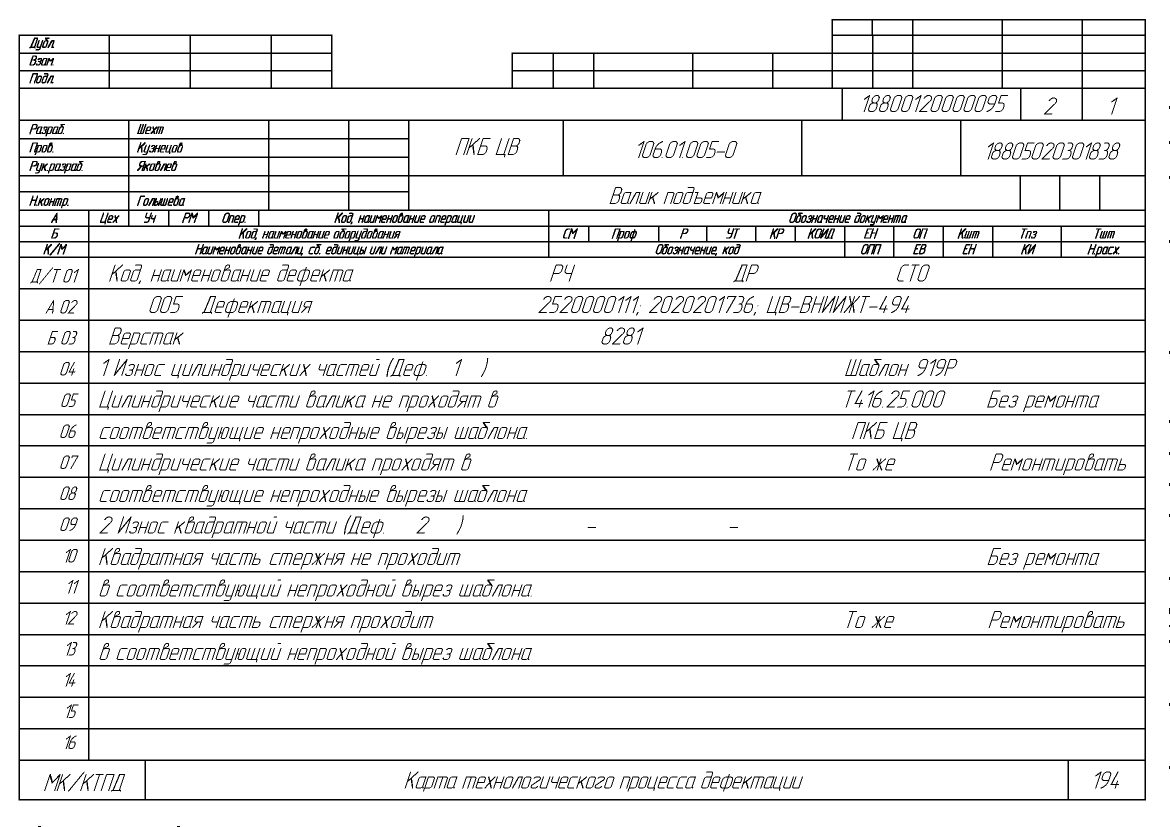
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
7 разделов технологической карты
Конкретного образца формы технологической карты не существует, поскольку документ отличается разнообразием. Однако в карте должны содержаться сформулированные или схематические ответы на такие вопросы:
- Какие именно операции нужно выполнять.
- В какой последовательности.
- Время на каждый этап и общее время 1 цикла.
- Состав, количества исходных компонентов, сырья.
- Требования к инструментам и оборудованию для обеспечения процесса.
- Условия осуществления технологии на каждом этапе.
- Описание внешнего вида конечного результата, количественные и качественные требования к его структуре, свойствам, составу; технические характеристики продукта (при необходимости).
Технологическая карта составляется не для всех процессов. Многие операции достаточно простые, чтобы выполнить их без дополнительной инструкции. Однако такой документ необходим, если процесс:




- технологически сложный, требует соблюдения точных условий;
- состоит из многих этапов, которые делятся на свои небольшие стадии;
- содержит неоднозначные этапы, условия, относительно которых есть разногласия.
Наряду с практическим значением технологическая карта как документ имеет и юридический смысл. Она является основной инструкцией, которую работники должны неукоснительно соблюдать. В случае нарушения технологии негативные последствия неизбежно отразятся на результате, что послужит основанием для привлечения к ответственности. Также технологические карты проверяются и специалистами Роспотребнадзора, которые выносят решение об их соответствии/несоответствии принятым стандартам.
Почему могут отказать
Если машина не соответствует требованиям безопасности, оператор технического осмотра отправит водителя устранять недочеты.
Тюнинг. Это могут быть тонировка, не сертифицированное газобаллонное оборудование и другие незаконные изменения конструкции.
Неисправность. Течь масла, слишком шумный выхлоп, неработающие дворники или нерабочий ремень безопасности — все это причины для отказа в выдаче диагностической карты.
Нет аптечки или огнетушителя. В техническом регламенте таможенного союза о безопасности ТС сказано, что в машине должны быть огнетушитель и аптечка.
Срок исправления недочетов — 20 дней. Если водитель планирует проходить повторный ТО в том же центре, он может заплатить только за проверку узлов, которые были неисправны.
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Российской Федерацией
2 ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 15 апреля 1994 г.
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национальногооргана по стандартизации
Госстандарт Республики Казахстан
4 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 31 января 1995 г. N 27 межгосударственный стандарт ГОСТ 3.1129-93 введен в действие в качестве национального стандарта Российской Федерации с 1 января 1996 г.
5 ВЗАМЕН ГОСТ 3.1104-81 в части раздела 3
6 ПЕРЕИЗДАНИЕ. Сентябрь 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
Как хранить путевой лист?
Помимо правил заполнения путевых листов существуют и правила хранения. Их регламентирует все тот же приказ №368, п.17-18 Порядка. Заполненные путевые листы нужно зарегистрировать в специальном журнале, предназначенном для этих целей. Вести его можно как в бумажном, так и в электронном формате.
Если журнал регистрации заполняется на бумаге, его листы нужно пронумеровать и прошить. Если в электронном – информацию необходимо заверять усиленной квалифицированной электронной подписью (КЭП). Также нужно обеспечить возможность распечатать данные электронного журнала в случае необходимости.
Образец и правила составления технологической карты
Технологическая карта составляется в виде обычного документа, в котором наряду с текстовой частью, как правило, присутствует и описание процесса в виде таблицы, схемы, рисунка, чертежа и т.п. Стандартная структура документа включает в себя такие разделы:
- Название.
- Область применения.
- Организация выполнения работ – описание условий, требований к сырью, оборудованию.
- Собственно алгоритм действий.
- Характеристики готового продукта (требования к нему).
- Данные по испытаниям в разных условиях – температура, влажность, уровень освещенности и др.
- Технико-экономические показатели (смета затрат на производство, в том числе трудовых ресурсов).
- Смета материалов и других ресурсов на единицу продукции.
- Техника безопасности во время изготовления продукта.
Наличие всех этих разделов необязательно. Однако в случае со сложными процессами, например, по возведению, ремонту строительных объектов обычно присутствуют все перечисленные пункты. При составлении технологической карты можно ориентироваться на готовые образцы для разных видов деятельности, представленные ниже.
Строительных работ
Для них составляют наиболее сложные технологические карты
В документе важно отразить не только исчерпывающую информацию по условиям процесса, последовательности действий и требованиям к готовому продукту, но и сослаться на соответствующие регламентирующие документы (ГОСТ и другие стандарты)







Маршрута
В этом случае документ содержит исчерпывающие сведения о маршруте – описание транспортного средства, количество человек, начальный, промежуточные и конечные пункты, планируемое время прибытия/убытия, состав передвигающейся группы и т.п.



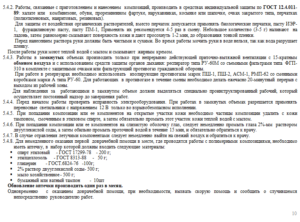
Пищевого производства
Это одни из наиболее простых видов карт, которые содержат не так много разделов, как, например, в случае со строительными работами. Достаточно описать базовые ингредиенты, их количество, а также последовательность действия для приготовления того или иного блюда.
Урока
Карта представляет собой схематическое изображение конспекта урока. В этом смысле документ напоминает план занятия с пошаговым описанием действий учителя и учащихся.
Разработка технологических карт – это процесс создания организационно-технологических документов для выполнения технологических процессов, определения состава операций, требований к качеству и охране труда.
 АКБ Монолит занимается профессиональной разработкой технологических карт более 10 лет.
АКБ Монолит занимается профессиональной разработкой технологических карт более 10 лет.
Наши специалисты разрабатывают технологические карты, которые содержат комплекс организационно-технологических решений с использованием наиболее эффективных и современных средств механизации, технологической оснастки, инструмента и приспособлений.
Технологическая карта является частью организационно-технологической документации и определяет правила выполнения технологического процесса, выбор средств технологического обеспечения, строительных машин, оборудования, необходимых материально-технических ресурсов, требования к качеству и приемке работ, а также мероприятия по охране труда, безопасности, охране окружающей среды и пожарной безопасности.
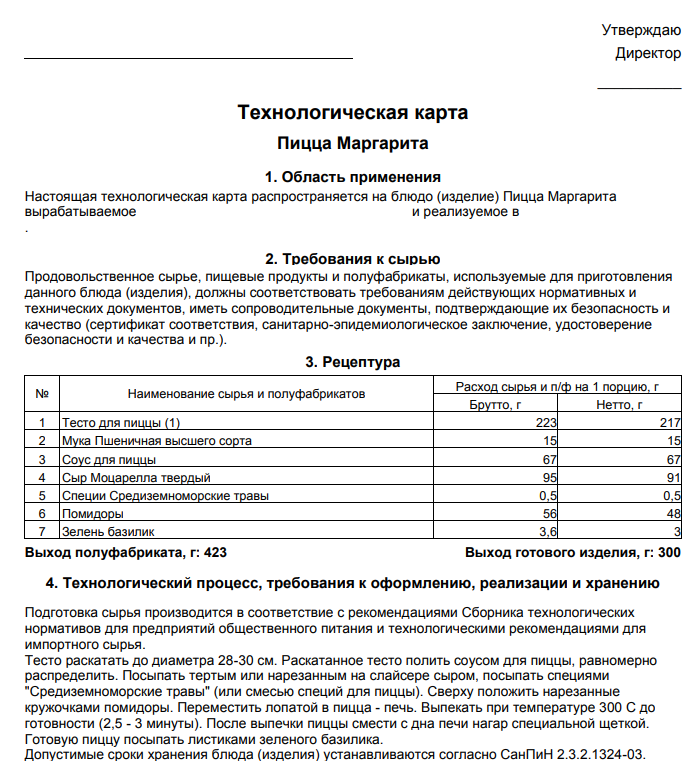
Разработка технологических карт делится на шесть основных частей:
- Область применения
- Организация и технология выполнения работ
- Требования к качеству и приемке работ
- Требования безопасности и охраны труда
- Потребность в материально-технических ресурсах
- Технико-экономические показатели
С этим читают
Для чего составлять маршрутный лист
При разработке этого бланка обычно преследуются следующие цели:
- составление плана сбыта — рассматриваемый документ позволяет лицу, ответственному за доставку, иметь представление о сети сбыта, количестве торговых точек и их потребностях в товаре;
- соблюдение маршрута поставок на основании разработанного плана;
- подготовка отчетности по количеству отгруженной продукции, количеству рабочего времени водителя, числу торговых точек и их задолженности перед поставщиком;
- учет затрат времени на отгрузку.
Выше перечислены лишь некоторые цели, которые может выполнять рассматриваемый документ. В зависимости от разработанной на предприятии формы этот список может быть расширен.



Ассортимент изделий

Особым успехом пользуются куртки и пальто
Открывая швейный бизнес с нуля, нужно найти изделия, которые можно производить быстро, с наименьшими затратами. В последнее время отечественные цеха производят верхнюю одежду (куртки и пальто), платья и другие виды одежды по конкурентоспособной цене.
Что можно шить:
- одежда для взрослых;
- детская и подростковая одежда;
- постельное белье и т. д.
Обратите внимание! Чем меньше номенклатура фурнитуры, тем дешевле изделие, поэтому для старта стоит начать с изделий без дорогой фурнитуры. Большим спросом пользуются стильные платья, юбки, кардиганы и прочие женские изделия, а также детская одежда. Найдя сбытовой товар можно производить большие партии, что значительно дешевле по себестоимости
Найдя сбытовой товар можно производить большие партии, что значительно дешевле по себестоимости
Крупные фирмы, как правило, сосредотачиваются на пошиве узкого профиля. Никогда не стоит экономить на тканях – некачественный товар перестанут закупать и производство понесет убытки
Найдя сбытовой товар можно производить большие партии, что значительно дешевле по себестоимости. Крупные фирмы, как правило, сосредотачиваются на пошиве узкого профиля. Никогда не стоит экономить на тканях – некачественный товар перестанут закупать и производство понесет убытки.
Особенности оформления маршрутного листа
Существующее законодательство не предусматривает унифицированную форму данного бланка. Поэтому на каждом предприятии его разрабатывают самостоятельно с учетом производственной специфики. Тем не менее, существуют рекомендации по заполнению бланка, выработанные на практике.
На бланке обязательно должны быть указаны:
- название документа;
- его номер;
- наименование организации;
- должность работника (водитель, курьер, другие должности);
- сведения о транспортном средстве;
- дата заполнения.
Далее информация может быть представлена в виде таблицы, в которой выделены отдельные графы для указания начальной и конечной точек движения. Отдельный столбец посвящается цели поездки. На некоторых предприятиях в документ вносятся данные о полученной оплате и ее отсрочке. В частности, указывается размер полученной суммы, а также способ оплаты. Иногда в таблице предусматривается столбец для указания срока отсрочки.
Для удобства планирования в бланке можно создать отдельную графу, в которой будет указываться частота посещения торговой точки. Этот показатель, в зависимости от производственных потребностей, можно подразделить на несколько категорий. Например, если товар поставляется по нескольким адресам, но с разной периодичностью, можно создать категории А, B и С, где «А» будет означать доставку раз в день, «B» — раз в три дня, «С» — раз в семь дней. Категории и их расшифровка могут варьироваться в зависимости от потребностей предприятия.
Стоит помнить, что документ в обязательном порядке должен быть заверен подписью водителя, уполномоченного лица и работника бухгалтерии.
Нередко работодатель требует отметки получателя груза о том, что передача состоялась.