Данные в техкарте
Итак, в технологической карте в обязательном порядке указываются общие сведения о металле, который нужно сварить, данные о разделке металла и их очистке, данные о размерах сварных швов. Также указывается прогрев металла, если он необходим, последовательность формирования сварных швов.
Еще указывается, какое оборудование будет использоваться и какие комплектующие необходимы для выполнения сварки. Некоторые мастера уверены, что оборудование и комплектующие можно подбирать, основываясь на своем опыте или тематических журналах, но это неверно. Позже мы расскажем, как подбирается комплект оборудования.
Дополнительно нужно указать, какой тип сварки будет использовать в работе, а также какие параметры нужно установить (значение сварочного тока, напряжения, полярности, скорость сварки и так далее). Также указывается, какая будет форма у сварного соединения и какие будут использоваться методы проверки качества сварных швов.
Разработка технологического процесса ручной дуговой сварки
Технология электродуговой сварки заключается в нагреве деталей подлежащих соединению электрической дугой, которая обычно создается между деталями и электродом.
Температура дуги способствует расплавлению электрода и поверхности соединяемых элементов, в результате чего образуется сварной шов.
При этом расплавленный шлак выступает на поверхности сварочной ванны, образуя защитный слой, предохраняющий шов от окисления во время остывания.
Описание процесса
Специальные источники питания, преобразующие ток, поступающий из электрической сети, создают дугу. При работе пользуются как переменным, так и постоянным током. При использовании переменного напряжение будет понижаться на трансформаторе, тогда как при работе постоянным током, последний выпрямляется на специальном выпрямителе.
Технологический процесс электродуговой сварки предполагает применение плавких и неплавких электродов. Плавкие электроды при создании шва расплавляются сами. При использовании неплавких электродов оплавляется присадочный материал, который подается в сварочную ванну в виде специальных прутков.
Часто в зону соединения подаются защитные газы, такие как аргон, гелий, углекислый газ и смеси. Вводятся они сварочной головкой для того, чтобы обеспечить защиту металла сварочной ванны от появления окислов.
Существует несколько видов электродуговой сварки, отличающихся основными параметрами исполнения:
- автоматизацией процесса: ручная, полуавтоматическая, автоматизированная сварка;
- способами защиты сварочной зоны: под флюсом, аргонно-дуговая и газовая;
- режимом подачи тока: сварка под постоянным, переменным током, импульсная;
- областью применения: соединение элементов из черного металла, цветного, в том числе алюминия, различных труб.
Устройство электродуговой сварки
В процессе электродуговой сварки задействован сварочный аппарат, соединяемые детали, электроды или присадочная проволока. Почти во всех случаях требуется специальное оборудование, обеспечивающее защиту сварочной зоны.
Сварочный аппарат состоит из мощного понижающего трансформатора, являющегося источником тока. Трансформатор сварочного устройства постоянного тока комплектуется выпрямителем, который служит для преобразования переменного тока, поступающего из электрической сети, в постоянный.
Не менее широкое распространение имеют инверторные источники, принцип действия которых основан на преобразовании переменного тока, поступающего из сети на выпрямитель, в постоянный ток. Посредством инвертора постоянный, превращается в переменный ток высокой частоты, который впоследствии преобразуется на понижающем трансформаторе.
Трансформатор стандартного переменного тока низкой частоты 50 Гц весит значительно больше сварочных трансформаторов тока высокой частоты. Преобразованный ток используется сразу или после выпрямления.
Помимо трансформатора аппараты для дуговой сварки оснащены множеством вспомогательных деталей и устройств: держатели электродов, провода и прочее.
Технологический процесс современной сварки
- Сварка применяется довольно широко как в коммерческих, производственных целей, так и для выполнения мелкого ремонта в частном строении или на даче. Оборудование, расходные материалы для сварочных работ предлагаются потребителю в специализированных магазинах и являются доступными.
Процесс выполнения сварочного соединения зависит от вида сварки. Но наибольшее распространение приобрела дуговая сварка. Именно ее чаще всего применяют в быту.
Но от правильного исполнения технологического процесса сварки зависит качество, надежность сварного соединения, а также безопасность самого работника.
Основные моменты технологии электродуговой сварки
Технология электродуговой сварки заключается в нагреве деталей подлежащих соединению электрической дугой, которая обычно создается между деталями и электродом.
Температура дуги способствует расплавлению электрода и поверхности соединяемых элементов, в результате чего образуется сварной шов.
При этом расплавленный шлак выступает на поверхности сварочной ванны, образуя защитный слой, предохраняющий шов от окисления во время остывания.
2.2. Общие сведения о сварочных соединениях
2.2.1. Сварным соединением называют элемент сварной конструкции, состоящий из двух или нескольких деталей конструкций и сварного шва, соединяющего эти детали (см. ГОСТ 5264-80. «Швы сварных соединений»).
2.2.2. При монтаже металлоконструкций встречаются следующие основные типы соединений: стыковые, нахлесточные, тавровые, угловые.
2.2.3. Стыковые соединения — самые типичные сварные соединения, в которых торцы или кромки соединяемых деталей располагаются так, чтобы между ними было расстояние 1 — 2 мм. Детали толщиной до 6 мм сваривают односторонним швом, а более 6 мм — двухсторонним швом.
2.2.4. Нахлесточные соединения осуществляются путем наложения одного элемента соединения на другой. Величина перекрытия должна быть не менее удвоенной суммы толщин свариваемых кромок изделия. Детали при сварке заваривают с обеих сторон.
2.2.5. Тавровые соединения — соединения, при которых торец одного элемента примыкает к поверхности другого элемента свариваемой конструкции под некоторым углом. Для получения прочного шва зазор между свариваемыми элементами должен составлять 2 ÷ 3 мм.
2.2.6. Угловые соединения осуществляются при расположении свариваемых элементов под прямым или произвольным углом и сварка выполняется по кромкам этих элементов с одной или с обеих сторон.
2.2.7. Все описанные выше сварные соединения выполняются швом, который представляет собой затвердевший наплавленный металл, соединяющий элементы сварной конструкции. Сварные швы подразделяются по следующим признакам: по положению относительно действующего усилия (см. рис. ), по положению в пространстве (см. рис. ), по внешней форме (см. рис. ).
Рис. 1. Положение сварных швов относительно действующего усилия:
а) фланговый, б) лобовой, в) косой
Рис. 2. Положение сварных швов в пространстве:
а) нижний, б) горизонтальный, в) вертикальный, г) потолочный
Рис. 3. Внешние формы сварных швов:
а) выпуклый, б) нормальный, в) вогнутый
2.2.8. Диаметр электрода для сварки устанавливают в зависимости от толщины свариваемых кромок, вида сварного соединения и размеров шва. Для стыковых соединений приняты практические рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых кромок:
| Толщина свариваемых кромок, мм | 2,3 — 5 | 6 — 8 | 9 — 12 | 13 — 15 | 16 — 20 | > 20 |
| Диаметр электрода, мм | 2,3 — 4 | 4 — 5 | 5 — 6 | 6 — 7 | 7 — 8 | 8 — 10 |
2.2.9
При выполнении угловых и тавровых соединений принимают во внимание величину катета шва: при катете шва 3 ÷ 5 мм сварку производят электродом диаметром 3 ÷ 4 мм, а при катете 6 ÷ 8 мм применяют электроды диаметром 4 ÷ 5 мм
2.2.10. По выбранному диаметру электрода устанавливают величину сварочного тока, которая должна быть указана на заводской этикетке, приклеенной к пачке с электродами.
2.2.11. Величину сварочного тока для электродов 4 ÷ 6 мм можно определить по формуле:
Y = (40 ÷ 60) · Dэ,
где Y — величина сварочного тока, А;
Dэ — диаметр электрода, мм.
2.2.12. Величину сварочного тока для электродов диаметром менее 4 мм и более 6 мм можно определить по формуле:
Y = (20 + 6Dэ) · Dэ.
При этом следует вносить поправки, учитывающие толщину металла и положение сварного шва.
При толщине кромок от 1,3Dэ до 1,6Dэ расчетную величину сварочного тока уменьшают на 10 ÷ 15 %, а при толщине кромок более 3Dэ — увеличивают на 10 ÷ 15 %. Сварку вертикальных и потолочных швов выполняют током, на 10 ÷ 15 % меньше расчетного.
2.2.13. Металлические электроды для дуговой сварки изготавливают в соответствии с ГОСТ 9466-75. «Электроды покрытые металлические для ручной дуговой сварки и наплавки. Классификация, размеры и общие технические требования».
Установленные ГОСТом размеры:
Таблица 1
| Диаметр электрода, мм | Длина электрода, мм | ||
| из углеродистой и легированной проволоки | из высоколегированной проволоки | ||
| 1,6 | 200; 250 | 150; 200 | |
| 2,0 | 250 | 200; 250 | |
| 2,5 | 250; 300 | 250 | |
| 3,0 | 300; 350 | 300; 350 | |
| 4,0 | 350; 450 | 350 | |
| 5,0 | 450 | 350; 450 | |
| 6,0 | |||
| 8,0 | |||
| 10,0 | |||
| 12,0 |
2.2.14. Допустимые отклонения по длине электрода при ручном изготовлении до ±7 мм, а при машинном до ±3 мм. Допустимые отклонения по диаметру в пределах от -0,12 до +24 мм в зависимости от значения диаметра и установленной степени точности.
Практичная схема процесса сварки
Стержневой электрод (диаметр 1,5-10 мм) закреплен в электрододержателей. Соприкосновение электрода с металлической поверхностью вызывает электрозамыкание цепи и подогрев торца электрода. При отодвигании электрода на 3-5 мм от металла появляется дуговой разряд, который поддерживает переменный ток. Происходит активный локальный подогрев, вызывающий плавление детали. К этому расплаву добавляется металл с торца электрода. Образуется совместная «сварочная ванна». Метод сварки, форма электродов и шва сварки, а еще все нюансы процесса закрепляются в заблаговременно составленной карте тех. процесса сварки.
Аттестованный сварщик, строго следуя технологичной карте, отслеживает неизменность дугового зазора при соединении свариваемых краев, а еще создающийся при кристаллизации металла который расплавлен валик-шов.

Тут 1.Ориентация процесса сварки; 2.Экранирующая оболочка электрода; 3.Проволока, добавляемая в качестве плавящегося материала; 4.Газ, защищающий от воздушной атмосферы; 5.Сварочная ванна; 6.Шов, появляющийся во время работы; 7.Свариваемая деталь.
Работа с неплавящимся вольфрамовым электродом часто просит добавку присадки из проволки. В область для работы для защиты от примесей из воздуха вводится благородный газ. Такой способ отличается возможностью точного контроля и для ручной сварки, и для механизированного процесса.
Сварка металлических конструкций допускает разные варианты соединений деталей: встык, угловое, с напуском и тавровое.
Группы из различных вариантов швов сварки отличают:
- По позиции в пространстве – снизу, в горизонтальном положении, вертикально и на поверхности потолка.
- Относительно к прикладываемому напряжению – с флангов, с торцов, в конфигурации, наклонное.
- По протяженности – непрерывные либо нет.
- По степени округлости – ровные, рельефные или вогнутые.
- По типу сочленения – в стык или углом (валиком).
Все это разнообразие принимается во внимание при написании технологичной карты для сварки металлических конструкций. Карта начинается с описания потенциальной области использования. В ней детально указываются типы металлических конструкций, в отношении к которым применима эта технология, расписывается расположение деталей и углы креплений
Устанавливается режим температур
В ней детально указываются типы металлических конструкций, в отношении к которым применима эта технология, расписывается расположение деталей и углы креплений. Устанавливается режим температур
Карта начинается с описания потенциальной области использования. В ней детально указываются типы металлических конструкций, в отношении к которым применима эта технология, расписывается расположение деталей и углы креплений. Устанавливается режим температур.
Ядром техкарты выступает сварочный маршрут и его технические свойства. Он делится на разделы:
- Начальная подготовка работ и правила их проведения.
- Типы работ.
- Очередность этапов.
- Схемы, конструкторские чертежи, их описание по каждому процессу.
- Техника безопасности и условия труда.
- Численность и квалификация аттестованных сотрудников, продолжительность работы.
- Расходники, их кол-во.
Четко проработанный маршрут тех. процесса позволяет заблаговременно оценить технические и финансовые затраты, рабочие сроки и экономическую результативность.
Финальным разделом техкарты считается финансовый расчет нужных финансовых и людских ресурсов.
Технологическая карта на сварку труб из стали похожа приведенной выше карте по форме, но несколько выделяется по информации.
В данный документ включены следующие данные:
- Область применимости техкарты, для каких объектов она работает.
- Общие положения и советы по выполнению работ.
- Описание технологии и требования по организации процесса работы.
- Качественный контроль работ.
- Условия для выполнения работ и техника безопасности.
- Список применяемой документации нормативной базы и ГОСТов.
- Техкарты по каждому виду сварки.
Инструкции подготавливаются по любой процедуры по отдельности, по всей их совокупности и очередности, по предварительному контролю свариваемых объектов на предмет поломок, чистоты и недостатков. В первую очередь следование технике безопасности работ и противопожарным, требованиям охраны труда при приготовлении рабочей площадки.
Все действия нужно выполнять согласно операционным техкартам, входящим в технологическую карту процесса в общем. Качественность проведения работ устанавливается по указанным там же методикам проверки швов.
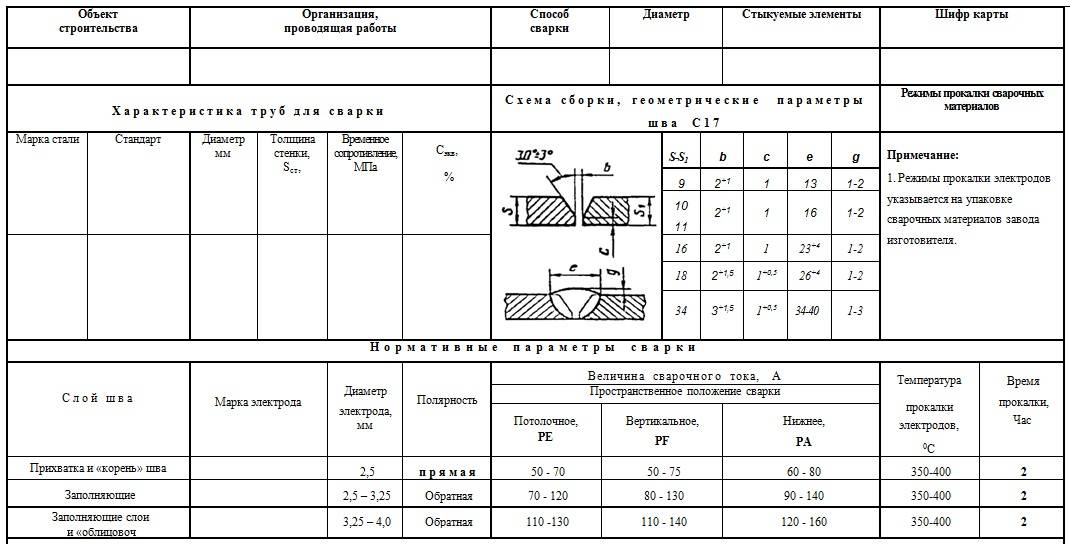
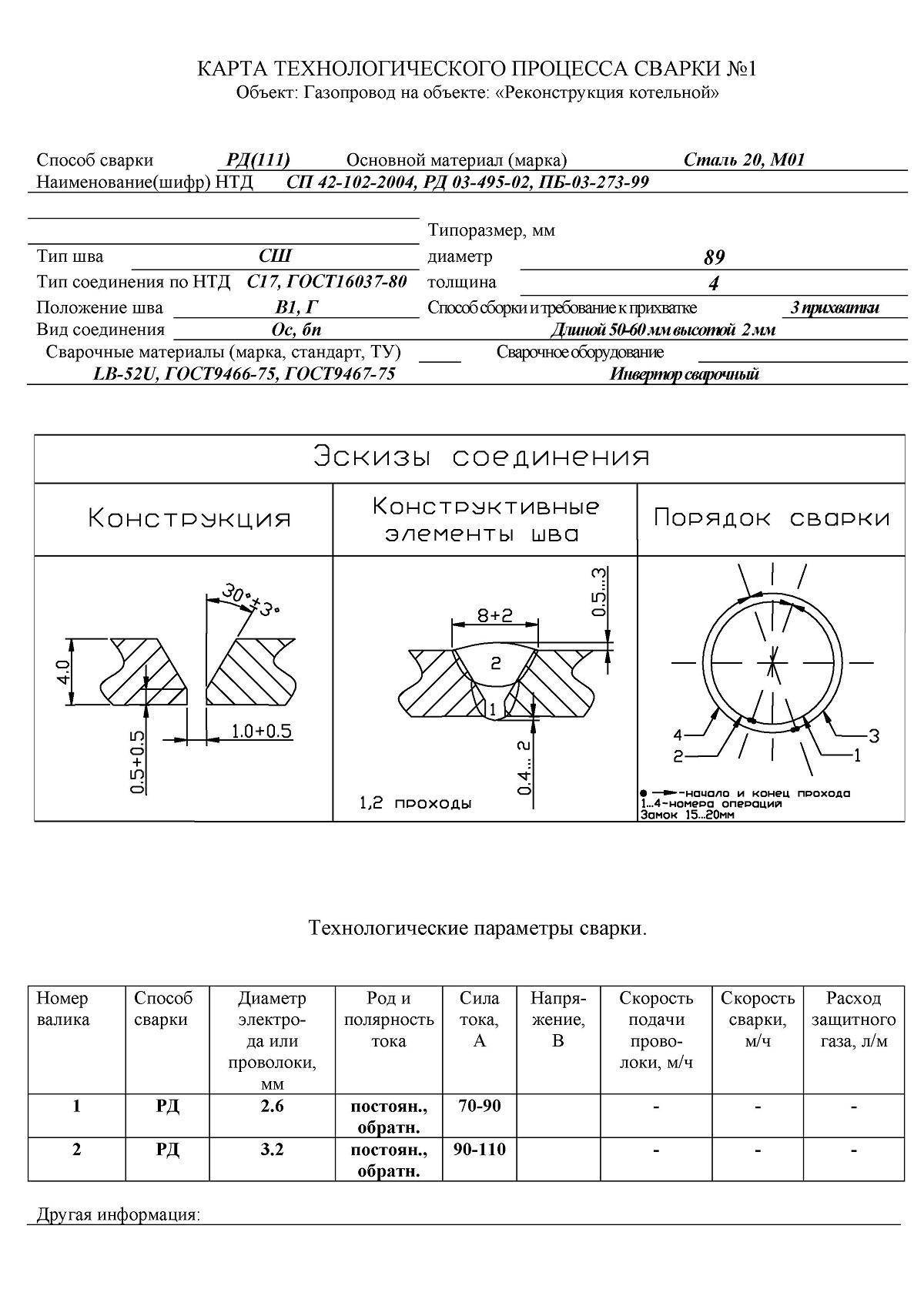
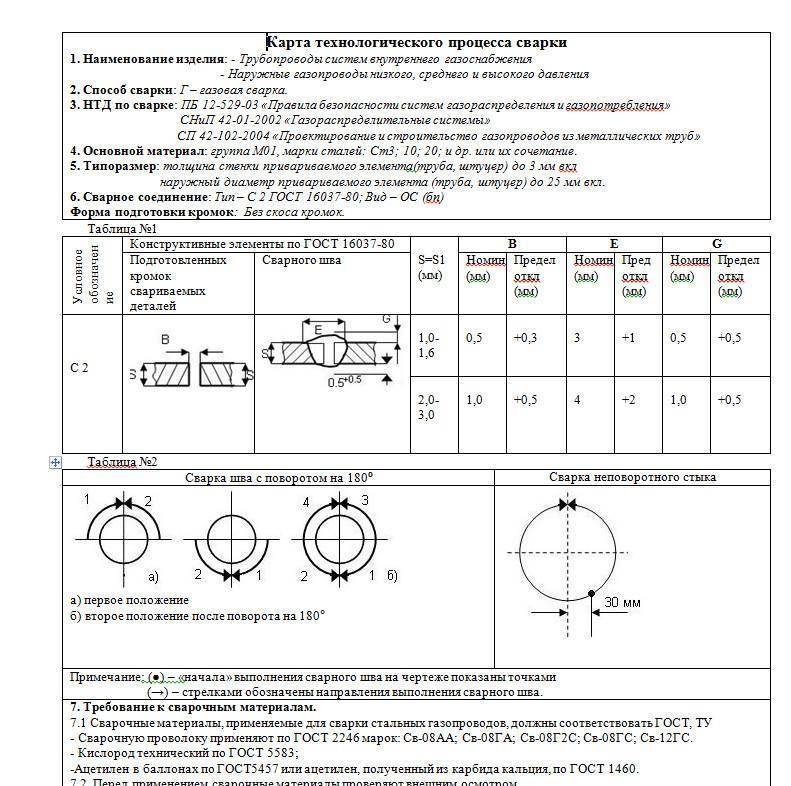
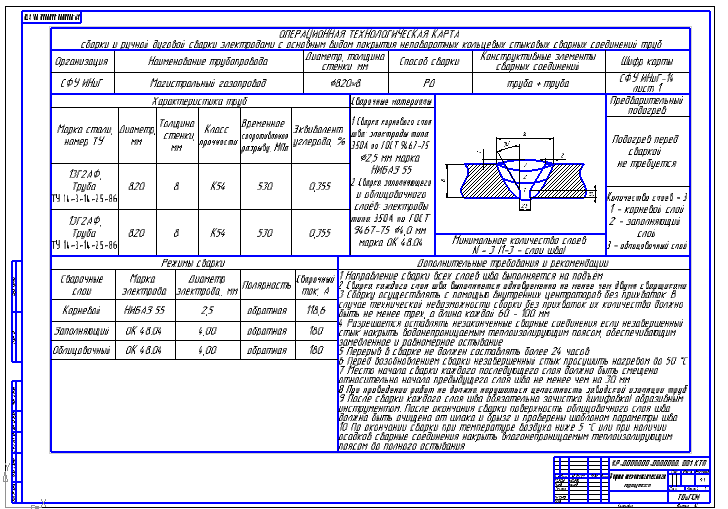
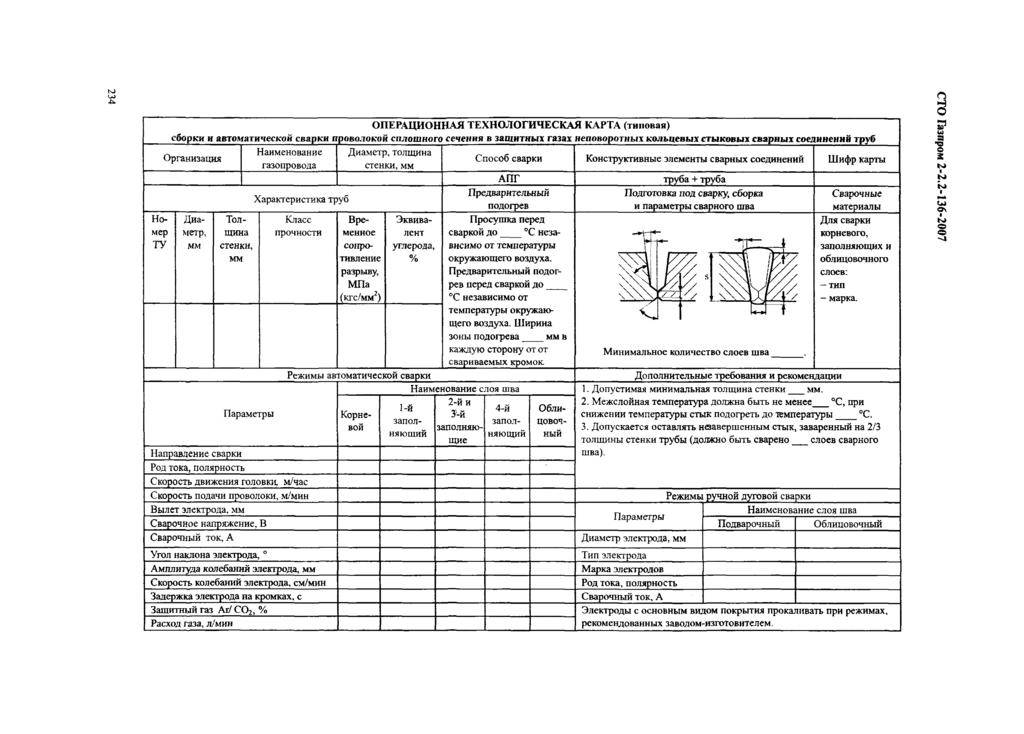
Как пример приведем техкарту сварки трубопровода.
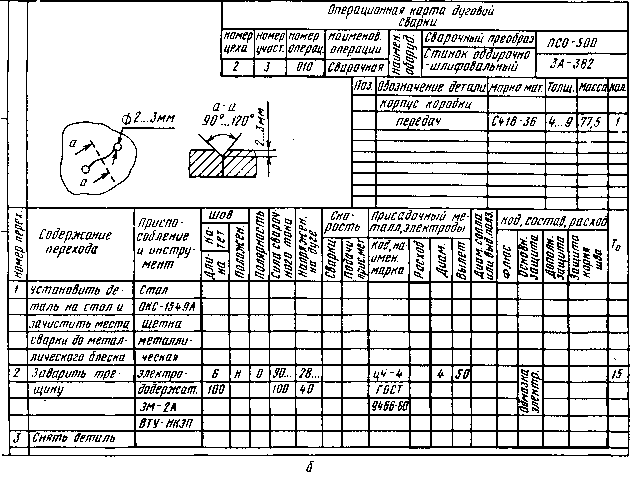
ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА
4.1. Операции по сварке вертикальных стыков арматуры железобетонных Н-образных рам выполняют в следующем порядке: осматривают подготовленный к сварке стык, устанавливают на стыкуемые стержни медные формы из двух половин и скрепляют их струбцинами; засыпают флюс в плавильное пространство форм; заряжают шланговый полуавтомат электродной проволокой; сваривают стыки, регулируя режим сварки; снимают формы и очищают формы и стыки от шлака; осматривают сваренный стык и ставят клеймо.
ПОДГОТОВКА ПОЛУАВТОМАТА К СВАРКЕ; 20 мин; Э1, Э2; сварочное оборудование
Электросварщики Э1 и Э2 подкатывают шланговые полуавтоматы к подготовленному стыку рамы и устанавливают их по обе стороны от кондуктора на равных расстояниях от стыков рамы. Затем они заправляют полуавтоматы и гибкие шланги электродной проволокой, устанавливают полуавтоматы на заданный режим сварки и проверяет их в работе
ЭЛЕКТРОШЛАКОВАЯ СВАРКА ВЕРТИКАЛЬНЫХ СТЕРЖНЕЙ; 25 мин; Э1, Э2, М; сварочное оборудование
Монтажник включает генератор постоянного тока для катания полуавтоматов и переносным регулятором устанавливает требуемое напряжение. Электросварщики Э1 и Э2, находясь по углам колонны, вводят конец электродной проволоки в плавильное пространство формы и возбуждают дугу под слоем флюса. В первый период сварка ведется при напряжении 40 – 45 В, а затем, по мере заполнения стыка наплавленным металлом, монтажник при помощи переносного регулятора постепенно снижает напряжение до 20 – 25 В, чтобы избежать подрезов в верхней части стыкуемого стержня. По окончании сварки стержней одного вертикального стыка рамы электросварщики переносят шланги ко второму стыку и сваривают его стержни
СНЯТИЕ ФОРМ; 20 мин; М; клещи, ведро с водой, инструменты электросварщика
Через 20 – 30 мин после окончания сварки (при охлаждении форм до 100 ?С) монтажник снимает формы. Для этого он раскручивает струбцину, легким постукиванием молотка по стержням вблизи формы разнимает форму на две половины, клещами снимает их со стержня и опускает в ведро с водой. После охлаждения форм и стыков стержней монтажник очищает их от шлака при помощи зубила, молотка и стальной щетки
КОНТРОЛЬ СВАРКИ СТЫКОВ АРМАТУРЫ; 20 мин; Э1, Э2; сварочное оборудование, газорезный аппарат, комплект инструментов электросварщика
Электросварщики Э1 и Э2 осматривают стыки, проверяя качество сварки и при наличии дефектов (подрезов, непроваров, ослабленного сечения шва, вздутия, резкого перехода от наплавленного металла к основному, усадочных раковин) ручной электродуговой сваркой подваривают эти места электродами. Если подварка недостаточна для устранения дефектов, электросварщики газорезным аппаратом вырезают дефектный стык (общая длина вырезанного участка должна быть не менее 150 мм) и стыкуют стержни при помощи вставки. Устранив все дефекты, электросварщики ставят клейма на своих стыках и сдают их контрольному мастеру
Карта технологического процесса сварки: типовая карта на работы по дуговой сварке металлоконструкций

Поскольку сварка представляет собой сложный процесс, выполнение производится в соответствии со строгой последовательностью действий
Чтобы сварной шов не стал уязвимым местом, необходимо уделить достаточное внимание технологии сварки
С этой целью разрабатывается карта технологического процесса сварки – документ, указывающий самые важные параметры сварного соединения и технологию выполнения сварочного процесса.
Пример оформления технокарты
Рассмотрим использование технологической карты на примере работы с металлическими конструкциями. В первом пункте будет обозначена сфера использования техпроцесса. Тут указываются материалы, подлежащие сварке, нормативные расстояния между объектами, углы их наклона и количество необходимых швов.

Во втором пункте отмечены особенности работы с металлоконструкцией.
Оформление технологической карты.
Тут обычно указываются такие данные:
- действия для подготовки изделий к работе с ними;
- виды соединений;
- пошаговое руководство выполнения сварки;
- техника безопасности при выполнении работы;
- количество рабочих;
- экономическая составляющая.
В данном пункте содержится исчерпывающая информация о выполнении работы. Тут можно не только ознакомиться с последовательностью действий, но и оценить затраты на выполнение поставленного задания.
Далее в строки вносятся данные с характеристиками используемых материалов. Именно эти параметры определяют требования, предъявляемые к работе. Тут могут указываться и некоторые дополнительные данные.
Отдельная строка посвящена нормативам сварки. Тут приводятся рекомендации и нормы техпроцесса. В данной графе детально указаны все действия для выполнения поставленной задачи.
Каждый шаг подробно расписан. Сварщик обязан строго придерживаться отмеченных рекомендаций. Отступление от них может привести к несоответствию выполненных работ заявленным требованиям.
Именно этот раздел является наиболее подробным. От правильного соблюдения всех указанных действий будет зависеть результат работы.
В последних строках указываются методики для контроля работы. Ниже ставится подпись ответственного разработчика карты. В дополнениях может быть указано все необходимое оборудование для выполнения задания.
Эскизы для технологической карты.
Еще одним типовым технологическим документом является карта сварки труб. Она включает в себя такие же пункты, в металлических конструкциях. В первую очередь отмечается применимость данной карты к соответствующей области.
Далее расписаны:
- особенности выполнения техпроцесса;
- критерии по оценке и приемке работ;
- техника безопасности;
- виды задач.
Главной составляющей документа является подробное руководство и последовательность выполнения операций. Отмечаются особенности визуальной оценки материалов пред выполнением работы. Отдельным пунктом указываются действия сварщика при обнаружении дефектов, превышающих установленные нормы.
В разделе, посвященном технике безопасности, указаны действия рабочего во время и перед выполнением работы. Описаны требования к рабочей площадке и используемому оборудованию.
Требования к качеству работ содержат перечисления методов проверки сварных швов и допустимые отклонения. При неудовлетворительных результатах контроля указывается порядок и способ исправления дефектов.
Операционно-технологические карты содержат все технические характеристики, необходимые для проведения сварки.
Итог
Чтобы в результате выполнения сварочных работ получить качественный результат, сварщик должен руководствоваться технологической картой. От ее правильного и корректного составления зависит надежность конечного изделия.
Отступление от норм и требований к сварке, указанных в нормативных документах, приведет к нарушению сварного соединения. Это может сказаться не только на качестве и надежности, выполненных работ, но и повлечь за собой необратимые последствия.
2.1. Подготовительные работы
2. 1 .1 . Подготовьте технические помещен ия, в которых будет прои зводиться монтаж уз лов металлоконструкци й при помощи с варки, в соответствии с ГОСТ 1 2.3.003.75, ГОС Т 1 2.2.007.75 и оборудуйте их про тивопожарным инвентарем.
2. 1.2 . Доставьте необходимые конструкции и д етали на м еста производства работ и разложите их в соответствии с технологической последовательностью выполнения мон тажных работ.
2. 1 .3. Ознакомьтесь с условиями производства работ и, при необходимости, оборудуйте зону выполнения работ в соответствии с «Правилами техники бе зопаснос ти и пожарной бе зо пасн ости» ( СНиП III-4-80, СНиП II -01-0 2-8 5) .
2. 1 .4. Убедитесь в работ оспособности пр иточно- вы тяжной вентиляции.
2. 1 .5. Подготовьте документацию, инструменты и п риспо соб лени я, необходимые при выполнении сварочных работ.
2. 1 .6. Убедитесь в исправности сварочного оборудования.
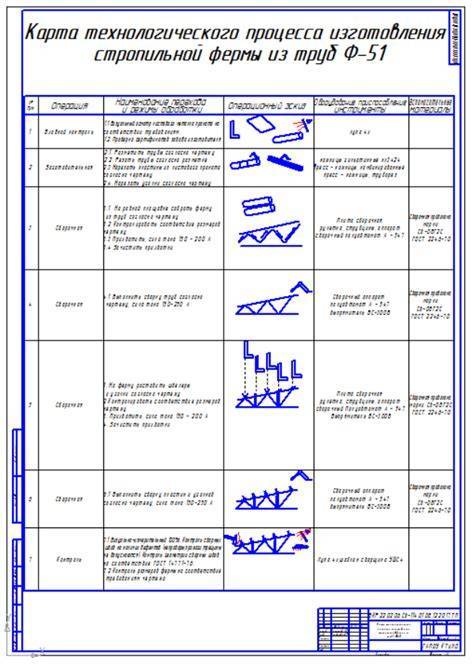
Пример применения данной карты
В качестве примера техпроцесса выполнения сварки можно рассмотреть карту сварки решетчатых конструкций. К таким конструкциям относятся фермы. Для их изготовления используют металл толщиной до 10 мм.
Сварочные швы должны быть хаотично ориентированы в пространстве. Их длина не должна превышать 20-40 см.
Выполняется сварка обычно шланговым полуавтоматом в защитном газе, порошковой или самозащитной проволокой или вручную штучными электродами. Использовать автоматическую сварку нецелесообразно. Она является неэкономичной независимо от типа производства.
При серийном производстве ферм выгодно использование точечной сварки.
Не следует последовательно сваривать швы, расположенные близко друг другу. В таких случаях необходимо предварительно охладить часть металла, на которой будет располагаться второй шов.
Это уменьшит перегрев и область пластических деформаций металла. В результате шов будет качественным и долговечным.
Чтобы минимизировать напряжения в узлах фермы, их необходимо сваривать от середины конструкции к краям. Если технологической картой предусмотрено наличие швов с большим и маленьким сечением, тогда первыми необходимо делать большие швы.
Образец технологической карты по видам сварки
Для каждого способа сварки существует ряд своеобразных деталей, которые вносятся в документ, чтобы максимально полно отразить нюансы будущей работы.
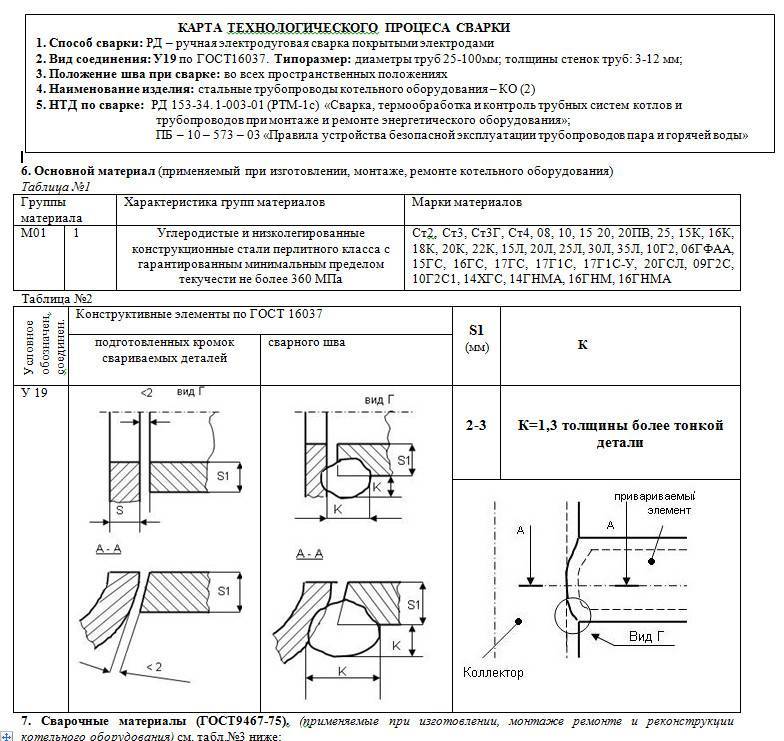
Ручная дуговая сварка с неплавкими и плавящимися электродами
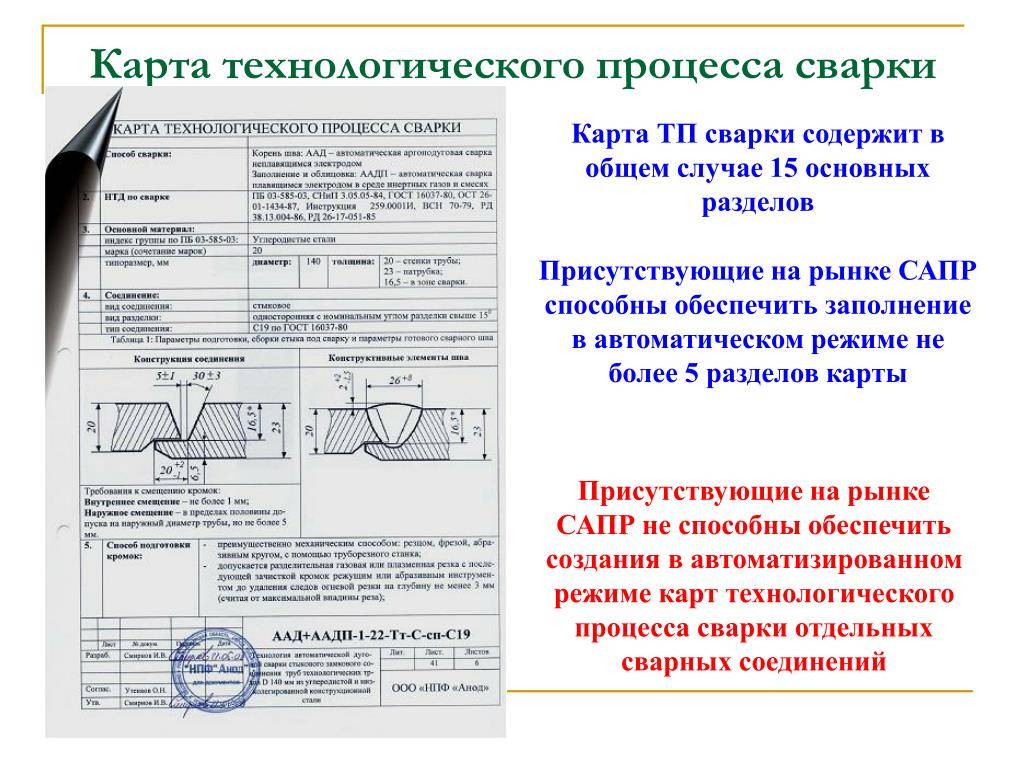
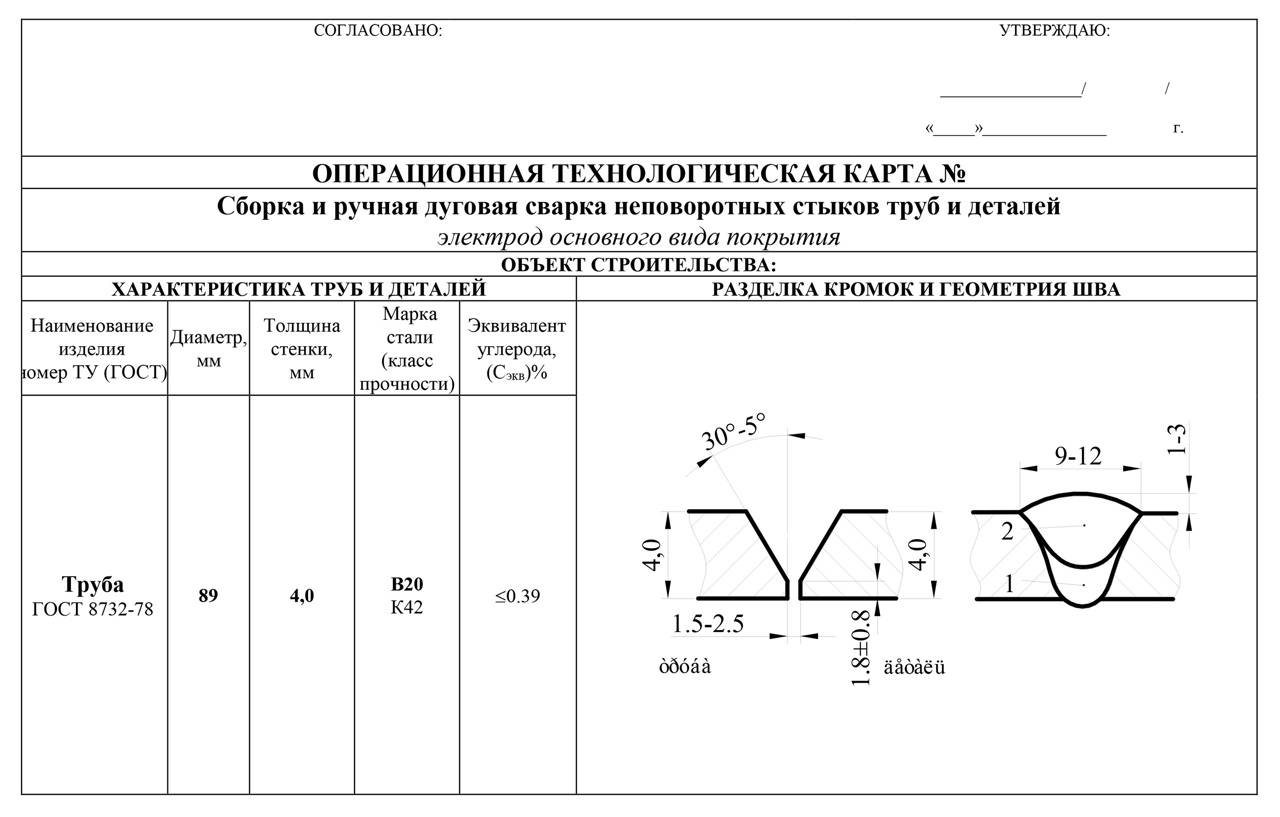
РД с плавящимся электродом (код 141) — это сварка, при которой электрическая дуга является источником энергии. Сварщик может работать с комфортом даже в труднодоступных местах. При использовании неплавящихся (покрытых) расходных материалов (код 111) на выходе получаются более качественные сварные соединения. Достоинство этого метода в том, что появляется возможность сплавки черного металла с заготовками, отличающимися по структуре.
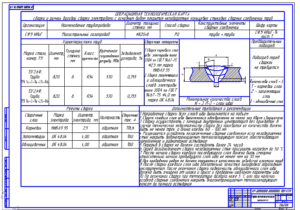
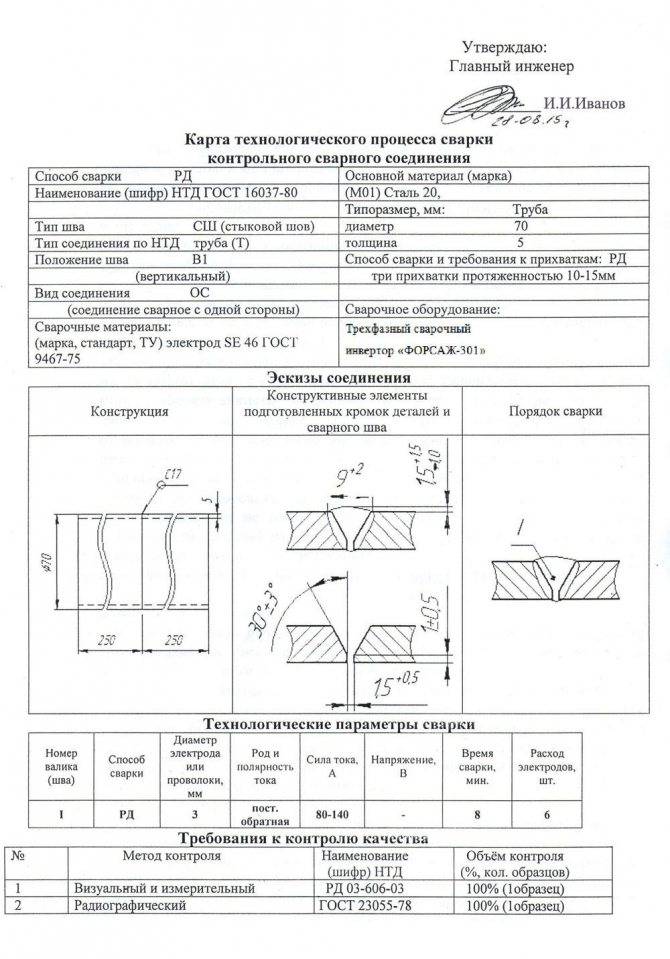
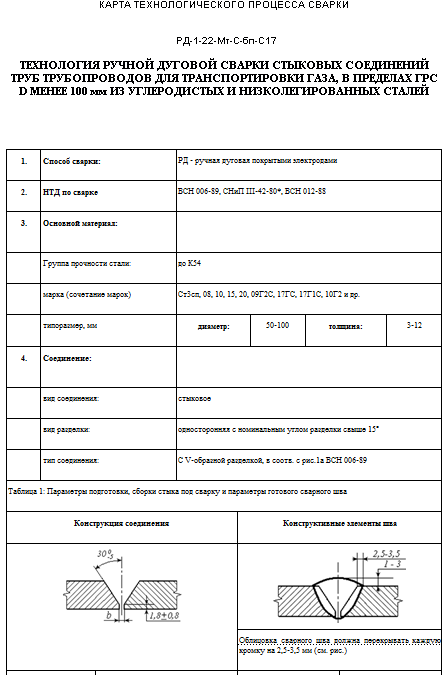
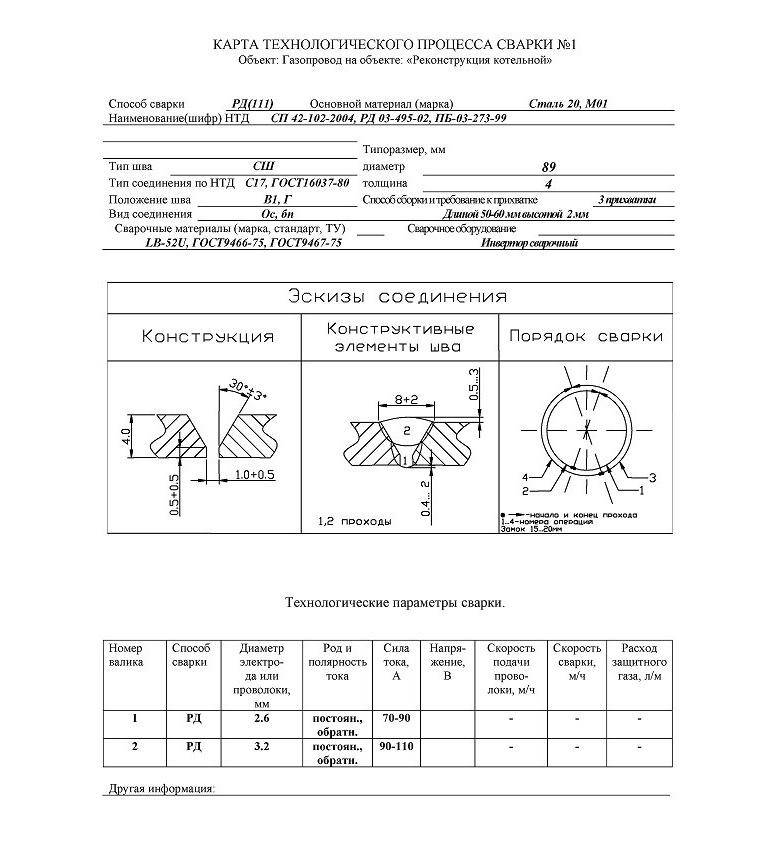
| Название организации и объекта изготовления | ||
| Способ сварки | РД 111 | |
| Шифр НТД, ГОСТ | ПБ 03-585-03 , РД 38.13.004-86, СНиП 3.05.05-84, 16037-80 | |
| Основной материал (марка) | (М01) сталь 20 | |
| Типоразмер | Диаметр — 70 мм, толщина — 5 мм | |
| Тип шва | СШ (стыковой шов) | |
| Тип соединения по НТД | Т (труба) | |
| Положение шва | В1 (вертикальный) | |
| Вид соединения | ОС (сварное с одной стороны) | |
| Требование к прихваткам | 3 прихватки протяженностью 10-15 мм | |
| Материалы | Электрод SE 46 ГОСТ 9467-75 | |
| Оборудование | Трехфазный инвертор «ФОРСАЖ-301» | |
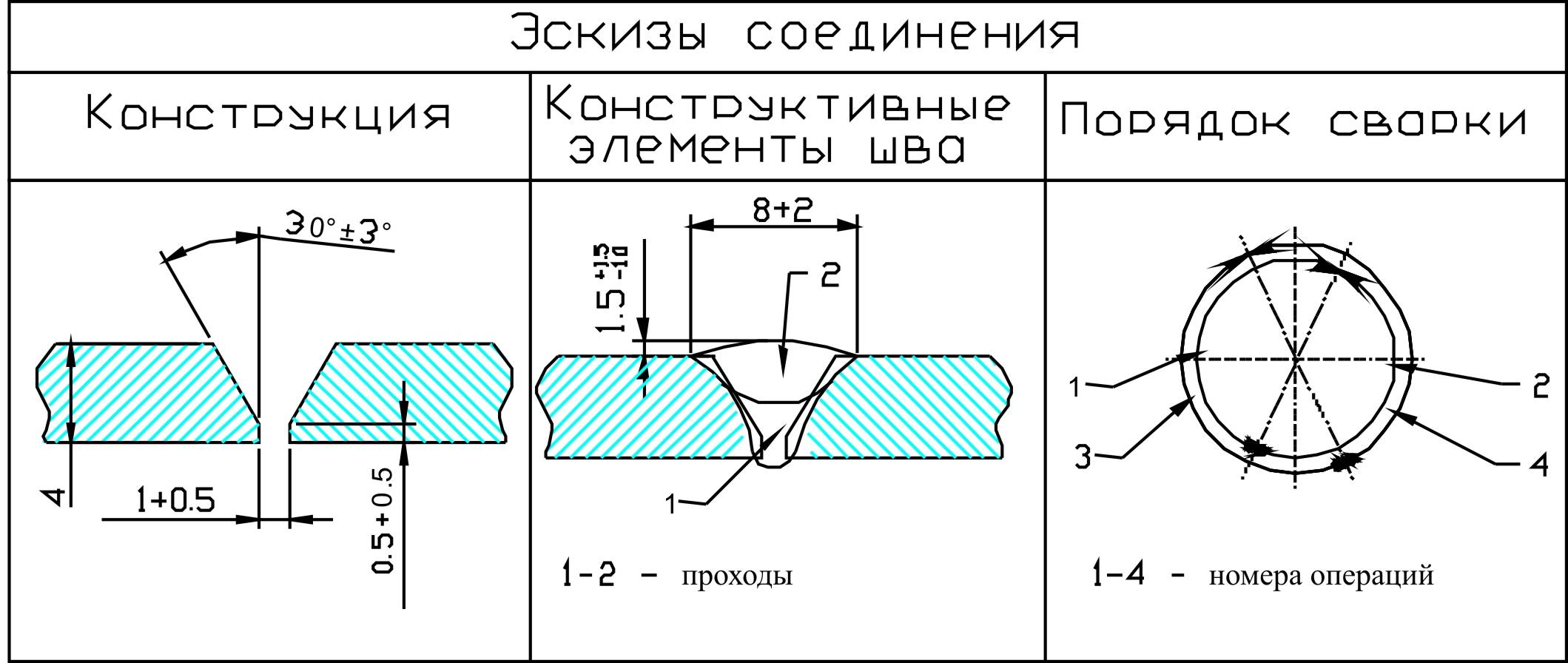
| Эскизы соединения | ||
| Конструкция | Конструктивные элементы подготовленных кромок деталей и шва | Порядок сварки |
| Технологические параметры | ||
| Номер валика (шва) | I | |
| Диаметр электрода или проволоки | 3 мм | |
| Род и полярность тока | Постоянный, обратная | |
| Сила тока | 80-140 А | |
| Напряжение | — | |
| Время сварки | 8 минут | |
| Расход электродов | 6 штук | |
| Требования к контролю качества | ||
| Метод контроля | Шифр НТД | Объем контроля (%, количество образцов) |
| Визуальный и измерительный | РД 03-606-03 | 100% (1 образец) |
| Радиографический | ГОСТ 23055-78 | 100% (1 образец) |
| Дата и подпись главного инженера |
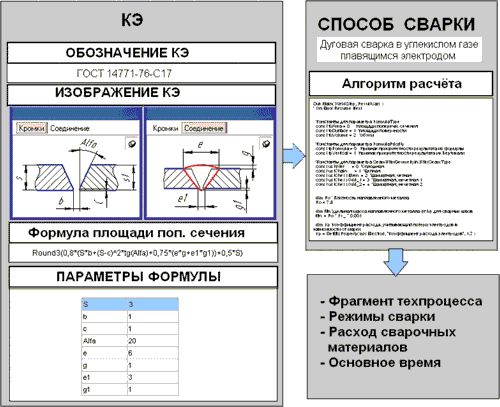
Дуговая сварка в газовой среде
Дуговая сварка в защитном газе — это метод, при котором в точку плавления подается газ, позволяющий снять напряжение в зоне расплава. Мастер должен иметь квалификацию сварщика не ниже 5-го разряда.
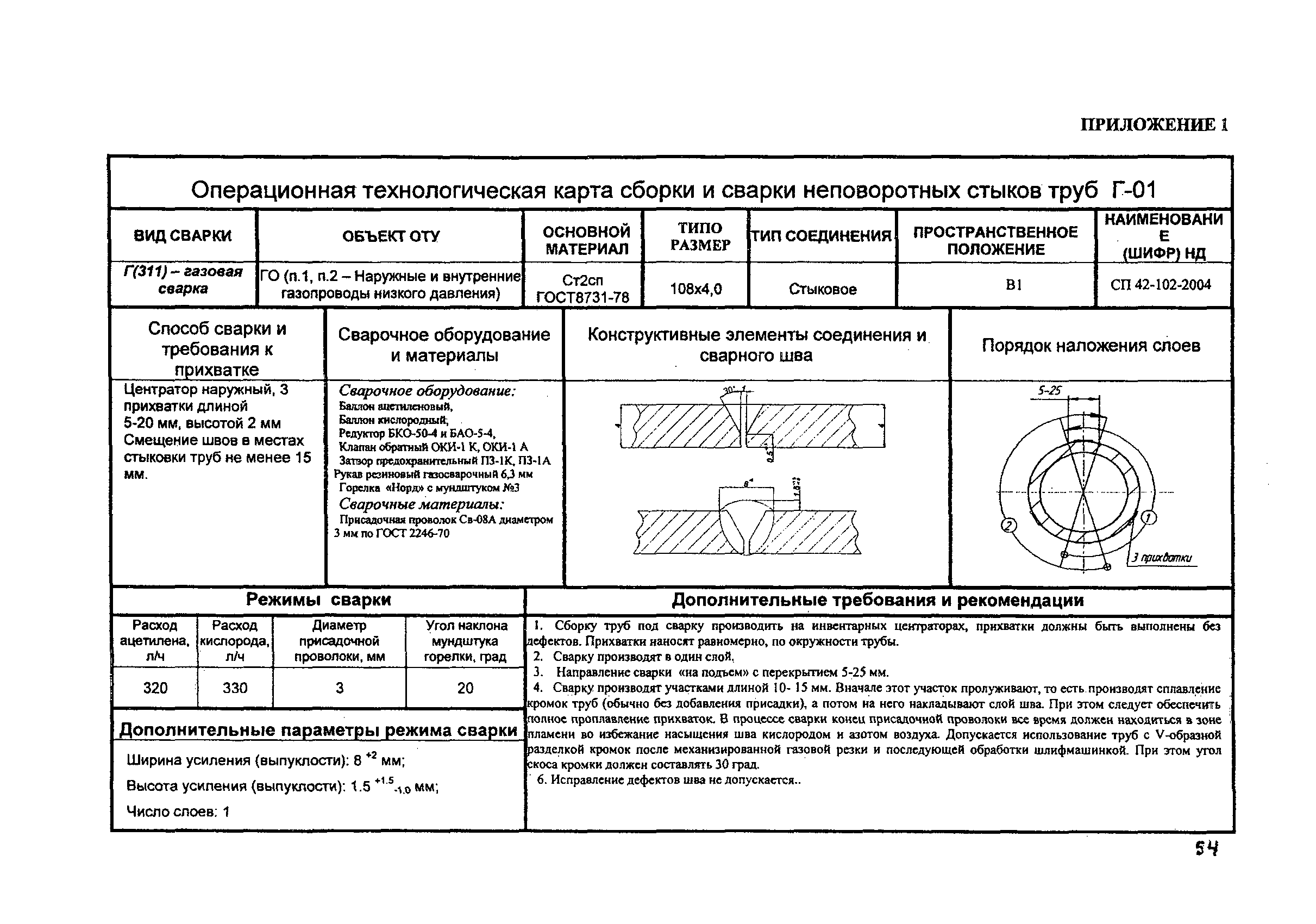
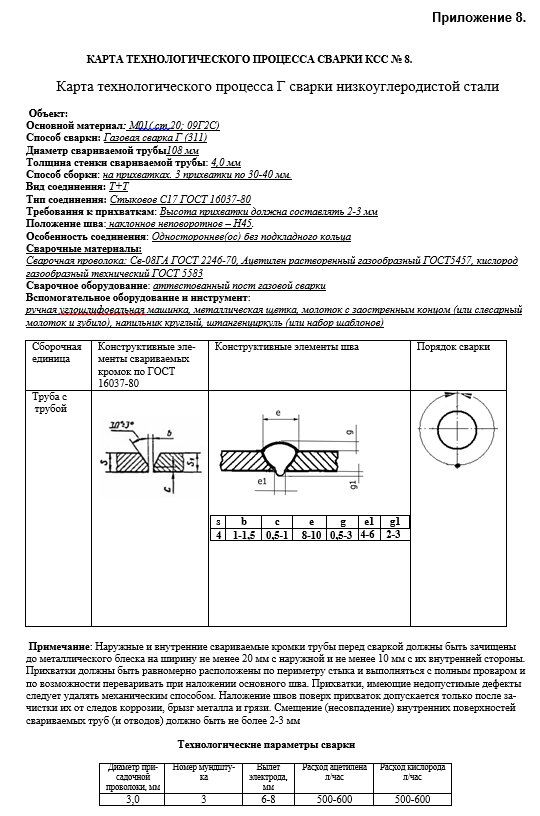
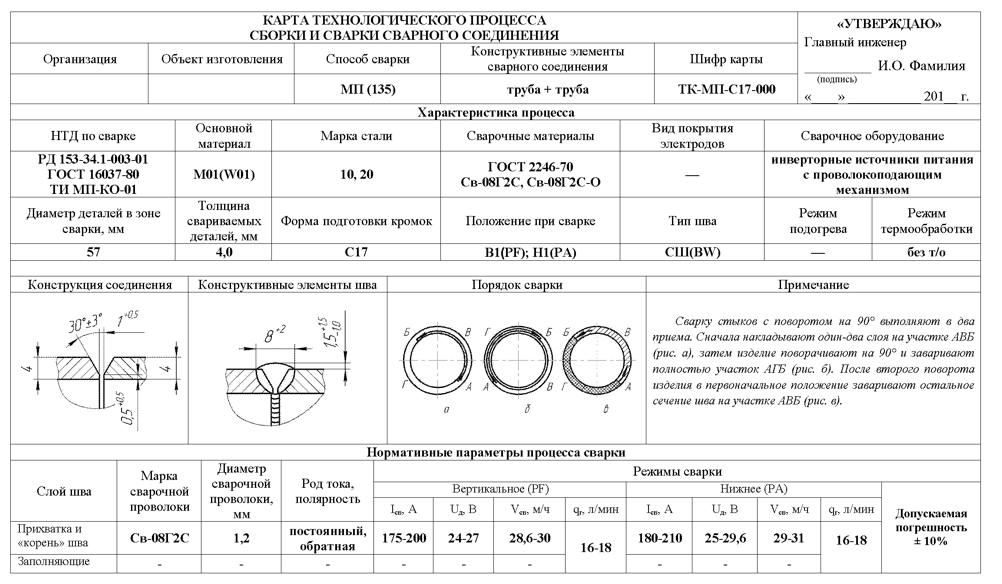
Технологическая карта на сварочные работы заполняется с указанием специфических классификационных признаков для кода 311.
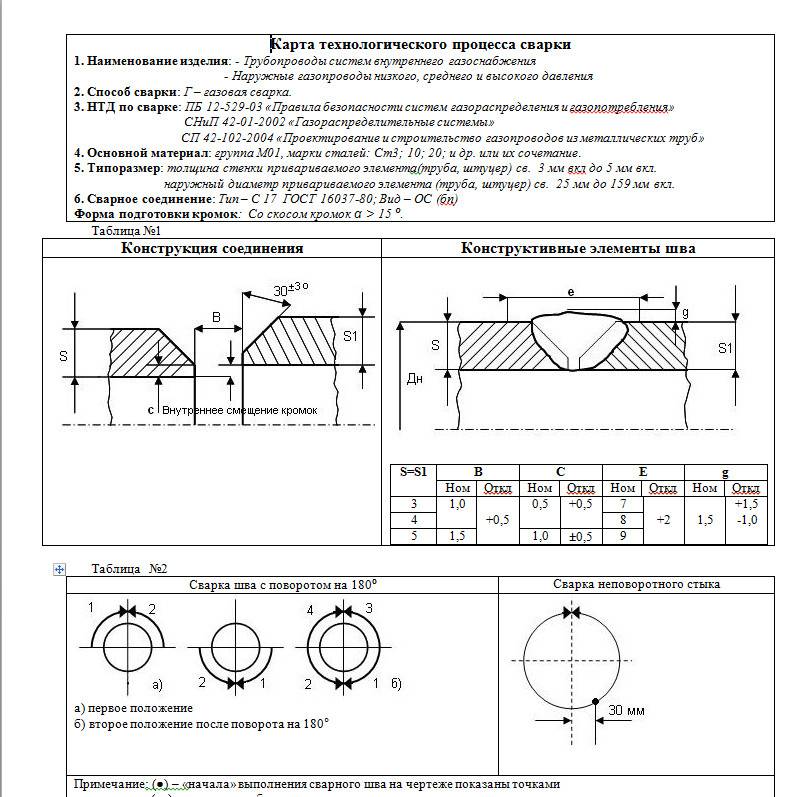
| Название организации и объекта изготовления | |
| Способ | Г — газовая сварка |
| НТД по сварке, ГОСТ | ПБ 12-529-05, СНиП 42-01-2002, СП 42-101-2003, СП 42-102-2004, 16037-80 |
| Основной материал | Группы — I, II, III, марка — Ст2сп |
| Способ создания газовой защиты | Струйный |
| Тип газа | Инертный |
| Тип электрода | Неплавящийся |
| Род тока | Постоянный |
| Типоразмер | Диаметр — 15-100 мм, толщина — 2-3 мм |
| Вид соединения | Стыковое |
| Вид разделки | Без разделки |
| Тип соединения | С2 по ГОСТ 16037-80 |
| Форма подготовки кромок | Со скосом >15° |
| Эскизы конструкционных швов и соединений | |
| Значения проверки качества | |
| Число утверждения и подпись специалиста |
Автоматика и полуавтоматика с использованием присадок или газа
Степень участия работника в сварочном процессе — это основное отличие автоматического оборудования от полуавтоматического. К функциям человека при работе с автоматикой относятся настройка и слежение за правильностью выполнения задач.
Автоматическое соединение материалов можно выполнять на флюсовых подушках. Более высокий результат дает использование газовых. Они способствуют формированию корня шва, при работе с активными металлами защищают нагретый твердый материал от воздействия воздуха. Состав газов, подаваемых в подушку, может быть похож на применяемый для защиты сварочной зоны. Расход газа зависит от состава и толщины рабочей поверхности, конструкции соединения, скорости сварки. Насколько удачно удалось оттеснить воздух от сварочной зоны, настолько выше уровень качества шва.
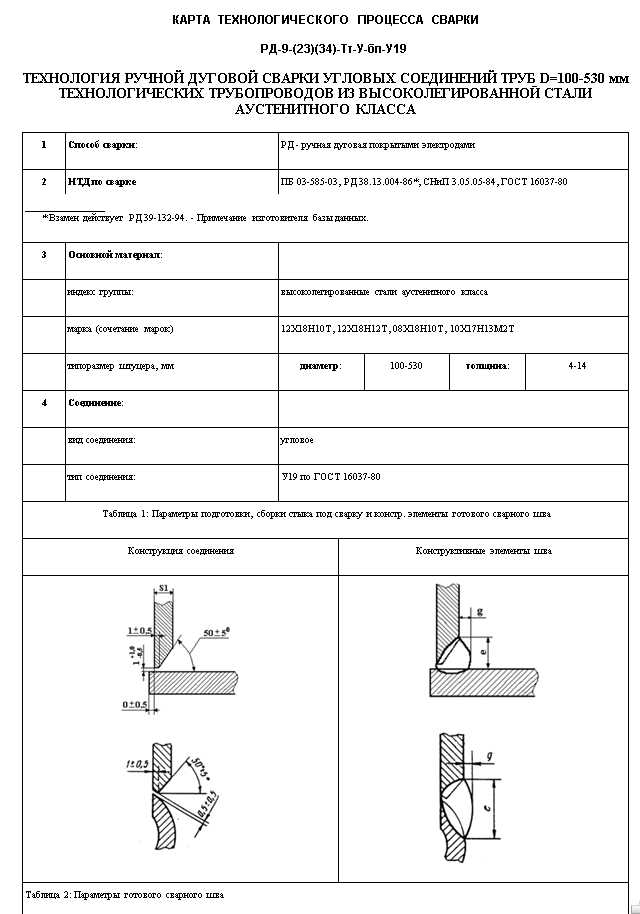
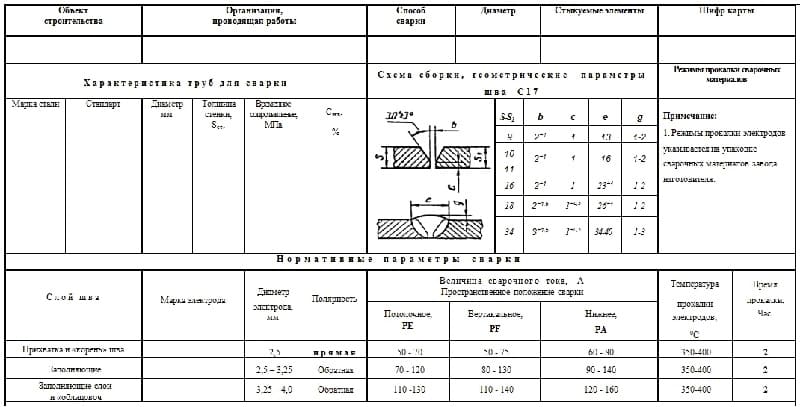
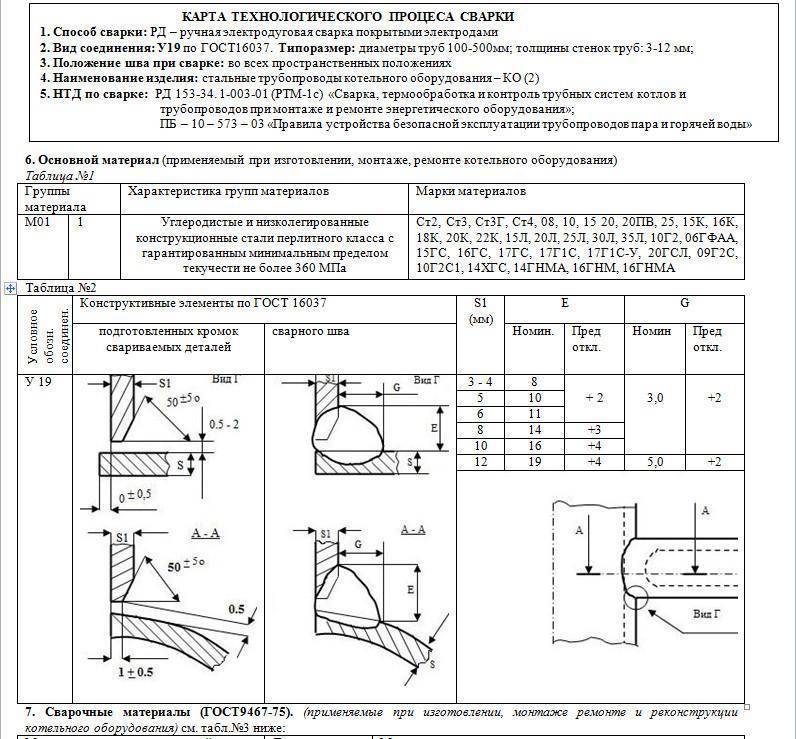
| Название организации и объекта изготовления | |
| Способ | Корень шва: ААД — автоматическая аргонодуговая сварка неплавящимся электродом. Заполнение и облицовка: ААДП — автоматическая сварка плавящимся электродом в среде инертных газов и смесях |
| НТД по сварке, ГОСТ | ПБ 03-585-03, СНиП 3.05.05-84, 16037-80 |
| Основной металл | Индекс группы — углеродистые стали, марка — 20 |
| Типоразмер | Диаметр — 140 мм, толщина — 20 мм (стенки трубы), 23 мм (патрубка), 16,5 мм (в зоне сварки) |
| Вид соединения | Стыковое |
| Вид разделки | Односторонняя, угол разделки — свыше 15° |
| Тип соединения | С10 по ГОСТ 16037-80 |
| Эскизы | |
| Инспекция по контролю качества | |
| Дата составления ТК, подпись ответственного лица |
Касательно прочих видов сварных работ
Маршрутная карта разрабатывается специалистами для всех видов сварочных работ. При этом указываются дополнительные данные для каждого отдельного типа согласно специфике работы с ним и вносится неизменный перечень, который присутствует в любом документе:
- шапка, где отражаются наименования предприятия и объекта;
- шифр процедуры;
- параметры основного металла;
- вид энергии;
- температурные режимы;
- данные об оборудовании и пр.
Для чего нужна технологическая карта сварочных работ
Реализация проектов в различных сферах производства (строительстве, машиностроении или любой другой сфере) сопряжена с необходимостью последовательного выполнения ряда технологических процедур.
Все условия и порядок выполнения каждой такой процедуры должны быть исчерпывающе описаны в рабочем проекте. Рабочий проект часто представляет собой многотомный документ, содержащий большой объем текстовой и графической информации. Поэтому составляют технологическую карту, которая помогает представить информацию более компактно, сжато и доходчиво.


Она, по сути, является заранее разработанной и утвержденной инструкцией по сварке конкретного изделия.
- 1 Назначение
- 2
- 3 Данные о сварных соединениях
Назначение
Работа исполнителей с проектной документацией оказывается затруднительной ввиду обилия информации и разрозненности сведений.
По этой причине возникает необходимость создания компактного и ёмкого документа, определяющего порядок выполнения той или иной технологической операции в конкретных условиях.
Применительно к сварочным процедурам составляется карта технологического процесса сварки.
Выполнение сварочных работ на производстве осуществляют рабочие бригады сварщиков под руководством мастеров.
При выдаче производственного задания на сварку, как правило, чётко документируется объём работ, подробно расписываются условия их выполнения, применяемое оборудование и материалы.
Это помогает рабочему персоналу соблюсти технологию операции сварки, а руководителю среднего звена легко контролировать процесс её выполнения.
Необходимые для этого данные содержит технологическая карта сварки, которая подготавливается технологами предприятия. В этом документе сконцентрирована вся необходимая информация, содержащаяся в рабочем проекте.
То есть, в карте может не указываться номер ГОСТа, требования которого необходимо выполнить, но подробно расписываются сами требования, касающиеся порядка выполнения сварки.
Единой формы технологической карты сварки, которой обязаны придерживаться все без исключения организации, не существует.
Поэтому, если предприятие столкнулось с потребностью в таком документе, а какие-либо отраслевые нормы вышестоящих организаций в этой части отсутствуют, технологическую карту сварки можно разработать и утвердить самостоятельно.
Поскольку документ такого рода подлежит обязательному утверждению, карта должна содержать шапку, в которой указываются наименования предприятия и объекта, где планируются сварочные работы.
В разделе изложения технологии все однотипные сварочные швы для удобства следует объединить, снабдив их общим описанием, содержащим исчерпывающую технологическую информацию.
Кроме информации чисто технологического характера, карта может содержать некоторые нормативно-технические данные. К ним относятся количественный и качественный состав бригады, выполняющей работу, а также время выполнения операционного задания.
Также в карте могут быть указаны трудозатраты общего объема работ с разбивкой их на отдельные этапы и обозначением контрольных сроков их выполнения.
Отдельный раздел технологической карты может содержать сведения о мерах безопасности при выполнении сварки, мероприятиях по подготовке рабочих мест.
Данные о сварных соединениях
По каждой группе сварных соединений, выполняемых в процессе сборки объекта, должны указываться следующие технологические данные:
- информация о материале, из которого изготовлены соединяемые части объекта, включающая марки сталей, их физические и химические особенности;
- данные о необходимости предварительной подготовки деталей к сварке. Если должен быть применен скос кромок, необходимо привести точное описание геометрических характеристик, форму скоса и необходимые значения углов;
- описание применяемой технологии электродуговой сварки и конкретных аппаратов, посредством которых должна быть выполнена сварка. Указывается режим выполнения сварного соединения, перечень применяемых расходных материалов. Например, при применении ручной дуговой сварки указывается марка и диаметр применяемых электродов, ток при котором осуществляется сваривание, если предусмотрена аргонодуговая сварка, приводится форма применяемого электрода, род и полярность тока, расход газа.
Технологическую карту составляют по результатам исследовательской работы, в которую входят расчеты, эксперименты, подбор оптимальных материалов и многое другое.
Существует огромное количество шаблонов, позволяющих упростить составление карты. Разработанная технология не должна противоречить всем существующим нормам и правилам.