Технология электрошлаковой сварки
Выбор сварочных материалов (проволоки и флюса)
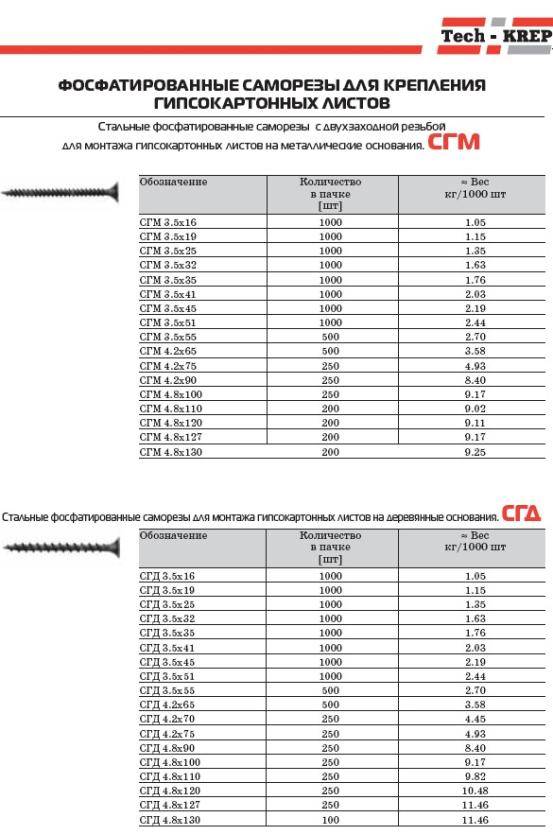
В таблице ниже приведены рекомендованные и наиболее распространённые сочетания свариваемых материалов и марок сварной проволоки для них:
Все сочетания, данные в таблице, можно выполнять с использованием флюса марки АН-8 и АН-99, за исключением сталей 25ХН3МФА и 08Х18Н10Т. Сварку этих сталей рекомендуется выполнять с применением флюса 48-ОФ-6. Химический состав этих флюсов должен соответствовать ГОСТ 9087.
Также был разработан флюс марки АН-9, состоящий из CaF2 – 25-30%, CaO – 20-35%, Al2O3 – 10-15%, SiO2 – 15-20% и ZrO2 – 6-10%. Этот флюс сочетает в себе металлургические свойства флюса 48-ОФ-6 и технологические свойства флюса АН-8.
Выбор параметров режима сварки
Основными параметрами режима электрошлаковой сварки являются: падение напряжения на участке электрод-шлаковая ванна U, скорость подачи проволоки Vе, сила сварочного тока I, скорость сварки Vсв, глубина шлаковой ванны h, вылет электродной проволоки l, скорость поперечных колебаний электродов Vк, количество электродов n, сечение электрода (или сумма сечений всех электродов) S, зазор между кромками g, расстояние между электродными проволоками d, толщина пластины плавящегося мундштука sм, время остановки электродных проволок у ползунов t, толщина свариваемого металла s.
Правильный выбор режимов и поддержание их на требуемом уровне обеспечивают хорошее качество сварки. Одной из важных характеристик сварного соединения является коэффициент формы шва f, который равен отношению ширины металлической ванны к её глубине. Это соотношение характеризует склонность сварного шва к образованию холодных трещин, одного из самых частых дефектов электрошлаковой сварки. Среднее значение f составляет 1,5-4,0.
Величину сварочного тока можно определить по формуле:
I=(0,22Ve+90)n+1,2(Vсв+0,48Vп)ab,
где Vп – скорость подачи пластины; a и b – ширина и толщина, см. Размерности всех скоростей даны в см/ч.
Скорость подачи электродной проволоки:
Vе= VсвF/S,
где F=gs, см2; S=0,071n, см2.
Практический опыт применения ЭШС показал, что параметры h, l, Vк, t почти не зависят от толщины свариваемого металла и имеют следующие значения: h=40-50мм, l=80-90мм, t=4-5с. Ориентировочные значения между параллельными кромками свариваемых элементов можно выбрать из таблицы:

Выбор количества электродных проволок
Это количество выбирается, исходя из толщины свариваемого металла. Металл, толщиной не более 50мм, сваривают одной проволокой, 50-120мм – двумя, а метал толщиной 120-450мм – тремя электродными проволоками.
Электрошлаковая сварка плавящимся мундштуком
При выборе числа электродных проволок, следует учитывать толщину пластины плавящегося мундштука sм. Число электродов рассчитывают по формуле:
n=[(s-40)/d]+1,
округляют до единиц. Оптимальную величину d можно выбрать, исходя из следующих соотношений:

ЭШС пластинчатым электродом
При варке стали пластинчатым электродом, ширину пластины подбирают равной толщине свариваемого металла. При использовании двух или трёх пластин, общая их ширина должна быть на 15-20мм меньше толщины свариваемого металла (15-20мм уходит на зазор между пластинами). Толщина пластинчатых электродов составляет 10-12мм.Оптимальная скорость подачи электродов 1,2-3,5 м/ч.
Подготовка деталей к сварке
 Подготовка ведётся в два этапа: предварительный и непосредственный. На предварительном подготавливают свариваемые кромки, придавая им необходимые геометрические форму, размеры и класс обработки поверхностей, по которым будут перемещаться устройства, формирующие сварной шов.
Подготовка ведётся в два этапа: предварительный и непосредственный. На предварительном подготавливают свариваемые кромки, придавая им необходимые геометрические форму, размеры и класс обработки поверхностей, по которым будут перемещаться устройства, формирующие сварной шов.
При сварке деталей из конструкционных сталей с толщиной, не превышающей 200мм, кромки подготавливают газоплазменной резкой, а при толщине более 200мм – мех. обработкой. При сварке цветных металлов или легированных сталей также применяют мех. обработку.
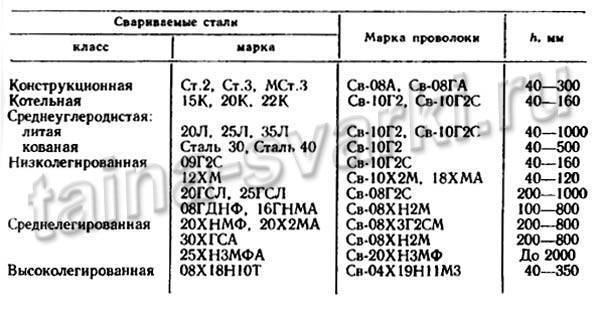
Непосредственная подготовка включает в себя сборку деталей под сварку. Результаты, полученные на практике, показали, что для хорошей фиксации и для устранения деформаций, возникающих при сварке, сборку деталей выполняют с клиновидным зазором, расширяющимся кверху. Схема сборки показана на рисунке:
В зависимости от свариваемого материала, способа электрошлаковой сварки, её режимов и способа закрепления, угол раскрытия может составлять 1-2°. Свариваемые детали фиксируют при помощи скоб или планок, приваренных вдоль стыка с интервалом 50-80см. По окончании сварки выводные планки и входной карман срезаются газоплазменной резкой.
Область применения
Применяется такой тип сварки преимущественно для простых соединений. Углекислота уступает аргону по защитным свойствам, но для стандартных видов металла, которых используется в промышленности большинство, он отлично подходит. Это как бюджетная замена другим газам, обладающая более безопасными свойствами хранения и использования. Углекислый газ для полуавтоматической сварки не рекомендуется использовать в закрытых и плохо проветриваемых помещениях, так как он вызывает удушье.
Данная технология находит применение в строительстве, когда делаются каркасы для металлоконструкций. Заводы по производству металлических изделий, а также предприятия, где возникает потребность в ремонте, часто используют полуавтоматы с углекислым газом. Это легкодоступный и освоенный в газ, который может применяться практически везде, где возникает необходимость в соединении металлических изделий
При соединении труб
Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80.
Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка.
В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов
Для безопасной работы с газами важно соблюдать соответствующие инструкции
Преимущества и недостатки
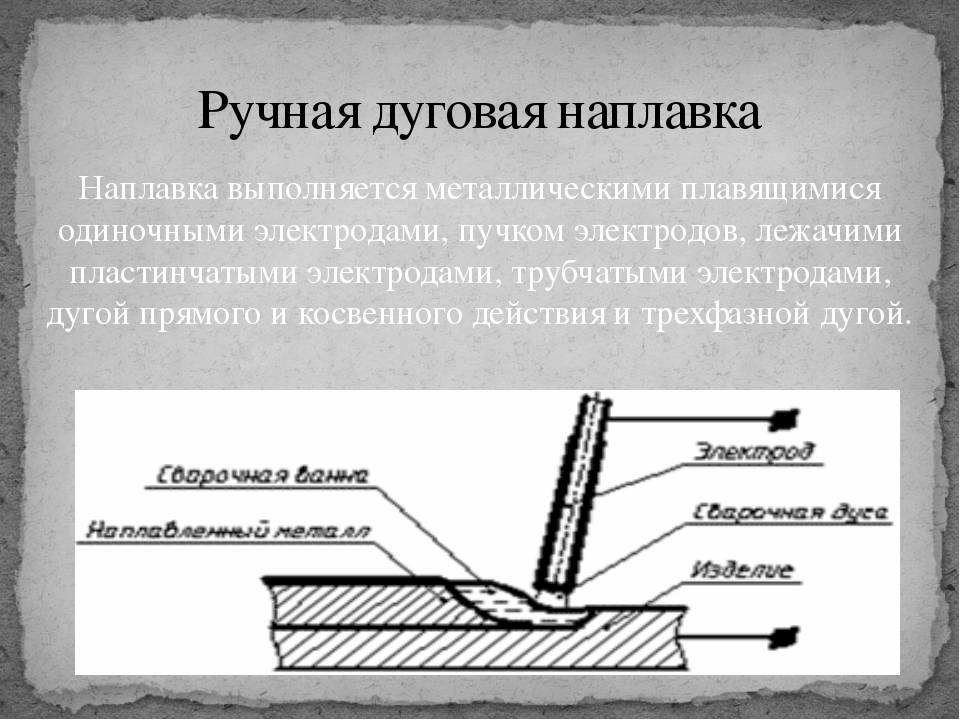
Что такое дуговая сварка мы рассмотрели, но все же пред тем как приступать к этому процессу, стоит узнать его положительные и негативные качества. Эта технология пользуется высокой популярностью, она прекрасно подходит для разных областей производства. При помощи нее можно производить сваривание разных видов металлов, использовать для ремонта важных металлических конструкций.

РД сварка имеет другие не менее важные положительные особенности:
Способ сварки РД требует применения недорогих и простых сварочных аппаратов тип РДС. Они обладают компактными размерами и легким применением. Для работы нет необходимости использовать дополнительные средства защиты для сварочной зоны в виде флюса или газовых смесей. С данной функцией отлично справляются электроды. Вид сварки РД позволяет производить работы в любых условиях – на улице, в цехах, на ветру, под плавящимся солнцем
Это имеет особую важность при проведении работ в «полевых» условиях. Ручная сварка отлично подходит для работы с разными видами металлов. Ее можно применять для углеродистых, легированных сталей, чугуна, алюминия, меди
Сварка может применяться для металлических изделий, толщина которых может быть 2-3 сантиметра. Этот вид сварочного процесса обладает простой технологией, с ней может справиться даже неопытный сварщик
Ее можно применять для углеродистых, легированных сталей, чугуна, алюминия, меди. Сварка может применяться для металлических изделий, толщина которых может быть 2-3 сантиметра. Этот вид сварочного процесса обладает простой технологией, с ней может справиться даже неопытный сварщик.

Однако стоит помнить, что технология ручной дуговой сварки имеет отрицательные качества:
- Проведение ручного дугового сварочного процесса требует постоянные перерывы в работе. Они необходимы для смены расплавленного электрода на новый.
- При отсутствии опыта или во время сваривания толстых металлических изделий может наблюдаться чрезмерный расход электродов. Замена производится, когда длина электрода достигает 5 см и меньше.
- Технология ручной дуговой сварки плавящимся электродом сопровождается образованием шлака. Он оказывает положительное влияние на состояние сварочного процесса, шлак защищает область сварной ванный от кислорода. Однако после работы поверхность необходимо будет хорошо очистить, и это может вызвать некоторые сложности.
- Качество сварных соединений напрямую зависит от квалификации сварщика.
- Ручная сварка по сравнению с другими методами сваривания имеет низкий КПД и относительно невысокую производительность.
- При помощи ручной дуговой наплавки угольным электродом не получится сварить изделия из оловянной или цинковой основы, а точнее все металлы, имеющие низкую температуру плавления. Это связано с тем, что при проведении сварки электрической дугой отмечается сильное повышение коэффициента тепловложения.
7. Ручная дуговая сварка плавящимся электродом не предназначена для работы с титаном, танталом и любыми другими видами металла, которые имеют активные химические свойства. Стержневые элементы не смогут предотвратить окисление области шва. 8. Во время проведения сварки ток проходит по всей длине электрода. Если его показатели будут высокими, то стержень перегреется и сварное покрытие разрушится.
Важно! Перед тем как начинать сварочный процесс необходимо не только узнать что такое ручная дуговая сварка, но также нужно научиться пользоваться оборудованием. Желательно предварительно пройти обучение, научится выставлять правильные режимы для определенных видов металла
От этого зависит прочность и качество сварного шва
От этого зависит прочность и качество сварного шва.
Соблюдение каких норм требует технология электродуговой сварки
Чтобы получить полное представление о приемах выполнения неразъемных соединений металлов путем нагревания и расплавления, необходимо ознакомиться с техникой безопасности при работе со сварочными аппаратами. Начинающие специалисты нередко пренебрежительно относятся к защитным мероприятиям, что приводит к тяжким последствиям.
Отдельное внимание следует уделить безопасному использованию электрооборудования. Перед выполнением работ нужно проверить надежность изоляции силового кабеля. Запрещается использование электродуговой сварки под дождем или в условиях высокой влажности
Запрещается использование электродуговой сварки под дождем или в условиях высокой влажности.
Работы должны выполняться с применением средств индивидуальной защиты. В первую очередь необходимо обезопасить глаза. В процессе электродуговой сварки выделяется большое количество ультрафиолетовых лучей, которые несут опасность для зрения работника. Для защиты глаз используется специальный щиток с затемненным стеклом.
Техника исполнения работ
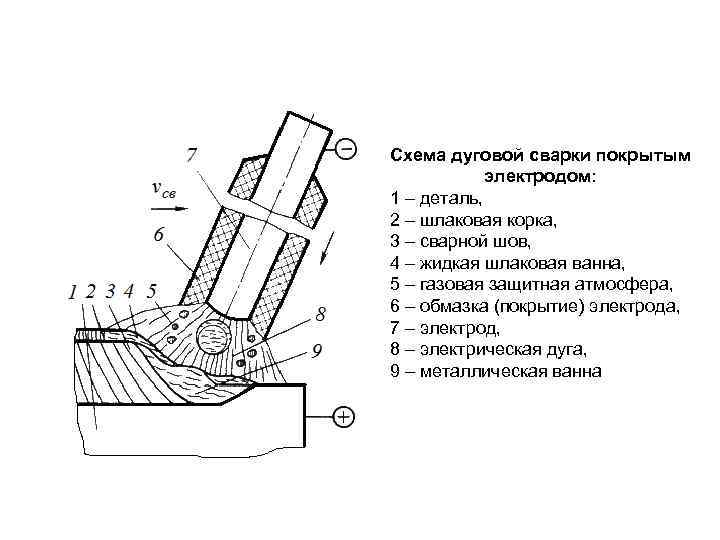
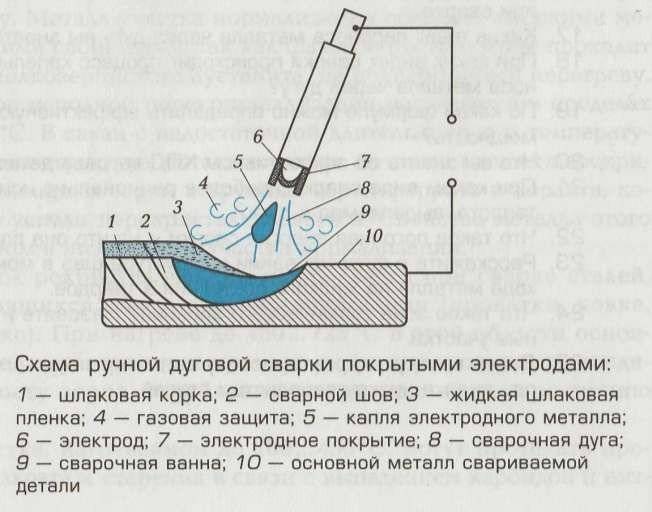
Сварочные работы выполняются с помощью энергии тепла, производимой электрическим разрядом. Для формирования сварочной дуги применяют электроды. Эти приспособления плавят края соединяемых деталей и способствуют соединению жидкого металла путем формирования шва. Электроды представляют собой проволоку определенного диаметра, на которую наносится специальный шлакообразующий слой. Для разных материалов и сплавов предназначаются свои виды электродов.
ГОСТ: сварка ручная электродуговая
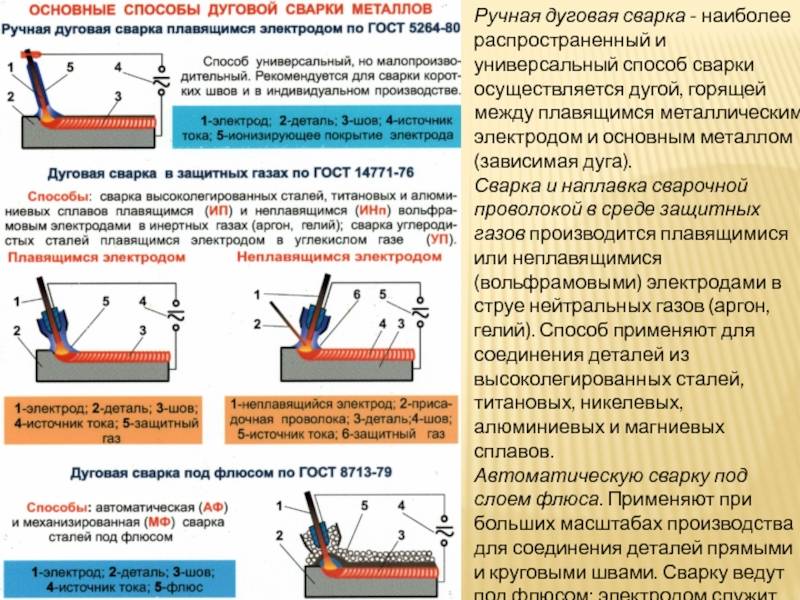
Существует отдельная система стандартов, определяющих особенности технологии электродуговой сварки. В нее входят типы соединений, качество электродов, требования по сплавлению алюминиевых деталей и т. д. Так, методика формирования сварных швов при изготовлении металлоконструкций регулируется ГОСТ 5264-80 (прямой/скошенный/скошенный с замком шов).
ГОСТ 14771-76 описывает нормы электродуговой сварки в газовой среде. Существуют также стандарты, которые определяют методы работы со сварочным оборудованием. На промышленных предприятиях к выполнению требований нормативов и стандартов относятся со всей серьезностью. Профессиональный специалист обязан знать и выполнять требования ГОСТ. Электродуговая сварка в бытовых условиях не так строго, но все же также должна выполняться согласно стандартам. К примеру, по ГОСТ 26-291-79 можно определить, какие именно электроды нужно использовать по технологии для того или иного металла.
В стандартах можно найти описание соединений конструкционных элементов:
- внахлест (часть одного элемента накрывает поверхность другой детали).
- встык (детали свариваются в одной плоскости).
- соединение углом.
- торцовая сварка в форме «Т».
ООО «Треком» специализируется на проектировании и изготовлении корпусов для РЭА. Предприятие укомплектовано новейшим профессиональным оборудованием – промышленными полуавтоматами и инверторами для электродуговой сварки.
Огромный опыт и высокая квалификация специалистов ООО «Треком» в области электродуговой сварки позволяет компании выполнять заказы любой сложности в точном соответствии с требованиями действующих ГОСТ.
Оставить заявку
Что собой представляет метод электродуговой сварки
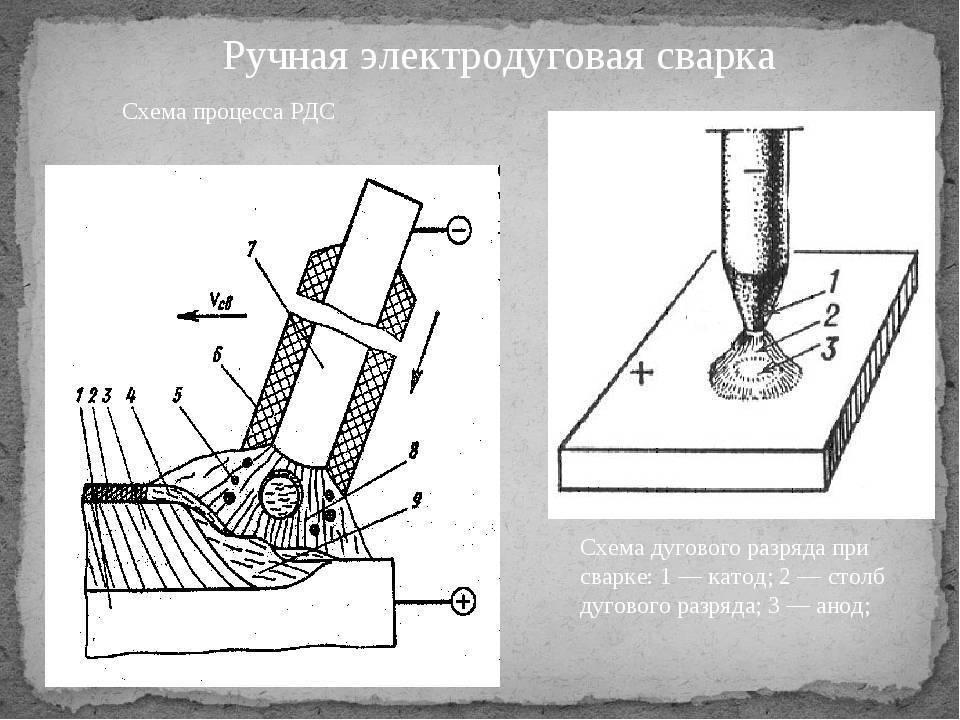
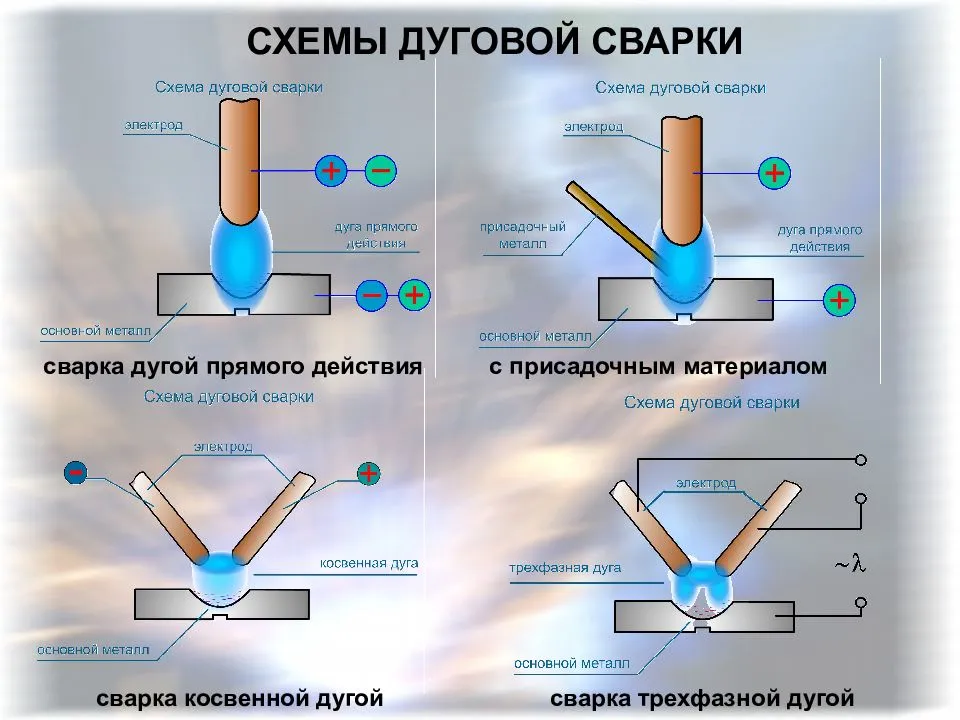
Электродуговую сварку выполняют с обязательным использованием источника большого тока, который при этом отличается невысоким напряжением. Такое напряжение одновременно подается как на сварочный электрод (один контакт), так и на свариваемую заготовку (второй контакт). В результате взаимодействия заготовки и электрода между ними образуется электрическая дуга, именно за счет нее и происходит плавление кромок соединяемых деталей. Использование такой дуги, которая и необходима для преобразования энергии электрического тока в тепловую, позволяет получать в зоне электродуговой сварки температуру порядка 5000 градусов, которой вполне достаточно для того, чтобы расплавить любые из известных человечеству металлов.
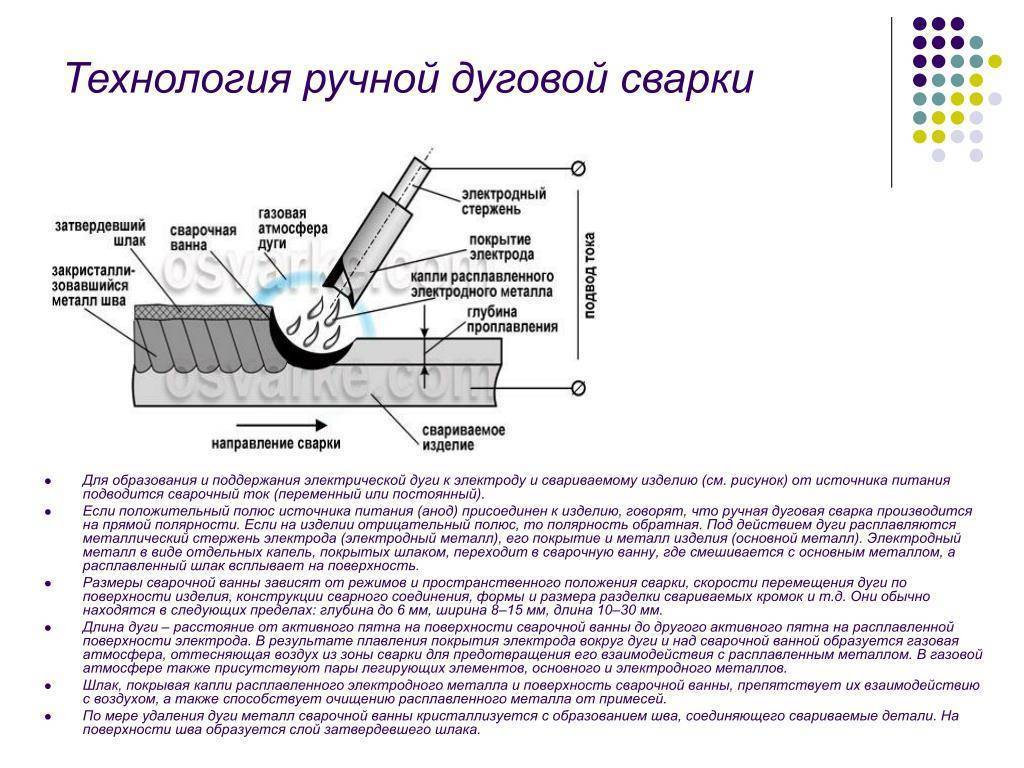
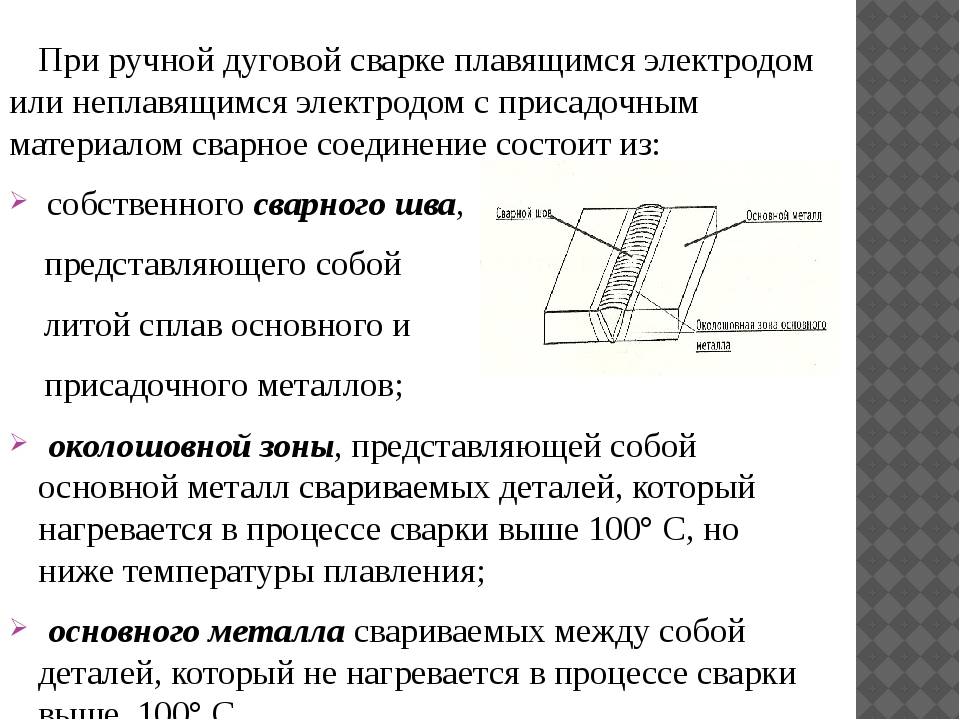
Технология электродуговой сварки предполагает одновременное плавление металла электрода и соединяемых деталей, за счет которых и формируется так называемая сварочная ванна. Именно в данной ванне и протекают все процессы, характерные для сварки: металл электрода взаимодействует с металлом соединяемых деталей, образуется шлак, который поднимается на поверхность расплавленной сварочной ванны и формирует защитную пленку.
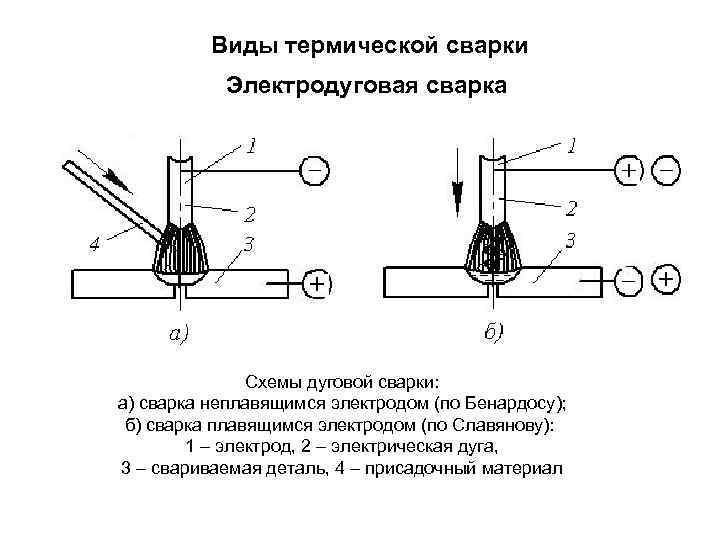
Электродуговая сварка может выполняться электродами двух типов:
- не плавящимися в процессе получения сварного соединения;
- плавящимися.
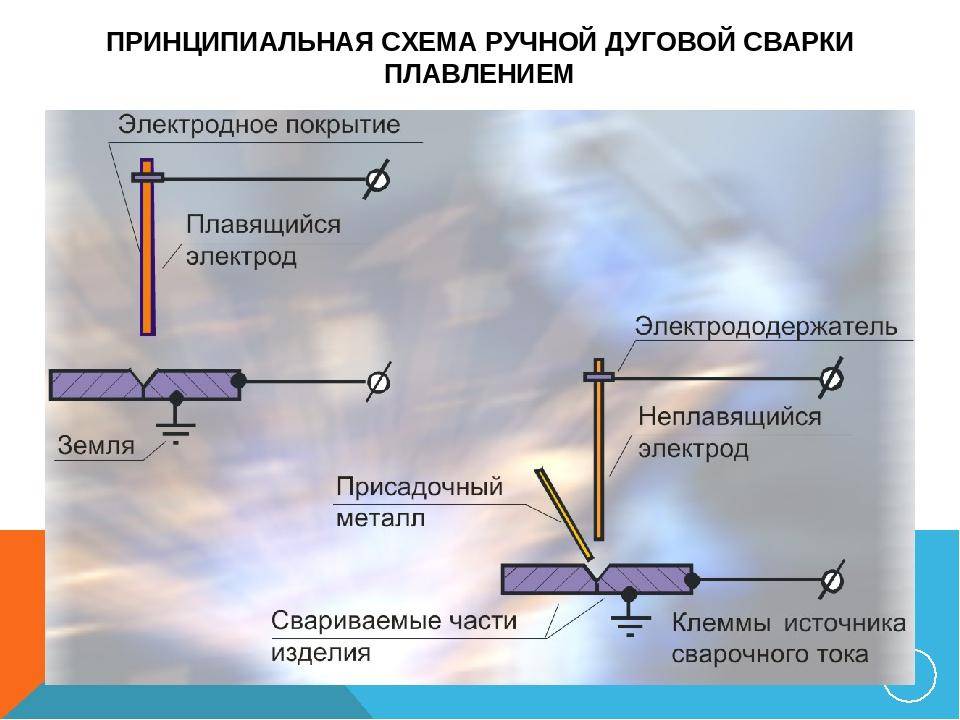
Электроды для ручной дуговой сварки
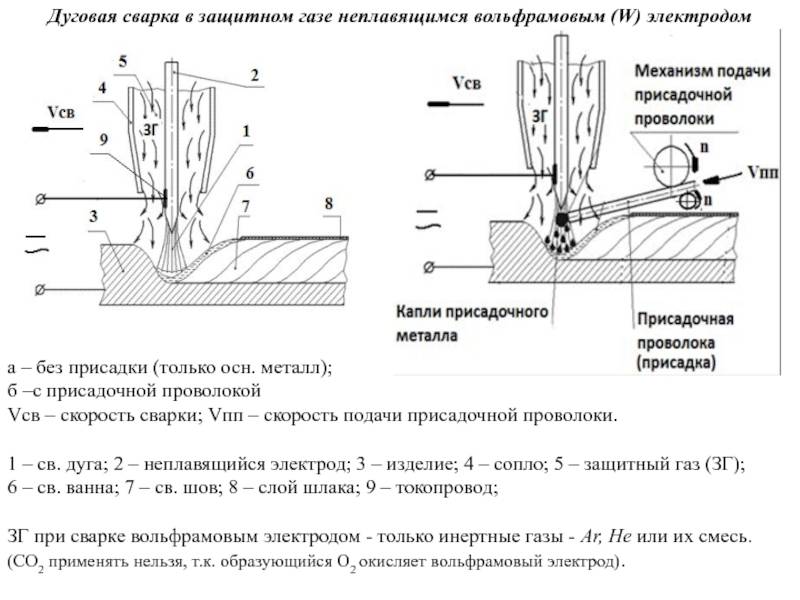
Когда для электродуговой сварки используется неплавящийся электрод, для формирования сварного шва применяют специальную присадочную проволоку, вводимую в зону действия электрической дуги. При использовании электродов плавящегося типа, которые сами и формируют сварочный шов, в присадочной проволоке нет необходимости.
Чтобы электродуговая сварка проходила с высокой устойчивостью и дуга не гасла, в состав плавящихся электродов добавляют специальные присадки. Это может быть натрий, калий или другие элементы, отличающиеся хорошей степенью ионизации. Для защиты сварного шва от окисления могут использоваться различные газы:
Для выполнения сварки с формированием электрической дуги использоваться может как постоянный, так и переменный ток. В большинстве случаев применение постоянного тока является более предпочтительным, так как это дает возможность минимизировать степень разбрызгивания расплавленного металла.
Сварка инвертором
Видео уроки помогут понять, как проводить сварку. Пошаговая инструкция на видео покажет всю процедуру в последовательности. Как соединять металлические листы, контролировать дуговой промежуток. Будет видно, как формируется сварочный шов, какие могут появиться дефекты. Инвертор предоставляет возможность выполнить работы, которые раньше могли быть проделаны только тяжелым производственным оборудованием. Инвертор достаточно небольшой сварочный аппарат. Он экономичен, удобен в использовании. Основная нагрузка ложится на электрические сети. На инверторной панели выставляется нужная толщина дуги, она зависит от силы тока. Дуга поджигается, начинается процесс. Образуется окалина, шов, лишний металл сбивается металлическими молотками. Сварочный шов при правильном подходе будет крепким и цельным. При нарушении процесса появляется дефектный шов. Для получения идеального шва советуют проделывать круговые движения. Они сформируют нужную толщину наплыва. Инвертор позволяет держать нужный угол наклона, от которого также зависит качество получаемого шва:
- с углублением;
- плоский;
- каплеобразный;
- точечный;
- выпуклый.
Учитывается полярность. Прямая — дает сниженный ввод тепловой дуги в металл, расплавление узкое, но глубокое. Обратная полярность изменяет шов: он широкий, но неглубокий.
Сущность процесса электрошлаковой сварки
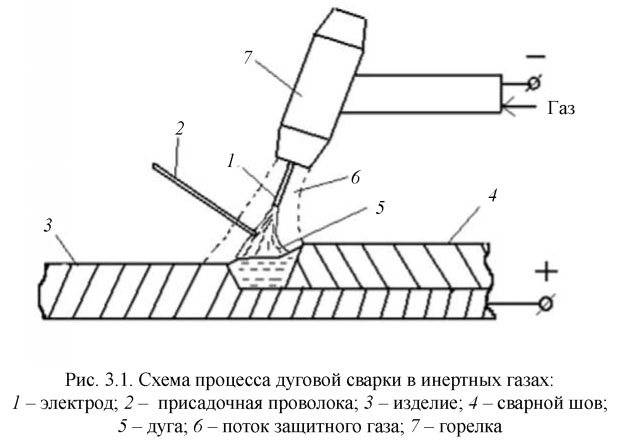
В процессе электрошлаковой сварки, электрический ток, подающийся через ванну расплавленного шлака, расплавляет основной и присадочный металл и поддерживает постоянную температуру расплава. Этот процесс стабилен при глубине шлаковой ванны в пределах 35-60мм. Ванну легче сформировать при вертикальном положении сварного шва. Наименее удобно электрошлаковую сварку выполнять в нижнем положении. Для принудительного охлаждения расплава и формирования сварного шва, в большинстве случаев, применяются медные устройства с водным охлаждением. Схема электрошлаковой сварки показана на рисунке:
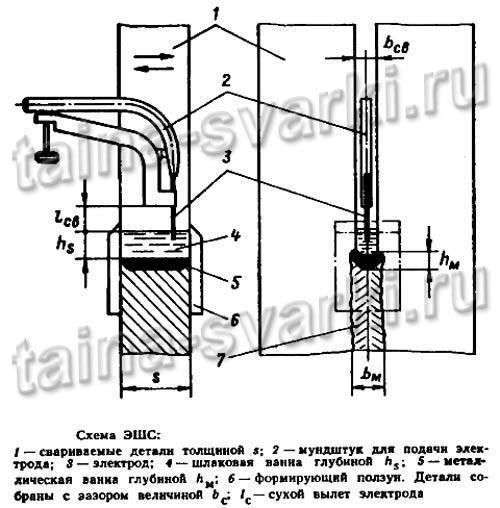
При электрошлаковой сварке весь электрический ток подаётся к шлаковой ванне, а через неё к электроду и свариваемым кромкам. Стабильность этого процесса возможно только благодаря постоянной температуре расплавленной шлаковой ванны. Температура расплава может достигать 1900-2000°C.
Большая часть тепловой энергии из шлаковой ванны передаётся в металлическую ванну, а от неё – к свариваемым кромкам через капли электродного металла. Распределение всей тепловой энергии, выделяющейся в шлаковой ванне, распределяется следующим образом: 20-25% тепла расходуется на расплавление сварочной проволоки, 55-60% идёт на расплавление основного металла, 4-6% уходит на расплавление флюса и поддержание стабильно температуры шлаковой ванны, а 12-16% составляют потери тепла через ползуны и теплоотвод в свариваемых деталях.
Основные схемы процесса
Электрошлаковый процесс может быть применён не только для сварки, но и для наплавки, переплава и отливки. Электрошлаковую сварку (ЭШС) можно выполнять проволочными электродами, плавящимся мундштуком, или же электродами большого сечения. На рисунке ниже представлены схемы ЭШС проволочными электродами:
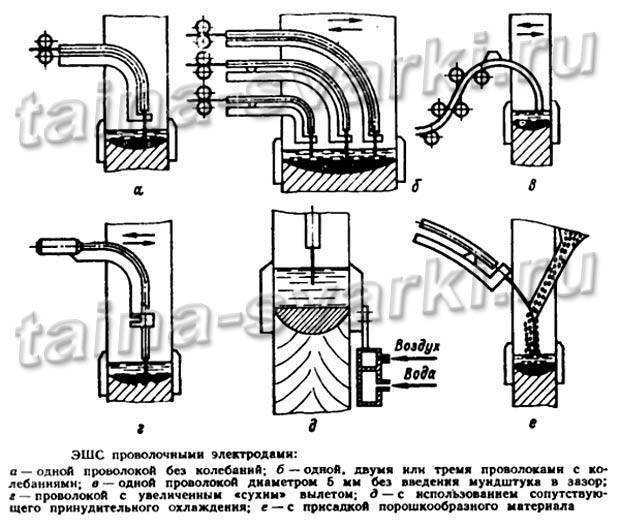
На практике наибольшее распространение получили схемы а и б, они позволяют сваривать металл толщиной от 20 до 450мм с помощью проволоки диаметром 3мм. Схема в предназначена для сварки металла, толщиной до 120мм. Схема г в 1,5-2 раза производительнее схем а и б. А схема д узконаправлена и предназначена для сварки низколегированных сталей толщиной до 100 мм без последующей термообработки.
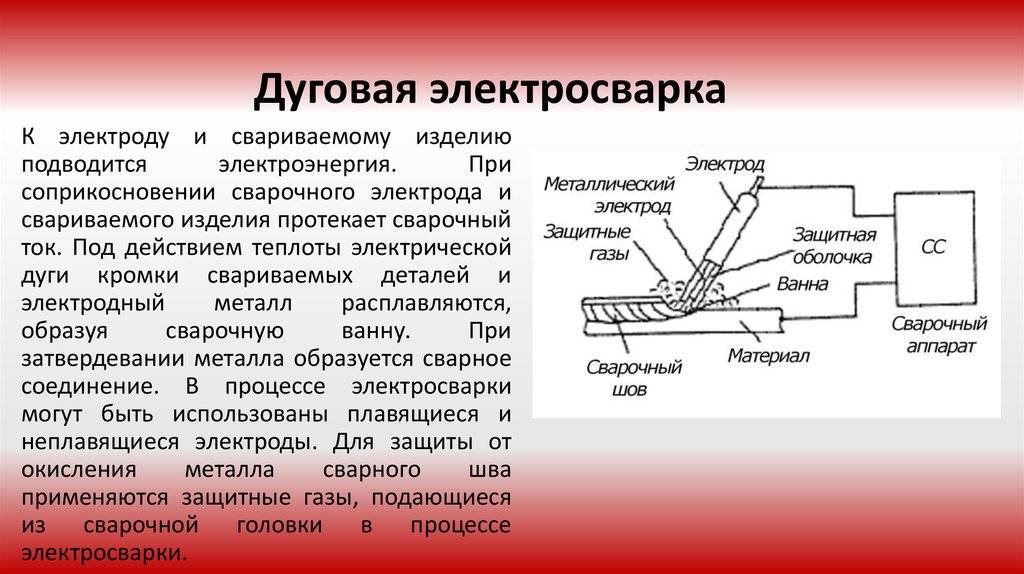

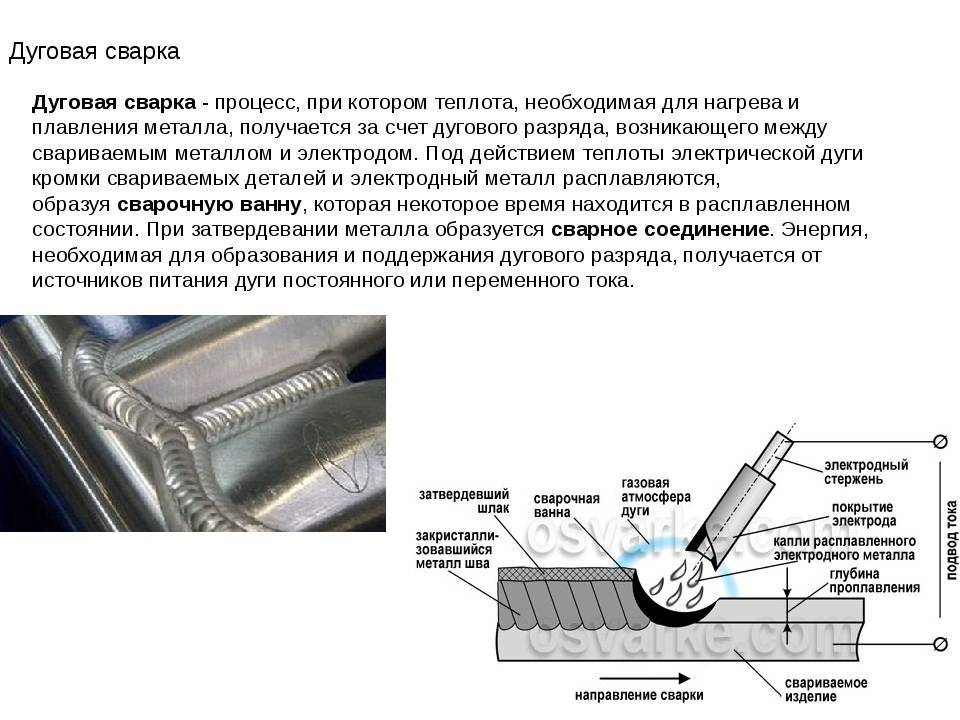


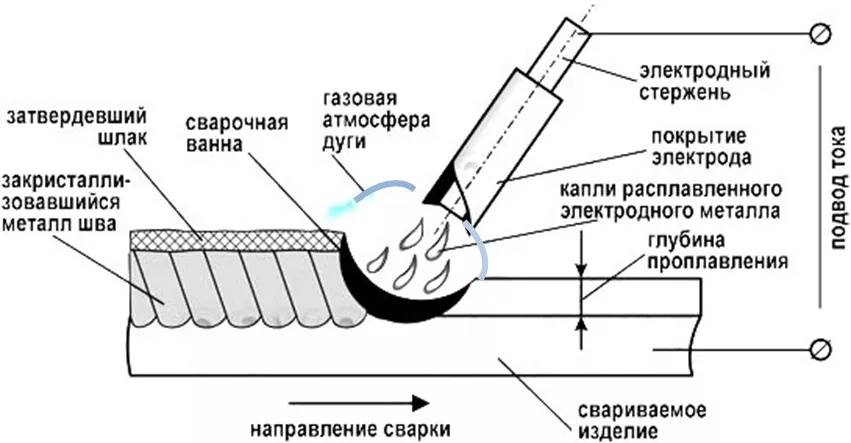
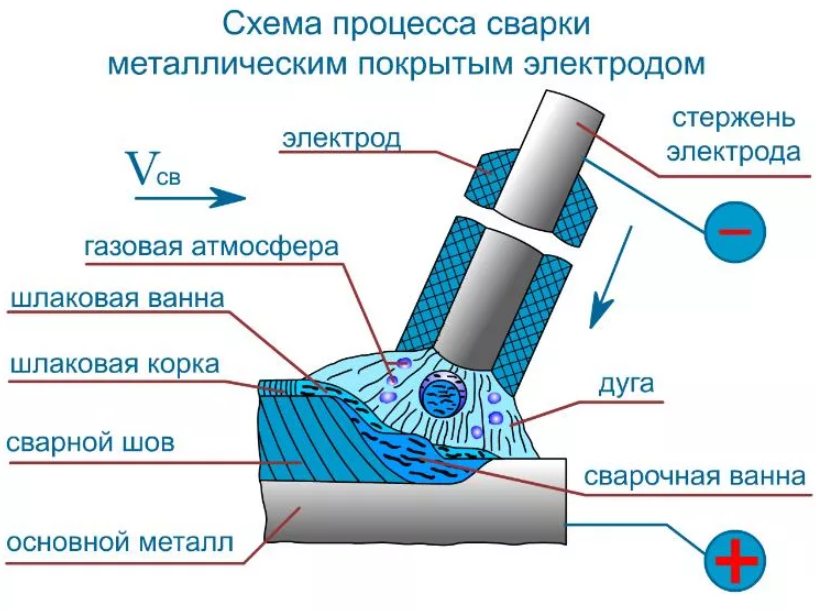
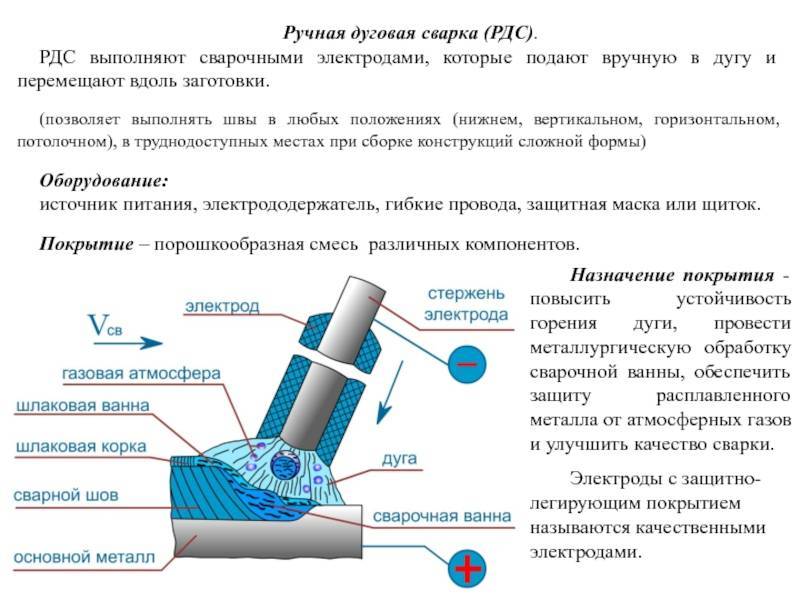
Схема е применяется при монтаже крупных изделий больших габаритов без последующей термообработки. Толщина свариваемого металла до 60мм. Сварку по этой схеме отличает высокая производительность и повышенные мех. свойства сварного шва. Все эти схемы можно выполнить на обычном сварочном оборудовании.
На следующем рисунке представлены схемы электрошлаковой сварки мундштуком и электродами большого сечения:
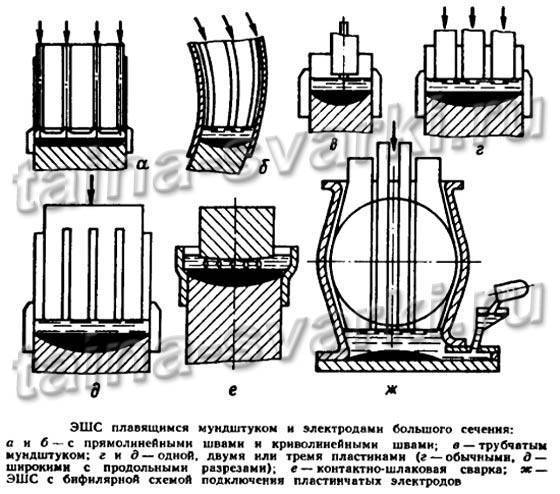
Схемы а-в выполняются плавящимся мундштуком и предназначены для сварки металла очень большой толщины, более 450мм при помощи прямых и криволинейных швов. При сварке сталей и сварке титана этим способом применяется проволока диаметром 3-мм.
Схемы г-ж выполняются электродами большого сечения. По схеме г сварка выполняется одной, двумя, или тремя пластинами, подключенными к общему, или разным источникам сварочного тока. По схеме д сварку выполняют одной, двумя, или тремя пластинами, имеющими продольные разрезы. На схеме е изображён процесс контактно-шлаковой сварки. Схема ж представляет собой сварку пластинчатыми электродами с бифилярной схемой подключения электродов к источнику питания. Такой способ сварки редко применяется для сварки сталей, он получил наибольшее распространение при сварке алюминия, или при сварке меди.
Типы сварных соединений и виды сварных швов
На рисунках ниже представлены типы сварных соединений и виды сварных швов, которые можно выполнить при помощи электрошлаковой сварки:
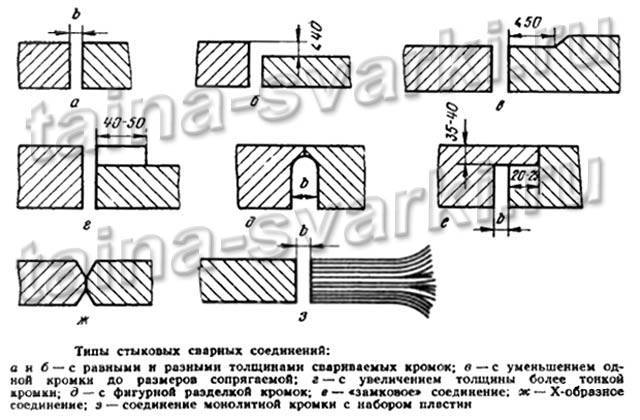
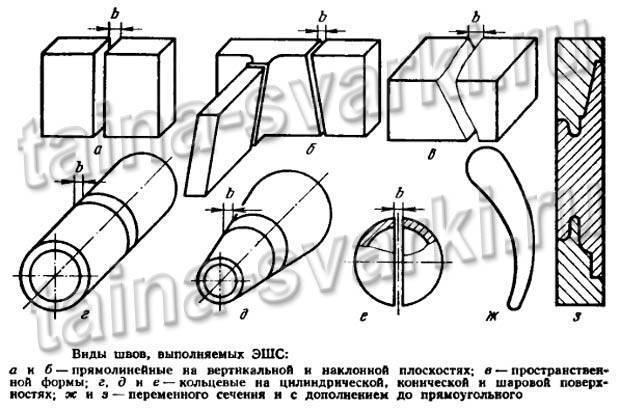
При сварке стыкового шва между двумя кромками, обычно, предусматривается технологический зазор, являющийся одним из важных параметров режима сварки. Все конструктивные элементы сварных кромок и сварных швов для электрошлаковой сварки регламентированы в ГОСТ 15164.
В случае ЭШС в стык при разной толщине свариваемых деталей, либо утончают более толстую кромку, либо к более тонкой приваривают дополнительную пластину для уравнивания толщины.
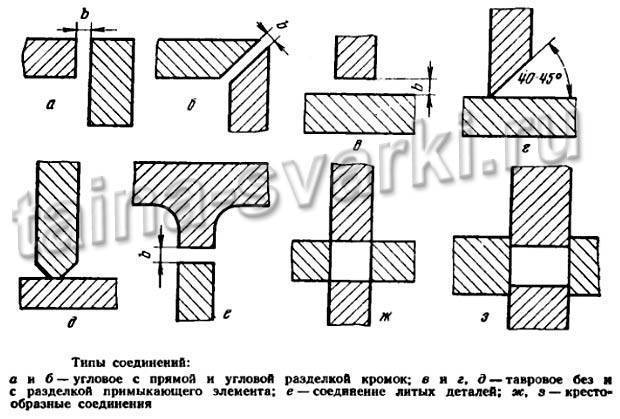
Электрошлаковая сварка угловых соединений и тавровых на практике встречается реже, чем стыковых. Если ЭШС выполняется плавящимся мундштуком, то на сварных кромках делают V- или К-образную разделку. Прямолинейные швы выполняются в вертикальном положении. Допустимая величина наклона составляет 15-20°. Выполнение кольцевых швов возможно на цилиндрической, конической или сферической поверхностях.
Режимы и особенности
Автоматизированная сварка позволяет использовать большие значения сварных токов. Для нее рекомендуют следующие значения тока I в зависимости от диаметра проволоки D:
| D, мм | I, А |
| 2 | 200-300 |
| 3 | 350-500 |
| 4 | 400-700 |
| 5 | 500-1000 |
При монтаже трубопроводов проводится большой объем однотипных операций.
Чтобы максимально повысить их эффективность и снизить непроизводительные затраты энергоресурсов и материалов, формируется техкарта. В ней перечисляется:
- трудоемкость с детализацией по составу бригады и посменной плановой выработке
- потребность во вспомогательных механизмах (кран, бульдозер и т.п.);
- технологические схемы и указания;
- плановый расход ресурсов.

При сварке в герметичных сварочных камерах их объем целиком заполняется инертными газами, а аппарат выполняет свою работу в автономном режиме
Использование аппаратов автоматической электрической дуговой сварки позволяет достичь исключительного качества и стабильности параметров сварных соединений. Они исключают утомляемость сварщика, влияние на качество его состояния здоровья. Кроме того, автоматические станки позволяют проводить работы в труднодоступных местах. Они существенно улучшают условия труда и безопасность производства, исключая близость персонала к сварочной зоне.
Е. Кайгородов, сварщик, совладелец автосервиса: «После переподготовки я из сварного переквалифицировался в оператора. Автоматическая сварка прежде всего это чистая работа, дышать гадостью больше не надо. Качество шва отличное, но дорого, в свою мастерскую я бы такой агрегат не потянул».
Безопасность при сварке
Практически все правила безопасности по проведению сварки в аргоне касаются предварительной подготовки к процессу. Вероятность возникновения опасной ситуации минимальна при правильной подготовке. Приведем базовые принципы для обеспечения безопасности при сварке аргонным способом:
- Специалист не вправе проводить настроечные и ремонтные процедуры при работающем аппарате.
- От источника газа до источника огня должно быть как минимум 10 метров.
- При автоматической сварке не допускается проведение никаких манипуляций. Это может не только нарушить технологию, но и навредить здоровью.
- Перед началом работ требуется проверить заземление сварочного аппарата, надежность крепления шланга для подачи аргона и воды (если предполагается охлаждение горелки водой), проверить пломбы на манометрах, резьбу на накидных гайках, изоляцию рукоятки держателя.
- На аппаратах автоматической сварки со стороны сварщика устанавливают откидной щиток со светофильтром. Электропроводка и трубки заключаются в общий резиновый шланг. Горелки не должны иметь открытых токоведущих частей.
- Рукоятки горелок покрывают материалом и щитком, защищающими руки сварщика от ожогов.
- В процессе сварки некоторых металлов (в частности, меди и алюминия) выделяются ядовитые газы, поэтому в помещении должна быть обеспечена хорошая вентиляция, или организована подача воздуха.
- В исключительных ситуациях проводить работу следует в противогазе. Для того чтобы избежать ожоги горячим алюминием, на горизонтальных швах используют формовочные прокладки, а на вертикальных – подвижные шторки.
- Очистку присадок из алюминия в растворе едкого натра следует проводить с использованием резиновых перчаток и очков для защиты.
Таким образом, аргонодуговая сварка позволяет качественно сварить металлы особого типа, которые невозможно соединить другими способами. Это алюминий, медь и цветные металлы. При стандартной сварке получить качественный и надежный шов для соединения тугоплавких заготовок не представляется возможным. Особенностью сварки является ее проведение в среде защитного газа. Аргон обеспечивает надежную защиту сварочной зоны от влияния внешних неблагоприятных факторов.
Режимы установки
Дуговая сварка подразделяется на режимы:
с покрытыми электродами – режим MMA;
Для аргонодуговой сварки с помощью неплавящихся электродов – TIG.
Оба режима предполагают работу на постоянном токе – DC и на переменном – АС.
Оба режима обеспечивают плавное регулирование величины поступающего тока, индикацию тока дуги, возможность смены режима. TIG выполняет длинные и короткие швы, продувку тракта газового прохода, плавное снижение величины тока. Возможен бесконтактный поджиг на любом виде тока, регулирование способностей дуги. Она будет проплавлять, очищать поверхности. Режимы легко устанавливаются, не меняются без изменения настроек сварщиком.
Техника безопасности
Дуговая сварка требует от человека особого внимания. Он может быть поражен электрическим током, есть опасность отравиться вредными веществами, выделяемыми при сварочных работах от металла. Сварочная пыль состоит из различных химических соединений:
- оксид марганца;
- кремний;
- железо;
- хром;
- фтор.
Наиболее опасны хром и марганец. Загрязнение воздуха происходит за счет выделения углерода и фтористого водорода. У человека может появиться головокружение, головная боль. Отравление вызовет рвоту. Появится слабость. При сильном воздействии на организм, при слабом иммунитете последствием неправильных работ станут хронические заболевания, обострения.
Наибольшая степень загрязнения происходит при сварке с покрытыми электродами. Меньше при автоматизации работ. Сварочная дуга дает различные излучения (цветовые, инфракрасные, ультрафиолетовые). Они отрицательно действуют на глаза: зрение слабеет и теряется. Тепло выделяемое при сварке может привести к ожогам.
Есть ряд требований и правил техники безопасности.
- Изоляция. Применяются различные защитные ограждения: блокировки, щиты, барьеры.
- Индивидуальные средства: специальная одежда, рукавицы, обувь, галоши, резиновый шлем.
- Создание необходимых безопасных условий. Нельзя работать при сильном ветре, дожде, снегопаде.
- Проверка исправности используемого оборудования.
- Работа только при наличии разрешения (допуска) или профессионального образования.
Полезные советы и техника безопасности при проведении сварочных работ
Прежде всего, профессиональные сварщики рекомендуют учиться варить именно на том аппарате, которым планируется работать в последующем. Это позволяет как можно быстрее изучить все характеристики данного оборудования, подобрать оптимальную силу тока для каждого типа электродов.
К подбору сварочной маски также желательно подходить наиболее ответственно
Защитные фильтры имеют определенные номера, причем эти фильтры также должны подбираться оптимально, принимая во внимание особенности зрения – чувствительность глаз, диоптрии и так далее. При выборе фильтра имеется основной критерий – должна быть прекрасно видна сварочная ванна.
Сварочные элементы должны находиться на определенном расстоянии друг от друга – в этом случае соединение получится наиболее качественным. Если зазор сделать чересчур маленьким, то сварной шов будет слишком выпуклым – это связано с недостаточным прогревом металла. Чересчур большой зазор не позволит равномерно наложить расплавленный металл, так как сварочная дуга начнет сильно отклоняться от линии сварки.
При проведении сварочных работ по ручной дуговой технологии категорически запрещается прокладывать заземлитель по сырой основе, например, по лужам, снегу и так далее. Все работы необходимо производить в специальных защитных перчатках и обуви на толстой резиновой подошве. Перед тем как приступить к выполнению работ, следует тщательно проверить, насколько целые все защитные элементы.





Использовать перчатки разрешается только в том случае, если они полностью сухие
Если не принимать во внимание данный момент, при смене электрода можно получить поражение электрическим током, которое произойдет в цепи: реостат, держак электрода, сам сварщик и заземление
Лицо всегда защищают с помощью специальной маски: она способствует защите от раскаленных металлических брызг, от яркого света, который будет возникать в процессе проведения работ. Дело в том, что яркость испускаемых световых лучей может быть в несколько тысяч раз выше по сравнению с допустимыми значениями для человеческого зрения. Если смотреть на сварку незащищенными глазами, то это в конечном счете может привести к временному ослаблению зрения. Также сварка является источником инфракрасного излучения, что становится причиной определенных дефектов зрения, в частности, может начать развиваться катаракта, однако, это случается не слишком часто.
При сварке наибольшую опасность для зрения представляет ультрафиолетовое излучение, являющееся причиной светобоязни, которая может проявиться в качестве рези в глазах, покраснения, обильного слезотечения и временным ослаблением зрения. Вылечить это можно с помощью обыкновенных глазных капель.
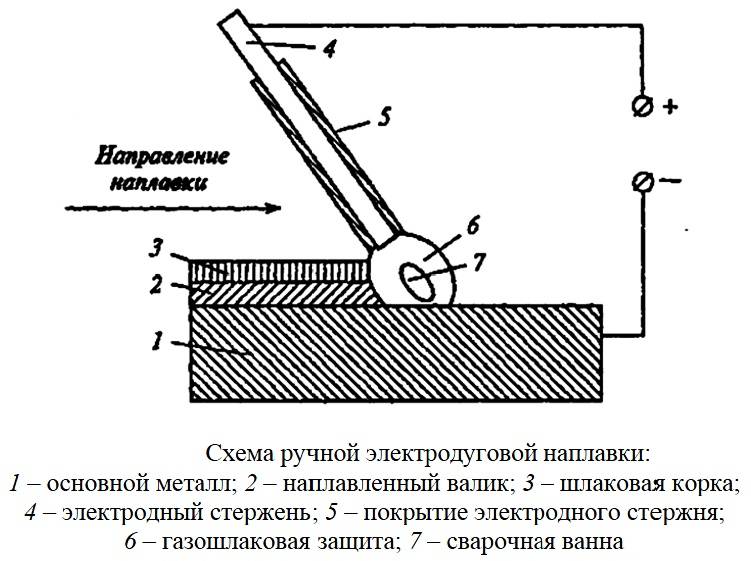
Электродуговая сварка – что это такое, принцип действия
Перед тем, как начать использовать электросварочные работы, рекомендую освоить азы технологии. Для начала отмечу, что сваркой вообще называется процесс соединения заготовок под действием их плавления, стыковки и образования единой монолитной структуры в месте контакта.
Материалы могут быть любыми, но при этом они должны плавиться, не подвергаться окислению и быть достаточно прочными, а также чтобы место соединения выдерживало нагрузку и не трескалось. В данном обзоре, речь, конечно, идет о металлах, и прежде всего черных.
Таким образом, электродуговая сварка – это одновременно и расплавление и соединение стыкуемых мест металлических заготовок под действием тока по следующему принципу:
- На электрод и заготовки через специальный агрегат подается электрический ток заданных параметров.
- В момент контакта электрода с местом стыковки возникает пробой электроэнергии.
- Образуемая высокотемпературная плазменная дуга расплавляет материал стрежня и металла.
- В результате образуется сварочная ванна, где смешиваются вещества изделий и электрода, и формируется шов.
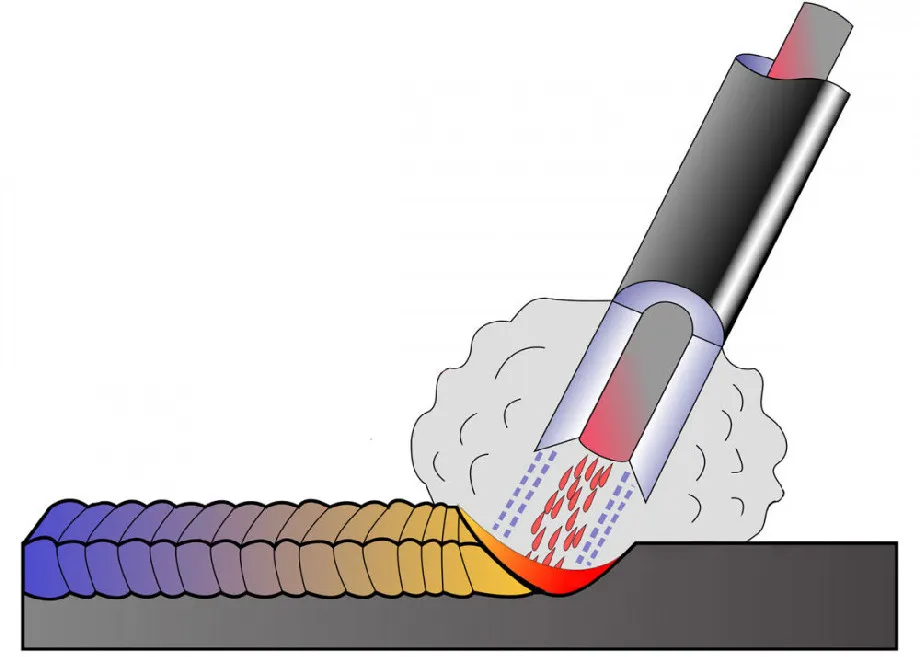 Схема и принцип-действия электродуговой варки металла
Схема и принцип-действия электродуговой варки металла
- Далее на поверхности расплава создается слой защитного шлака.
- В процессе остывания создается монолитное соединение.
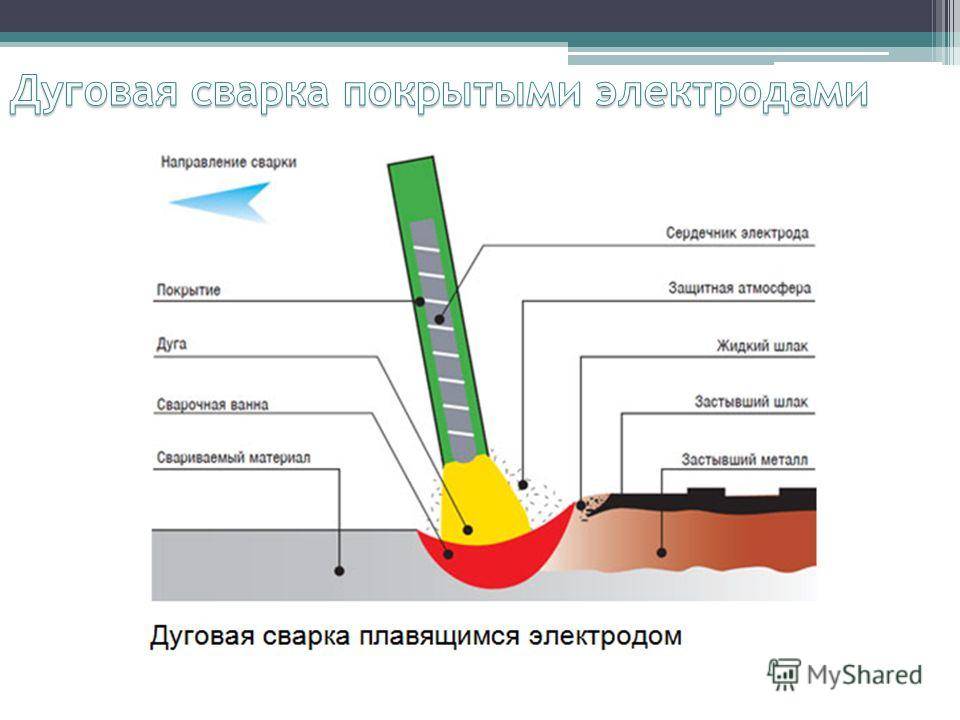
По сути, я привел наглядный пример того, что такое простейшая ручная дуговая сварка покрытым электродом расплавляемого типа. Однако возможен вариант технологии с применением неплавящегося электрода. Тогда в качестве присадки нужно в рабочую область подавать проволоку.
Справка!
Зачастую в быту для сварки металла применяется наиболее доступный трансформаторный агрегат. Название уже указывает на принцип его действия. На выходе напряжение уменьшается, а сила переменного тока увеличивается.
Как научиться

Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.
Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.
Тренироваться сначала нужно просто на кусочке стали, потом — переходить на сварку листового металла.