Выбор подходящего аппарата
Нержавейка – это высоколегированная сталь, содержащая в себе много хрома, титана, никеля и молибдена. Металлы предохраняют от коррозии и улучшают общие характеристики изделий. Сваривать материал сложно по причине низкой теплопроводности. Нужно применять пониженное напряжение и ток обратной полярности.
Для домашнего пользования годится любая марка инвертора. Умельцы часто собирают модели, не уступающие заводским аналогам.
Для сварки нержавеющей стали необходимо устройство с функциями:
- «Форсаж», снижающий напряжение дуги и увеличивающий ток;
- ПВ – длительность работы в непрерывном режиме.
Кабель выбирают длиной до 6 м. Электропроводка больших размеров сильно нагревается. При внезапных скачках в сети работоспособность устройства должна сохраняться. Лучше взять инвертор, который работает при пониженных температурах.
Основные техники и разновидности
Использование правильных нержавеющих электродов – основное, но не единственное требование к работе с данным типом стали. Не последнюю роль играют габаритные размеры и толщина заготовки, а также применяемое сварочное оборудование. Рассмотрим основные особенности.
Переменным или постоянным
В технической документации отсутствуют ограничения, связанные с полярностью, потому допустимо применению тока, удобного сварщику. Каждый тип имеет свои достоинства и недостатки.
При постоянном токе практически отсутствуют брызги расплава, что позволяет снизить расход стержней и повысить производительность и качество. Однако аппараты данного типа отличаются высокой стоимостью, что сужает круг их использования.
На крупных предприятиях используют только постоянный тип тока.
Агрегаты обратного вида гораздо дешевле, однако расход электродов, за счет сильного разбрызгивания, будет выше.
Для постоянного тока
Наиболее употребительными являются стержни, которые были рассмотрены выше:
- ОЗЛ-6;
- ЦЛ-11;
- НЖ-13.
Если есть возможность, лучше воспользоваться зарубежными электродами ОК по нержавейке, производства ESAB.
Для переменного тока
Инверторы относятся к бюджетному классу сварочного оборудования. Соответственно, расходные материалы обладают более низким качеством и доступной ценой. К ним относят:
- ЭА-400;
- ОЗЛ-14;
- ЛЭЗ-8;
- ЦТ-50;
- Н-48.
Для нержавеющих сталей и черного металла
Соединение разнородных элементов выполняют специальными переходными электродами с нержавейки на черный металл. Разрешено использовать как стержни с флюсовым покрытием, так и аппараты, функционирующие в среде защитного газа. В качестве расходного материала применяют следующие виды:
- ОЗЛ-312. Универсальный состав позволяет выполнять работы с заготовками, изготовленными из материалов, не поддающихся идентификации.
- ЭА-395/9. Применяют для более ответственных узлов из нержавеющей стали.
Какими варить 1 мм?
Тонкие элементы – самый сложный вид, с точки зрения сварочных технологий. Это обусловлено следующими факторами:
Интенсивное тепловое воздействие электрической дуги может разрезать поверхность или привести к нарушению целостности плоскости.
Передвижение короткой дуги необходимо выполнять с особым вниманием – малейшее отклонение руки потушит ее.
Для облегчения процесса опытные специалисты рекомендуют использовать электроды ESAB. Их обозначают аббревиатурой ОК. Лучшим выбором будут ОК 63.34 – он отличается универсальностью работы.
Для тонкостенных конструкций следует отдать предпочтение ОК 63.20.
Можно ли варить сталь?
Прямых запретов на подобную деятельность не существует, однако опытным путем было установлено, что при сварке стали нержавеющими стержнями в зоне вокруг шва начала активно развиваться коррозия. Примечательно, что сам шов абсолютно не страдает.
Это интересно: Объем газового баллона, максимальный объем пропановых бытовых баллонов
Подготовка к сварке
Электроды для чугуна могут применяться профессионалами и домашними мастерами. В любом случае необходима предварительная подготовка изделий к этому процессу. Она заключается в очистке соединяемых поверхностей от загрязнений, ржавчины, пятен жира и краски. Также необходимо убрать оксидную пленку.
Свариваемые кромки необходимо подвергнуть шлифовке. При наличии на поверхностях трещин, неровностей, сколов существует опасность того, что в процессе сварочного процесса расплавленная масса начнет вытекать из этих трещин и других дефектов.
Наиболее значимой частью предварительной подготовки, когда используются чугунные электроды, является прогревание заготовок перед началом сварки. Чугун начинает плавиться при достаточно низкой температуре, достигающей 1200-1250 градусов. Из этого следует, что и предварительный нагрев изделий не должен превышать 500-700 градусов. Прогревать следует не только место будущего соединения, но и небольшую зону вокруг него. Такие действия позволят максимально снизить вероятность растрескивания чугуна.
Если сварка производится в промышленных условиях, то для предварительного прогревания используются особые тигли. Когда работы проводятся в домашних условиях, то можно применить газовую горелку, а работы производить в гараже.
Защитные покрытия электродов для ручной дуговой сварки
В состав защитных покрытий, наносимых на электроды, входят различные компоненты,
выполняющие определённые функции:
1. Газообразующие компоненты. К ним относятся неорганические вещества, такие
как мрамор CaCO3 и магнезит MgCO3 и др. и органические, такие как крахмал, древесная
мука и т.п.
2. Шлакообразующие компоненты. Эти вещества составляют основу защитного покрытия.
Чаще всего роль шлакообразователей играют руды (марганцовая, титановая) или
различные минералы (ильменитовый концентрат, рутиловый концентрат, полевой шпат,
кремнезём, гранит, мел, плавиковый шпат и др.).
3. Легирующие элементы и элементы раскислители. Это кремний, марганец, титан,
никель, хром и др. Как раскислитель, часто используется алюминий, который вводится
в поскрытие в виде металлического порошка.
4. Связующие компоненты. Основным компонентом, применяемым для связки всех
составляющих, является жидкое стекло. Жидкое стекло представляет собой водные
растворы силикатов калия и натрия.









5. Формовочные элементы. Это вещества, которые придают покрытию пластичность.
Для этой цели используют бетонит, каолин, декстрин, слюда и другие компоненты.
Для ровного горения электрической дуги в состав покрытия входят соли щелочных
металлов, жидкое стекло и др. Для увеличения производительности в состав покрытия
входит железный порошок, доля которого может достигать 60% от всей массы покрытия.
Как выбрать электроды для сварки
Какие выбрать электроды по алюминию для инверторной сварки, а что лучше для работы с нержавейкой? От правильного ответа на этот вопрос зависит не только качество шва, но и надёжность, долговечность создаваемой металлоконструкции
При выборе стоит обратить внимание на маркировку, учесть толщину, состав обмазки и рекомендации пользователей
Электроды для нержавейки
Подбирать расходники стоит с учётом используемой технологии. Прочный шов при аргонной сварке можно сформировать с помощью вольфрамового электрода. При применении ММА рекомендуется устанавливать электроды с рутилово-кислым покрытием. Состав обмазки позволяет создать среду, которая обеспечивает формирование шва со свойствами, не уступающими по характеристикам нержавейки. Состав стержня и металла должен иметь аналогичные параметры.
Электроды для алюминия
Металл отличается низкой температурой плавления, но на его поверхности формируется тугоплавкая оксидная плёнка. Для работы необходимо использовать электроды для сварки алюминия с обмазкой, которая содержит вещества, удаляющие слой с высокой температурой плавления. Это соединения фтора, хлора, которые образуют флюс, расплавляющий плёнку оксида алюминия. Сердечник должен иметь в составе легирующие компоненты – марганец, кремний, магний. Эти элементы улучшают качество шва, повышают его термостойкость.
Лучшие результаты достигаются, если варить алюминий в инертной атмосфере. Для аргонодуговой сварки применяют неплавящиеся изделия из вольфрама с добавкой иттрия или тория.
Электроды для чугуна
Для работы с хрупким металлом редко используют угольные, графитовые или вольфрамовые стержни по причине их высокой стоимости. Для выполнения задач лучше применять специальные электроды для сварки чугуна на основе меди, никеля или сплавов на основе этих двух металлов. Лучшие результаты у расходников с кислым покрытием, которые создают оптимальную атмосферу для создания прочного шва. Металл пористый, поэтому рекомендуется выбрать стержни с хорошей производительностью наплавки.
Электроды для труб, швеллеров и тонкого металла
При работе с трубами учитывается не только толщина стенок, но и особенности выполнения поставленных задач. Важную роль играет пространственное положение. Лучшие результаты дают расходники с рутиловым покрытием, которыми можно варить в любом положении. Плавление выполняется только снаружи. Получить в этих условиях аккуратный корневой вал без дефектов помогут LB электроды.
Швеллера применяют для усиления конструкций, которые находятся под высокой нагрузкой. Особенностью проката является повышенная толщина металла, которая у боковых кромок может достигать 13 мм при стенках 4,5 мм. Необходимо использовать расходники, которые справятся с толстой сталью и окисленными поверхностями, так как на балках часто есть слой ржавчины. Изделия должны работать в любом пространственном положении, так как часто возникает необходимость в вертикальных соединениях.
При плавлении тонкого металла важную роль приобретает диаметр электрода. Толстые стержни создают большое сопротивление и при маленьких токах. По этой причине стоит выбрать расходники 1,5-2 мм в диаметре.
Электроды для новичков
В процессе плавления не все марки изделий ведут себя одинаково. Разбрызгивание, плохая видимость ванны, задымление, нестабильная дуга могут стать причиной проблем для начинающих
Какие электроды лучше для сварки использовать новичкам? Стоит обратить внимание на то, какие марки формируют аккуратный стык, легко отлетающий шлак. Самыми простыми в работе являются рутиловые модели, в ассортименте которых легко выбрать марку с низкой ценой и высокими сварочными характеристиками
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.








Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.
Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.
Особенности нержавейки
Методика работы с нержавеющей сталью не схожа с обычной. Это обусловлено тем, что нержавейка более устойчива к коррозийным процессам, именно поэтому практически все изделия, выполненные из нержавейки, находятся под давлением и с водой. Многие начинающие сварщики сталкиваются с тем, что после того, как шов застывает на нем образуются течи. Для того, чтобы понять, как заварить поврежденный участок в домашних условиях, необходимо знать физические свойства металла.
Главная характеристика нержавеющей стали — высокий коэффициент расширения, именно поэтому при нагреве дистанция между молекулами становится больше, чем у других металлов. Когда она остывает, изделие начинает стягиваться до своих исходных параметров. Посторонний материал, который входит в состав шва и имеет коэффициент расширения намного ниже, будет постоянно рваться, в итоге будут появляться микротрещины, из-за которых и будет происходить течь
Очень важно подобрать сварочные электроды для нержавеющей стали, благодаря которым будет налажен контакт между основным и присадочным металлом
Многие пользователи постоянно задаются вопросом: можно ли заварить нержавейку, ведь характерной чертой этого материала считается низкий температурный режим плавления. Мощный нагрев от электрической дуги приводит к перегреву участка соединения и все легирующие элементы, обеспечивающие защиту от ржавления, тут же выгорают и лишаются своих свойств.
Еще одна трудность, которая может возникнуть, в процессе сварки деталей из нержавеющей стали, — это реакция углерода на попадание кислорода в сварочную ванну. Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете
Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов
Типы электродов и их применение
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и для наплавочных работ), технологическим особенностям (для сварки в различных пространственных положениях, для сварки с глубоким проплавлением и для ванной сварки), виду и толщине покрытия, химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла шва и способу нанесения покрытия (опрессовкой или окунанием ).
Основными требованиями для всех типов электродов являются:
- обеспечение стабильного горения дуги и хорошего формирования шва;
- получение металла сварного шва заданного химического состава;
- спокойное и равномерное расплавление электродного стержня и покрытия;
- минимальное разбрызгивание электродного металла и высокая производительность сварки;
- легкая отделимость шлака и достаточная прочность покрытий;
- сохранение физико-химических и технологических свойств электродов в течение определенного промежутка времени;
- минимальная токсичность при изготовлении и при сварке.
Все электроды для ручной сварки можно разделить на следующие группы:
- «В» — для сварки высоколегированных сталей с особыми свойствами – 49 типов;
- «Л» — для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа – пять типов (Э70, Э85, Э100, Э125, Э150);
- «Т» — для сварки легированных теплоустойчивых сталей – девять типов;
- «У» — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву;
- «Н» — для наплавки поверхностных слоев с особыми свойствами — 44 типа.
Цифры в обозначениях электродов для сварки конструкционных сталей означают гарантируемый предел прочности металла шва.
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытиями.
По виду покрытия электроды подразделяются: с кислым покрытием — А; с основным покрытием — Б; с целлюлозным покрытием — Ц; с рутиловым покрытием — Р; с покрытием смешанного вида — с двойным обозначением; с прочими видами покрытий — П.
Выпускаемые промышленным способом электроды в зависимости от допустимого пространственного положения сварки могут делиться на четыре группы:
- электроды, которыми можно варить во всех положениях шва — 1;
- электроды, предназначенные для всех положений, кроме вертикального сверху вниз — 2;
- для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
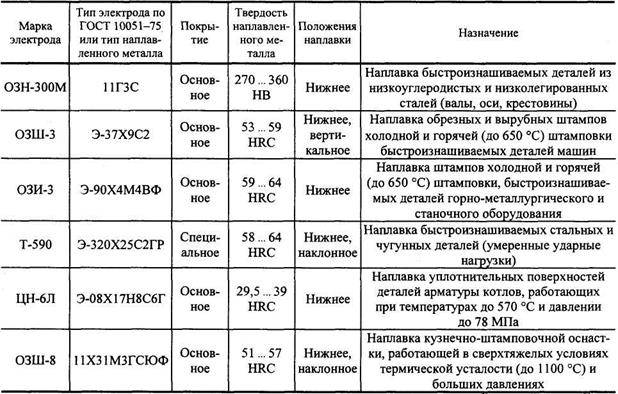
Электроды обозначаются буквой «Э», а затем следуют цифры, указывающие прочностные характеристики наплавленного металла. Например, обозначение Э-42 указывает, что электроды этого типа обеспечивают минимальное временное сопротивление 420 МПа. Если в обозначении после цифр стоит буква «А», то это означает, что этот тип электрода обеспечивает более высокие пластические свойства наплавленного металла. Электроды различают по маркам, которые указаны в их паспорте. Одному и тому же типу электродов может соответствовать несколько марок. К примеру, электродам типа Э-46 соответствуют марки АНО-4, МР-3 и некоторые другие; для электродов типа Э-42 соответствуют марки УОНИ-13/45 и СМ-11. Область применения некоторых типов электродов можно определить по таблице.
Типы электродов и их применение
| Тип электрода | Относительное удлинение, % | Назначение |
| Э70 Э85 Э100 Э125 Э150 | 14 12 10 8 6 | Сварка легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением 600 МПа |
| Э55 ЭбО | 20 18 | Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением 500-600 МПа |
| Э38 Э42 Э46 Э50 | 14 18 18 16 | Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением до 500 МПа |
| Э42А Э46А Э50А | 22 22 20 | Сварка углеродистых и низколегированных инструкционных сталей с повышенными требоваиями к пластической ударной вязкости |
Примечание: Для электродов типа Э70, Э85, Э100, Э150 механические свойства указаны после термообработки.
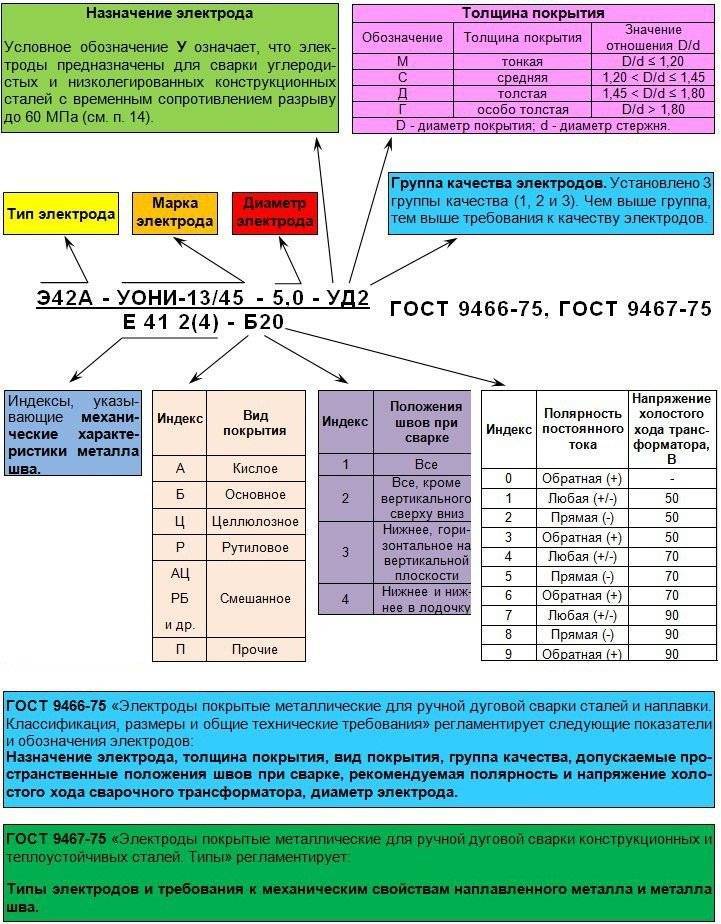
Перед сваркой необходимо ознакомиться с надписью на этикетке пачки. К примеру, если на упаковочной пачке стоит условное обозначение:
Э42 – УОНИ- 134/45 – УД
Е432(5) – Б1 = ОП то это означает:
- Э42А — тип электрода с прочностной 420 Мпа; УОНИ — 13/45 — марка электрода;
- 3 — диаметр электрода = 3 мм:
- У — назначение электрода для сварки углеродистых и низкоуглеродистых сталей;
- Д — электрод с толстым покрытием;
- Е432(5) — группа индексов, указывающих характеристики наплавленного металла;
- Б — вид покрытия;
- 1 — для всех пространственных положений;
- = ОП — постоянный ток обратной полярности.
Выбор диаметра электрода при сварке
Диаметр электрода является одним из основных параметров режима ручной дуговой сварки. Он определяется исключительно диаметром его металлического стержня, толщина обмазки не учитывается. От чего зависит выбор диаметра электрода? Основным показателем для выбора является толщина свариваемого металла, но должны учитываться тип сварного соединения, форма подготовленных кромок под сварку, положение шва в пространстве, химический состав свариваемого металла. От того, насколько правильно подобраны электроды, зависит качество выполненного сварного соединения.
Для стыковых соединений при сварке в нижнем положении диаметр электрода выбирают в зависимости от толщины металла используя следующую таблицу:
| Толщина металла, мм | 1-2 | 3-5 | 6-11 | 12-24 | 25 и более |
| Диаметр электрода, мм | 1,6-2 | 2,5-3 | 4-5 | 5-6 | 6 и более |
Выбор тока для сварки электродами
При этом необходимо знать, что применение электродов диаметром свыше 6 мм ограничено из-за их большой массы. Кроме того, при работе такими электродами сложно проварить корень шва.






При сварке встык металла толщиной до 4 мм чаще всего на кромках фаски не делают и сварку производят в один слой. Если свариваемый металл большей толщины, то, для получения качественного шва, на кромках обрабатывают фаски и сварной шов делают многослойным. В многослойных стыковых швах первый слой выполняют электродом диаметром 2-3, редко 4 мм, последующие слои выполняют электродами большего диаметра.
При сварке тавровых, угловых соединений и соединений внахлестку существует такое правило выбора диаметра электрода:
-для швов, выполняемых за один проход, применяют электроды диаметром 2-6 мм в зависимости от толщины металла (см. таблицу выше);
-для швов, выполняемых в несколько слоев, первый слой делают электродами диаметром 2, 3 мм. Чем ответственнее конструкция, тем меньше диаметр применяемого электрода, что способствует получению хорошего провара в корне шва, уменьшает нагрев основного металла, а, следовательно, снижает сварочные напряжения и деформации.
Некоторые рекомендуют при выполнении тавровых и угловых соединений принимать во внимание требуемый размер катета шва. При катете шва 3-5 мм сварку производить электродом диаметром 3-4 мм, при катете 6-8 мм применять электроды диаметром 4-5 мм
Сварку в вертикальном положении производят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром не более 4 мм.
При этом каждому выполняющему сварочные работы надо знать, что не всегда толщина металла служит единственным критерием при выборе диаметра электрода. Опытные сварщики знают, что важны еще и его свойства, свойства материала свариваемого изделия. К сожалению, учесть это можно только опытным путем или попытаться узнать эту информацию на специализированных форумах, так как четких инструкций на это счет нет.
- Что дает смена полярности при сварке электродами
- Какими электродами лучше варить инвертором
- Какими электродами варить тонкий металл
- Сколько может выдержать шов после сварки электродами
- Какие электроды образуют минимальное количество шлака
- Какой расход электродов на 1 кг металла
- Расход электродов
- Покрытия электродов
- Движение электрода
- Учебные электроды
- Хранение электродов
- Для сварки инвертором
- Заводы электродов
Электроды Электроды x-treme Электроды для жаростойких сталей