Сферы применения зенковки
Зенкование и зенкерование, несмотря на то, что используются для обработки предварительно подготовленных отверстий, имеют ряд принципиальных отличий. Основным назначением зенкования является формирование в верхней части предварительно подготовленного отверстия конических или цилиндрических углублений, которые необходимы для того, чтобы скрывать головки используемых крепежных элементов.
Коническая зенковка с хвостовиком Морзе тип 8, материал режущей части — сталь HSS (аналог Р6М5)
По степени чистоты формируемого в процессе выполнения зенкования углубления такую технологическую операцию относят к получистовой. Как правило, ее выполняют перед развертыванием отверстий в заготовках из различных материалов. В качестве оборудования, на котором выполняется зенкование, могут использоваться сверлильные, токарные, фрезерные и расточные станки. Отличительной особенностью такой технологической операции является то, что выполняют ее на малых оборотах, совершаемых зенковкой или обрабатываемой заготовкой.
По конструктивному исполнению различают зенковки:
- конические (ГОСТ 14953-80);
- цилиндрического типа.
Типы конических зенковок
Отдельную категорию зенковок составляют шарошки, которые изготавливаются из твердосплавных материалов и используются преимущественно для выполнения шлифовально-обдирочных работ. Еще одним типом зенковок, которые применяются для обработки и снятия фасок в отверстиях, расположенных в труднодоступных местах, являются инструменты обратного типа. Специалисты, которые часто работают с зенковками данного типа, предпочитают иметь в своем распоряжении целые их наборы, которые позволяют выполнять обработку отверстий с различными геометрическими параметрами.
Шарошка – разновидность зенковки, используемая для прирезки клапанов двигателя внутреного сгорания
Выпускаемые по ГОСТ 14953-80 зенковки конические имеют стандартную конструкцию, составными элементами которой являются хвостовик и рабочая часть с передним концом, заточенным под конус. Угол конуса, который формируют боковые поверхности передней части такой зенковки, может составлять 60, 75, 90 или 120°. ГОСТ 14953-80 регламентирует и количество зубьев на рабочей части, которое зависит от ее диаметра.
Так, на зенковках различных диаметров (12–60 мм) может содержаться от шести до двенадцати режущих зубьев. В зависимости от длины используемого для обработки инструмента, которая также регламентируется положениями нормативного документа, для его поддержки на станке может использоваться цапфа, обеспечивающая соосность формируемой поверхности.
Типы стандартных конических зенковок
Цилиндрические зенковки, в отличие от конического инструмента (выпускаемого по требованиям, которые оговаривает ГОСТ 14953-80), целенаправленно используются для подрезания фасок под металлические изделия. Рабочая часть такой зенковки, обычно имеющая износоустойчивое покрытие, напоминает сверло, но отличается от него большим количеством режущих зубьев. В зависимости от диаметра рабочей части, на ней может быть от 4 до 10 режущих зубьев. Чтобы надежно зафиксировать положение такого инструмента в процессе его работы, на его торце имеется специальная направляющая цапфа – цельная или съемная. Наиболее удобными и практичными в использовании являются зенковки со съемными цапфами. Кроме того, для большей эффективности выполняемой обработки на зенковку могут устанавливать дополнительную режущую насадку.
Для того чтобы при помощи одной зенковки обработать несколько отверстий на одну глубину, инструмент оснащают специальной державкой с ограничителем, который может быть неподвижным или вращающимся. Режущий инструмент в таком случае крепится в державке, а его рабочая часть выступает из ее упора на величину, равную глубине обрабатываемого отверстия.
Эти фаски на отверстиях были выполнены конической зенковкой
Материалом для изготовления зенковок могут служить различные металлы и сплавы, в частности:
- углеродистые инструментальные стали;
- легированные быстрорежущие стальные сплавы;
- твердосплавные материалы.
Для обработки отверстий, выполненных в мягких металлах, а также в таких материалах, как дерево или пластик, применяются зенковки, изготовленные из стальных сплавов. Если же необходимо выполнять обработку отверстий, которые выполнены в изделиях из более твердых металлов, то для этого используют твердосплавные зенковки. Последние в состоянии выдерживать значительные нагрузки, возникающие при обработке металлов с высокой твердостью.
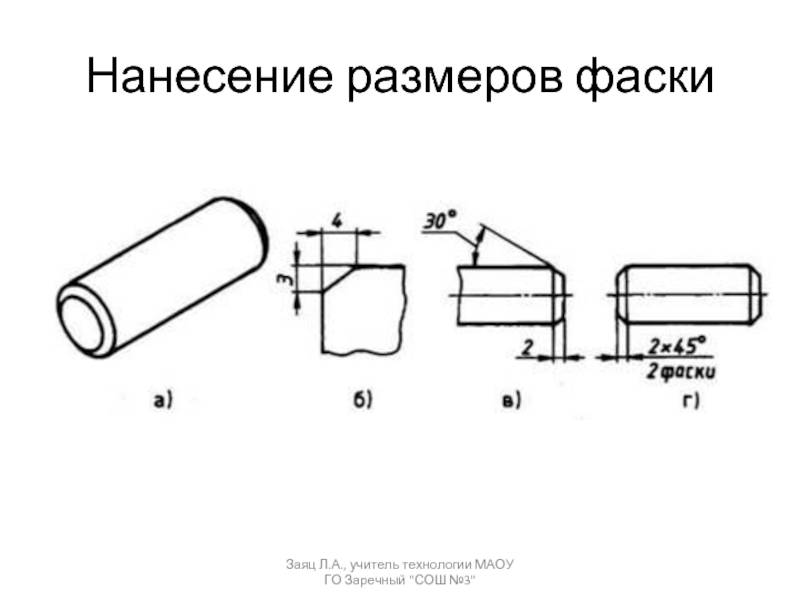
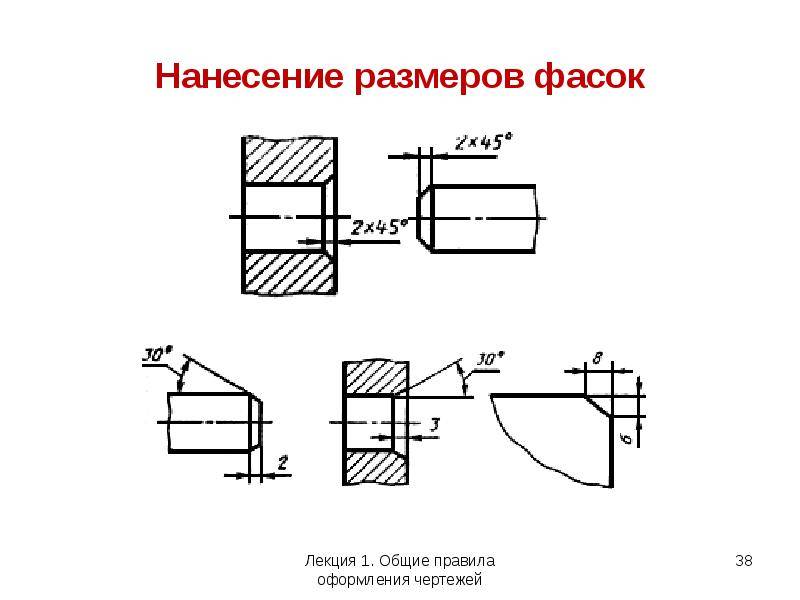
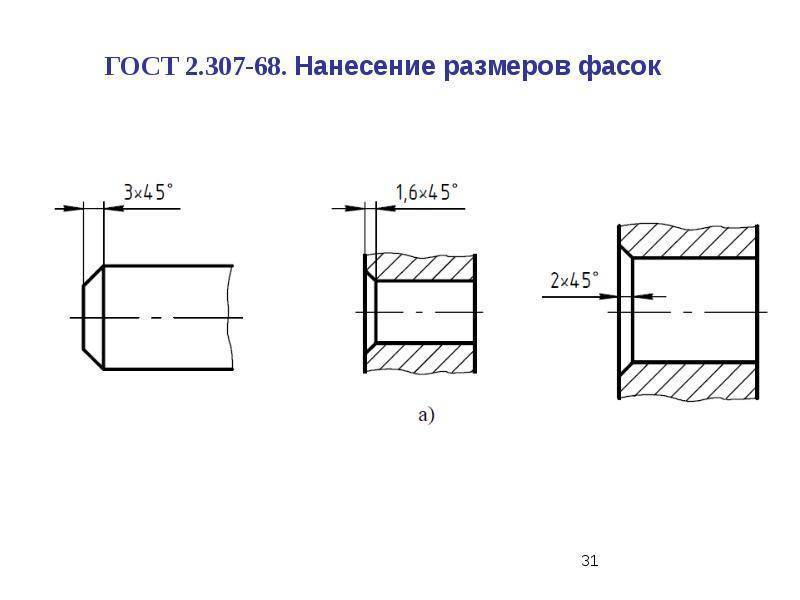
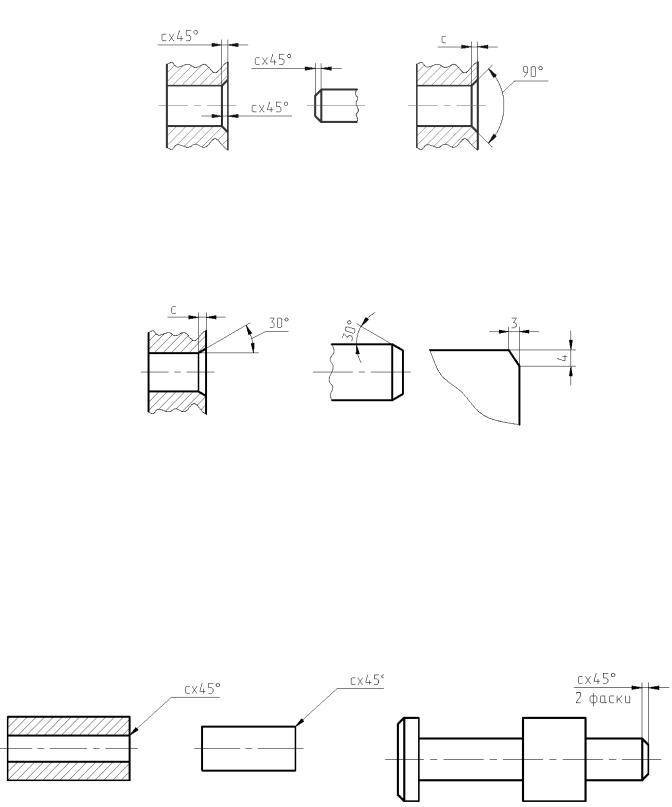
Нанесение размеров
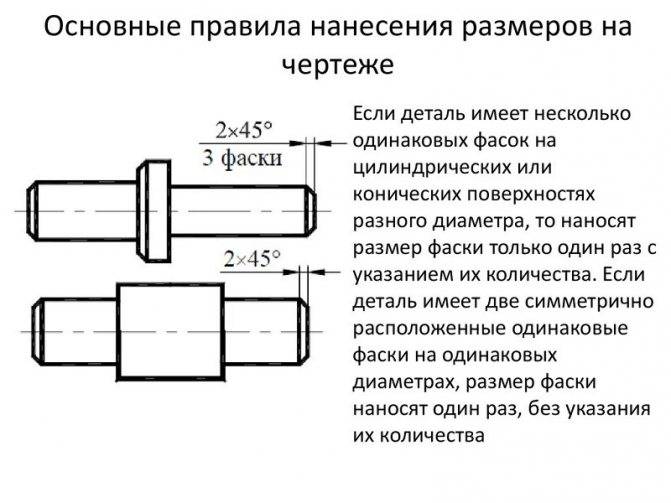
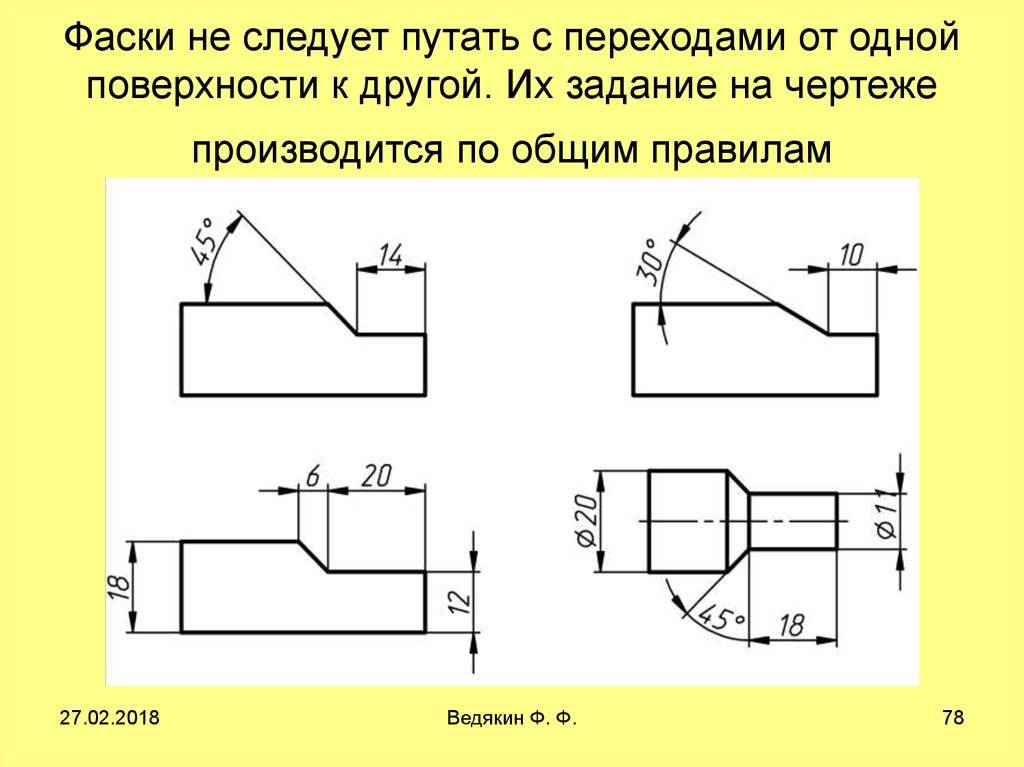
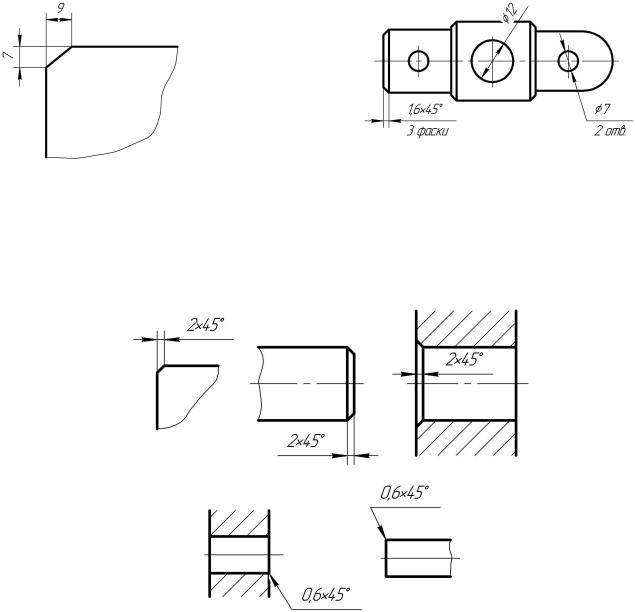
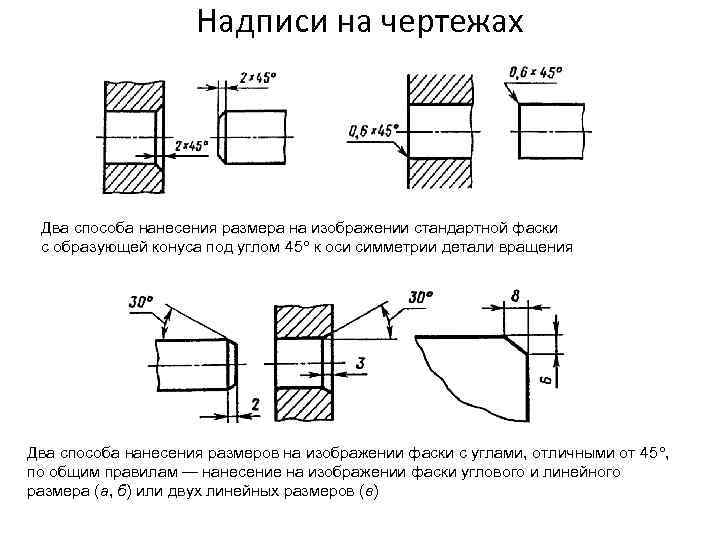
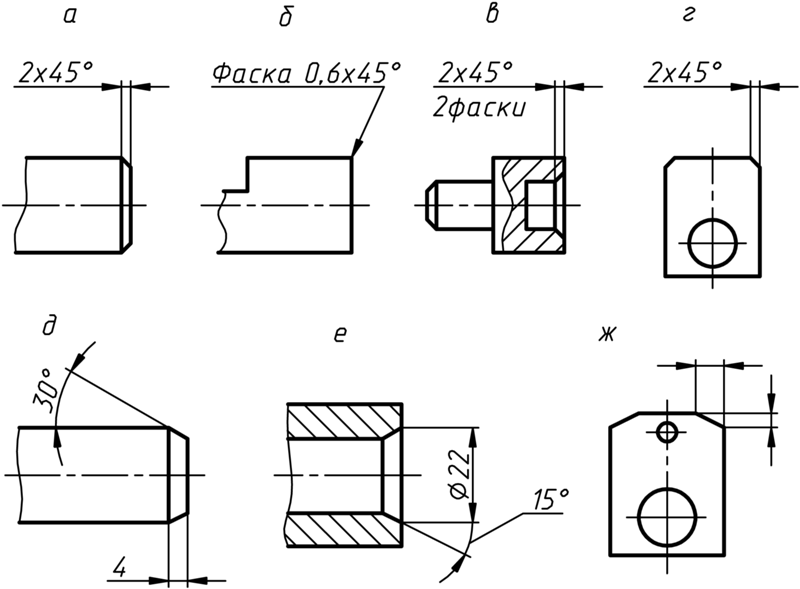
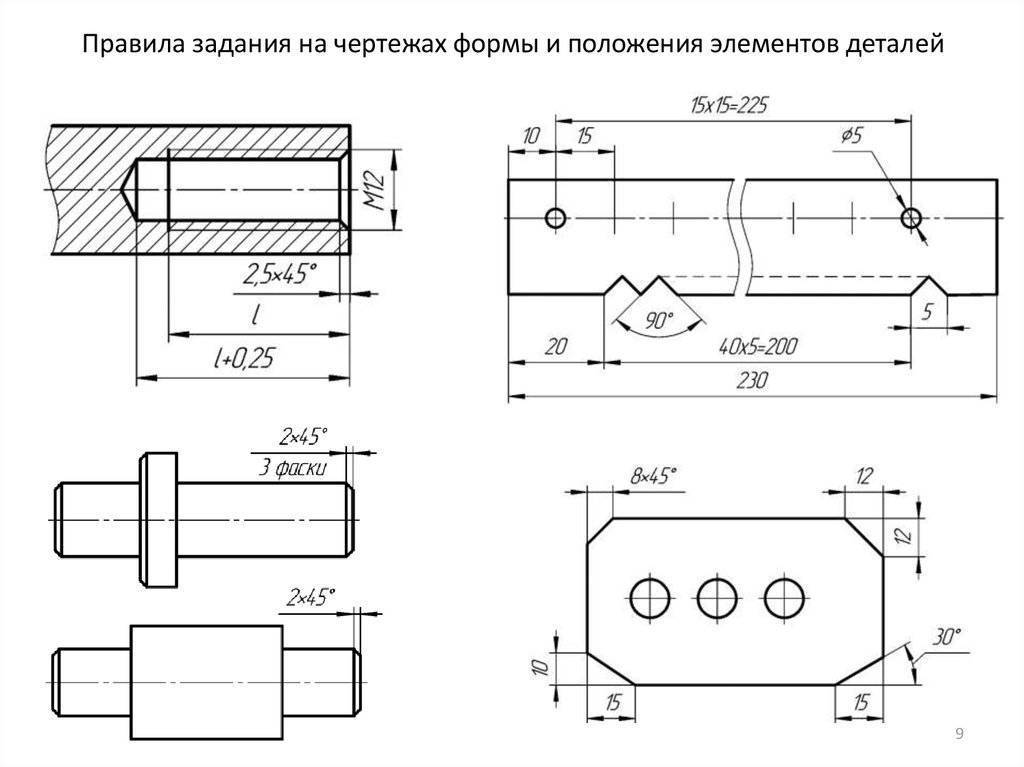
Стандартными и чаще всего используемыми являются скругления, выполненные под углом 45 градусов. Поэтому если на чертеже отсутствует точное значение, подразумевается именно этот наклон. В противном случае, когда должен быть использован другой угол, например, 30 градусов, необходимо указать подобную особенность. Сделать это можно теми же способами — с помощью выносной линии, а также применив линейные обозначения размеров.
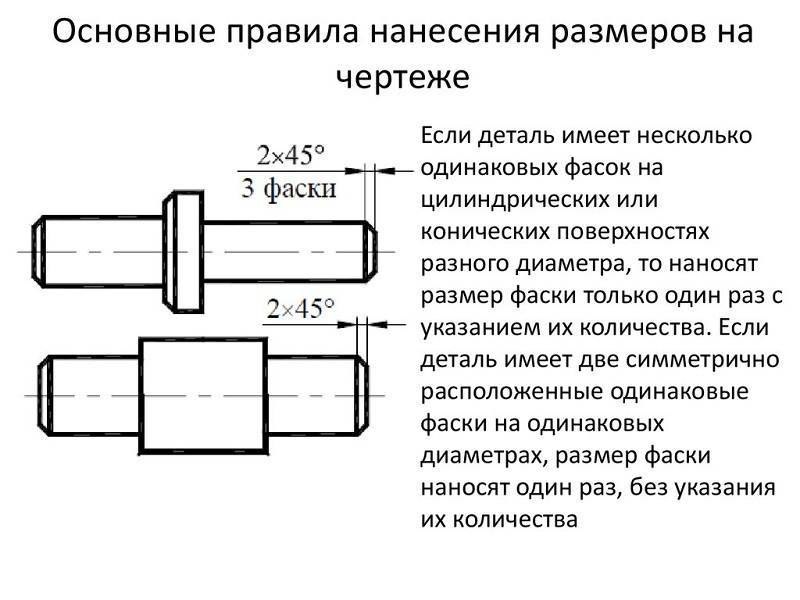
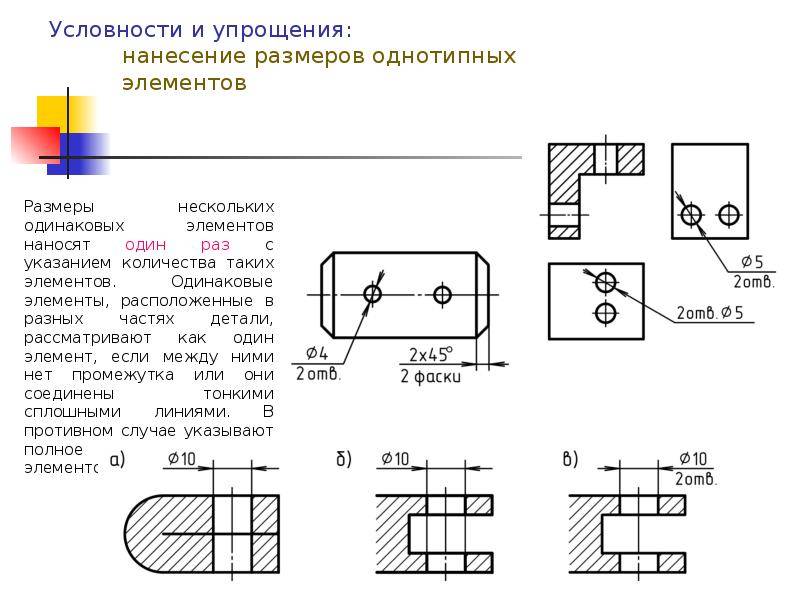
Наличие на чертеже 2 фасок, которые расположены симметрично и на одинаковом диаметре, требует указания их величины без дополнительных пометок. Но если диаметр нанесения различен (например, объект представляет из себя конус или цилиндры разного радиуса), необходимо указать их точное количество. При этом стоит учесть, что скосы на внутренних и внешних поверхностях суммируются отдельно, даже когда их величины одинаковы. В случае, когда деталь имеет закономерно меняющийся диаметр, возможно использовать разрывы, чтобы не усложнять чертеж. Нанесение размеров фаски при этом выполняется в обычном виде, учитывается лишь волнообразная линия, которую нельзя использовать функционально, так как она определяет пропущенное расстояние.
Возможно следующее решение: одинаковые для всех параметры указываются в описании под цифровым обозначением (1, 2, 3 и т. д.), а непосредственно на чертеж переносится лишь номер ссылки в описании. В результате отпадает необходимость ставить размер в каждом отдельном случае. Однако стоит помнить, что идентичную величину, которая встречается в других местах, нужно обозначать этой же цифрой, даже если она относится к другой странице.
Во многих отраслях промышленности для обработки дерева, стали и других материалов используются машинные комплексы, в которые чертежи закладываются автоматически. В этих случаях для обеспечения безопасности и лучшего контакта с соседними узлами и деталями фаски предусматриваются заранее. В зависимости от вида производства, возможно термическое или механическое воздействие, заменить которое ручным трудом не представляется возможным
Поэтому крайне важно выполнять техническое изображение продумано, не забывая указать точные числовые обозначения фасок, а также их количество
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
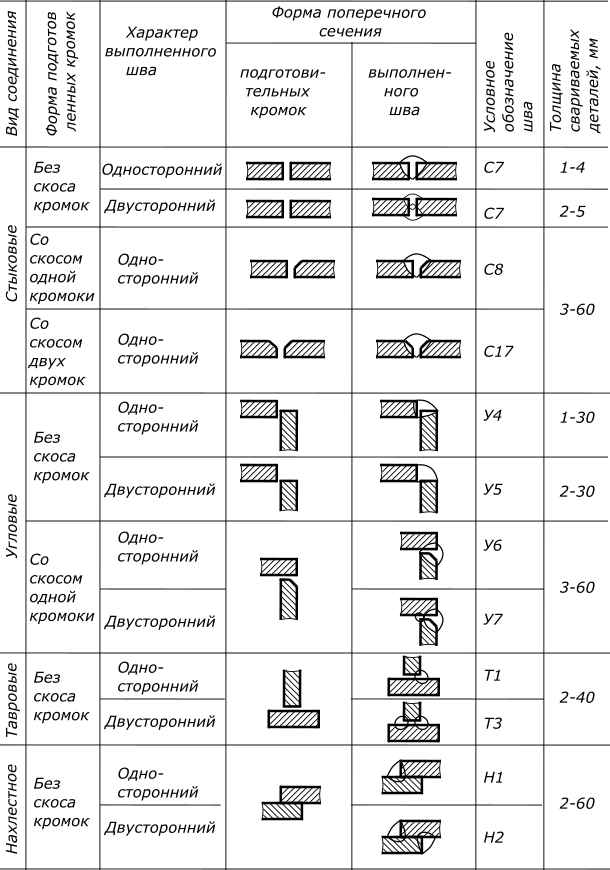
Виды фасок
Под видом такой обработки понимают получаемую форму поверхности. Её срезают несколькими способами. Эти способы обозначаются латинскими буквами «Y», « X» и «J». В некоторой литературе и справочниках по металлообработке можно встретить другое обозначение «V», «K», и «U». Эти обозначения указывают на метод получения необходимого среза.
Наиболее распространённым является первые два метода. Такие виды фасок получают с помощью стандартного металлорежущего инструмента на различных обрабатывающих станках: токарных, фрезерных, комбинированных, станках с ЧПУ.
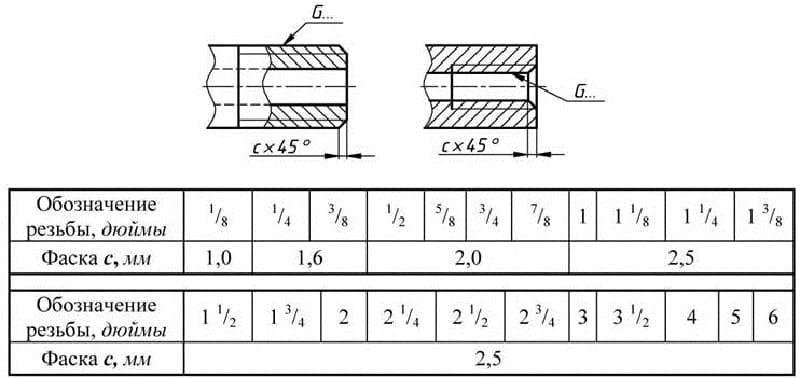
Так же получают фаски под резьбу по ГОСТ. В настоящее время разработанные методы и оборудование позволяют получать стандартные размеры фасок.

В большинстве случаев порядок и правила получения фасок, геометрические размеры, правила нанесения на чертежах определяется установленным ГОСТ 10549-80.
Он устанавливает допустимые значения следующих параметров:
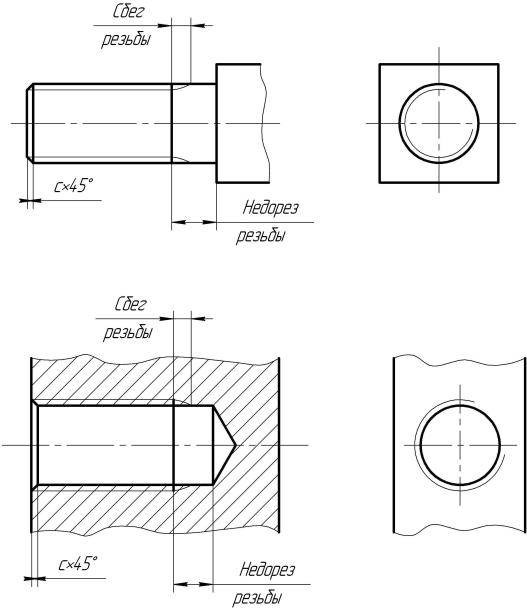
- параметры сбега резьбы;
- допустимые размеры недореза;
- величину разрешённых проточек на выходе применяемого инструмента для нарезания резьбы;
- размеры фасок в зависимости от диаметра и вида наносимой резьбы (метрической или дюймовой, трубной, конической, трапециевидной);
- для наружной резьбы установлены величины размеров сбега и недореза.
Для получения более сложного вида фаски «J» применяются специальные фаскосниматели. Этот вид чаще используется при подготовительных работах перед проведением сварки. Благодаря такой форме получается сварочная ванна большего объёма, что способствует получению более крепкого и качественного шва.
В некоторых случаях применяются другие индивидуальные формы разделки кромок. В этом случае порядок их выполнения приводится в других стандартах или технических условиях. Например, в стандарте №5264 от 1980 года приведены правила для изготовления стыка со сломанным скосом кромки.
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка – это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение – прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка – это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
- ГОСТ 5264-80 – это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 – значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 – показатель чистоты поверхности лицевой стороны, Rz80 – обратной стороны.
Пример 2
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.

![[команда автокад фаска] как сделать фаску (произвести скос углов)](https://stankotk.ru/wp-content/uploads/7/2/4/724fba941e0d12619469ae4bf0b4c93f.jpeg)


Пример 4
Сварочное соединение под наклоном
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод – расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
Деревянные полы
При настилке полов деревянными досками нужно учесть много нюансов. Это и качество материала, и степень его просушки, и условия, при которых будет эксплуатироваться поверхность. Если с двумя первыми вопросами можно легко определиться заранее, то условия эксплуатации пола не всегда можно спрогнозировать достоверно. В этом случае применяется фаска. Что это такое — пояснялось выше. Она не только позволит выглядеть полу более аккуратно и красиво, но и поможет избежать видимых щелей между досками, которые обязательно появятся со временем.
Затем он может направляться вдоль заготовки без особых усилий. Машина имеет протяжный инструмент, который установлен на эксцентриковом валу. Вал перемещает протяжный инструмент вверх и вниз. Если машина теперь расположена на краю материала, это движение разрезает материал по ширине протяжного инструмента под заданным углом. Если машина теперь направляется равномерно вдоль кромки материала, фаска образуется постепенно. Движение протяжного инструмента вызывает рифленый рисунок на поверхности фаски.
При приготовлении сварного шва образец играет второстепенную роль, так как при сварке расплавляется материал. Подготовка сварного шва с краем является экономичной альтернативой фрезерованию. Во-первых, терминологический обзор: при проектировании и механической обработке фаска представляет собой наклонный или угловой угол или край, а филе — закругленный угол или край. Эти края могут быть расположены либо внутри, либо снаружи части.
При работе с массивом дерева может возникнуть вопрос: «Как сделать фаску?» Тем более что деревообрабатывающий станок для этого не совсем подходит. Прежде всего, материал шлифуют начисто (сделать это потом будет невозможно). Для снятия фаски используют с кромочной фрезой на подшипнике. Это позволяет добиться идеального качества обработанной поверхности даже при небольшой кривизне досок.
Способы нарезки кромки
Поэтому возникает вопрос: Как вы выбираете между снятием фаски или филированием острого угла. Чтобы попытаться пролить свет на этот вопрос, ниже приведены некоторые основные факторы, которые следует учитывать при принятии решений о механической обработке.
Сравнение между фаской и филе для внешних кромок
Если вы решите пойти с краем фаски или краем филе, часто будет зависеть от факторов вашего проекта, таких как бюджет и временные ограничения. В приведенной ниже таблице сравниваются некоторые из этих соображений.
Какой метод является самым популярным
Филлеты дают часть лучшего потока и меньше сопротивления. Использование филе также устраняет любые острые края, которые могут быть легко повреждены, или может привести к травме при обработке детали. Это означает, что существует меньший риск отказа от проверки на наличие заусенцев или резкого края.
Как сделать фаску по длине и углу
Команда Фаска расположена на инструментальной панели Геометрия.
Вызываем команду и на Панели параметров выбираем способ построения «По длине и углу»

Указываем необходимую длину фаски и угол
Также важное значение имеют свойства «Усекать элемент 1» и «Усекать элемент 2». Как определить, что такое элементы 1 и 2? При построении фаски необходимо кликнуть по двум объектам между которыми фаска и будет строиться
Элемент 1 — элемент по которому кликаем вначале.
Например, нам нужно построить фаску на углу с длиной 50 мм, углом 30 град и чтобы элемент 1 не усекался. Настройки в этом случае будут иметь вид:

Было вот так:
Вначале указали горизонтальный отрезок, потом вертикальный, получили вот так:

Горизонтальный отрезок, как и указали, не усекся, а вертикальный усекся, длина фаски 50, угол 30.
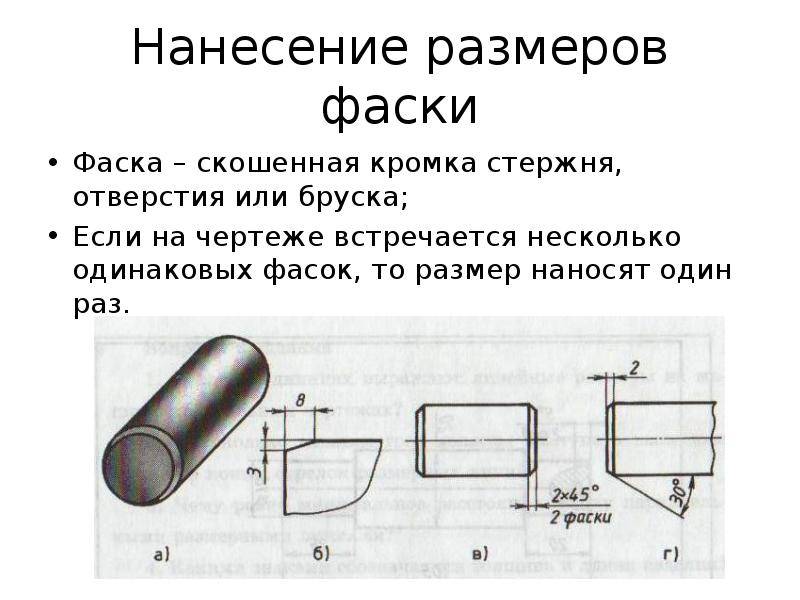
Фаски — это что такое: определение и виды фасок – это что такое
фаска — и, ж. face f., facette f. Скошенная часть острого ребра или кромки на металлических или деревянных изделиях. БАС 1. Постепенно от только профильного изображения перешли к игрушке с различной плотностью дощечек, с отдельными срезами фасками, что… … Исторический словарь галлицизмов русского языка
фаска — грань, срез; сторона, край Словарь русских синонимов. фаска сущ., кол во синонимов: 2 • край (84) • сторона … Словарь синонимов
ФАСКА — ФАСКА, фаски, жен. (см. фас) (спец.). Отточенная сторона лезвия. Обыкновенный плотничий топор, двухсторонний, имеет две фаски (лезвие его заточено с двух сторон). Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ФАСКА — ФАСКА, и, жен. (спец.) Отточенная сторона лезвия, скошенный край картона, стекла. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ФАСКА — ? пск. миска, чашка. Толковый словарь Даля. В.И. Даль. 1863 1866 … Толковый словарь Даля
фаска — лыска — [https://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы лыска EN flat … Справочник технического переводчика
Фаска — скошенный под углом примерно 45° край картонной сторонки из толстого (толщиной более 2 мм) картона. Спуск Ф. применяется при выпуске изданий большого объема в улучшенном оформлении, т. к. Ф. повышает качество переплета … Издательский словарь-справочник
Фаска — – плоскость, образуемая срезом острого ребра кромки под углом 45°, реже 30° (снять фаску). Предназначается для предохранения ребра от сбивания и придания изделию более красивого вида. [Шепелев А. М. Столярные работы в сельском доме.… … Энциклопедия терминов, определений и пояснений строительных материалов
ФАСКА — скошенная часть поверхности детали у торца или в местах перехода; «снять фаску» означает сострогать угол у бруса, плиты и т. п … Большая политехническая энциклопедия
фаска — (фр. facette) скошенная часть острого ребра или кромки на металлических, деревянных, картонных и т. п. изделиях. Новый словарь иностранных слов. by EdwART, , 2009. фаска [ Словарь иностранных слов русского языка
Условное обозначение шероховатости
Для обозначения шероховатости используется условный знак, показанный на рисунке 2. Знак состоит из условного обозначения направления неровности, базовой длины, способа обработки и других указаний. Шероховатость указывается для всех поверхностей изделия, если иное не обосновано требованиями конструкции. Для двусторонних изделий шероховатость задают для каждой из сторон.
Нормируются не только шероховатость, но и допуски, отклонения. Для придания нужных характеристик поверхности формы или тела, на чертеже приводят указание (задание) о процессе обработки, к примеру лазерная резка, фрезерование, сверление, прорезание, протягивание, растачивание и прочее.
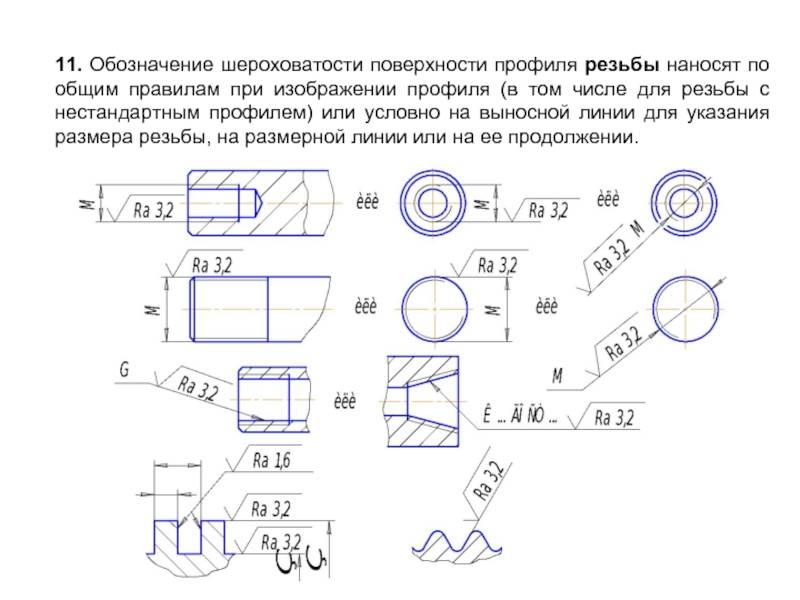 Рисунок 2. Условное обозначение шероховатости
Рисунок 2. Условное обозначение шероховатости
Параметры резьбы
Основными параметрами резьб для труб являются:
- Шаг. Задается количеством витков, которые размещаются на расстоянии в 25,4 мм (1 дюйм). Если в обычной резьбе шагом считают расстояние между средними точками вершин или впадин соседних зубцов, то в трубной подсчитывают число шагов, которое на длине в 25,4 мм может быть 28, 19, 14, 11, 11 1/2 и 8.
- Наружный, средний и внутренний диаметр резьбы. Для внешней (ниппели) и внутренней (муфты) резьб это соответственно расстояние по диагонали между вершинами, серединами гребней и впадинами между ними.
- В технической документации указывается высота профиля, равная расстоянию между спроецированными до острого треугольника вершинами и впадинами, а также их радиус закругления. Аналогичный показатель — это рабочая высота, равная расстоянию между скругленными вершиной зубца и впадиной.
- Угол профиля — показывает угловой размер вершины зубца в градусах, для трубного профиля общепринятый показатель принимают равным 55°.
- Ход — расстояние между любой точкой на поверхности резьбовой насечки до ее проекции при повороте детали на 360°.
- Для конических резьб дополнительно устанавливается угол конуса в градусах и конусность.
Виды зенковок[ | ]
А — сверление сверлом В — Борштанга. Растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком
По форме режущей части зенковки подразделяются на:
- цилиндрические
- конические
- торцовые (цековки).
Цилиндрические зенковки состоят из рабочей части и хвостовика. Для обеспечения соосности отверстия и образованного зенковкой углубления имеют направляющую цапфу.

Конические зенковки также состоят из рабочей части и хвостовика. Для обеспечения соосности отверстия и образованного зенковкой углубления могут иметь направляющую цапфу. Бывают прямые и обратные-двухсоставные (используемые при отсутствии прямого подхода).
Цековки предназначены для зачистки торцевых поверхностей бобышек под шайбы, упорные кольца или гайки.
По диаметру обрабатываемых отверстий:
- для отверстий от 0,5 до 1,5 мм (простые)
- для отверстий от 0,5 до 6 мм (без предохранительного или с предохранительным конусом)
- для отверстий от 8 до 12 мм (с конусным хвостовиком)
Знак диаметра
В тех случаях, когда требуется указать размер диаметра, используют знак в виде окружности с линией «Ø». Этот символ наносят перед размерным числом.
Примеры использования знака диаметра:
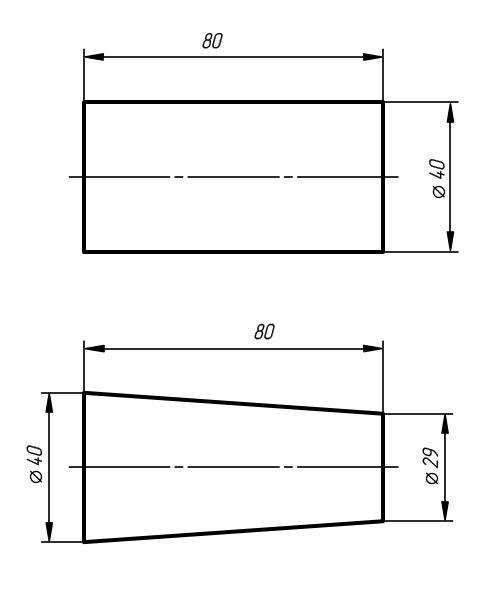
Знаки диаметра на деталях вращения цилиндрической и конической формы
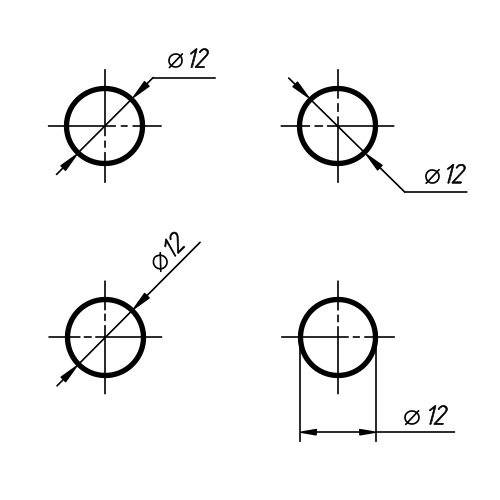
Размеры наносимые при недостатке места на размерной линии
Обозначение размеров при недостатке места для стрелок
Диаметр – это длинна отрезка прямой соединяющей поверхности окружности. Отрезок диаметра, в любом случае проходит только через центр окружности. Обозначают его обычно латинской буквой «D» или знаком «Ø». Если радиус окружности умножить на два, суммой будет диаметр. Все объемные тела, имеющие сферическую форму, а также те, хотя бы одно из возможных сечений которых представляет собой круг, обозначаются символами диаметра. Слово «диаметр» произошло от греческого слова «diametros» – поперечник.

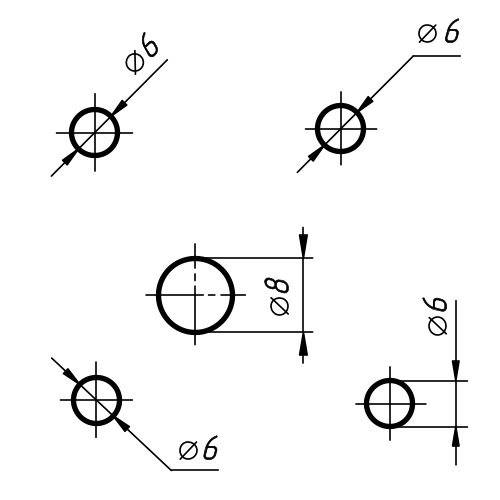
Пример обозначения четырёх отверстий с указанием диаметра
На технических чертежах диаметры обозначаются символом в виде перечеркнутой окружности «Ø». Данный знак, ставится перед размерными числами деталей, которые могут быть как цилиндрическими, так и коническими.
В сечение конус представляет собой прямоугольный треугольник, один из катетов которого параллелен или сосен телу вращения. Его параметры имеют следующими обозначениями: «D» – больший диаметр, «d» – меньший диаметр, «L» – длина. На чертеже диаметры конуса обозначаются цифрами, перед которыми ставятся знаки «Ø» а числовое значение длинны без буквенных обозначений.
К наиболее распространенным деталям с цилиндрическими поверхностями, относятся валы различного назначения. Цилиндрические тела, образованные вращением прямоугольника около одной из его сторон обозначаются диаметром. Гладкие валы имеют некоторые конструктивные особенности, и разделяются на разновидности: прямые, ступенчатые односторонние, ступенчатые двусторонние и тяжелые. К примеру, валы асинхронных двигателей, в которых ротор сопрягается с валом методом запрессовки на наибольший его диаметр, а по обеим сторонам имеются ступени под подшипники, вентиляторы, и шкивы. Двусторонние ступенчатые валы можно встретить так же в различных механизмах там, где требуются, какие либо другие конструктивные особенности. Цилиндрические детали, как правило, имеют общую максимальную длину и наружный диаметр. В зависимости от конкретной конфигурации того или иного изделия в её состав могут входить такие элементы как внутренние и наружные канавки, ступени, выточки и др. с различными диаметрами перед значениями которых ставятся знаки «Ø».
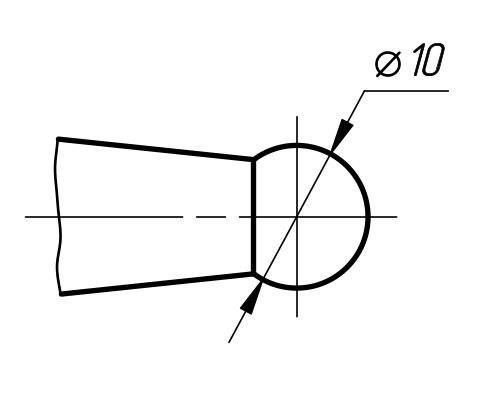
Пример нанесения знака диаметра на сферической поверхности
К деталям с коническими поверхностями относятся инструментальные переходные втулки, у которых наружная и внутренняя поверхность конические. Такие втулки обеспечивают высокую точность центрирования и быстродействие смены инструмента с достаточной жёсткостью при использовании их на станках. Переходные втулки бывают короткие и длинные.
Конические инструментальные детали данного типа называются «конус Морзе» и делятся на номера. Углы, длины и диаметры переходных втулок можно взять из специальных таблиц. В табличных данных используются буквенные обозначения такие как – «d» меньший диаметр, «D» большой диаметр, «L» длина детали. На чертежах диаметры и длины обозначаются цифровыми значениями, причём перед числами диаметра ставится знак «Ø».
«Конус Морзе» – помимо переходных втулок применяется при изготовлении хвостовиков спиральных свёрл, концевых фрез, приспособлений и оправок. Инструментальные конусы фиксируются за счёт упругой и пластической деформации. Для реализации таких соединений в шпинделях фрезерных и токарных станков, предусмотрены конические отверстия для установки вспомогательного инструмента. Кроме того у токарного станка пиноль задней бабки имеет такое же коническое отверстие.
В технике используются большое количество деталей и их элементов для обозначения, которых используется знак диаметра. Для стандартных размеров диаметров используются параметрический ряд, в который входят стандартные размеры. При разработке технических изделий расчётные диаметры округляются до ближайших их величин. При обозначении на технических чертежах знак диаметра должен сопровождаться обозначением оси штрихпунктирной линией, что указывает на круглое сечение участка детали.
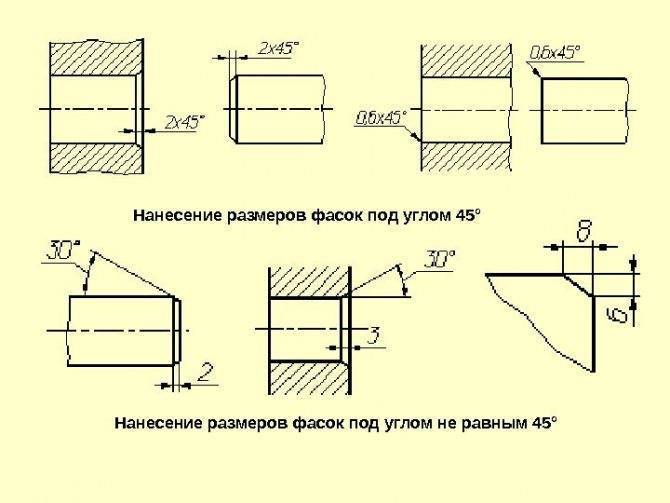
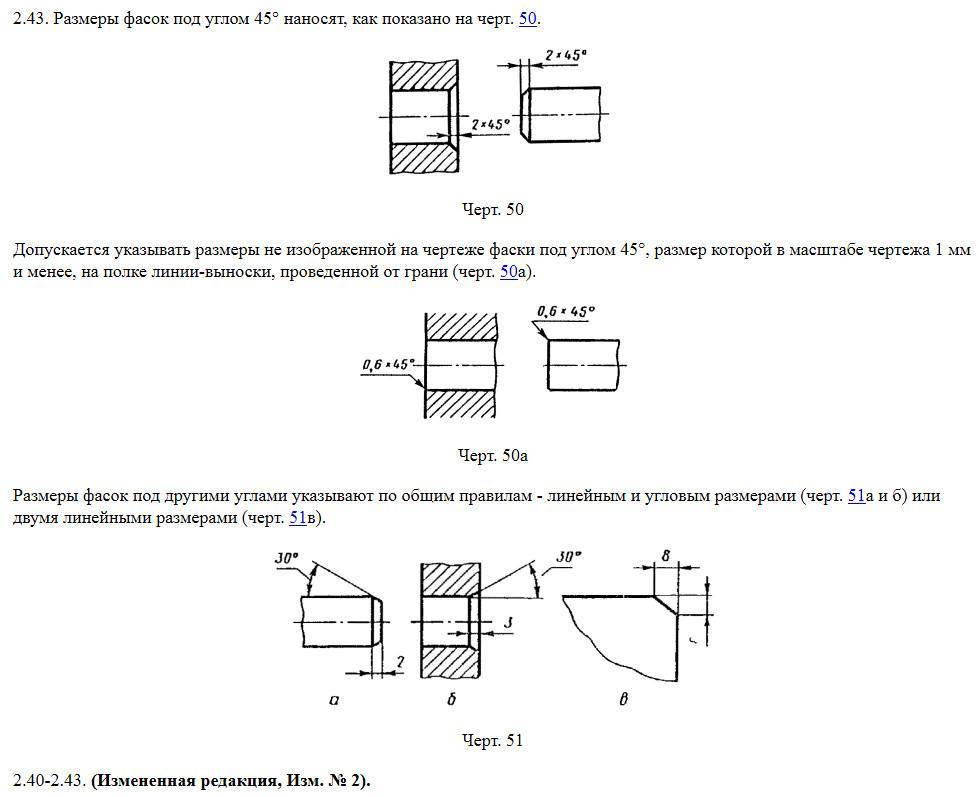
Обозначение на чертежах
Графическое изображение будущей конструкции, узла или агрегата изображается на чертежах в соответствие с Единой Системой Конструкторской Документации. Она определяет порядок и правила нанесения графических изображений, символов и обозначений для каждого элемента. Именно грамотный чертёж позволяет изготовителю понять, как и каким инструментом должна производиться обработка.
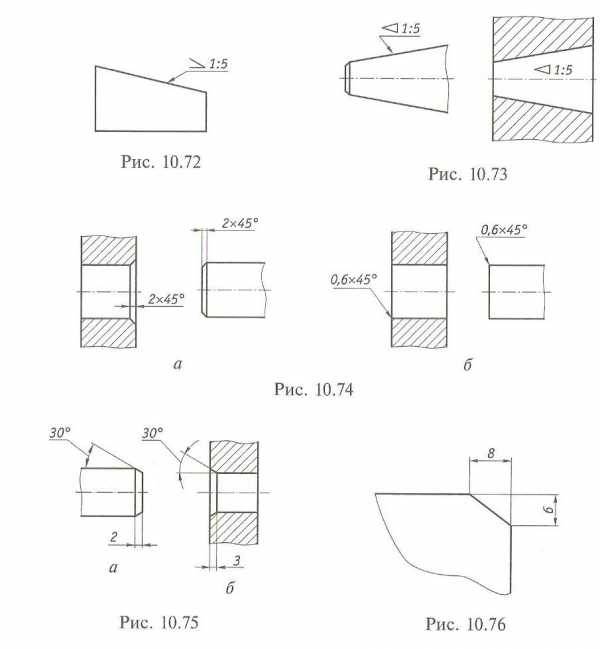
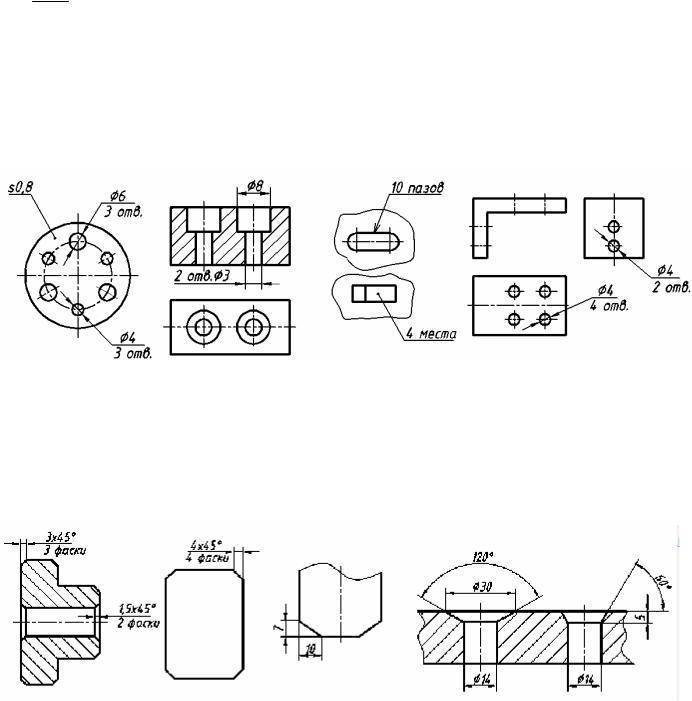
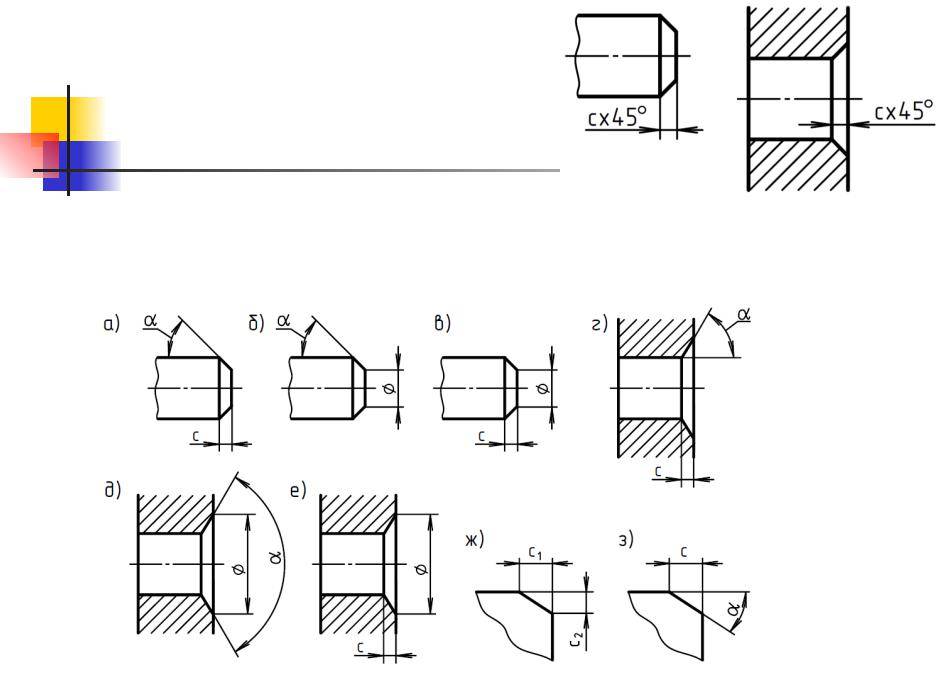
Для фасок на чертеже обозначают:
- ширину скоса;
- значение угла скоса (его величина измеряется относительно главной оси детали или всего агрегата)
Обозначение этих параметров производится в метрической системе измерений. Все линейные размеры обозначаются в миллиметрах, а угловые значения в градусах. В соответствии с требованиями ЕСКД нанесение размеров наносится в определённых местах с указанием, к какому элементу детали или механизма он относится.
На полке, которая графически соединена со стрелкой обозначается значение угла снимаемой фаски (например, 45°). 
При изображении симметричной выборки (под одинаковым углом или одинаковым катетом) допускается указание одного значения. Часто на чертежах указываются два линейных размера, которые характеризуют параметры снимаемой фаски.
Общие положения
4.1. Допуски формы и расположения поверхностей в графических документах указывают с использованием условных обозначений (графических символов) или текстом в технических требованиях в случае отсутствия таких символов.
4.2. Графические символы (знаки) для указания допуска формы и расположения поверхностей приведены в таблице .
Формы и размеры знаков приведены в приложении .
Примеры указания допусков формы и расположения поверхностей приведены в приложении и ИСО 1101 [].
Таблица 1
| Вид допуска | Знак |
| Допуск формы | Допуск прямолинейности |
| Допуск плоскостности | |
| Допуск круглости | |
| Допуск цилиндричности | |
| Допуск профиля продольного сечения | |
| Допуск расположения | Допуск параллельности |
| Допуск перпендикулярности | |
| Допуск наклона | |
| Допуск соосности | |
| Допуск симметричности | |
| Позиционный допуск | |
| Допуск пересечения осей | |
| Суммарные допуски формы и расположения | Допуск радиального биения Допуск торцового биения Допуск биения в заданном направлении |
| Допуск полного радиального биения Допуск полного торцового биения | |
| Допуск формы заданного профиля | |
| Допуск формы заданной поверхности | |
| Примечание- Суммарные допуски формы и расположения поверхностей, для которых не установлены отдельные графические знаки, обозначают знаками составных допусков в следующей последовательности: знак допуска расположения, знак допуска формы. Например: – знак суммарного допуска параллельности и плоскостности; -знак суммарногодопуска перпендикулярности и плоскостности; – знак суммарного допуска наклона и плоскостности. |
4.3. Допуски формы и расположения поверхностей и их значения в электронных моделях изделий указывают в плоскостях обозначений и указаний в соответствии с ГОСТ 2.052.
4.4. Числовые значения допусков формы и расположения поверхностей – по ГОСТ 24643.
4.5. Допуски формы и расположения поверхностей допускается указывать текстом в технических требованиях, как правило, в том случае, если отсутствует знак вида допуска.
4.6. При указании допуска формы и расположения поверхностей в технических требованиях текст должен содержать:
– вид допуска;
– указание поверхности или другого элемента, для которого задается допуск (для этого используют буквенное обозначение или конструктивное наименование, определяющее поверхность);
– числовое значение допуска в миллиметрах;
– указание баз, относительно которых задается допуск (для допусков расположения и суммарных допусков формы и расположения);
– указание о зависимых допусках формы или расположения (в соответствующих случаях).
4.7. При необходимости нормирования допусков формы и расположения, не указанных в графическом документе числовыми значениями и не ограничиваемых другими указанными в графическом документе допусками формы и расположения, в технических требованиях должна быть приведена общая запись о неуказанных допусках формы и расположения со ссылкой на ГОСТ 30893.2.





Например:
«Общие допуски формы и расположения – по ГОСТ 30893.2 – К» или «ГОСТ 30893.2 – К» (К – класс точности общих допусков формы и расположения по ГОСТ 30893.2).
ТЕХНОЛОГИЯ
§ 17. Чертежи деталей, изготовленных на токарном и фрезерном станках
При изготовлении деталей на токарном и фрезерном станках используют ту же графическую документацию, что и при изготовлении деталей из сортового проката: чертежи, эскизы, технические рисунки (рис. 59).

Рис. 59. Способы представления изделий, выполненных на токарном и фрезерном станках: а — сборочный чертеж воротка: 1 — зажим; 2 — ручка; б — технический рисунок пробойника; в — технический рисунок кондуктора для сверления отверстий: 1 — корпус; 2 — ручка; 3 — втулка; 4 — основание
Многие детали имеют внутренние поверхности (пазы, отверстия), форму которых невозможно определить по виду, изображенному на чертеже. Чтобы показать подробности конструкции, используют секущие плоскости, с помощью которых мысленно разрезают деталь и получают изображения, называемые сечениями и разрезами (рис. 60).

Рис. 60. Получение сечения и разреза: а — деталь с секущей плоскостью; б — рассеченная деталь; в — чертеж детали; г — разрез; д — сечение
На сечении показывают только то, что находится непосредственно в секущей плоскости (рис. 60, д). Разрез — изображение рассеченной детали с показом того, что находится в секущей плоскости и что размещается за ней (рис. 60, г). Штриховку на разрезе и сечении наносят только в тех местах, где секущая плоскость рассекает деталь.
Для металлических изделий применяют штриховку тонкими сплошными линиями на небольшом расстоянии друг от друга под углом 45° (рис. 61, а). Неметаллы (например, резину) штрихуют крест-накрест (рис. 61, б), древесину — как показано на рисунке 61, в.
Рис. 61. Виды штриховки деталей в сечениях и разрезах: а — металлы и твердые сплавы; б — неметаллические материалы; в — древесина
Детали, изготовленные на токарном станке, имеют форму тел вращения — цилиндра, конуса, шара. На чертежах таких деталей обязательно изображают осевую штрихпунктирную линию (рис. 62). Детали, изготовленные на фрезерном станке, обычно имеют призматическую форму. Например, ручку воротка, изображенного на рисунке 59, следует изготавливать на токарном станке, а зажим воротка — на фрезерном.
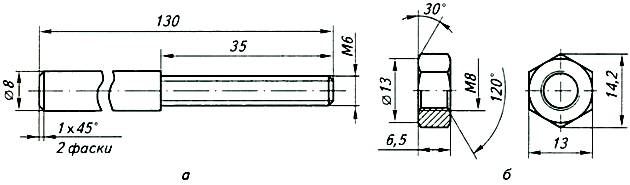
Рис. 62. Чертежи деталей с резьбой, изготовленных на токарном (а) и фрезерном (б) станках: а — ручка воротка; б — гайка
Торцевые кромки деталей вращения, как правило, срезают на конус — так образуется фаска. Фаска облегчает сборку деталей и защищает руку токаря или слесаря-сборщика от порезов. Обозначение фаски показано на рисунке 62. Цифра 1 показывает высоту фаски (в мм), а 45° — угол, под которым ее срезают.
На ручке воротка справа (рис. 62, а) изображена наружная резьба Мб. Буква М обозначает, что резьба метрическая, а цифра показывает, что наружный диаметр резьбы равен б мм. Если мысленно рассечь метрическую резьбу секущей плоскостью, проходящей через ось вращения детали, то сечение будет представлять профиль резьбы в виде треугольных вершин и впадин. Угол профиля — угол между боковыми сторонами витка — для метрической резьбы равен 60°. На рисунке 62, б показана внутренняя резьба в гайке.
Резьбовые соединения деталей очень распространены в технике: тиски крепятся к верстаку болтами и гайками, натяжение полотна ножовки регулируется с помощью гайки и подвижной головки с резьбой и т. д.
Практическая работа № 18
Выполнение чертежей деталей с точеными и фрезерованными поверхностями
Выполните чертеж зажима воротка (см. рис. 59, а), пробойника (см. рис. 59, б), кондуктора для сверления отверстий (см. рис. 59, в) или других деталей, предложенных учителем.
- Рассмотрите гайки и болты, имеющиеся в школьных мастерских. Измерьте их штангенциркулем и выполните эскизы.
Новые слова и понятия
Графическая документация, секущая плоскость, сечение, разрез, штриховка, тело вращения, фаска, метрическая резьба, наружная и внутренняя резьба, профиль резьбы.
Проверяем свои знания
- Что такое графическая документация?
- Для чего применяют разрезы и сечения?
- Чем отличается сечение от разреза?
- Как на чертеже пластмассовой детали штрихуется разрез?
- Что такое тело вращения?
- Как на чертеже обозначают фаску?
- Что такое профиль резьбы?