Использование планшайб на универсальных токарных станках
В обычных кулачковых патронах можно размещать обрабатываемые заготовки различной формы, симметричной относительно оси. Различное количество кулачков и многовариантность конструкции обеспечивают универсальность патронов. Однако существуют детали, размещение которых неудобно в патронах. К ним относятся детали, несимметричные относительно оси: рычаги, корпуса, шатуны и т. д. Для них используются специальные приспособления, в том числе и планшайбы.

вид сзади (крепление к шпинделю cam lock)
Планшайба для универсальных токарных станков имеет вид стального или чугунного диска с фланцем для фиксации на шпиндель. На передней стороне находится базовая поверхность для крепления заготовки или оснастки, канавки служат для предварительной выверки заготовки. Также имеется несколько радиальных пазов, для осуществления фиксации заготовки во время обработки. Сзади могут располагаться ребра жесткости. Планшайба базовой поверхностью садится на коническую или цилиндричекую посадку шпинделя, фиксация производится в зависимости от типа торца шпинделя. При использовании планшайбы производителем обговаривается максимально допустимая скорость вращения планшайбы.
Выделяют такие виды планшайб:
- гладкие,
- с резьбовыми отверстиями,
- с радиальными пазами,
- с круговыми пазами.
- поводковые.
Установка деталей на планшайбе универсальных токарных станков
Крепление деталей на планшайбе производится при помощи планок и болтов. Используемые болты могут быть прижимаемыми или вкрученными в кулачки для перемещения и закрепления в пазах.
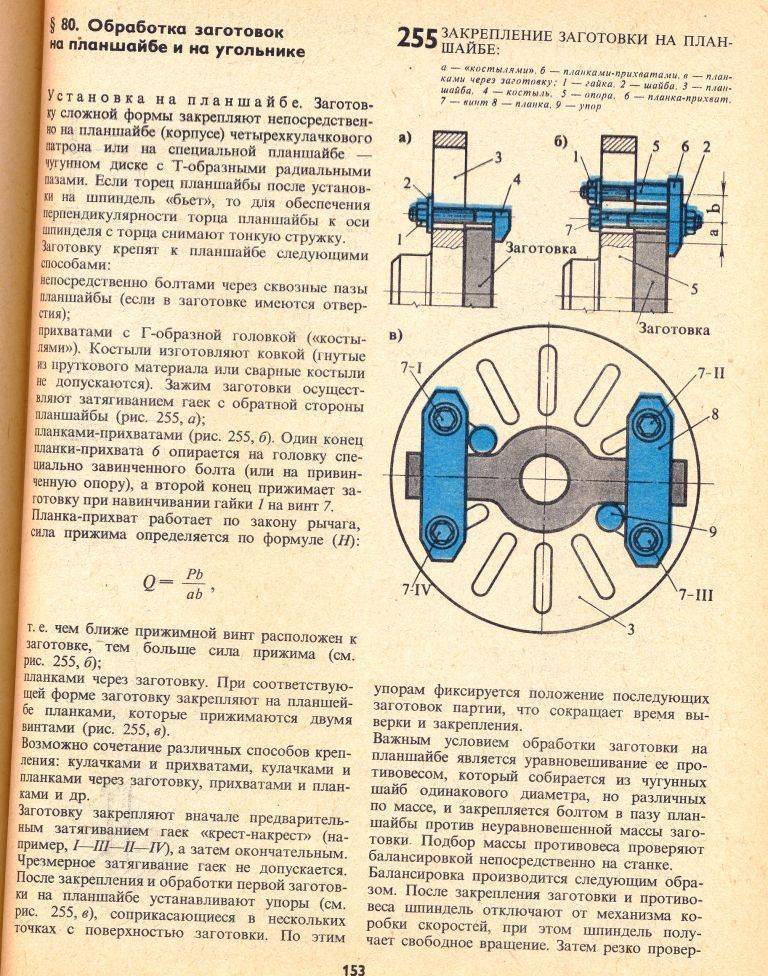
Осесимметричные детали закрепляются прихватами или центральным зажимом. Крепление несимметричных деталей относительно оси значительно сложнее. Для этого применяются низкие подкладки или более высокие упорные стойки, которые позволяют поднять планки над планшайбой. Высота стоек должна быть такой же, как и высота стенок детали. Зажимные болты, прижимающие планки, располагаются как можно ближе к детали. Планки должны быть параллельны планшайбе, иначе деталь может выскочить при вращении. Правильность установки заготовки на планшайбе проверяется рейсмусом. Проверка расположения первой заготовки из партии осуществляется так же, как и в четырехкулачковом патроне.
Детали, обрабатываемые на планшайбе, часто имеют центр тяжести, смещенный относительно центральной оси станка. Поэтому на планшайбе размещается противовес необходимой рассчитанной под конкретную деталь массы, который возвращает центр тяжести на центральную ось. Без противовеса будет происходить биение шпинделя, на станке будут происходить вибрации, уменьшающие срок жизни режущего инструмента и подшипников шпиндельной бабки.

Рис. Крепление детали на планшайбе с использованием противовеса: 1 – планшайба; 2 – угольник; 3 – обрабатываемая деталь; 4 – противовес
Балансировка производится ручным поворотом планшайбы. Если она не меняет своего положения после остановки, то вес и положение противовеса выбрано правильно.
Рассмотреть крепление детали можно на примере шатуна — вытянутой детали, представляющей собой две втулки разного диаметра, соединенные перемычкой. Деталь устанавливается в планшайбу для обработки внутренней поверхности большего отверстия. Для крепления используются две планки с подкладками и угольник. Планки зажимаются болтами, вставленными в отверстия планшайбы. Центрирование осуществляется угольниками, установленными в Т-образных пазах. На планшайбе с противоположной стороны от шатуна размещается противовес.
Таким образом, планшайба позволяет разместить на шпинделе заготовку неправильной формы и исключить эксцентриситет. Однако установка и центровка детали требует большего времени, чем для кулачковых патронов.
Планшайба токарно-карусельных станков
Планшайбы, используемые на токарно-винторезных и токарно-карусельных станках, значительно отличается. Если на токарно-винторезных станках планшайбы используются как вспомогательное крепление для сложных заготовок, то на токарно-карусельных установках планшайба является основным способом крепежа и выступает необходимым элементом станка. На токарно-карусельных станках планшайба выполняет функции горизонтального вращающегося стола.
Критерии выбора
Прежде чем покупать прибор, надо точно уяснить, для чего он нужен и в каком месте его будут устанавливать.
Важные критерии выбора:
- Диапазон измерений. Правило: рабочее давление в трубопроводе должно быть не более 2/3 максимума шкалы измерений, но не менее 1/3. Если в трубе давление 5 атм, то надо покупать манометр со шкалой 0…10 атм.
- Класс точности изменяется от 0,15 до 3. Чем меньше – тем точнее. Для системы подачи холодной или горячей воды вполне достаточно точности 1,5 %.
- Расположение штуцера бывает радиальное или торцевое, когда он снизу; и осевое или фронтальное, когда он сзади.
- Рабочий интервал температур.
- Температурные условия эксплуатации.
- Рабочая среда (вода, пар, масло и так далее);
- Диаметр. Он должен быть таким, чтобы прибор помещался в выбранном месте, а циферблат хорошо просматривался.
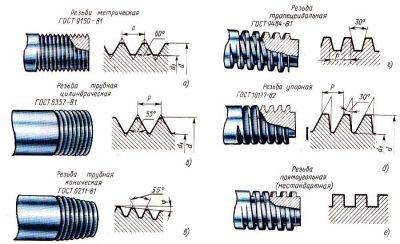
Необходимо также обратить внимание на присоединительную резьбу штуцера. Она может быть метрической – ее параметры измеряются в мм, обозначается буквой М, например М20/1,5, что означает внешний диаметр 19,9 мм, внутренний – 18,7 мм, шаг 1,5
Отечественные производители по умолчанию используют ее
Отечественные производители по умолчанию используют ее.
Трубная резьба обозначается литерой G. G1/2» означает наружный диаметр 20,9 мм, внутренний – 18,6, шаг – 1,8 мм или 14 ниток на дюйм.
В техническом паспорте нового прибора обязательно должна стаять отметка о заводской поверке. Давность поверки менее года подтверждает, что прибор дает правильные показания.
Правила установки и использования
Есть три наиболее распространенных вариантов монтажа. Они зависят от того, на какое оборудование производится фиксация.
На универсальные токарные станки
 Для крепления используются планки и болты (прижимные или вкручиваемые в кулачки патрона). Детали, которые симметричны оси, закрепляются посредством центрального элемента или прижимов. А вот с несимметричными элементами приходится обращаться несколько сложнее. Для этого используют различные подкладки и стойки, с помощью которых можно добиться повышения уровня. Зажимные планки должны быть максимально сильно притянуты к самой детали, а их расположение должно быть строго параллельным, чтобы при вращении они не выскочили. Чтобы убедиться в правильности установки, используйте рейсмус. При использовании следует учитывать, что обрабатываемые заготовки очень часто имеют смещенный центр тяжести из-за своей несимметричной, нецилиндрической формы. Поэтому перед тем, как включить станок, нужно установить противовесы, которые по своей массе и расположению будут полностью компенсировать разницу в весе у болванки. Если этого не сделать, то случится следующее:
Для крепления используются планки и болты (прижимные или вкручиваемые в кулачки патрона). Детали, которые симметричны оси, закрепляются посредством центрального элемента или прижимов. А вот с несимметричными элементами приходится обращаться несколько сложнее. Для этого используют различные подкладки и стойки, с помощью которых можно добиться повышения уровня. Зажимные планки должны быть максимально сильно притянуты к самой детали, а их расположение должно быть строго параллельным, чтобы при вращении они не выскочили. Чтобы убедиться в правильности установки, используйте рейсмус. При использовании следует учитывать, что обрабатываемые заготовки очень часто имеют смещенный центр тяжести из-за своей несимметричной, нецилиндрической формы. Поэтому перед тем, как включить станок, нужно установить противовесы, которые по своей массе и расположению будут полностью компенсировать разницу в весе у болванки. Если этого не сделать, то случится следующее:
- Увеличится биение шпинделя.
- Взрастут вибрации.
- Сократится срок эксплуатации оснастки.
- Значительно пострадает точность металлообработки.
Чтобы отбалансировать изделие, достаточно вручную производить повороты. Если не удается руками сдвинуть его, значит противовесы отлично справляются со своей задачей.










На токарно-карусельные станки
 Если ранее мы говорили о шайбе как о вспомогательной, факультативной детали, которая необходима только при некоторого рода операциях, то на данном оборудовании она является основной, обязательной к монтажу, поскольку она выполняет задачи стола, который вращается в горизонтальной плоскости. Это большой по габаритам диск, который имеет крупное центральное отверстие, в нем – запрессованная втулка. Она используется для присоединения разных элементов. Можно и без нее, но тогда повышенная скорость износа быстро приведет станок в негодность. А так можно менять втулки по мере их изнашивания.
Если ранее мы говорили о шайбе как о вспомогательной, факультативной детали, которая необходима только при некоторого рода операциях, то на данном оборудовании она является основной, обязательной к монтажу, поскольку она выполняет задачи стола, который вращается в горизонтальной плоскости. Это большой по габаритам диск, который имеет крупное центральное отверстие, в нем – запрессованная втулка. Она используется для присоединения разных элементов. Можно и без нее, но тогда повышенная скорость износа быстро приведет станок в негодность. А так можно менять втулки по мере их изнашивания.
На передней поверхности также есть пазы в форме буквы Т. Они расходятся от центра и расположены по кругу. Они предназначены для крепления заготовки с помощью зажимных кулачков.
Нижняя часть шайбы достаточно сложная конструктивно. Центральный выступ предназначен для присоединения к шпинделю. Фиксация предусмотрена с помощью винтов. По краям специальные углубления, которые «ложатся» на направляющие. Есть также дополнительные ребра жесткости. Вращательное движение объясняется взаимодействием с тяжелым зубчатым колесом – это надежный метод обеспечения механической подачи.
Самоцентрируемые
Они также предназначены для установки на токарно-карусельные станки. С их использованием надежность и точность значительно увеличиваются. Внешний вид – стальной диск с отверстием по центру. Его диаметр равен тому размеру, который имеет втулка у начальной планшайбы, она как бы является базой, на которую накладывается самоцентрирующая деталь. Ее поверхность также имеет несколько Т-образных пазов для крепежа на одинаковом расстоянии от центральной точки. Преимуществом является возможность дополнительной оснастки, как у универсальных изделий.
Общее описание и конструкция
Типовая конструкция планшайбы одинакова для станков по металлу и по дереву. В общем случае она представляет собой диск, на котором выполнены узлы крепления заготовок. Материалом для изготовления служат чугун либо сталь. Реже используются другие материалы.
Крепление оснастки к шпинделю производится посредством резьбовых отверстий или конусных ступиц. Их параметры подбираются под конкретные габариты выходного конца вала. Если приспособление оснащено цилиндрической ступицей, оно зажимается непосредственно в патроне станка.

Закрепление заготовки выполняется с использованием прижимов, костылей, прихватов или иных зажимных устройств. Часто для этой цели используется установка токарного патрона. На планшайбу он может быть смонтирован по оси вращения, либо со смещением.
При использовании планшайб, повышенное внимание уделяется технике безопасности производства работ. Большие габариты, нестандартные крепления, нецилиндрическая форма обрабатываемых поверхностей представляют повышенную опасность для токаря и окружающих. Перед началом работ следует закрепить все конструктивные элементы оснастки и произвести балансировку, во избежание разрушения конструкции и разлета отдельных узлов
Перед началом работ следует закрепить все конструктивные элементы оснастки и произвести балансировку, во избежание разрушения конструкции и разлета отдельных узлов.
Планшайба для токарного станка
Ни для кого не является секретом, что перед каким бы то ни было видом обработки на токарном станке заготовку необходимо надёжно закрепить, дабы производимая над ней операция протекала без каких-то неприятностей. Способов крепления существует несколько: можно, например, простую деталь установить в классический четырёхкулачковый патрон, а можно воспользоваться планшайбой.
Вообще, планшайба представляет собой диск (чаще всего, чугунный, но встречаются варианты, выполненные из стали), который имеет в своём центре отверстие, ступицу (диаметр её может разниться), предназначенную для насадки на шпиндель токарного станка.
Как уже было сказано выше, используется данная деталь в том случае, когда необходимо закрепить деталь не простой конструкции, но неправильной формы, либо же очень большого размера. Для этой операции планшайба может быть снабжена четырьмя или же шестью (опционально) канавками в виде буквы «Т» (канавками Т-образного профиля), плюс, несколькими сквозными отверстиями.
Непосредственно процедура закрепления осуществляется с помощью нескольких планок или болтов, что располагаются обычно диаметрально противоположно. Вместо болтов могут применяться и другие детали, например, упорные стойки (или так называемые «уголки»), прихваты и накладки.
Основным недостатком всех видов планшайб считается трудоёмкость их установки, что объясняется необходимостью их центрирования (если деталь не является откалиброванной должным образом, это может спровоцировать порчу шпинделя).
Предпосылки использования планшайб
При выполнении точения деревянных изделий часто возникают ситуации, когда токарь обязан произвести ювелирную обработку граней, точность таких манипуляций на стандартном агрегате выполнить невозможно. Особенно если деталь имеет большие габариты и неровные углы. Фиксация заготовки на планшайбе осуществляется с помощью крючков.
Болванка, используемая для вытачивания чаши, должна быть закреплена тщательнейшим образом, в противном случае деталь сорвется с места фиксации и работа будет испорчена.
Универсальные держатели, специальные патроны могут обеспечить надежный способ крепления деревянных заготовок, особенно если выполнен станок своими руками. Но наиболее безопасной у всех токарей высшей квалификации считается самодельная планшайба, изготовленная мастером для личного пользования. Стоит изделие значительно дешевле покупных, а по надежности, долговечности, качеству намного их превосходит.
Габариты самого агрегата небольшие, он способен поместиться в небольшом цеху или гараже частного дома. Принудительной вентиляции предусматривать в помещении, где будет происходить эксплуатация оборудования, не требуется. Многие мастера устанавливают станок между двух окон, это позволяет усилить естественную вентиляцию.
Изготовление токарного патрона по дереву своими руками
Для деревообрабатывающего станка, применяемого в домашней мастерской, можно приобрести готовый токарный патрон. Однако многие мастера предпочитают изготовить самодельный патрон для токарного станка по дереву. Такой подход позволяет получить токарный патрон для выполнения именно тех видов обработки, которые планируется производить самостоятельно.
Для изготовления такого устройства понадобятся:
- втулка (изготовленная из полиуретана или резины);
- металлическая заготовка (наиболее приемлемыми считаются латунные или медные);
- стальная заготовка (из неё изготавливаю корпус).

Также потребуется токарный станок. С его помощью изготавливают корпус и накидную гайку. В хвостовике нарезают резьбу. Её диаметр и шаг должен соответствовать параметрам резьбы вала шпинделя. После изготовления корпуса в него вставляется втулка. В ней будет зажиматься обрабатывающий инструмент. От точности изготовления каждой детали и качества их сборки зависит качество обработки деревянной заготовки.








Ещё одним способом изготовления такого устройства для обработки деревянных деталей является изготовление самодельной планшайбы с регулируемыми зажимами. Она способна прочно удерживать заготовку и в полном объёме исполнять роль токарного патрона. Для её изготовления понадобятся следующие материалы:
- стальной лист (толщина должна быт не менее 10 мм);
- уголок с полкой 50 мм;
- фанера;
- стальные болты (можно из нержавеющей стали) размером М8х30 в количестве восьми штук;
- подшипник закрытого типа;
- втулка с резьбой;
- гайки и шайбы.
Изготовление конструкции возможно только при наличии необходимого оборудования и инструмента. Для предотвращения ошибок при изготовлении следует составить подробную технологическую карту с описанием всех необходимых операций. В такой карте необходимо описать следующую последовательность работ по изготовлению планшайбы:
- Изготовить втулку с резьбой, которая обеспечит крепление будущего устройства к шпинделю. Такую втулку можно приобрести готовую, что значительно облегчит процесс изготовления планшайбы и сократит время её сборки.
- Разметить лист фанеры. Целесообразней делать это с помощью заранее изготовленного шаблона. Окружность и две оси изображаются на листе плотной бумаги, затем рисунок переносят на поверхность фанеры.
- По полученному изображению с помощью лобзика (ручного или механического) выпиливают корпус планшайбы. После завершения все края необходимо обработать абразивным материалом.
- По отмеченным осям пропилит сквозные пазы. Для точного изготовления целесообразно по краям произвести изготовление сквозных отверстий заданного диаметра. Внутренне отверстие должно располагаться на расстоянии более 20 мм от центра корпуса.
- От металлического уголка следует отпилить четыре одинаковые по размеру заготовки. В каждой из них просверлить одно отверстие. Его диаметр должен быть равен размеру паза.
- Во второй полке следует просверлить отверстие и нарезать резьбу по выбранные болты.
- Закрепить резьбовую втулку, которая будет обеспечивать крепление изделия на валу. Для надёжности крепления следует использовать сварку или паяние.
- Соединить уголки и корпус планшайбы имеющимися болтами. Уголки исполняют роль кулачков, которые установлены на заводском патроне.

После завершения сборки закрепить полученный патрон на валу токарного станка.
После завершения сборки закрепить полученный патрон на валу токарного станка. Перед использованием патрона следует произвести его проверку. Для этого в патроне закрепляют деревянную заготовку и включают станок на пониженных оборотах. Следует помнить, что такой патрон в состоянии обеспечить давление на поверхность заготовки, в размере не более 50 кг.
После проведенной проверки необходимо произвести пробную обработку с соблюдением всех требований техники безопасности.
Патроны для токарного станка по дереву, изготовление своими руками
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигателем токарного станка. Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации обрабатываемой детали и передачи на нее крутящего момента используются различные устройства и токарные патроны, многообразие которых обусловлено большим количеством приёмов и техник токарных работ. Некоторые из них можно изготовить своими руками без специального оборудования.

Четырехкулачковый токарный патрон для станков по дереву
Упорные центры
Токарные центры подразделяются на поводковые (зубчатые), и упорные. Первые устанавливаются в передней бабке станка и непосредственно передают усилие, для лучшего сцепления с деревом имеют несколько зубцов. Вторые ставятся в заднюю бабку и поддерживают деталь, по конструкции могут быть вращающимися и неподвижными. Как правило, центры имеют конический хвостовик Морзе.
Планшайбы
Планшайба – круглая металлическая пластина с отверстиями для крепления саморезами, монтируется на вал станка посредством резьбы или болтов. Различаются диаметром, наличием либо отсутствием зубцов и дополнительных крепёжных элементов. Используется для точения тарелок, чаш и других подобных изделий. Часто изготавливается своими руками. Работа с планшайбой продумывается так, чтобы часть древесины, в которую вкручиваются шурупы, впоследствии была удалена.

Планшайба для 4-кулачкового патрона
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода. В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками. Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками. На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Кулачковый токарный патрон 4-кулачковый токарный патрон Ø150 мм 4-кулачковый токарный патрон Ø100 мм
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Дополнительные приспособления
При точении тонкостенных изделий или работе с хрупкой древесиной используют металлические крепёжные кольца. Имея навык обращения с металлом их можно изготовить и своими руками. Также в паре с кулачками типа C могут использоваться винтовые вставки, вкручивающиеся в предварительно просверленное в детали отверстие. Патроны, предназначенные для решения специфических задач по дереву:
- кулачковый с независимой регулировкой – для эксцентрикового точения;
- цанговый — зажимает заготовки круглого сечения при стягивании лепестков конической цанги стяжной гайкой. Имеет малый диапазон захвата;
- цилиндрический – трубка с тремя и более резьбовыми фиксаторами по окружности; тисочный – для захвата прямоугольных заготовок. Параллельные губки сжимаются винтом;
- вакуумный – для чистовой доводки. Работает за счет разницы давления воздуха, создаваемого насосом;
- сверлильный – для фиксации сверл. Крепится в пиноль задней бабки.

Комплект поводковых патронов МК2
Для изготовления кулачковых патронов требуется высокоточное промышленно оборудование и в условиях домашней мастерской сделать их вряд ли возможно. Однако существуют более простые конструкции, соорудить которые своими руками не составит труда.
Моя самоделка, маленький самодельный токарный станок. — Законченные проекты
Чертежи, если получится, выложу завтра.
Немного подробностей о конструкции:
Направляющие — стержни передних стоек амортизаторов ВАЗ 2109 диаметром 22 мм, со стороны тонкой резьбы обрезаны и проточены под стандартную резьбу М14 х 1,5, с другой стороны она уже есть.
Пришлось заказать корпус шпинделя, ось и заднюю опору для направляющих. Отверстия для направляющих и оси шпинделя делали с одной установки на координатке, от этого зависит точность. При сборке использовал прокладки из латунной фольги для установки направляющих. При следующих замерах выяснилось, что точность установки направляющих по оси шпинделя у задней опоры по горизонтали получилась 0,02 мм, по вертикали 0,05 мм. Для моих задач более чем нормально.








Для супорта использовал болванку с отверстием под втулки для передней направляющей. Болванка и втулки разрезаны ти стянуты винтами для регулировки люфта. В задней отфрезерована ступенька которой супорт опирается через латунную прокладку на заднюю направляющую. Снизу поджимается пластиной 3мм. На супорт сверху привинчен однокоординатный столик от какого-то оптического прибора. Выточил для него ходовой винт М6 латунную гайку и два упора практически вручную. сверху на столике прикручена 5 мм пластина и резцедержатель. Продольный ходовой винт из стандартной шпильки М12, их на строительных ранках продают, закреплен в латунных втулках на корпусе шпинделя и задней опоры.
Задняя бабка сделана из куска 70 мм уголка, 12 мм пластины, в которой профрезерован треугольный паз под переднюю направляющую, и ступенька под заднюю, а также отрезка 20 мм стержня. Все это сварено «на глазок» но желательно поточнее. Затем бабка устанавливается на свое место. Нижний поджим на бабке регулируется так, чтобы она перемещалась вдоль направляющих с достаточно большим усилием. В патрон шпинделя зажимается сверло небольшого диаметра (я начал с 4 мм) и перемешая бабку кшпинделю, потихонечку, аккуратно просверливается в ней продольное отверстие. Затем сверло на 0,5 мм больше и тоже повторяется. И так до диаметра 6,7мм. Приличная соосность гарантируется. Затем, в патрон — метчик М8 и Поворачивая патрон воротком в задней бабке нарезается резьба.
В принципе, в кратце все. Буду рад если кому-то пригодится.
В задней бабке вращающегося центра у меня нет, когда нужно, использую каленый неподвижный центрик, который вставляется вместо сверла в цанговый патрончик задней бабки.
www.chipmaker.ru
Конструкция
Нет разницы в том, какой именно станок используется: по металлу или дереву. Данное приспособление для закрепления предметов подойдет в обеих ситуациях. Чаще всего встречаются диски, созданные из стали и чугуна. На них изготавливают пазы и углубления. Главная цель – надежная фиксация объекта. В зависимости от того, какие именно пазы располагаются на поверхности, существует определенный перечень форм, с которыми допускается взаимодействие данного фиксатора.
Кроме того, к шпинделю сама оснастка частенько подсоединяется с помощью ступиц. А вот модели, которые ставятся на патрон, отличаются легко. Ступицы не похожи на конусы, представляют собой строгие цилиндры.
Во многих вариациях размер планшайбы позволяет установить на нее дополнительные фиксаторы. Обычно прижимного типа. Тогда будущая продукция зажимается по принципу тисков, если у нее есть выступающие части, которые игнорируют механическое давление на сжатие.

Не стоит забывать, что нетипичная обработка – это всегда в определенной мере риск. Производителем не задумано подобное действие, значит, есть вероятность разрушения изделия при запуске. А также разлета осколков по большой площади. Соответственно, главное оружие в этом случае – это тщательная проверка баланса, расчет, тестовый запуск. Опасность теоретически возникает и для оборудования, оно способно повредиться при неточных параметрах крепежей.