

Технологические моменты плазменной резки
Понять, как работает плазморез, позволяет последовательное изучение этапов плазменной резки металлов:
- нажимается кнопка розжига, приводящая к началу подачи тока от трансформатора или инвертора к плазмотрону;
- внутри плазмотрона появляется дежурная электродуга с температурой 70000С;
- происходит зажигание дуги между наконечником сопла и электродом;
- происходит поступление сжатого воздуха в камеру, который проходит через дугу, нагреваясь и ионизируясь;
- в сопле происходит обжатие поступающего воздуха, вырывающегося из него единым потоком со скоростью 3 м/с;
- обжатый воздух, вырывающийся из сопла, разогревается до 300000С, превращаясь в плазму;
- при соприкосновении плазмы с изделием дежурная дуга гаснет, зажигается режущая (рабочая);
- рабочая дуга плавит металл в месте воздействия, результатом становится рез;
- части расплавленного металла сдуваются с изделия воздушными потоками, вырывающимися из сопла.
Любая технология плазменной резки металла зависит от скорости реза и расхода воздуха. Высокая скорость способствует появлению более тонкого реза. При низкой скорости и высокой силе тока ширина реза становится больше.
При усиленном расходе воздуха происходит увеличение скорости резки. Чем больше диаметр сопла, тем меньше скорость и шире рез.
Оборудование для резки плазмой
Для резки металла плазмой выпускаются аппараты промышленного и бытового назначения. Все агрегаты для резки плазмой имеют в своём составе:
- источник питания;
- плазмотрон;
- компрессор для нагнетания сжатого газа;
- кабели и шланги, служащие для соединения элементов оборудования.
Источник питания может представлять собой инвертор или трансформатор. Инверторные агрегаты лёгкие, экономичные, обладают высоким коэффициентом полезного действия. Их часто применяют в небольших производствах. Имеют ограничение по силе тока — 70 А, способны резать материал только небольшой толщины до 30 мм.
Трансформаторные устройства более мощные, имеют больший вес и размеры. Они более устойчивы к перепадам напряжений, способны к долгой непрерывной работе и часто используются в станках с ЧПУ. Оборудование с системой водяного охлаждения способно резать металл толщиной до 100 мм. Источники питания для резки с применением кислорода имеют силу тока в диапазоне 100—400 А. При использовании азота, как плазмообразующего газа, этот диапазон увеличивается до 600 А.
Плазмотрон — это основной узел всех установок. В его состав входит:
- внутренний электрод;
- рабочее сопло;
- изолирующий корпус с охлаждением;
- устройство подачи плазмообразующего вещества.
В зависимости от условий обработки применяют разные газы для плазменной резки. Для сталей и сплавов применяют кислород и воздух. Воздушно-плазменная резка используется для обработки низколегированных сталей. При обработке цветных металлов плазмообразующими газами могут быть аргон, азот, водород. Это обусловлено тем, что в среде кислорода цветные металлы начинают окисляться. Смесь аргона с водородом чаще используется для резки нержавеющей стали и алюминия.
Температура потока газа находится в пределах 5000—30000 °C. При нижних значениях температур обрабатываются цветные металлы, при верхних — тугоплавкие стали.
Технология плазменной резки
Плазма представляет собой ионизированный газ с высокой температурой, способный проводить электрический ток. Плазменная дуга получается из обычной в специальном устройстве – плазмотроне – в результате ее сжатия и вдувания в нее плазмообразующего газа. Различают две схемы:
- плазменно-дуговая резка и
- резка плазменной струей.
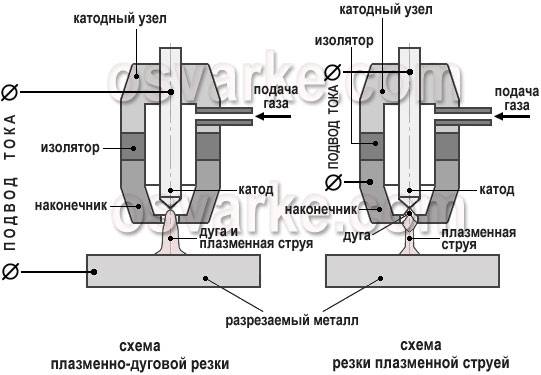
Рисунок. Схемы плазменной резки
При плазменно-дуговой резке дуга горит между неплавящимся электродом и разрезаемым металлом (дуга прямого действия). Столб дуги совмещен с высокоскоростной плазменной струей, которая образуется из поступающего газа за счет его нагрева и ионизации под действием дуги. Для разрезания используется энергия одного из приэлектродных пятен дуги, плазмы столба и вытекающего из него факела.
При резке плазменной струей дуга горит между электродом и формирующим наконечником плазмотрона, а обрабатываемый объект не включен в электрическую цепь (дуга косвенного действия). Часть плазмы столба дуги выносится из плазмотрона в виде высокоскоростной плазменной струи, энергия которой и используется для разрезания.
Плазменно-дуговая резка более эффективна и широко применяется для обработки металлов. Резка плазменной струей используется реже и преимущественно для обработки неметаллических материалов, поскольку они не обязательно должны быть электропроводными.
Более подробная схема плазмотрона для плазменно-дуговой резки приведена на рисунке ниже.
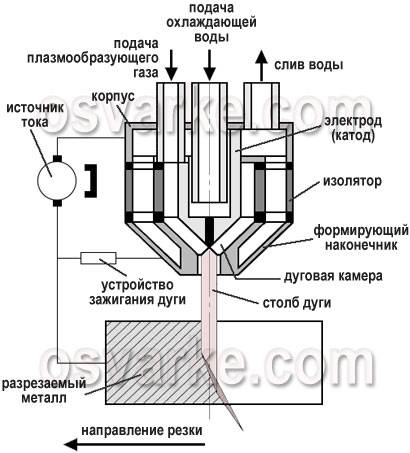
Рисунок. Схема режущего плазмотрона
В корпусе плазмотрона находится цилиндрическая дуговая камера небольшого диаметра с выходным каналом, формирующим сжатую плазменную дугу. Электрод обычно расположен в тыльной стороне дуговой камеры. Непосредственное возбуждение плазмогенерирующей дуги между электродом и разрезаемым металлом, как правило, затруднительно. Поэтому вначале между электродом и наконечником плазмотрона зажигается дежурная дуга. Затем она выдувается из сопла, и при касании изделия ее факелом возникает рабочая режущая дуга, а дежурная дуга отключается.
Столб дуги заполняет формирующий канал. В дуговую камеру подается плазмообразующий газ. Он нагревается дугой, ионизируется и за счет теплового расширения увеличивается в объеме в 50-100 раз, что заставляет его истекать из сопла плазмотрона со скоростью до 2-3 км/c и больше. Температура в плазменной дуге может достигать 25000-30000°С.

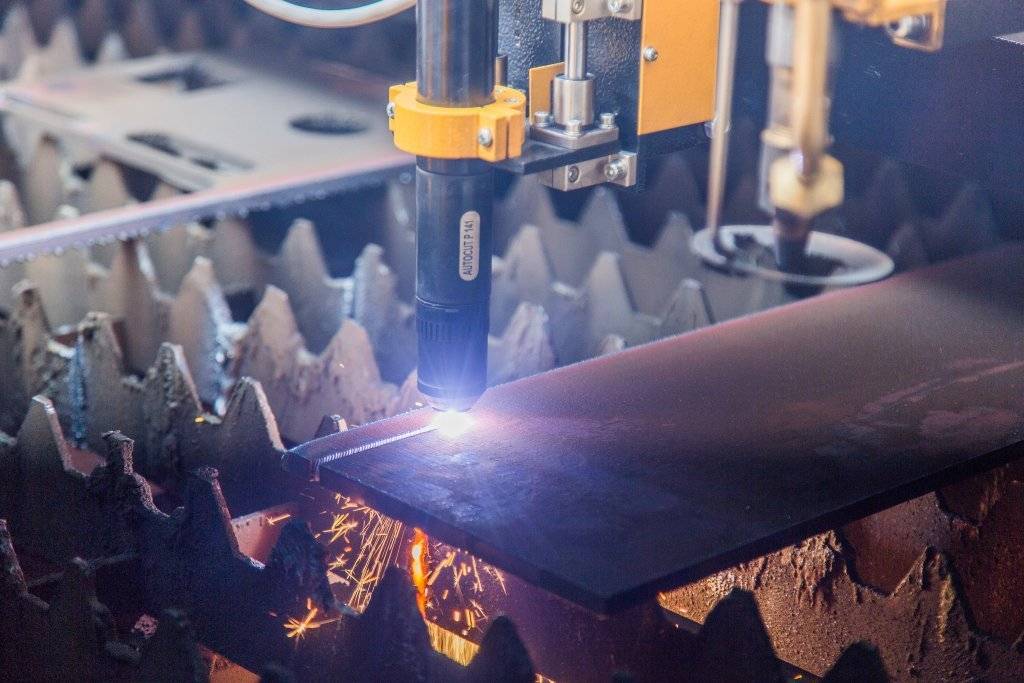
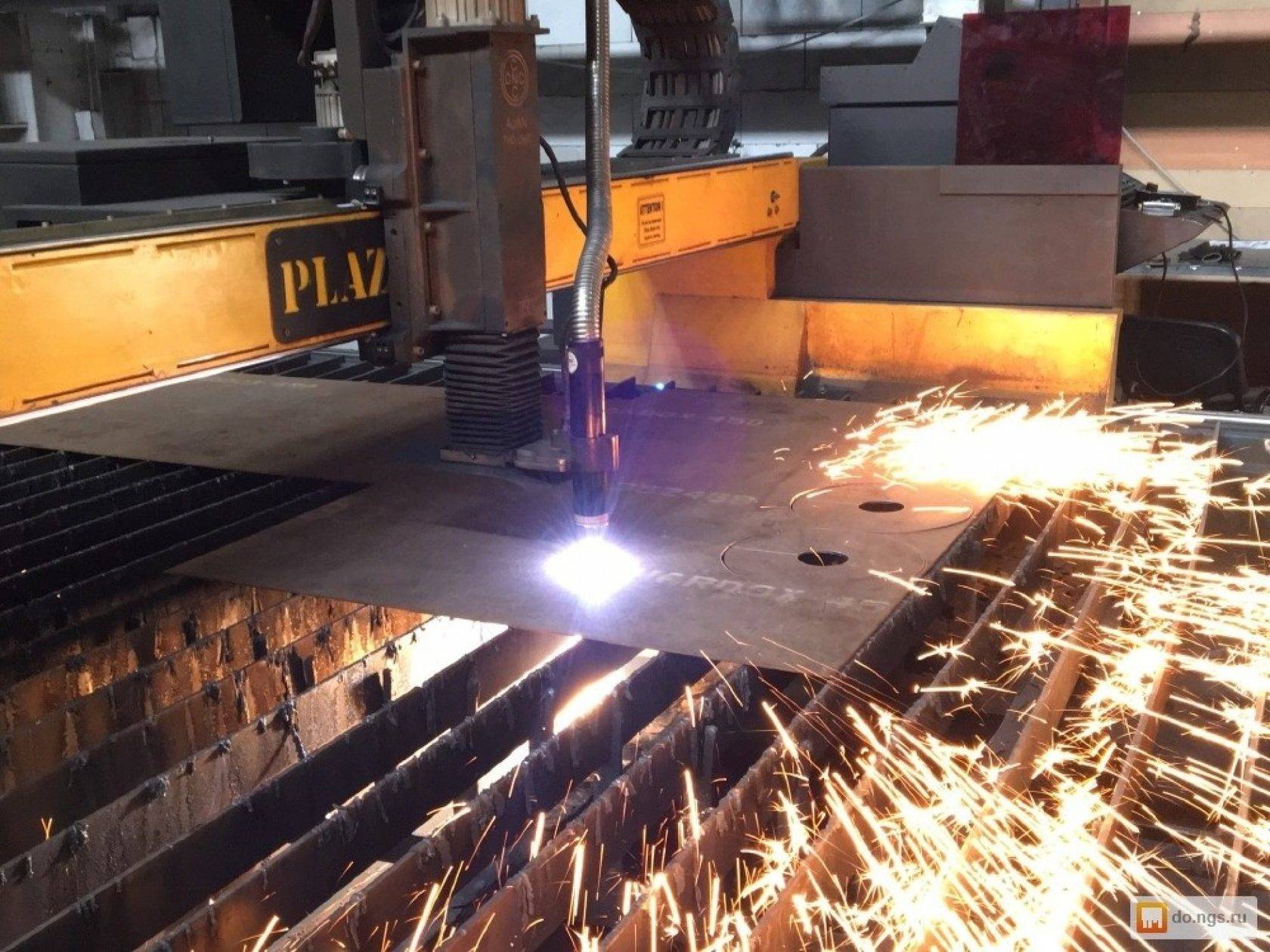
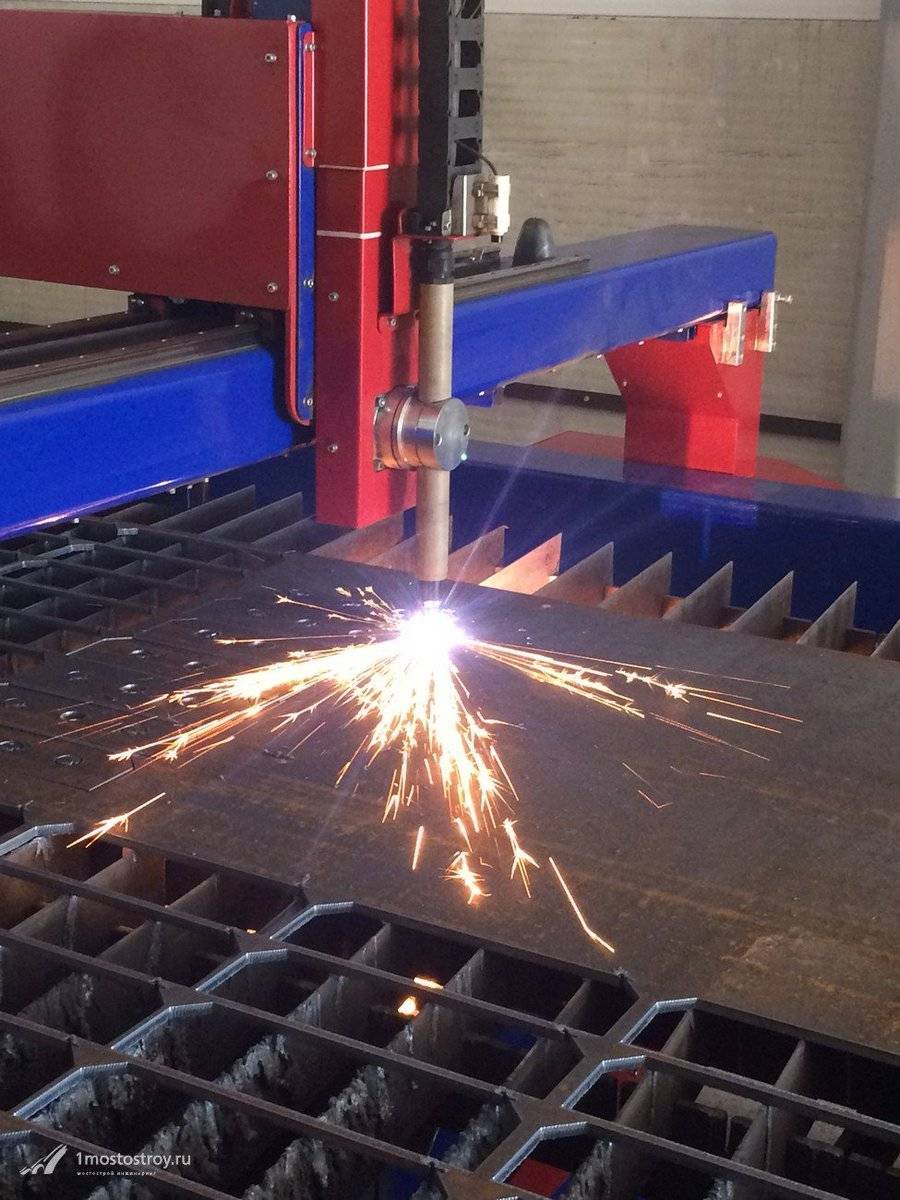
Фото. Плазменная резка металла
Электроды для плазменной резки изготавливают из меди, гафния, вольфрама (активированного иттрием, лантаном или торием) и других материалов.

Фото. Сопла (в разрезе) для плазменной резки – медное (слева) и медное с вольфрамовой вставкой компании Thermacut (справа)
Количество тепла, необходимое для выплавления реза (эффективная тепловая мощность qр), поступает из столба плазменной дуги и определяется выражением:
qр = Vр·F·γ·c·[(Tпл-T)+q]·4,19,
где Vр – скорость резки (см/с);F – площадь поперечного сечения зоны выплавляемого металла (см2);γ – плотность металла (г/см3);с – теплоемкость металла, Дж/(г·°С);Тпл – температура плавления металла (°С);T – температура металла до начала резки (°С);q – скрытая теплота плавления (°С).
Произведение Vр·F·γ определяет массу выплавляемого металла за единицу времени (г/с). Для заданной толщины металла имеется определенное числовое значение эффективной тепловой мощности qр, ниже которого процесс резки невозможен.







Скорость потока плазмы, удаляющего расплавленный металл, возрастает с увеличением расхода плазмообразующего газа и силы тока и уменьшается с увеличением диаметра сопла плазмотрона. Она может достигать около 800 м/с при силе тока 250А.
Классификация и предназначение
Плазморезы используются для работы с электропроводящими материалами. Основное назначение плазморезов — изготовление деталей из металла. В некоторых случаях оборудование используется для плазменной резки с ЧПУ заготовок из древесины и пластика.
Основные отличия среди плазменных станков имеются по способу зажигания дуги и мощности, с которой работает система охлаждения.
В зависимости от способа применения станочные приборы делятся на устройства, работающие с:
- защитными восстановительными газами;
- окислительными газами, насыщенными кислородом;
- смесями;
- газожидкостными стабилизаторами;
- водной и магнитной стабилизацией.
По типу оборудования станки плазменного типа бывают:
- инверторными;
- трансформаторными.
Инверторное оборудование включает бюджетные устройства, предназначенные для плазменной резки металла с максимальной толщиной 3 сантиметра. Оборудование отличается небольшим весом и стабильным горением дуги. КПД инверторных плазморезов превосходит аналогичный показатель трансформаторных аналогов. Но такие приборы могут применяться только частными мастерскими и небольшими предприятиями.
Трансформаторные устройства стоят дороже, но способны обрабатывать металлические заготовки толщиной до 8 сантиметров. Они потребляют больше электричества, чем инверторные устройства, но имеют надежный сигнал, устойчивый к перепадам напряжения в сети.
По виду контакта станочные устройства также делятся на две категории:
- контактную;
- бесконтактную.
Плазморезки с числовым программным управлением контактного типа требуют соприкосновения плазмы с металлической поверхностью, и не способны резать на глубину больше 1,8 сантиметра. Устройства второго типа могут обрабатывать детали с максимально допустимой глубиной.
Для плазмореза, используемого в бытовых целях, требуется электрическая сеть с напряжением 220 Вольт. Для промышленных аналогов требуется трехфазная питающая сеть, имеющая напряжение 380 Вольт. Но даже бытовые плазморезы оказывают большую нагрузку на электропроводку, поскольку вместе со станком-плазморезом работает система охлаждения. Поэтому перед использованием устройства необходимо убедиться в том, что электрическая проводка находится в исправном состоянии, и может выдерживать большие нагрузки. Для этого существует специальное оборудование, подающее сигнал в случае перегрузки.
Резка металла плазменным резаком или плазморезом
О возможностях плазмотрона хорошо рассказано в видео. Просмотрев ролик вы обязательно захотите иметь в хозяйстве такое чудесное оборудование, даже несмотря на его большую цену.
https://www.youtube.com/watch?v=rg4PvBBr1CU
Резка металла происходит под действием энергии плазмы. Получается это следующим образом. Когда нажимают кнопку розжига, подается ток от источника и внутри плазмотрона образуется дежурная сварочная дуга. Через нее проходит сжатый воздух, ионизируется, и плазмой вырывается через сопло с высокой скоростью. Плазма имеет температуру свыше 10 тыс. градусов и скорость в два раза больше скорости звука. Этой энергии достаточно, чтобы металл расплавился и даже испарился.
 Оператор подносит плазморез к месту, где необходимо выполнить разрез и металл начинает плавиться. Скорость ручного перемещения должна обеспечивать разрез металла. Параметрами резки есть сила тока и давление воздуха.
Оператор подносит плазморез к месту, где необходимо выполнить разрез и металл начинает плавиться. Скорость ручного перемещения должна обеспечивать разрез металла. Параметрами резки есть сила тока и давление воздуха.
Подробности о том, как получается плазма и устроен резак хорошо показано в видео.
При неправильно подобранных параметрах на кромке может образоваться окалина. После окончания резки сразу не отключают подачу сжатого воздуха. Он подается некоторое время для охлаждения металла.
Технология работы с плазморезом
Перед началом работ зачищают кромки, удаляют с них загрязнения и ржавчину.
Работы по плазменной резке любого металла начинают с установки силы тока. Принцип прост: сила тока рассчитывается в зависимости от толщины металла. Величину силы тока, которая необходима для разрезания 1 мм толщины металла, умножают на толщину металла, который необходимо разрезать. Если необходимо разрезать 25 мм стали, то необходимо 25 умножить на 4А (ток, необходимый для реза 1 мм стали или чугуна). Итого на оборудовании выставляют 100А.

Скорость с которой необходимо выполнять резку непосредственно влияет на качество работы, но зависит от умения резчика. Специалисты советуют на начальной стадии выполнения работ ориентироваться на наличие искр с обратной стороны изделия. Если они отсутствуют, то металл прорезается не полностью.

Перед тем как разжечь дугу в течение полуминуты резак продувают газом, чтобы удалить грязь и возможный конденсат. Далее оператор нажимает кнопку розжига дежурной дуги, она горит 2 сек. Если режущая дуга не образовалась, процесс повторяют еще раз.
В зависимости от модели поджиг бывает контактный и бесконтактный:
- При контактном необходимо короткое замыкание. Как только плазма вышла из сопла между металлом и электродом образуется плазменная дуга и начинается процесс резки.
- При бесконтактном дуга зажигается между соплом и электродом. Когда сопло приближают к металлу, образуется рабочая дуга.
Во время резки необходимо поддерживать постоянную длину дуги. Если она не обеспечивается специальным упором, то этот параметр выдерживает резчик, он должен быть от 1,6 до 3 мм.
При работе необходимо сопло держать к металлу под углом 900С. Для того чтобы уменьшить деформации на тонком металле, горелку держат под небольшим углом
Во время резки обращают внимание, чтобы металл не засорял сопло горелки
Подробно о работе плазматрона смотрите в видео.
С помощью рассмотренных способов резки можно порезать металл по самому сложному контуру. Эти работы по силам выполнить своими руками, после небольшой теоретической и практической подготовки. Главное — это наличие оборудования и соответствующих материалов.
Рекомендуем вам еще:
Принцип действия установки
Конструктивно оборудование для плазменной разделительной резки металлов включает следующие компоненты:
- Источник питания – служит для подачи тока и напряжения для возбуждения дежурной и режущей дуги. Он может иметь крутопадающую вольтамперную или постоянную токовую характеристику.
- Плазмотрон – устройство для образования и стабилизации плазменной струи. Имеет сложную конструкцию, основными элементами которой являются сопло, катод, завихритель.
- Система охлаждения – предназначена для охлаждения кабелей и плазмотрона, которые подвержены чрезмерному нагреву. Установки мощностью от 100 А оборудуются водяным охлаждением, менее мощные аппараты – воздушным.
- Система воспроизведения или ЧПУ (числовое программное управление) – комплекс, обеспечивающий автоматическое движение суппорта с плазмотроном по заданному специальной программой контуру.
- Стол для резки (актуально для автоматических машин с ЧПУ) – представляет собой стальной настил для размещения металлопроката, который будет резаться.

Рисунок 1. Примерная схема оснащения участка по автоматической плазменной резке
Принцип работы заключается в образовании плазмы, которую плазмотрон формирует в струю направленного действия. Плазменная дуга прямого действия возникает при протекании тока от катода (неплавящийся электрод) на анод (стальную заготовку). За счет высокой плотности энергии и большой температуры (до 5000-30000 °C) плазма расширяется, что приводит к ее высокоскоростному (до 3 км/сек.) истеканию по направлению к металлопрокату.







Струя плазмы формируется небольшим отверстием в сопле и, благодаря направленному воздействию, мгновенно нагревает металл до температуры плавления, выдувая его из зоны реза.
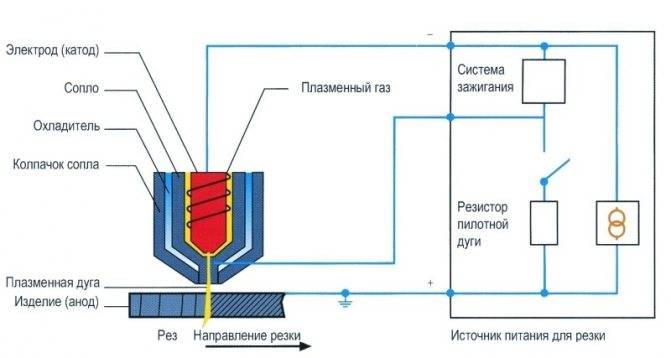
Рисунок 2. Принцип работы устройств
Последовательность работы с установками следующая:
- Подготовка – укладка металлического листа на рабочий стол, к которому подведен «плюсовой» провод, подключенный к источнику питания. «Минусовой» провод подключен к электроду в плазмотроне. Проверка работоспособности оборудования, целостности шлангпакетов и т.д.
- Поджиг дежурной дуги за счет подачи высокого напряжения и возбуждение режущей дуги при касании пилотной к разрезаемому материалу.
- Прожиг металла и движение плазмотрона по заданному контуру с постоянной скоростью и расстоянием между заготовкой и соплом.

Фото 3. Процесс разделительного резания струей плазмы
Техника плазменной резки металла
Плазменная резка экономически целесообразна для обработки:
- алюминия и сплавов на его основе толщиной до 120 мм;
- меди толщиной до 80 мм;
- легированных и углеродистых сталей толщиной до 50 мм;
- чугуна толщиной до 90 мм.
Резак располагают максимально близко к краю разрезаемого металла. После нажатия на кнопку выключателя резака вначале зажигается дежурная дуга, а затем режущая дуга, и начинается процесс резки. Расстояние между поверхностью разрезаемого металла и торцом наконечника резака должно оставаться постоянным. Дугу нужно направлять вниз и обычно под прямым углом к поверхности разрезаемого листа. Резак медленно перемещают вдоль планируемой линии разреза. Скорость движения необходимо регулировать таким образом, чтобы искры были видны с обратной стороны разрезаемого металла. Если их не видно с обратной стороны, значит металл не прорезан насквозь, что может быть обусловлено недостаточным током, чрезмерной скоростью движения или направленностью плазменной струи не под прямым углом к поверхности разрезаемого листа.
Для получения чистого разреза (практически без окалины и деформаций разрезаемого металла) важно правильно подобрать скорость резки и силу тока. Для этого можно выполнить несколько пробных разрезов на более высоком токе, уменьшая его при необходимости в зависимости от скорости движения. При более высоком токе или малой скорости резки происходит перегрев разрезаемого металла, что может привести к образованию окалины
При более высоком токе или малой скорости резки происходит перегрев разрезаемого металла, что может привести к образованию окалины.
Плазменная резка алюминия и его сплавов
толщиной 5-20 мм обычно выполняется в азоте, толщиной от 20 до 100 мм — в азотно-водородных смесях (65-68% азота и 32-35% водорода), толщиной свыше 100 мм — в аргоно-водородных смесях (35-50% водорода) и с применением плазматронов с дополнительной стабилизацией дуги сжатым воздухом. При ручной резке в аргоно-водородной смеси для обеспечения стабильного горения дуги содержание водорода должно быть не более 20%.
Воздушно-плазменная резка алюминия, как правило, используется в качестве разделительной при заготовке деталей для их последующей механической обработки. Хорошее качество реза обычно достигается лишь для толщин до 30 мм при силе тока 200 А.
Плазменная резка меди
может осуществляться в азоте (при толщине 5-15 мм), сжатом воздухе (при малых и средних толщинах), аргоно-водородной смеси. Поскольку медь обладает высокой теплопроводностью и теплоемкостью, для ее обработки требуется более мощная дуга, чем для разрезания сталей. При воздушно-плазменной резке меди на кромках образуются легко удаляемые излишки металла (грат). Резка латуни происходит с большей скоростью (на 20-25%), с использованием таких же плазмообразующих газов, что и для меди.
Плазменная резка высоколегированных сталей
эффективна только для толщин до 100 мм (для больших толщин используется кислородно-флюсовая резка). При толщине до 50-60 мм могут применяться воздушно-плазменная резка и ручная резка в азоте, при толщинах свыше 50-60 мм — азотно-кислородные смеси.
Резка нержавеющих сталей
толщиной до 20 мм может быть выполнена в азоте, толщиной 20-50 мм — в азотно-водородной смеси (50 % азота и 50 % водорода). Также возможно использование сжатого воздуха.
Плазменная резка низкоуглеродистых сталей
наиболее эффективна в сжатом воздухе (особенно для толщин до 40 мм). При толщинах свыше 20 мм разрезание может осуществляться в азоте и азотно-водородных смесях.
Для резки углеродистых сталей
используют сжатый воздух (как правило, при толщинах до 40-50 мм), кислород и азотно-кислородные смеси.
Таблица. Ориентировочные режимы воздушно-плазменной резки металла
| Разрезаемый материал | Параметры режима | ||||||
| Толщина (мм) | Диаметр сопла (мм) | Сила тока (А) | Напряже- ние (В) | Расход воздуха (л/мин) | Скорость резки (м/мин) | Средняя ширина реза (мм) | |
| Алюминий | 5-15 | 2 | 120-200 | 170-180 | 70 | 2-1 | 3 |
| 30-50 | 3 | 280-300 | 170-190 | 40-50 | 1,2-0,6 | 7 | |
| Медь | 10 | 3 | 300 | 160-180 | 40-60 | 3 | 3 |
| 20 | 1,5 | 3,5 | |||||
| 30 | 0,7 | 4 | |||||
| 40 | 0,5 | 4,5 | |||||
| 50 | 0,3 | 5,5 | |||||
| 60 | 3,5 | 400 | 0,4 | 6,5 | |||
| Сталь 12Х18Н10Т | 5-15 | 3 | 250-300 | 140-160 | 40-60 | 5,5-2,6 | 3 |
| 10-30 | 160-180 | 2,2-1 | 4 | ||||
| 31-50 | 170-190 | 1-0,3 | 5 |
Преимущества плазменной обработки
Обработка металла с помощью плазменной резки имеет явные преимущества по сравнению с другими способами резок:
- плазморезом можно обрабатывать все виды цветных и черных металлов (даже тугоплавкие сорта);
- скорость обработки в разы выше, чем у газового или другого оборудования;
- с помощью плазменной резки можно изготавливать художественные и фигурные детали любой степени сложности;
- на точность и качество резки не оказывает влияние толщина листа (резкий поток плазмы можно регулировать);
- оборудование позволяет производить наклонные резы и обрабатывать листы большой ширины;
- на кромках отсутствуют заусенцы, сколы и шероховатости, поэтому их не требуется подвергать дополнительной обработке;
- выброс в воздух опасных веществ в процессе обработки металла сведен к минимуму;
- не нужно предварительно прогревать лист металла, следовательно, время изготовления детали значительно сокращается;
- металл в области резания не получает эффект закалки;
- нагревается только небольшой участок в месте реза;
- благодаря экономичному раскрою листа снижается стоимость работ;
- деталь не деформируется в ходе создания.

Плюсы и минусы
Принцип работы плазмореза по металлу наделяет агрегат множеством преимуществ. Среди них:
- быстрый рез — устройством можно обрабатывать детали на скорости около 1000 мм в минуту;
- точечное воздействие — агрегат не нагревает поверхность металла вокруг контактного участка и не деформирует материал;
- безопасность — поскольку заготовка не раскаляется, удерживать ее можно руками в плотных перчатках;
- качественный рез — устройство не оставляет после себя потеков на обратной стороне металлического листа, кромка получается очень ровной и гладкой.
Плазменный агрегат может выполнить сквозной прожиг в стальной заготовке толщиной 15 мм всего за две секунды.
 Перед применением плазменного резака материал не нужно очищать от грязи и ржавчины
Перед применением плазменного резака материал не нужно очищать от грязи и ржавчины
При многочисленных достоинствах у оборудования есть определенные минусы. К ним относят:
- невозможность нагрева металла для последующего сгибания;
- малую максимальную толщину реза;
- высокую стоимость;
- необходимость приобретения газовых баллонов.
Кроме того, работать с приспособлением нужно, удерживая горелку под углом 90 градусов относительно поверхности. Косые фаски способны выполнять только дорогостоящие профессиональные модели.







Структура плазмореза
Плазморезом называют аппарат, которым осуществляется резка металлических изделий различными способами. В устройство агрегата входят элементы:
- источник электрического питания;
- компрессор;
- плазмотрон;
- кабель-шланги.

Конструкция плазменного резака
В качестве источников питания выступают несколько устройств:
- инвертор;
- трансформатор.

Достоинство плазменной резки
Каждое из устройств имеет ряд достоинств и недостатков. К достоинствам инвертора относятся:
- дешевизна;
- стабильность горения дуги;
- удобство при применении в участках с затрудненным доступом;
- небольшой вес;
- высокий КПД, превышающий аналогичный показатель для трансформатора на 30%;
- экономичность.
Плюсы и минусы плазморезки
| Плюсы | Минусы |
| Универсальность применения (предназначена для обработки любых металлических изделий при условии, если подобрано устройство правильной мощности с требуемым давлением воздуха). | Небольшой диапазон толщины реза (не более 100 мм). |
| Минимальный вред окружающей среде. | Вред окружающей среде и здоровью (мастер, работавший с плазморезом, для которого в качестве газа предусмотрен азот, получает серьезное отравление). |
| Высокая производительность, уступающая только лазерной резке, но выигрывающая в себестоимости. | Высокая цена агрегата. |
| Высокое качество работы, отличающееся небольшой шириной реза и отсутствием сильного перегрева всего изделия при его обработке плазмой. | Сложная конструкция. |
| Отсутствие потребности в прогреве всего изделия, влияющего на его качество. | Повышенный уровень шума при работе. |
| Безопасность процесса по причине отсутствия необходимости использовать газовые баллоны. | Максимально допустимый угол отклонения от перпендикулярности реза составляет всего 100- 500 в зависимости от толщины изделия. |





