

Контроль качества
Качеству сварки металлоконструкций в процессе их сборки уделяется особое внимание, поскольку малейшее отклонение от технологических требований способно привести к нежелательному результату (браку). Основным документом, регламентирующим порядок контроля качества сварных конструкций, является руководство (свод рекомендаций или инструкций) под обозначением РД 34 15.132-96
Основным документом, регламентирующим порядок контроля качества сварных конструкций, является руководство (свод рекомендаций или инструкций) под обозначением РД 34 15.132-96.
Этот нормативный документ помимо перечня требований к сварке конструкций определяет технологические нормы оценки качества образуемых сварных соединений.
Кроме того, он предписывает порядок проведения сварочных работ при укрупнении существующих или монтаже новых металлоконструкций. В этом руководящем документе определяются требования к уровню квалификации операторов сварочного процесса и контролёров, а также общий порядок организации работ.
Как выполнять сварочные швы правильно
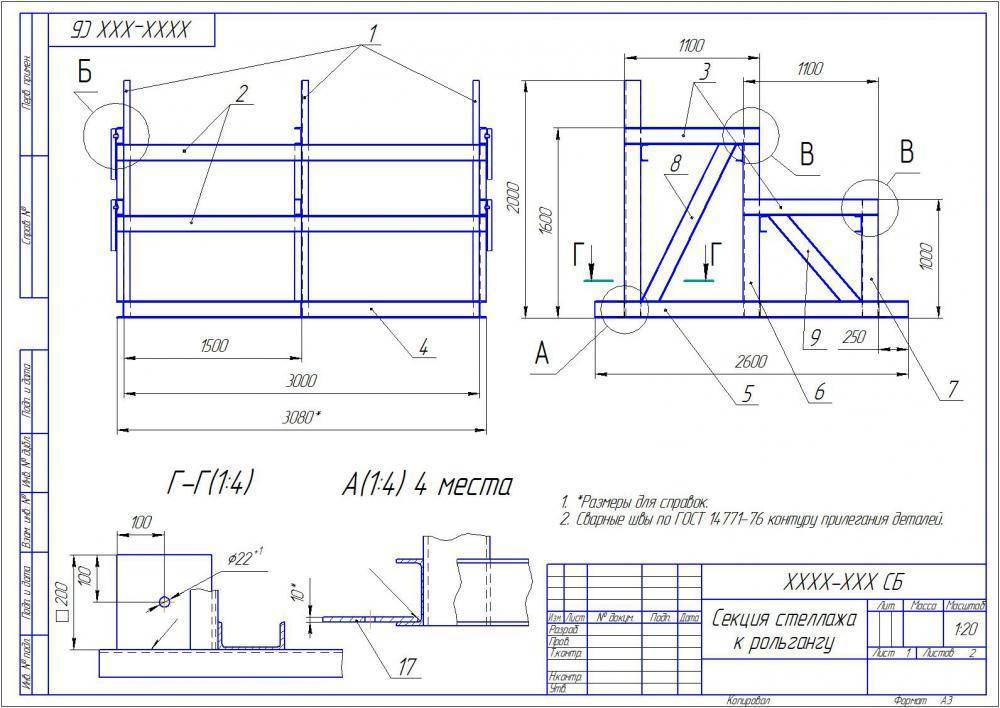
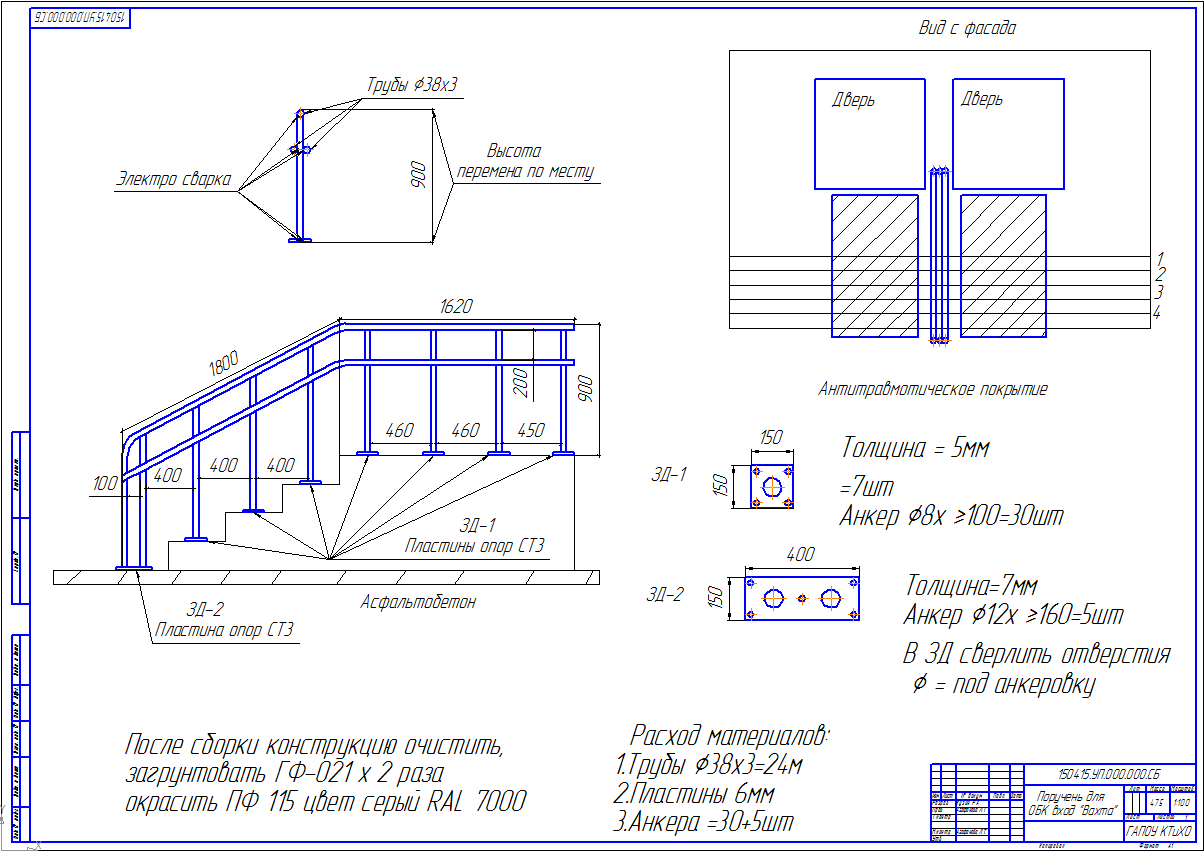
Чтобы выполнить сварной шов правильно, во-первых, необходимо ознакомиться нормативной сварочной и проектной документацией. Необходимая проектная документация представляется в виде основного комплекта чертежей марки КМ, и КМД (конструкции металлические, конструкции металлические деталировочные). В альбоме раздела КМ вы получите общие сведения о металлических сварных конструкциях объекта строительства (или его части):
- Общий вид;
- состав конструкций (сколько балок, колонн, ферм, связей и др. деталей);
- основные узлы соединения;
- указания к выполнению работ;
- сведения о нагрузках на конструкции;
- спецификация металлопроката.
В разделе КМД вы найдете:
- подробные чертежи каждого металлического элемента;
- детально разработанными узлы соединения элементов;
- уточненную спецификацию металлопроката.
Сборку и сварку элементов необходимо производить только при наличии документально разработанной технологии работ по сварке данной конструкции.
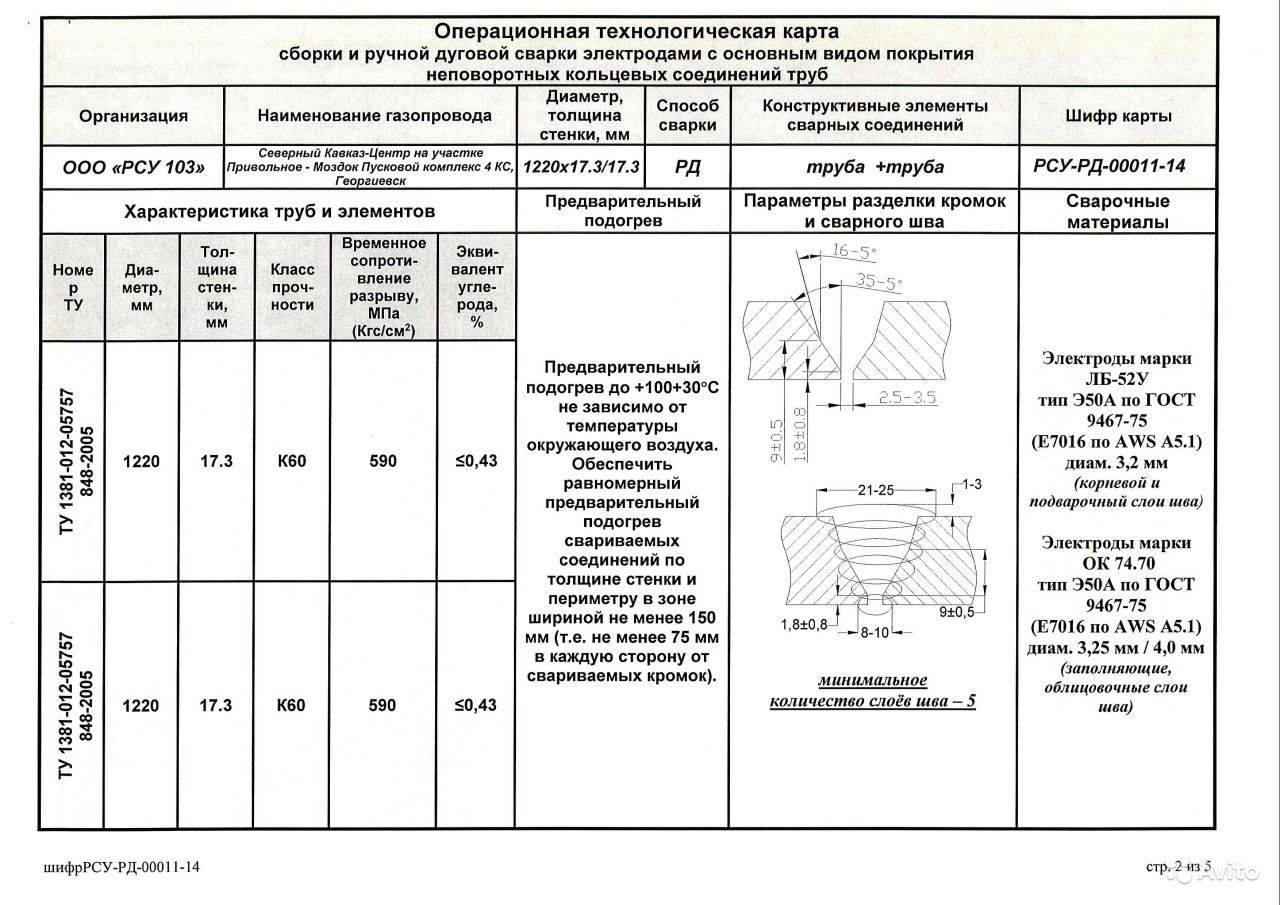
Документация выполняется в виде технологических карт и (или) проекта производства (ППСР) на сварочные работы. В них детально отражены все вопросы по процессу и материалам.
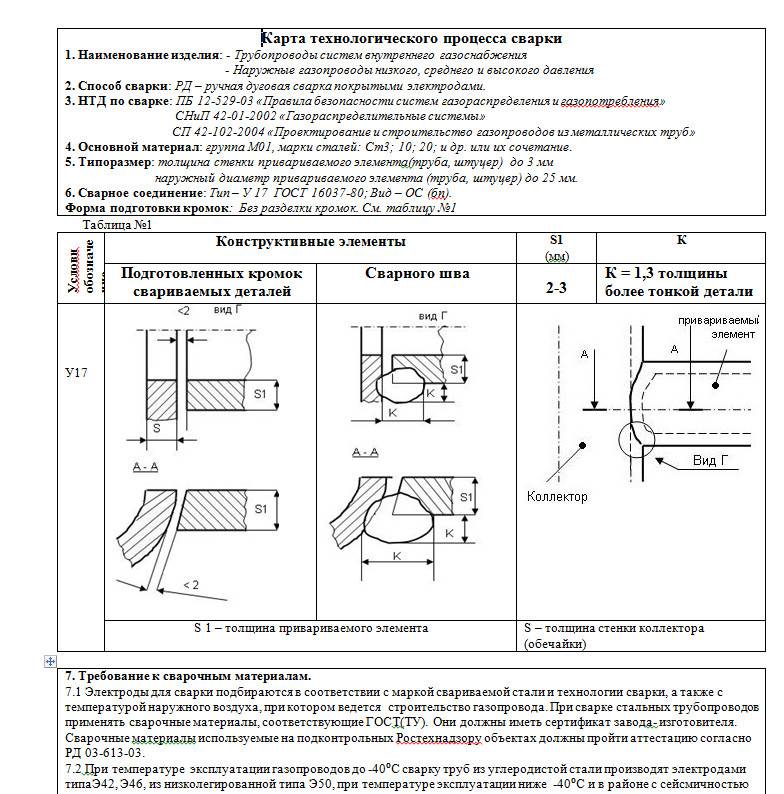
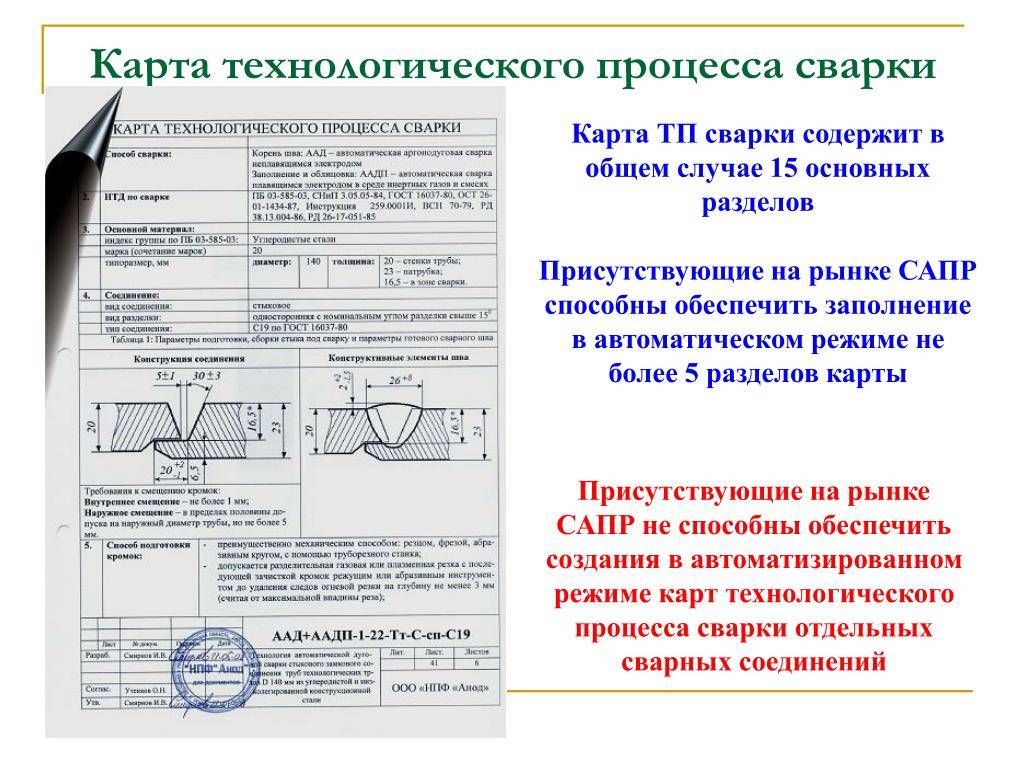
Технологические карточки
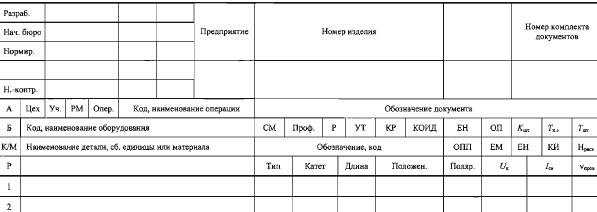
Технологическая карта сварки включает в себя ряд пунктов и граф, указывающих на следующие характеристики процесса сварки металлоконструкций:
- наименование изделия;
- единицы измерения объёма проведённых работ;
- цифровой код осуществляемой операции;
- обозначение нормативов, на основании которых она реализуется;
- уровень автоматизации, код степени квалификации оператора и многие другие параметры.
С содержанием типовой технологической карты можно ознакомиться в Таблице
Основное назначение этого учёного документа – зафиксировать всю информацию о проведённой операции по возведению металлоконструкций и хранить её коды в компьютерной базе как типовой образец.
На основании этих карт на предприятиях и в организациях подготавливаются и постоянно пополняются информационные массивы, позволяющие оперативно ссылаться на уже реализованный ранее технологический процесс.
Вся указанная в карточках информация вводится в базу только в кодированном виде.
При разработке новой технологии сварки металлоконструкции она учитывается после того, как проводится экспертная оценка эффективности предстоящих операций (исходя из особенностей отдельных сборных изделий).
Количественная оценка технологичности этих операций производится с учётом следующих факторов:
- последовательность их выполнения;
- разбивка металлоконструкции на независимые технологические узлы;
- виды используемой оснастки и специальных приспособлений;
- токовые , предполагаемые напряжения в конструкции и степень деформации отдельных составляющих.
По завершении проверки эффективности новой технологической цепочки сварки данные и коды отправляются на хранение в компьютерную базу предприятия.
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.
Сварка металлических конструкций.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями. Тогда при смещении элементов шов не пострадает
Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна.
При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте. При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу.
Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции. Это позволит сохранить функциональные возможности изделия.
Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении. Это необходимо для обеспечения сварщика безопасными условиями работы.
Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором. Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности.
Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.
Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
На заметку! Если при испытании образца на статическое растяжение предел прочности изготовленного шва оказался меньшим, чем предел прочности основного металла, то изделие браковано.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства. Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом
Это позволит в дальнейшем провести их механические испытания
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
На заметку! Качество созданных соединений металлоконструкций во многом зависит не только от мастерства сварщика, но и от качества сварочного аппарата, примененного в работе. Лучше остановить свой выбор на модели известного бренда, качество которого проверено временем.
Работа с листовыми заготовками
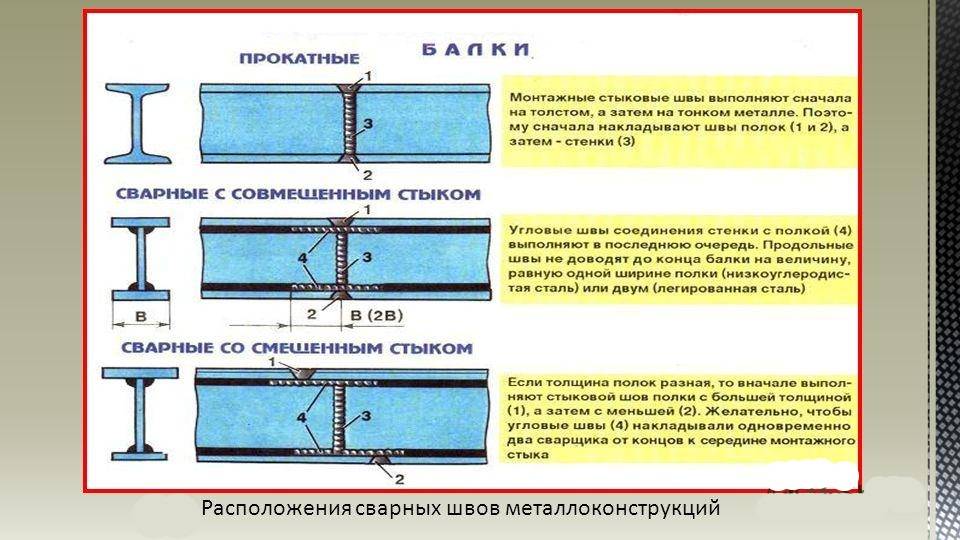
При рассмотрении технологических особенностей работы с листовыми изделиями особое внимание следует уделить последовательности сварки заготовок. При наличии в обрабатываемой металлоконструкции разнонаправленных сочленений в первую очередь варятся поперечные швы
И лишь по завершении их формирования можно будет переходить к продольным соединениям.
В процессе таких работ должен использоваться метод сварки, при котором потребление энергии минимально.
Для тонколистовой стали расчёт энергозатрат ведётся в единицах мощности, приходящихся на погонный метр изделия.
При вертикальной сварке её предпочтительнее вести по строго фиксированному направлению – сверху вниз. Кроме того, обязательно должно соблюдаться следующее правило: между листовыми заготовками металлоконструкции для предотвращения их коробления перед сваркой должны оставаться небольшие зазоры (не менее 1 мм).
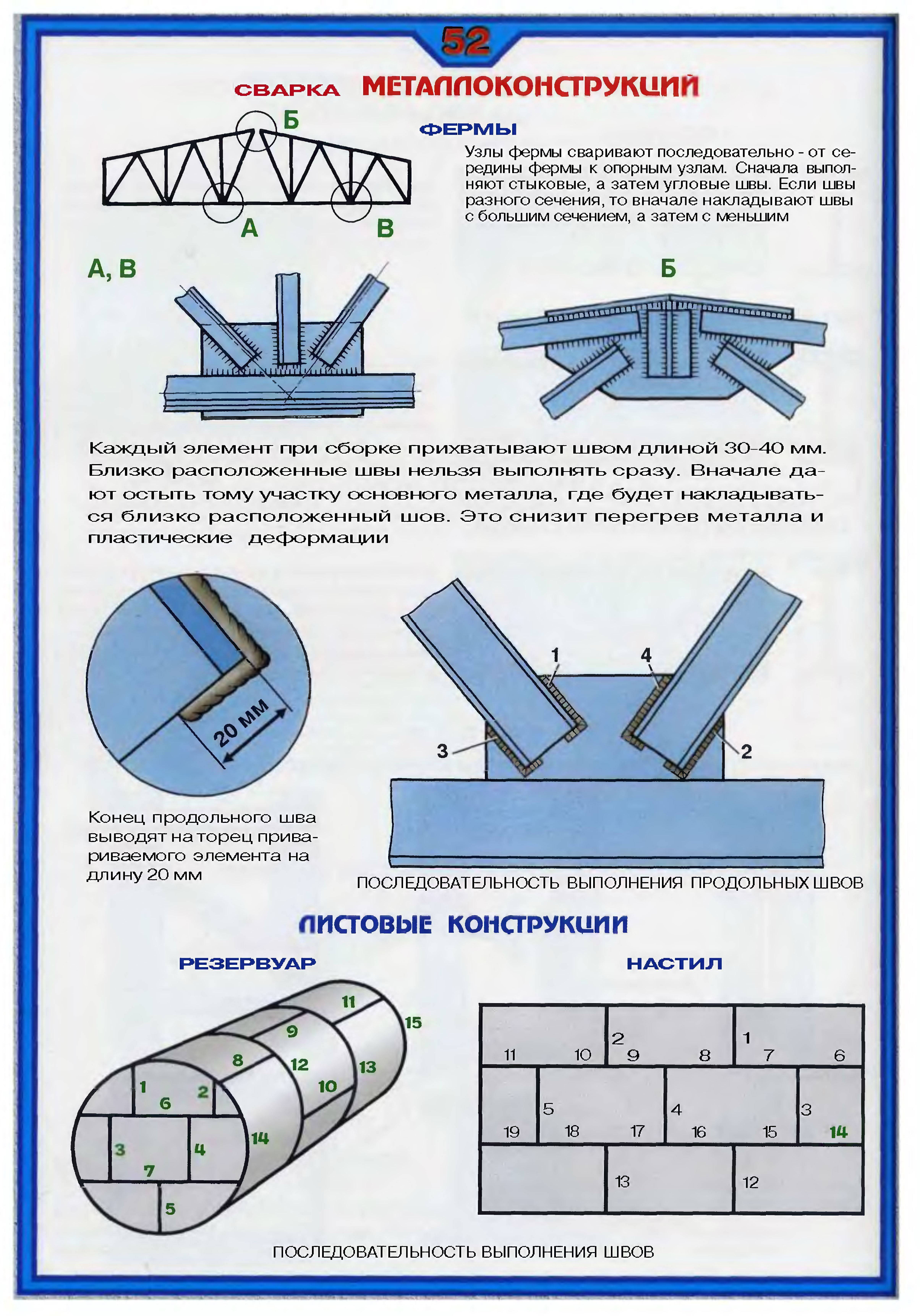
Для этих же целей рекомендуется использовать специальные нагрузочные элементы, обеспечивающие удобство сваривания легко деформируемых участков металлоконструкции. Последовательность сплавления листовых заготовок должна соответствовать порядку, изображённому на графиках.
После их рассмотрения можно сделать вывод, что сварка в этом случае должна вестись от середины к краям.
Температурный режим
Надежность монтажа металлоконструкций во многом зависит от внешней температуры. Работы нельзя выполнять, если заготовка холоднее –18 градусов. Показания измеряют в месте стыка деталей. Если температура неудовлетворительна, то металл подогревают. Делают это не со всей деталью, а только на 7,6 см по всем сторонам. В других случаях достаточно прогрева на размер толщины заготовки от ее края.


При соединении сталей разных марок выбирается температура самой прочной. Также нагрев зависит и от размера стенки заготовки, которую нужно обработать. Деталь из стали марки А514 с толщиной 3,8 см достаточно нагреть до +205 ⁰С. Более крупные варианты требуется греть уже до 230 градусов.
Факторы, влияющие на качество сварки
В процессе работы, на каждом заводе сварных конструкций учитывают особенности и нюансы, которые влияют на качество изделий и их долговечность.
Температура
Среди обстоятельств, влияющих на технологический процесс сварки и качество сварочного шва, не последнее место занимает температура окружающей среды. Так, сварочные работы нельзя проводить если температура металлической заготовки ниже –18°С. Для подготовки элементов, подлежащих соединению посредством сварки, их необходимо прогреть.
Однако греть полностью все детали – нерационально, поэтому нагревают только места стыков на толщину заготовки, или на 76 мм во всех направлениях.
При необходимости соединить две детали из разных марок стали, прогрев производят по температуре той, что имеет большую прочность. Оптимальным нагревом для различных видов стали считается 21°С.
Режим сварки
Еще одно немаловажное обстоятельство, от которого зависит качество сварки узлов металлоконструкций и, как результат, прочность конструкции. Если речь идет о токе, то из-за его повышение в процессе работы распределение металла на стыке становится неравномерным
Также в результате использования слишком сильного тока в месте сварки могут образовываться прожоги. Если же ток небольшой, то качество шва также может пострадать. Иногда возможно образование недовара, который впоследствии приводит к снижению прочности металлической конструкции и образованию трещин внутри самого металла.
Скорость процесса
Этот критерий также влияет на конечный результат. Так, повышенная скорость практически в 100% случаев гарантирует образование не проваров в стыках. При маленькой же скорости высока вероятность появления прожогов, металл, заполняющий стыки может образовывать сильные выпуклости и растекания.
Требования
К рассматриваемым работам допускают только профессиональных сварщиков. Их уровень квалификации регулируется требованиям нормативно-правовых документов, в зависимости от сложности объекта.
Качество применяемых материалов должно соответствовать ГОСТу 27772-88. В данном межгосударственном стандарте классифицирован стальной прокат, который разрешено использовать при монтажных работах.
На сварочных чертежах металлоконструкций необходимо выполнять полную расшифровку, которая включает в себя:
- тип применяемого металла;
- габаритные размеры;
- способ стыковки элементов;
- применяемое сварочное оборудование
Согласно действующему законодательству, сборка металлоконструкций на всех объектах выполняется под контролем государственных органов технического надзора.
Работа с листовыми заготовками
При рассмотрении технологических особенностей работы с листовыми изделиями особое внимание следует уделить последовательности сварки заготовок. При наличии в обрабатываемой металлоконструкции разнонаправленных сочленений в первую очередь варятся поперечные швы
И лишь по завершении их формирования можно будет переходить к продольным соединениям.
В процессе таких работ должен использоваться метод сварки, при котором потребление энергии минимально.
Для тонколистовой стали расчёт энергозатрат ведётся в единицах мощности, приходящихся на погонный метр изделия.
При вертикальной сварке её предпочтительнее вести по строго фиксированному направлению – сверху вниз. Кроме того, обязательно должно соблюдаться следующее правило: между листовыми заготовками металлоконструкции для предотвращения их коробления перед сваркой должны оставаться небольшие зазоры (не менее 1 мм).
Для этих же целей рекомендуется использовать специальные нагрузочные элементы, обеспечивающие удобство сваривания легко деформируемых участков металлоконструкции. Последовательность сплавления листовых заготовок должна соответствовать порядку, изображённому на графиках.
После их рассмотрения можно сделать вывод, что сварка в этом случае должна вестись от середины к краям.
Постскриптум
Начинающим мастерам может показаться, что технологический процесс сварки и производство металлоконструкций — это совсем не просто. Однако технологичность подобных работ, по сути, определяется только количеством методов сварки.
Определённая сложность заключается в выборе наиболее подходящего способа сварки конструкций, оптимальной настройке необходимого оборудования и точном соответствии технологии процесса.
Для начинающего мастера разнообразие видов сварки только усложняет понимание ситуации.
Так будет казаться до первого выполнения работ по этой тематике. После того, как Вы попробуете соединять металлоконструкции, последующие работы не вызовут никаких проблем.
Сварка

После того, как Вы подробнее узнали о различных видах металлоконструкций, у Вас не будет проблем с выбором метода их соединения. Не вызывает сомнений, что в подобных процессах поможет разнообразное оборудование.
Нередко при работе со строительными металлоконструкциями выбором мастеров становится полуавтомат, ведь он значительно ускоряет процесс сварки, уменьшает количество затрачиваемого времени и ресурсов, удобен в использовании.
Выбор вида сварки опирается на три основных параметра: условия труда, требования к качеству со стороны заказчика и умения мастера.
Режим сварки
Для проведения работ необходимо обратить внимание на режим сварки. Рекомендуется остановиться на среднем уровне тока
Завышение его значения для ускорения процесса, равно как и занижение из-за боязни сделать некачественный шов в одинаковой степени неоправданы.
Конечно, при работе с особо ответственными соединениями, к которым относятся двутавровые балки, от мастера потребуются весь его опыт в этом деле и предельно возможная концентрация.
Соответственно, сварщику в таком деле необходимо опираться на понимание своих возможностей и государственные стандарты, рекомендующие различные настройки, которые актуальны для каждого вида сварки.
Температура сварки

Рекомендуемая температура соединения металлоконструкций составляет 17°С и более. Соблюдение такого температурного режима гарантирует качественные швы, что необходимо при работе с конструкциями повышенной ответственности по типу двутавровых балок.
Также рекомендуется перед началом работы проводить прогревание металла в месте планируемого шва до 20°С.
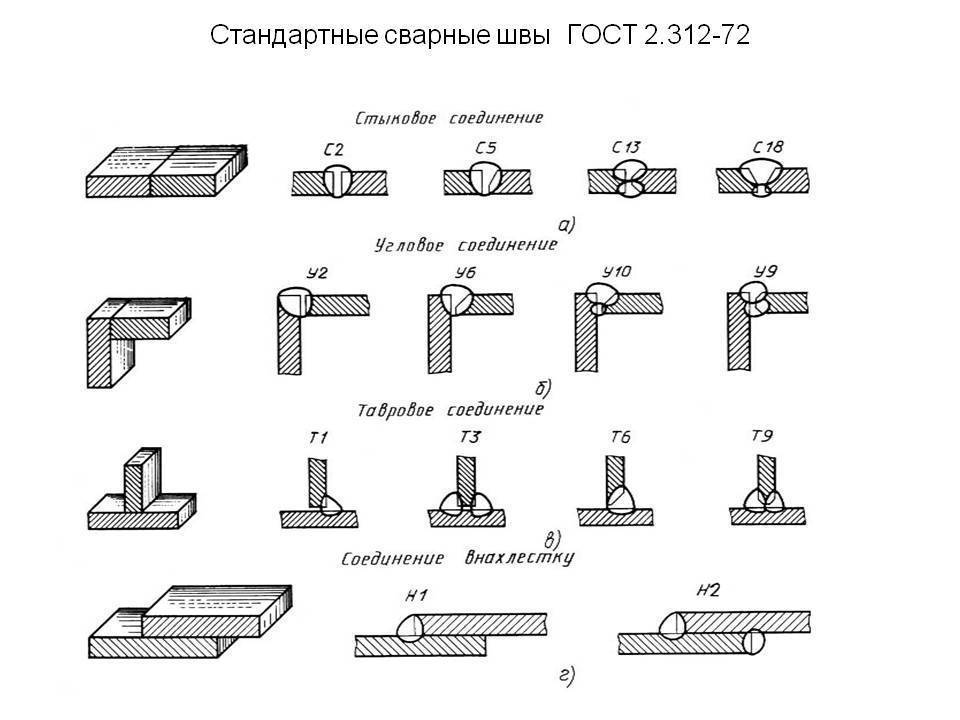
Как выбрать вид сварного шва

Чаще всего сварка металлоконструкций проводится при помощи двух видов соединений: углового и стыкового. Ниже представлена их краткая характеристика. Наиболее удобным методом является сварка при помощи стыкового шва.
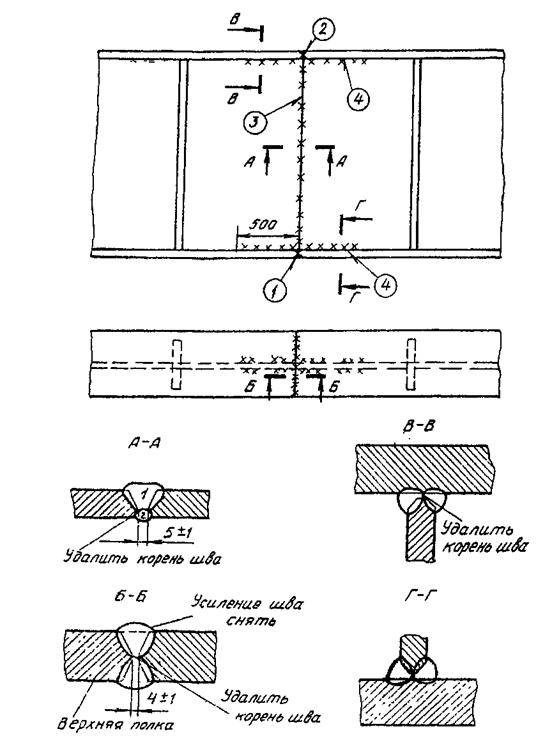
Его необходимо проварить по всей глубине и протяженности металла или же сформировать соединение с одной стороны, а потом дополнительно проварить корень шва с обратной стороны. Последняя методика подойдёт для решётчатых конструкций.
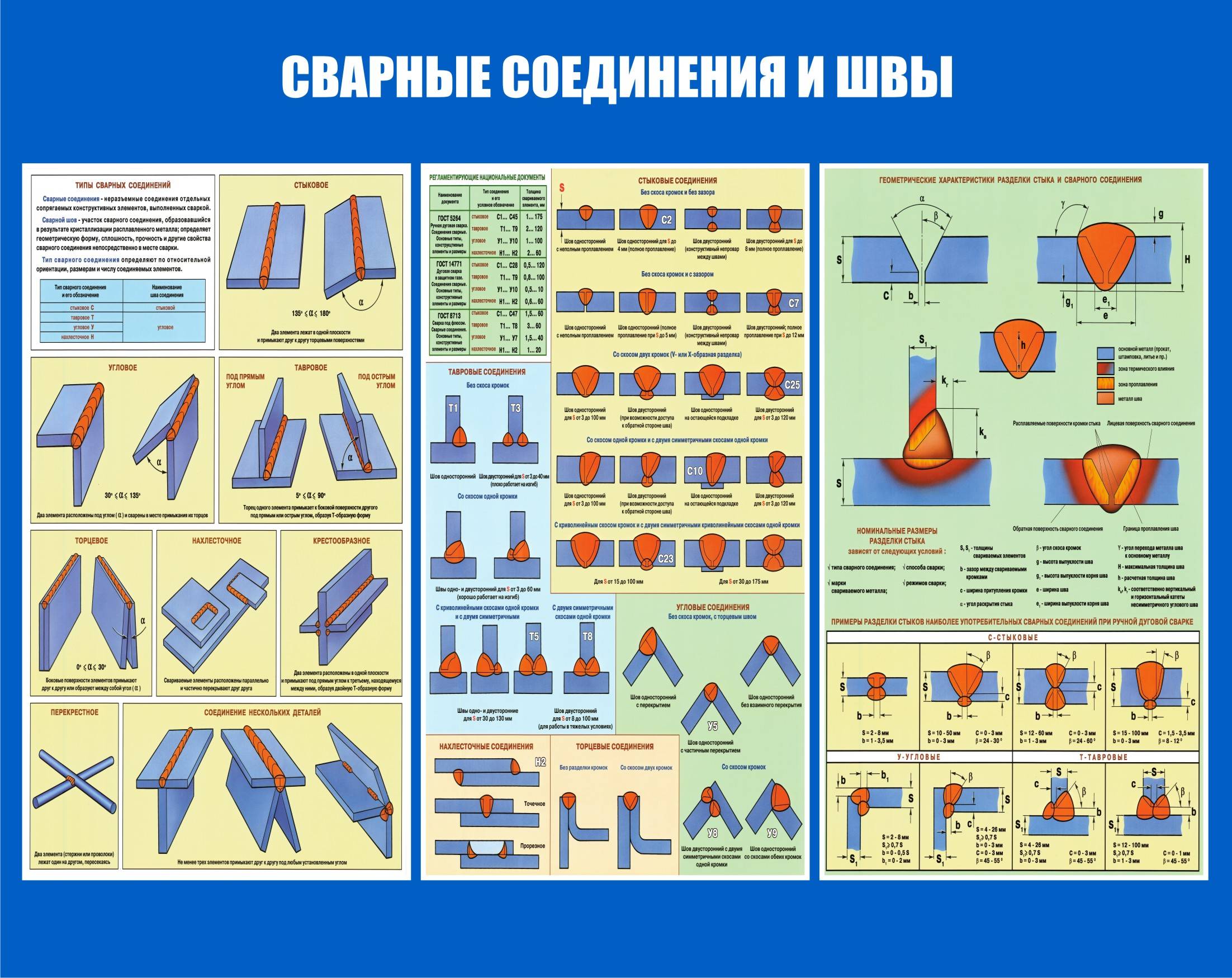

Угловой шов, напротив, имеет ряд ограничений. Он восприимчив к высоким нагрузкам и, как следствие, склонен к деформации в большей степени, чем стыковой шов.
Кроме того, односторонний шов подобного вида запрещён к применению при сварке конструкций с толстыми стенками. В такой ситуации необходимо воспользоваться двусторонним соединением.
Более того, по возможности желательно выбирать тавровый шов вместо углового.
Сварка решетчатых конструкций
Решетчатые конструкции представляют собой соединенные между собой стержни. К такому виду конструкций относятся, например, фермы и всевозможные каркасы, арматурные сетки. Каркасы бывают плоские и пространственные, а сетки, состоящие из взаимно-перпендикулярных стержней – рулонными или плоскими.
Они все могут иметь различные виды соединений.
Очертания решетки позволяют разделять фермы на различные типы. Имеются следующие виды очертаний:
- сегментные;
- треугольные;
- трапецеидальные;
- с параллельными поясами.
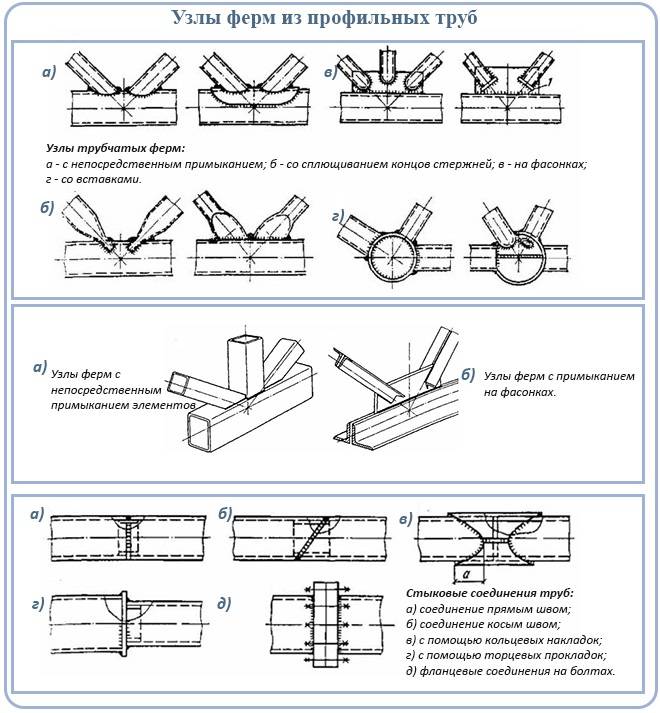
Для их изготовления используется металл толщиной до десяти миллиметров. Ферма представляет собой не подверженную изменениям систему, состоящую из стержней, имеющих прямолинейную форму. Между собой стержни соединены шарнирами – цилиндрическими или шаровыми. Работают фермы на изгиб.
Особенности сварки решетчатых конструкций в виде ферм заключаются в правильной центрировке соединяемых стержней. Это поможет избежать появления дополнительных напряжений на изгиб, которые не были включены в первоначальный расчет. Соединение стержней должно быть таким, чтобы они испытывали только такие воздействия, как растяжение или сжатие.
Элементы металлоконструкций выполняют из уголков, швеллеров и двутавров. Конструктивные элементы металлической фермы:
- нижний пояс;
- верхний пояс;
- узловая фасонка;
- раскос;
- листовая накладка;
- несущий профиль;
- крепеж в виде болтов или заклепок.
Узлом называют место, где сходятся два или несколько стержней. Расстояние между узлами именуется панелью фермы, а расстояние между опорами фермы – пролетом. Соединение стержней в узлах осуществляется с помощью металлического листа, называемого фасонкой.
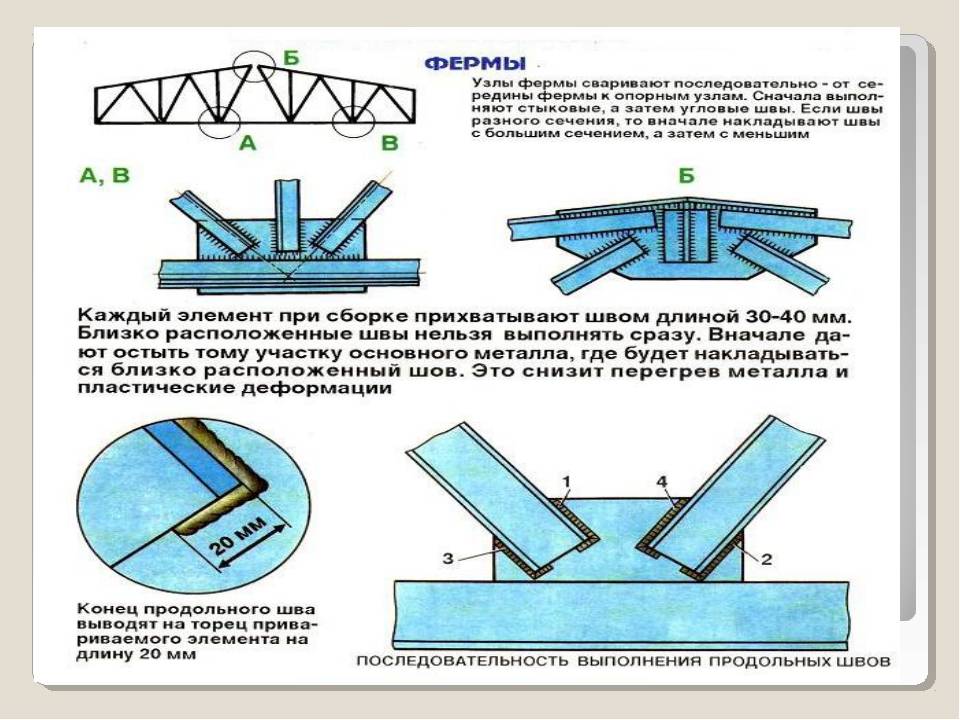
К особенностям сварки ферм относится последовательность, в которой осуществляются различные этапы. Сварку узлов фермы ведут от середины к их краям. Если применяются швы различных видов, то вначале выполняют стыковые, а затем угловые швы. Если швы обладают разным сечением, то первыми начинают прокладывать швы с более большим размером сечения. Конец шва проводят на торец привариваемого элемента миллиметров на двадцать.
Сборка и сварка решетчатых конструкций будет более удобна при использовании различных приспособлений.Технология сварки решетчатых конструкций должна быть описана в технологической карте на изделие. Длина сварочных швов при сварке решетчатых конструкций должна находиться в диапазоне 20-40 сантиметров.
Чтобы напряжение в узлах фермы сделать минимальным, сварку следует начинать в середине, а затем двигаться к ее краям. При наличии швов с большим и маленьким сечением начинать следует с тех, чье сечение больше.
Дефекты в сварочных швах
Дефекты сварочных швов.
Когда создается металлоконструкция, для удобства и получения более точных размеров применяется кондуктор. Однако во время сварки металлоконструкций очень часто возникают определенные дефекты:
- наплывы;
- прожог;
- непровар;
- трещина;
- пористость;
- пережог;
- подрез;
- шлакоотложение;
- возникновение кратера.
Появление наплывов происходит из-за натекания расплавленного металла на торцы плохо прогретого металла. В большинстве случаев такой дефект имеет место при получении горизонтальных швов. Получившиеся наплывы удаляют молотком, а затем проверяют наличие непровара.
Под прожогом понимается сквозное проплавление, когда на обратной стороне появляются натеки жидкого металла. Причиной такого дефекта является:
- увеличенный зазор;
- плохая обработка кромок;
- увеличенная мощность пламени;
- низкая скорость.
Такие прожоги исправляется вырубкой и последующей заваркой.
Причиной появления такого дефекта считаются:
- плохие кромки деталей.
- низкая сила пламени;
- большая скорость;
- наличие окалины;
- наличие ржавчины;
- оставшаяся грязь.
Непровары – это самый опасный дефект, влияющий на прочность и надежность сварочного соединения. Все непроваренные участки полностью вырубают, все заново зачищают и снова заваривают.
Схема полуавтомата для сварки в защитных газах.
Возникновение трещин возможно не только при сварке. Наличие трещины может обнаружиться и после окончания сварочной операции. Причиной возникновения трещин считается:
- невыполнение требований технологии;
- неправильный сварочный режим;
- неверное расположение швов.
Заметим, что швы, неправильно расположенные в металлоконструкции, становятся концентраторами напряжения, которые постепенно разрушают всю конструкцию. Очень большие значения напряжений наблюдаются там, где не соблюдается очередность наложения швов.
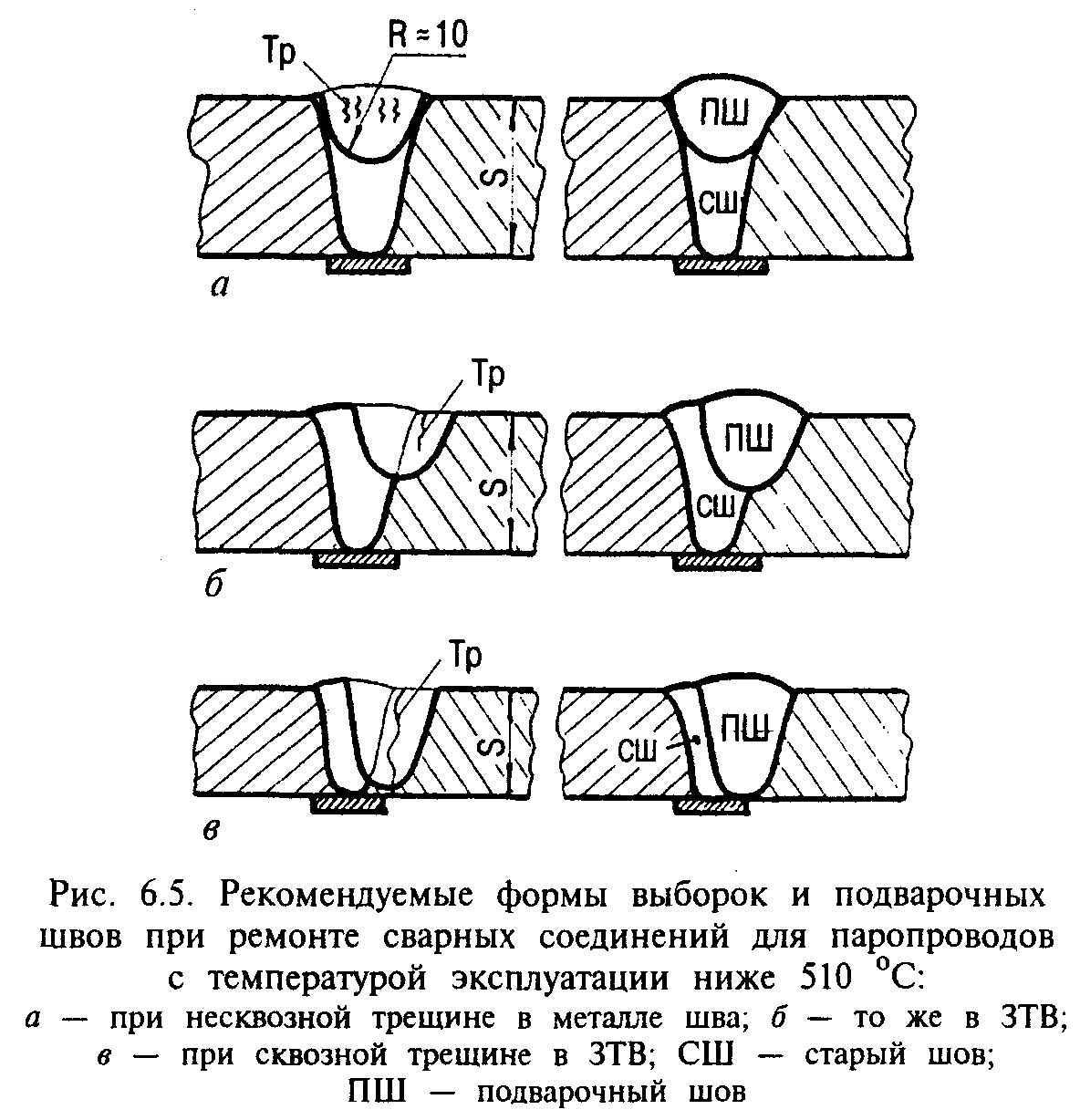
Трещины, образовавшиеся на поверхности сварочных швов, полностью удаляют и затем заваривают. Для ограничения распространения трещины по шву на ее концах делаются отверстия.
Иногда сварочные швы становятся пористыми. Причина этого явления – газы, которые находятся в расплавленном металле. Они просто не успевают покинуть шов до его затвердевания. Появившиеся поры снижают прочность сварочного шва. Причиной образования пор являются:
- плохо зачищенные свариваемые кромки;
- грязная присадочная проволока;
- наличие ржавчины;
- масло;
- много углерода в основной детали;
- большая скорость;
- марка проволоки;
- выбор силы сварочного пламени.
В некоторых случаях поры появляются прямо на поверхности, возникают свищи. Такие места вырубаются и снова завариваются.
Когда происходит пережог, начинают образовываться окисленные зерна, у которых очень низкая сцепляемость, так как их поверхность закрыта окисной пленкой. Пережженный металл очень хрупок, его нельзя исправить.
Сварка

После того, как Вы подробнее узнали о различных видах металлоконструкций, у Вас не будет проблем с выбором метода их соединения. Не вызывает сомнений, что в подобных процессах поможет разнообразное оборудование.
Нередко при работе со строительными металлоконструкциями выбором мастеров становится полуавтомат, ведь он значительно ускоряет процесс сварки, уменьшает количество затрачиваемого времени и ресурсов, удобен в использовании.
Выбор вида сварки опирается на три основных параметра: условия труда, требования к качеству со стороны заказчика и умения мастера.
Режим сварки
Для проведения работ необходимо обратить внимание на режим сварки. Рекомендуется остановиться на среднем уровне тока. Завышение его значения для ускорения процесса, равно как и занижение из-за боязни сделать некачественный шов в одинаковой степени неоправданы
Завышение его значения для ускорения процесса, равно как и занижение из-за боязни сделать некачественный шов в одинаковой степени неоправданы.
Конечно, при работе с особо ответственными соединениями, к которым относятся двутавровые балки, от мастера потребуются весь его опыт в этом деле и предельно возможная концентрация.
Соответственно, сварщику в таком деле необходимо опираться на понимание своих возможностей и государственные стандарты, рекомендующие различные настройки, которые актуальны для каждого вида сварки.
Температура сварки

Рекомендуемая температура соединения металлоконструкций составляет 17°С и более. Соблюдение такого температурного режима гарантирует качественные швы, что необходимо при работе с конструкциями повышенной ответственности по типу двутавровых балок.
Также рекомендуется перед началом работы проводить прогревание металла в месте планируемого шва до 20°С.
Как выбрать вид сварного шва

Чаще всего сварка металлоконструкций проводится при помощи двух видов соединений: углового и стыкового. Ниже представлена их краткая характеристика. Наиболее удобным методом является сварка при помощи стыкового шва.
Его необходимо проварить по всей глубине и протяженности металла или же сформировать соединение с одной стороны, а потом дополнительно проварить корень шва с обратной стороны. Последняя методика подойдёт для решётчатых конструкций.
Угловой шов, напротив, имеет ряд ограничений. Он восприимчив к высоким нагрузкам и, как следствие, склонен к деформации в большей степени, чем стыковой шов.
Кроме того, односторонний шов подобного вида запрещён к применению при сварке конструкций с толстыми стенками. В такой ситуации необходимо воспользоваться двусторонним соединением.
Более того, по возможности желательно выбирать тавровый шов вместо углового.
Требования к сварке
Существует классификация сварных конструкций и в зависимости от этого к ним предъявляются разные требования. Общим определением из всего многообразия является то, что это конструкции, выполненные методом сварки. Однако более удобным является разделение на различные виды:
- согласно их целевому назначению – авиационные, судовые, вагонные, строительные и прочее;
- по толщине соединяемых элементов – толстостенные и тонкостенные;
- по способу, которым получают заготовки: листовые, профильные, штампованные, литые;
- по материалам: стальные, титановые, алюминиваемые и из других металлов.
Каждый из указанных вариантов имеет свои особенности при соединении элементов методом сварки. Эти рекомендации указываются обычно на чертежах и в технологической карте. Сварные металлические конструкции после окончания их соединения должны обладать прочностью и надежностью. Такие требования налагают большую ответственность на сварщика в области соблюдения им определенных требований при осуществлении этого непростого процесса.
Особо большие требования предъявляются, когда происходит сварка ответственных металлоконструкций. От качества их выполнения будет зависеть, насколько большой является возможность разрушения всего объекта, что является недопустимым. Выполнять такие работы имеют право только сварщики, обладающие высокой квалификацией. Результат сварки таких конструкций в обязательном порядке должен быть подвергнут контролю.
Характеристики, которыми должны обладать металлоконструкции сварные, применяемые в строительстве, изложены в ГОСТе 27772. Также к руководящей документации можно отнести нормативный документ СНИП II 23-81. Требования, изложенные в этих документах, относятся в первую очередь к деятельности профессиональных сварщиков, но при решении произвести такие работы самостоятельно будет не лишним ознакомиться с ними.
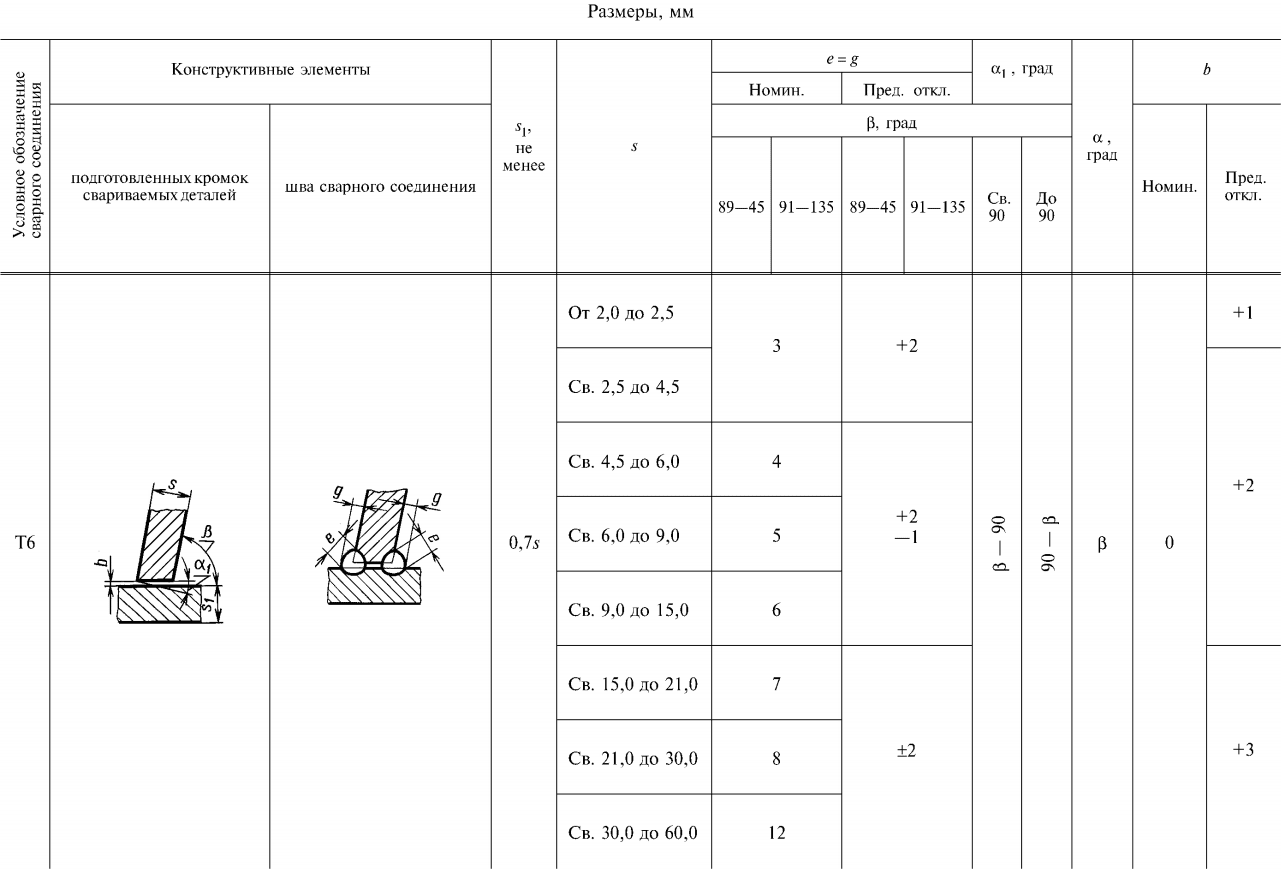
При ручной сварке следует руководствоваться требованиями ГОСТа 5264-80, а если она осуществляется в защитном газе, то ГОСТа 14771-76
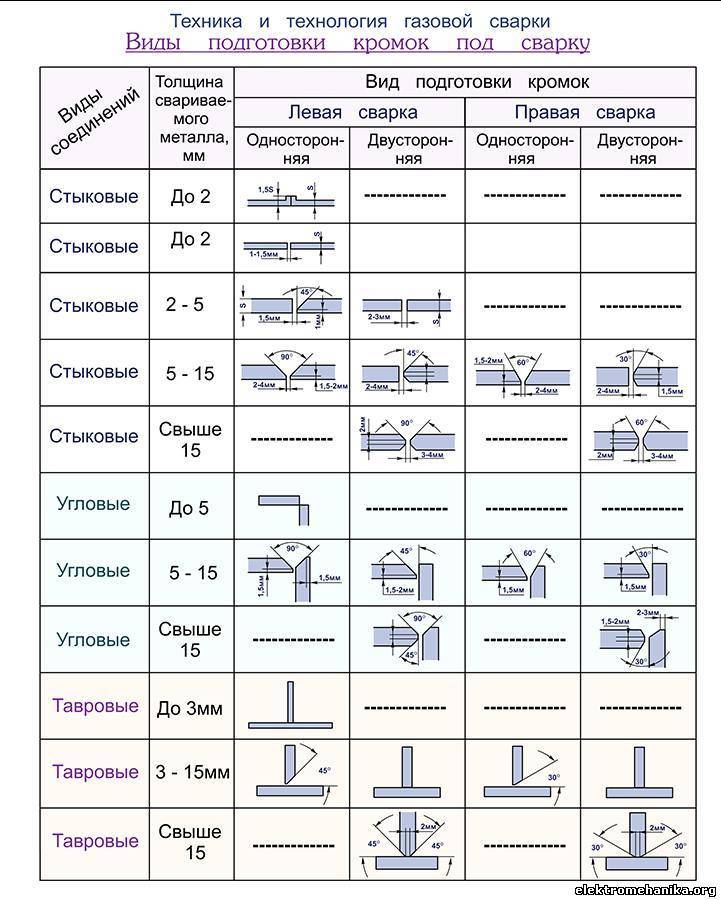
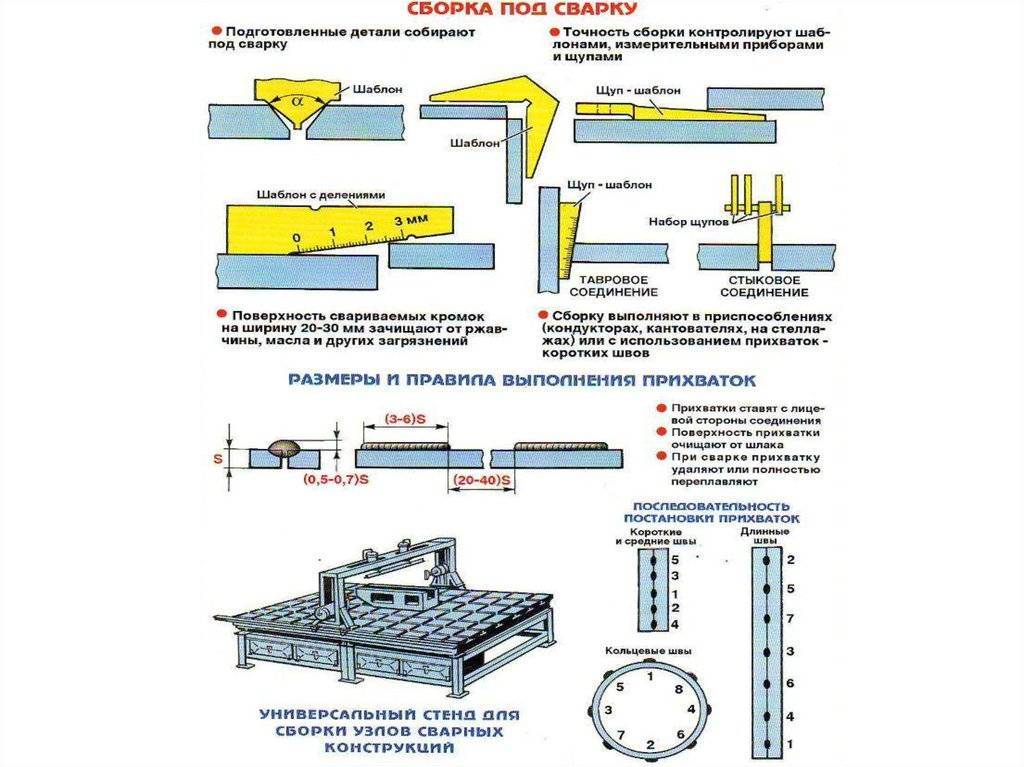
Большое внимание в имеющейся нормативной документации уделяется подготовке перед началом сваривания кромок соединяемых деталей, что является гарантией создания качественного соединения
Сварные конструкции должны иметь наименьшие из возможных значений усадочные напряжения, а также минимальные деформации. Это может обеспечить сварка конструкций при сохранении стабильности выбранного режима. Разброс значений тока и напряжения не должен превышать 5%. Для обеспечения этих требований выполняются чертежи сварных конструкций, и в специальной карте описывается технологический процесс сварки металлоконструкций.
Классическая технология
Классическая технология сварки металлоконструкций основана на проверенных временем методах, таких как газово-огневая и электрическая сварка. В обоих вариантах способы накладки швов делятся на :
- Автоматический.
- Полуавтомат.
- Ручной.
Автоматический способ основывается на отсутствии физического труда человека. Специальный роботизированной аппарат, в зависимости от проводимых работ, переводится в правильный режим и выполняет работу, тем самым заменяя собой человека. Подобные агрегаты имеют ограничения, прокомментированные в их инструкциях. Выгоднее всего использовать подобные машины в массовом производстве компаниями, продукция которых нуждается в большом количестве соединений.
Ручной метод подразумевает наличие физического человеческого труда. В него входят контроль над сварочными электродами и формированием соединения. Чаще всего под ручным методом подразумевается:
- Использование стандартной сварки с нанесением флюса.
- Пайка металлоконструкций газосварочным устройством.
- Электродуговая сварка.
Последний способ популярен при работе в домашних условиях под собственные нужды, либо на небольшом предприятии, так как крупное производство будет иметь большие затраты на поддержание подобного способа сварки конструкций.

Сварка полуавтоматом
Полуавтомат — подразумевает обработку швов вручную, но подача самого электрода осуществляется автоматически, благодаря чему возрастает производительность труда. И в совокупности человеческого фактора и автоматического способа сварки, роботизированный метод соединения имеет большую популярность, и получил развитие как среди любителей, так и профессионалов данного дела.
Принципы и особенности
Процесс соединения конструкций подразумевает не только соединение изделий из металла, но и возможность работать с другими материалами, например, пластмассой. Сама сварка нужна для того, чтобы расплавить соединяемые части деталей, что позволит надёжно скрепить их между собой (перед сваркой для сборки используют кондуктор – инструмент который позволяет закрепить свариваемые детали между собой) и приступить к следующему этапу.

Но самая ответственная работа, происходит при сборке металлоконструкций под сварку. От неё будет зависеть надёжность и долговечность проекта. Если сварщиком упущена из виду малейшая деталь, пострадать может вся структура соединений. Поэтому, исходя из нормативов времени, которое требуется на создание конструкции в целом, большая его часть потратится непосредственно на сборку системы соединений, после того как заготовки были поданы на стапель. Но некоторые сварщики используют кое-какие приёмы, позволяющие ускорить процесс. Для этого нужно иметь соответствующий опыт и навыки работы с кондуктором.
Заключение
Сварка металлических конструкций относится к категории ответственных работ, которые контролируются органами технологического надзора. На крупных предприятиях сварочные операции выполняются на роботизированных установках, с автоматической регулировкой всех параметров. При небольших объемах работы выполняются вручную.
Сварщик 6-го разряда Головань Алексей Вадимович. Опыт работы – 13 лет: «Я работаю на заводе по производству металлических конструкций. Несмотря на наличие автоматических сборочных линий, подавляющее большинство работ выполняется руками сварщиков, ввиду низкого процента заказов на крупные партии одинаковых конструкций. В таких условиях настройка и регулировка робота нецелесообразна, поскольку его использование приведет к удорожанию готовой продукции





