Что представляет собой сверло для высверливания точечной сварки
Точечная сварка очень широко распространена и повсеместно используется, практически, во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении.
Часто, с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.
И тут гидропробойником удаётся воспользоваться, далеко, не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
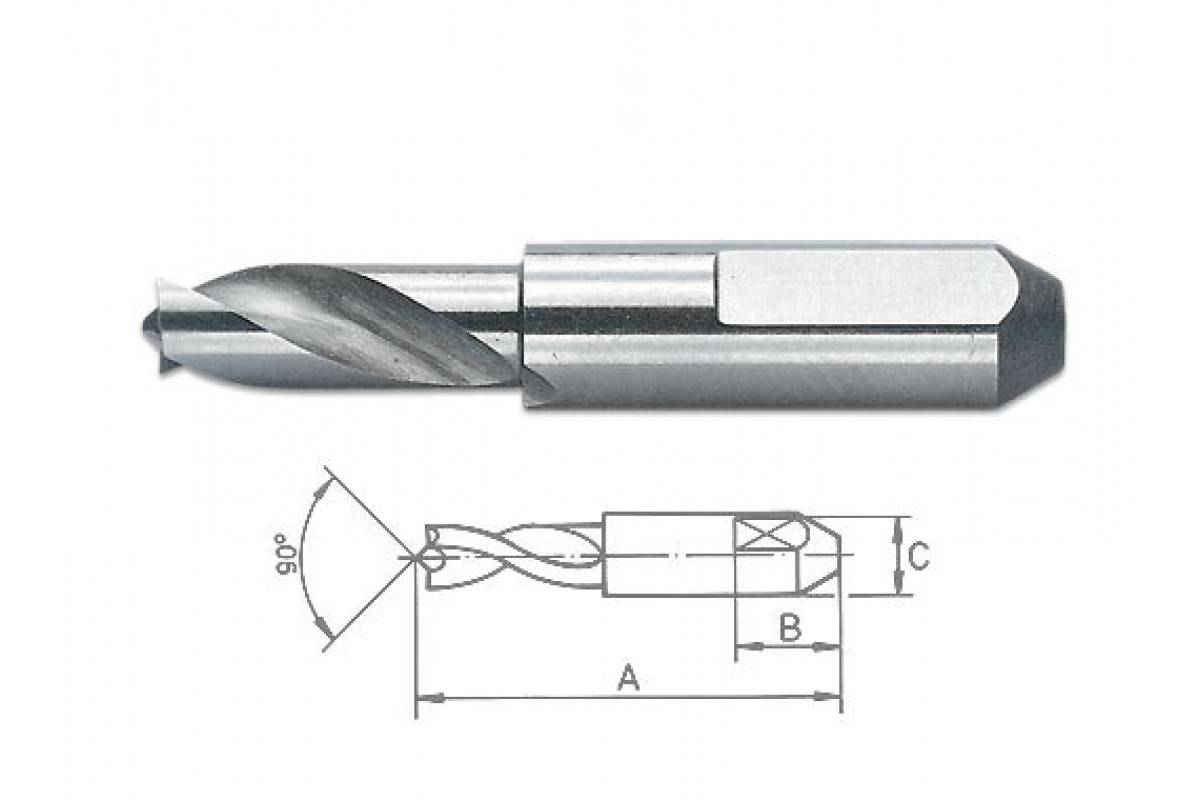
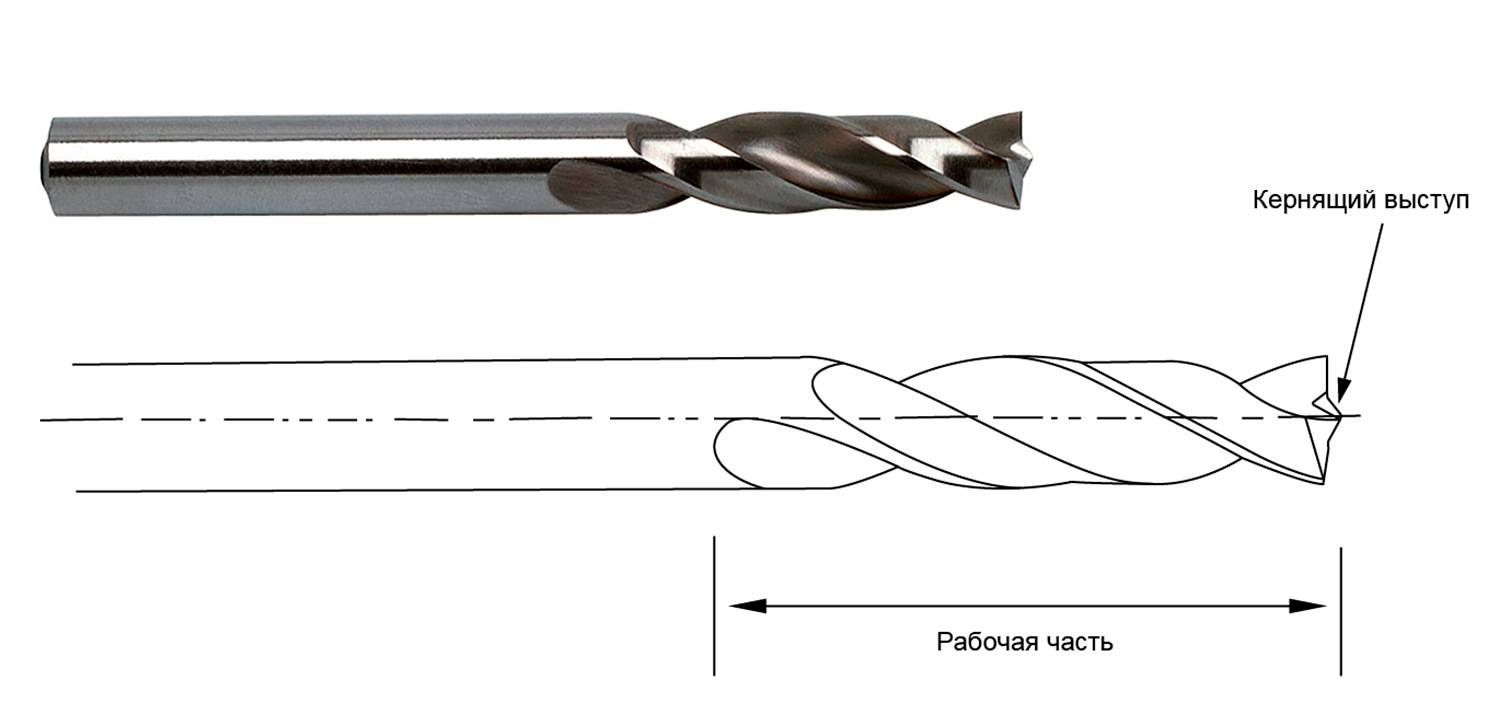
Сверло для точечной сварки «опознать» просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями.
Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва.
Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют, — предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Из чего состоит сверло для высверливания точечной сварки
Оно состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.
Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.
При выборе в пользу сверла для точечной сварки необходимо предварительно оценить точность расположения керна, для чего подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм.
Несоосность приводит к тому, что часть сверла работает по незакалённому металлу, а потому нагрузка на инструмент распределяется неравномерно.
Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Используя сверло для высверливания точечной сварки, также потребуется изменять число оборотов дрели: вначале оно должно быть небольшим, до 700…800 мин-1. Тем не менее, суммарная трудоёмкость операции всё равно меньше, чем в предыдущем варианте, а для высверливания достаточно использовать только один электроинструмент – дрель.
Технология обработки листовых элементов
 Сверла для высверливания точечной контактной сварки на изделиях из тонкой листовой стали рекомендуется использовать только того типа, который рекомендован изготовителем для работы по металлу.
Сверла для высверливания точечной контактной сварки на изделиях из тонкой листовой стали рекомендуется использовать только того типа, который рекомендован изготовителем для работы по металлу.
Для этих целей подходят пневмодрели или дрели электрического принципа действия. Каждый инструмент имеет свои плюсы и минусы при работе.
Электрический инструмент, если им долго высверливать, сильно нагревается. Его также нельзя использовать в сырых помещениях, либо при дождливой погоде. Дрель пневматического типа безопасна при использовании под дождём или в сырых помещениях.
Чтобы высверливать соединения точечной сварки можно использовать свёрла подходящего диаметра, либо специализированные коронки. Последний вид металлообрабатывающего инструмента имеет конструктивную функцию ограничения глубины проточки металла.
Это весьма удобно при продолжительной работе. Применение коронки поможет уменьшить численный процент брака при разъединении деталей.
Похожие материалы:
Что представляет собой сверло для высверливания точечной сварки
Точечная сварка очень широко распространена и повсеместно используется, практически, во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении.
Часто, с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.
И тут гидропробойником удаётся воспользоваться, далеко, не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Сверло для точечной сварки «опознать» просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями.
Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва.
Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.










Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют, — предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Из чего состоит сверло для высверливания точечной сварки
Оно состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.
Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.
При выборе в пользу сверла для точечной сварки необходимо предварительно оценить точность расположения керна, для чего подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм.
Несоосность приводит к тому, что часть сверла работает по незакалённому металлу, а потому нагрузка на инструмент распределяется неравномерно.
Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Используя сверло для высверливания точечной сварки, также потребуется изменять число оборотов дрели: вначале оно должно быть небольшим, до 700…800 мин-1. Тем не менее, суммарная трудоёмкость операции всё равно меньше, чем в предыдущем варианте, а для высверливания достаточно использовать только один электроинструмент – дрель.
Сверла для точечной сварки
Точечная сварка очень широко распространена и повсеместно используется практически во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении. Чаще всего с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.
Специально для решения данной задачи были созданы специализированные сверла для точечной сварки повышенной прочности. С их помощью снять деталь, сваренную точечным методом, достаточно легко. Продаются они по высокой цене, но она с лихвой окупается их возможностями и функционалом. Стоит отметить, что сверла, при наличии специализированного оборудования, неоднократно можно подвергать заточке.
Достоинства сверла для высверливания точечной сварки
Относительно альтернативных способов удаления соединений, созданных с помощью с точечной сварки, использование специализированного сверла имеет ряд преимуществ.
- Отсутствие необходимости в проведении разнообразных подготовительных процедур. Процесс высверливания начинается сразу же без предварительного накернивания и т.д.
- Возможность удаления нескольких соединений подряд без пауз.
- При наличии оборудования, с помощью которого можно заточить сверло, срок его эксплуатации очень высок.
- В процессе высверливания второй лист металла не повреждается, это позволяет использовать снятую деталь в дальнейшем по ее основному назначению.
Большое количество различных изделий, устройств, детали автомобилей и т.д. соединяются между собой не разъемными способами (болты, гайки, шурупы и т.д.), а именно с помощью точечной сварки. Соответственно снять ее не повредив, используя разнообразные методы, достаточно проблематично. С помощью же сверла для сварки выполнить эту процедуру проще простого.
Стоит отметить, что, несмотря на достаточно узкую специализации сверла, для его использования подойдет абсолютно любая дрель. Однако лучше всего применять такое оборудование, которое позволяет производить регулировку рабочей мощности.
Конечно же, изделие не сможет выполнить всю работы за мастера, поэтому если деталь в последующем будет применяться еще раз, то работа требует повышенной аккуратности.
Как работать со сверлами для точечной сварки?
В качестве основного компонента для создания сверла для точечной сварки используются твердые материалы, например как титан, или же их сплавы. Сверло может иметь как один, так и два рабочих наконечника.
Номенклатура изделия достаточно обширна, среди широкого ассортимента найти сверло требуемого диаметра не составит проблем. Существует одна особенность, которую нужно соблюдать в обязательном порядке.
Она заключается в том, что диаметр используемого сверла, должен примерно на полтора миллиметра превышать размер высверливаемого соединения.
https://www.youtube.com/watch?v=YK3H2eAddTg
Изделие устанавливается в дрель, можно конечно использовать механическую версию, но работа будет выполнена в разы быстрее при применении электрического оборудования. Самым идеальным вариантом является такое устройство, которое позволяет выполнять настройку рабочей мощности оборудования.
Перед началом выполнения процедуры нудно точно определится с моделью сверла. Оно должно быть прочным и хорошо заточенным. После выбора определенной модели, по указанному выше принципу, требуется подобрать нужный диаметр изделия. Сам процесс никаких трудностей не вызывает даже у неопытного мастера.
Обязательная необходимость в накернивании отсутствует, но профессионалы своего дела все-таки рекомендуют выполнять его сверлом малого диаметра, так как это упрощает поставленную задачу. Рабочий крутящий момент оборудования должен быть равен примерно восьмистам оборотам в минуту.
После выбора модели сверла и настройки оборудования можно начинать приступать к работе. Все манипуляции выполняются исключительно с верхней частью металлической детали, проще говоря, убираются только сварочные крепления.
Как использовать
В качестве инструмента можно использовать обычную бытовую электродрель. Лучше, если она будет маломощной и с малым количеством оборотов. Идеальный вариант — дрель с ручной регулировкой количества оборотов. Так вы сможете без последствий удалить сварные точки, не деформировав деталь.
Вне зависимости от того, какое приспособление вы используете (будь то специальное сверло или обычное сверло с заточкой), вставьте его в дрель и прокрутите несколько раз. Убедитесь, что сверло надежно закреплено и готово к работе.
Прежде чем приступить к высверливанию, мы рекомендуем немного накернить сварные точки при помощи керна. Для этого можно использовать керн небольшого диаметра, менее 2 мм. Далее стандартным строительным сверлом расширьте диаметр полученного отверстия до 3 мм (если точка стандартного размера). Так вы сможете максимально сократить деформации детали при конечном высверливании.

После выполнения подготовительных операций можно начать высверливать точечную сварку при помощи специализированного или заточенного вами сверла. Работа займет считанные секунды за счет предварительной подготовки.
Если у вас дрель с ручной регулировкой оборотов, то установите не более 800 об/мин. При высверливании держите дрель параллельно металлу, ни в коем случае не под углом. Сверло должно быть перпендикулярно поверхности детали.







Как подготовить участок под высверливание?
Чтобы работать с кузовом автомобиля было как можно проще, следует убрать с его поверхности герметизирующий состав, краску, а также все дополнительные покрытия — это позволяет довольно хорошо наблюдать точки, где производились сварные работы. Стоит отметить, что профессиональные работники мастерских, занимающихся кузовами транспортных средств, далеко не всегда снимают саму краску. Им вполне достаточно слегка зачистить участки, сваренные по точечной технологии, при помощи шлифовальной бумаги или угловой шлифовальной машинки — этого бывает вполне достаточно, чтобы хорошо видеть сваренный участок.
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Ещё одна проблема при использовании коронок – их быстрый перегрев, в результате которого эффект теплового расширения увеличивает фактический размер полученного отверстия, и насадка трескается. После использования, коронки необходимо очищать от стружки.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Общая информация
Строительные электросвёрла имеют мало общего со своими “родственниками” для точечной сварки. У последних выделяется специальная форма, которая позволяет применять их для разъединения деталей со сварными точками.
Такими типами свёрл можно выполнить отверстия на любом виде металла с тонкими листами, в том числе легких и тяжелых сплавах. Полимерные заготовки ими тоже можно обработать.
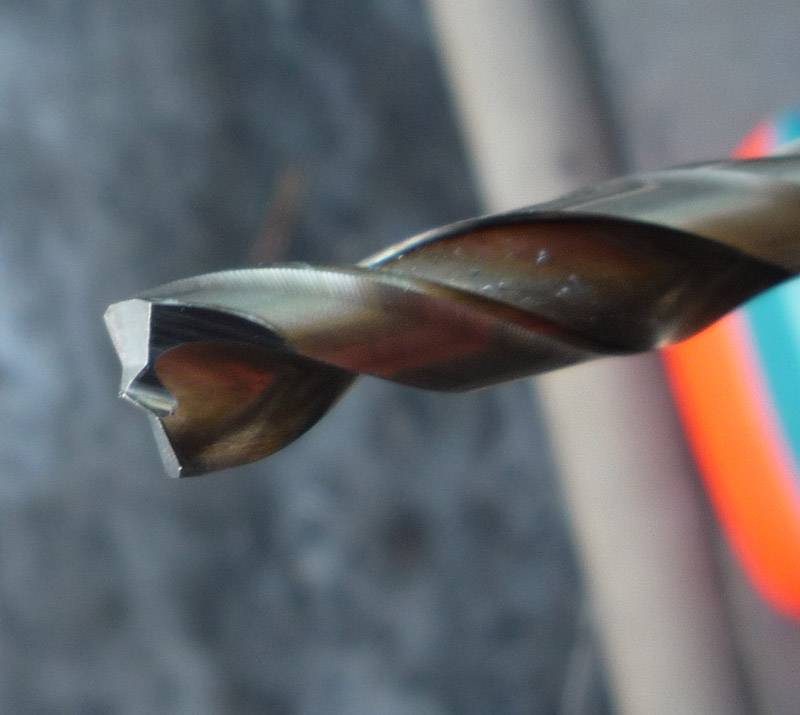
Выше мы обратили внимание на особую форму сверла для точечной сварки. У него плоский край, имеется маленький конусообразный выступ. Этот выступ на заводе затачивают под прямым углом, что помогает свободно разместить сверло по центру относительно точки сварки
Этот выступ на заводе затачивают под прямым углом, что помогает свободно разместить сверло по центру относительно точки сварки.
Профессиональные сварщики говорят о том, что специальное сверло – необязательное условие разъединения точечных швов. Обычные строительные электросвёрла можно использовать как основу для заточки сверла для контактной сварки.
Заточить сверло под силу только мастеру со стажем, который использует подходящее оборудование. К тому же, заточка имеет множество нюансов, которые мы не будем перечислять в этой статье.
Скажем только, что это сделать можно, но сам процесс требует терпения, внимательности и опыта.
Особенности
Сверло для высверливания точечной сварки применяется для удаления неразъёмного сварочного соединения. Такая фреза позволяет выполнить аккуратную рассверловку сварочной точки, не нанося такими действиями значительных повреждений поверхности детали. Нередко для отсверловки применяют инструмент диаметром 8 мм. Найти подобный сверловочный инструмент можно в профильных торговых точках, но его стоимость может оказаться довольно высокой. Однако приобретённое сверло окупит ваши затраты, значительно облегчив процедуру снятия деталей, соединённых между собой точечной сваркой.
Основные преимущества фрезы для удаления креплений точечной сварки.
- Выполнять работы по высверливанию сварки можно без предварительного формирования углубления в сварочной точке, то есть без накернивания. Такая особенность сверла является удобной, так как экономит массу времени и сил.
- Работать сверлом можно длительное время, осуществляя последовательное высверливание сразу нескольких сварочных точек подряд. Даже при нагреве сверло не утрачивает своих свойств.
- Период эксплуатации инструмента довольно высокий, так как это изделие производится из высокопрочных марок стали и обладает возможностью к многократным циклам затачивания.
- После рассверливания сварных точек демонтированная деталь остаётся сохранённой к повторному использованию. Кроме того, поверхность второй заготовки, к которой была присоединена демонтируемая деталь, не повреждается, и её вновь можно использовать по назначению.

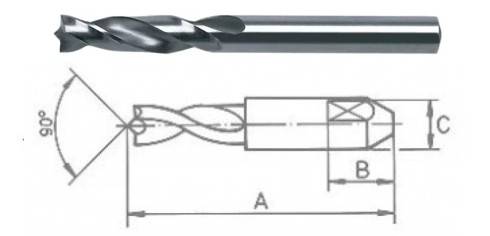
Инструмент, предназначенный для демонтажа точек сварки, изготавливают из легированной стали с добавлением титанового напыления. Выпускаются 2 вида такого инструмента: с одной рабочей стороной либо двухстороннее. Диаметры сверла различны – они могут быть 6, 8 и 10 мм. Выбор диаметра сверла зависит от того, какой размер у сварной точки, которую придется высверливать. При этом к диаметру объекта высверливания прибавляют дополнительно до 1,5 мм.
По своему строению сверловочный инструмент имеет 3 основные части.
- Область керна. Высоту этой части нужно подобрать таким образом, чтобы она превышала толщину детали на 2 мм.
- Режущая часть. Для усиления этой области на металл наносят титановое напыление, что в значительной мере укрепляет сверло, продлевает его износостойкость и позволяет работать инструментом вне зависимости от его нагрева.
- Область крепления. Эта часть предназначена для закрепления сверловочного инструмента в держатель электрической дрели.
По визуальным признакам отличить инструмент, предназначенный для демонтажа точек сварки, от других сверловочных аналогов довольно просто – ось инструмента имеет конусообразный вид, с углом 90°, тогда как рабочая торцевая часть у сверла плоская.
Достоинства сверла для высверливания точечной сварки
Относительно альтернативных способов удаления соединений, созданных с помощью с точечной сварки, использование специализированного сверла имеет ряд преимуществ.

- Отсутствие необходимости в проведении разнообразных подготовительных процедур. Процесс высверливания начинается сразу же без предварительного накернивания и т.д.
- Возможность удаления нескольких соединений подряд без пауз.
- При наличии оборудования, с помощью которого можно заточить сверло, срок его эксплуатации очень высок.
- В процессе высверливания второй лист металла не повреждается, это позволяет использовать снятую деталь в дальнейшем по ее основному назначению.
Большое количество различных изделий, устройств, детали автомобилей и т.д. соединяются между собой не разъемными способами (болты, гайки, шурупы и т.д.), а именно с помощью точечной сварки. Соответственно снять ее не повредив, используя разнообразные методы, достаточно проблематично. С помощью же сверла для сварки выполнить эту процедуру проще простого. Стоит отметить, что, несмотря на достаточно узкую специализации сверла, для его использования подойдет абсолютно любая дрель. Однако лучше всего применять такое оборудование, которое позволяет производить регулировку рабочей мощности. Конечно же, изделие не сможет выполнить всю работы за мастера, поэтому если деталь в последующем будет применяться еще раз, то работа требует повышенной аккуратности.

Каким должно быть сверло для высверливания точек контактной сварки?

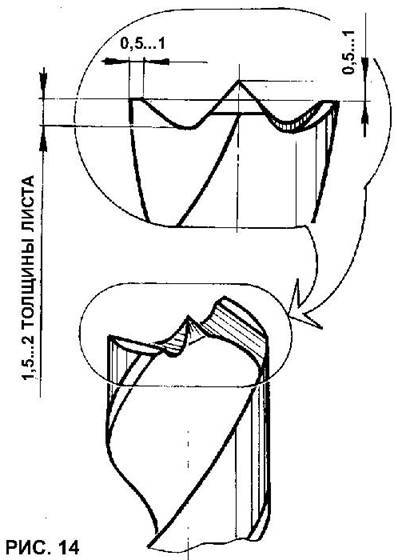
Специальное сверло для высверливания точек контактной сварки можно сделать самому. Нужно заточить обычное сверло по металлу так, чтобы резали только внешние точки сверла, а по центру был точечный выступ для центровки.








Заточить такое сверло можно на точильном станке или даже болгаркой. В этой статье разберём вариант заточки сверла на точильном станке. Шлифовальный круг должен иметь нормальный, не закруглённый край, так как затачивание будет производиться именно при помощи края шлифовального круга.
Кончик сверла должен располагаться точно по центру. Режущие края сверла должны быть на одинаковом расстоянии от центра сверла. Края должны выступать на одинаковую величину, чтобы при начале сверления сверло не уводило в сторону и сверление начиналось равномерно двумя кромками.
Кончик сверла должен быть немного длиннее режущих кромок, то есть при начале сверления сначала будет касаться поверхности центральный выступ, а потом режущие боковые края.
Если центральная точка будет равной по высоте с наружными вершинками сверла, то не получится начать сверлить с центрального выступа, и сверло будет ходить по поверхности, при попытке сверления.
Углы режущих кромок должны быть примерно одинаковыми. Они не должны быть сильно острые или сильно тупые. Тупые углы кромок будут плохо врезаться в металл, а сильно острые будут быстро тупиться.
Способ заточки №1
Этот способ наиболее распространённый, его не один раз демонстрировали в видеороликах различные мастера. Нужно взять сверло по металлу диаметром 8 мм.
Лучше использовать сверло с содержанием кобальта, так как оно наиболее прочное и будет дольше служить до следующей заточки. Сначала его кончик нужно сделать плоским, затупив на точильном станке. Можно полностью затупить кончик, либо оставить немного не сточенными края.
 Далее затачиваем краем шлифовального круга от центра к краям, оставляя посередине небольшой точечный выступ. Хоть кончик и будет сточен, центр будет заметен (где стыкуются витки спирали). Края стачиваются по виткам каждой спирали.
Далее затачиваем краем шлифовального круга от центра к краям, оставляя посередине небольшой точечный выступ. Хоть кончик и будет сточен, центр будет заметен (где стыкуются витки спирали). Края стачиваются по виткам каждой спирали.
Таким образом, по бокам остаются режущие вершинки, а в центре острый кончик. Центр должен быть выше внешних вершинок на 1–1.5 мм. Проверить это можно, прислонив центральную часть сверла к плоскости. Сверло должно немного качаться на центральном выступе, касаясь внешних режущих кромок.
В завершение нужно аккуратно, также краем круга, подточить бока центральной части, сделав её острее, чтобы сверло лучше центрировалось и центральная перемычка не препятствовала сверлению. Каждый режущий край должен иметь одинаковую высоту, чтобы они резали металл в одно и то же время.
Итог
Необходимо обратить внимание, что на сегодняшний день для высверливаемого отверстия применяют плазменную резку. С её помощью можно прожечь любую толщину конструкционной детали, созданной из железа. Это достаточно дорогая услуга, из-за чего применяется в редких и крайне необходимых ситуациях
Многие мастера, которые работают с кузовами, все же применяют точечную сварку
Это достаточно дорогая услуга, из-за чего применяется в редких и крайне необходимых ситуациях. Многие мастера, которые работают с кузовами, все же применяют точечную сварку.
Благодаря соответствующим сверлам, работа становится легкой, не затратной по финансам, времени и силам, окупается за счет своих свойств и функций. Кроме этого необходимо акцентировать на том, что такие сверла нуждаются в регулярной заточки при помощи специальной конструкции.