Гранатовый песок для гидроабразивной резки, водоабразивной и пескоструйной обработки
Абразивный гранатовый песок относится к твёрдым абразивам (твёрдость 7-8 по Моосу), занимающим диапазонную промежуточную позицию между кварцем с 7 классом и топазом с 8 классом минералогической шкалы (для сравнения, сверхтвёрдый абразив из оксида алюминия электрокорунд имеет 9 класс, соответствующий минералу корунду). Код граната как материала по РћРљРџР” 2 – категория 08.99.22.150 «Гранат природный»; дополнительный код РћРљРџР” 2 для гранатового абразива (уточнение по применению) – категория 23.91.11.190 «Изделия абразивные прочие, не включенные в другие группировки» (соответствует по переходному ключу к устаревшему РћРљРџ коду 39 8880 «Материалы абразивные природные»).
Зернистость гранатового песка – размер основной фракции, преобладающий по массе и традиционно выраженный в мешах (mesh). Обычно обозначается числовой дробью (слэшем), у которой числитель соответствует размеру стороны ячейки верхнего сита, а знаменатель – размеру стороны ячейки нижнего сита. Например, обозначение зернистости 100/120 mesh будет означать, что частицы гранатового абразива при ситовом анализе проходят через сито 100 mesh (у сита 100 отверстий на один линейный дюйм, равный 2,54 см) и задерживаются на сите 120 mesh (у сита 120 отверстий на линейный дюйм). Для гидроабразивной резки (ГАР) используются, как правило, гранатовые пески 80 и 120 mesh с максимальным размером частиц до 0,3 мм. Любые фракции гранатовых абразивов в зависимости от решаемых задач и размеров сопла пескоструйного аппарата могут использоваться для пескоструя поверхностей (в данном случае песок должен быть сухим и его, соответственно, требуется хранить только в сухом закрытом помещении, т. к. при увлажнении или намокании абразив может оказаться непригодным для выполнения этого вида работ). Гранатовый песок с размером песчинок крупнее 60 mesh помимо пескоструйного и гидроструйного использования может применяться для фильтрации воды.
Обогащённый дроблёный горный гранатовый песок имеет более остроугольную форму зёрен по сравнению с окатанными в природных условиях зёрнами намывных аллювиальных гранатовых песков речного, морского или озёрного происхождения. По этой причине горный обычно предпочтительней для гидроабразивной резки и определённых видов пескоструйной очистки, т. к. обработка гранатовым песком с остроконечными угловатыми песчинками будет эффективней. С точки же зрения минеральных сортов гранатов, составляющих абразивный песок, предпочтение в первую очередь отдаётся альмандину, затем с учётом фактора более дешёвой цены – пиропу. Отнесение смешанного природного состава к тому или иному минеральному сорту определяется по преобладающему минералу в гранатовом песке.
Классификация устройств
Гидроабразивные станки часто делят на ручные аппараты и устройства с числовым программным обеспечением (ЧПУ).

Конструкция абразивных станков для резки металла заметно сказывается на их технических характеристиках и производственной мощности.
Устройства с ручным управлением
Станки без ЧПУ полностью управляются оператором, который выставляет все параметры будущей обработки деталей. Кроме того, определенные этапы работы с заготовками оператору придется осуществлять самостоятельно. Но такие устройства имеют и целый ряд преимуществ:
- Относительно низкая цена.
- Одинаковое качество гидроабразивной резки титана, алюминия и других материалов.
- Простата в уходе и управлении, которая не требует от оператора больших знаний и опыта работы в области металлообработки.
- Достаточное количество функций, которые позволяют создавать простые детали с правильными геометрическими формами.
Аппараты с ЧПУ
Числовое программное обеспечение, установленное на гидроабразивных станках, значительно повышает их функциональность и производственную эффективность. Станки с ЧПУ позволяют качественно обрабатывать все виды металлических заготовок и делать это с высокой точностью. Автоматизированные аппараты обладают следующими преимуществами:
- Программное обеспечение позволяет создавать в заготовках отверстия необходимого диаметра.
- После завершения всех установленных операций, деталь не нуждается в дополнительной обработке.
- Программное обеспечение позволяет выбрать индивидуальный режим обработки для каждой заготовки. Аппарат сам подберет необходимые показатели струи и другие параметры.
- Аппараты с ЧПУ могут контролировать качество среза и самостоятельно менять его в соответствии с установленной программой и последовательностью действий станка.
История
Первые попытки использования струи воды в промышленности были осуществлены в 30-х годах XX столетия американскими и советскими инженерами для выемки камня, руды и угля. Серьёзным импульсом развития технологии резки струёй воды под высоким давлением послужило её использование в авиастроительной и аэрокосмической индустрии.
Технология гидроабразивной резки материалов (ГАР) существует уже более 40 лет. История появления технологии уходит своими корнями в 50-е годы XX столетия. Наиболее активно исследования в этой области велись в СССР и США. В 1979 году специалисты попробовали добавлять в струю абразивный песок, благодаря чему её режущие свойства многократно увеличились. В 1980 году был спроектирован и запущен первый прототип гидроабразивного станка, а в 1983 году началось серийное производство оборудования и комплектующих для ГАР. Процесс резания происходит в результате эрозионного воздействия на материал струи воды с твёрдыми абразивными частицами, подающейся под сверхвысоким давлением. На сегодняшний день технология ГАР по праву относится к числу наиболее динамично развивающихся способов раскроя материалов и составляет серьёзную конкуренцию таким традиционным технологиям, как лазерная и плазменная резка, а также механообработка. Гидроабразивная струя по своим физическим характеристикам представляет собой идеальный режущий инструмент, не имеющий износа. Диаметр струи может составлять 0,5 – 1,5 мм (в зависимости от типа используемых дюз и смешивающих трубок), благодаря чему отход обрабатываемого материала минимален, рез можно начинать в любой точке по контуру любой сложности. Отсутствие теплового и механического (деформирующего) воздействия – ещё одно достоинство ГАР, благодаря которому исходные физико-механические характеристики обрабатываемого материала остаются без изменений. Процесс гидроабразивной резки экологически чист и абсолютно пожаробезопасен, поскольку исключена вероятность горения / плавления материала и образования вредных испарений. Для некоторых видов материалов – керамика, композиты, многослойные и сотовые конструкции – не существуют технологии обработки, альтернативной ГАР. Впечатляющим является и диапазон обрабатываемых толщин – 0,1 мм – 300 мм и выше, что делает станок гидроабразивной резки подчас жизненно необходимым инструментом в таких сферах, как машиностроение, инструментальное производство, авиационно-космическая промышленность, производство продукции для оборонной и транспортной промышленности, камнеобработка.
Сущность способа и варианты его практической реализации
Разъединение материалов при гидравлической резке происходит вследствие воздействия на поверхность раздела узконаправленного потока жидкости — воды — высокого давления. При этом для интенсификации процесса в технологическую зону может одновременно подаваться мелкодисперсная абразивная среда (чаще всего с этой целью применяют различные виды песка). Соединяясь, эти два потока образуют чрезвычайно жёсткую струю, давление в которой (благодаря повышенной скорости движения) локально превышает предел прочности разрезаемого материала. Если перемещать инструментальную головку, в которой происходят все вышеописанные механические процессы, по определённой траектории, то можно с требуемым качеством и точностью получать весьма сложные конфигурации контура.
Гидроабразивная резка металла с применением воды обычно производится при следующих рабочих характеристиках:
- Давление — 2000…5000 ат (меньшие значения – для более мягких преимущественно тонколистовых материалов).
- Скорость водного потока – до 1000…1200 м/с.
- Расход абразива – до 50 г/с
- Средний размер абразивной частицы в плане – 100…600 мкм (с увеличением этого параметра точность разъединения материалов снижается).
- Расход воды – до 4 л/мин.
- Гидроабразивная обработка осуществляется в следующей последовательности. Разрезаемый материал укладывается в ванну, заполненную водой, и фиксируется по трём координатам относительно инструментальной головки. Это может выполняться своими руками на неавтоматизированной установке, а на оборудовании с ЧПУ – при помощи предварительно набранной программы разъединения материала.
Далее инструментальная головка погружается в ванну, после чего включается интенсивная подача воды соответственных значений скорости и давления. Жидкость, проходя через сопло резака, смешивается там с тангенциально подаваемым потоком абразива. Обе струи смешиваются, и через отверстие в нижнем торце сопла направляются на поверхность разъединяемого материала. Вручную или программно происходит сближение сопла, в результате чего результирующее давление струи резко увеличивается, производя размерное разрушение краёв.
Частицы материала увлекаются в образовавшийся зазор, после чего, теряя свою скорость, попадают на дно ванны, откуда откачиваются специальным насосом, предусмотренным конструкцией рабочей установки. В процессе откачки происходит отделение фракций абразива от воды, с последующей его фильтрацией и сушкой. Ввиду достаточной ёмкости баков для воды гидроабразивная резка может производиться непрерывно, и с увеличенными скоростями струи.

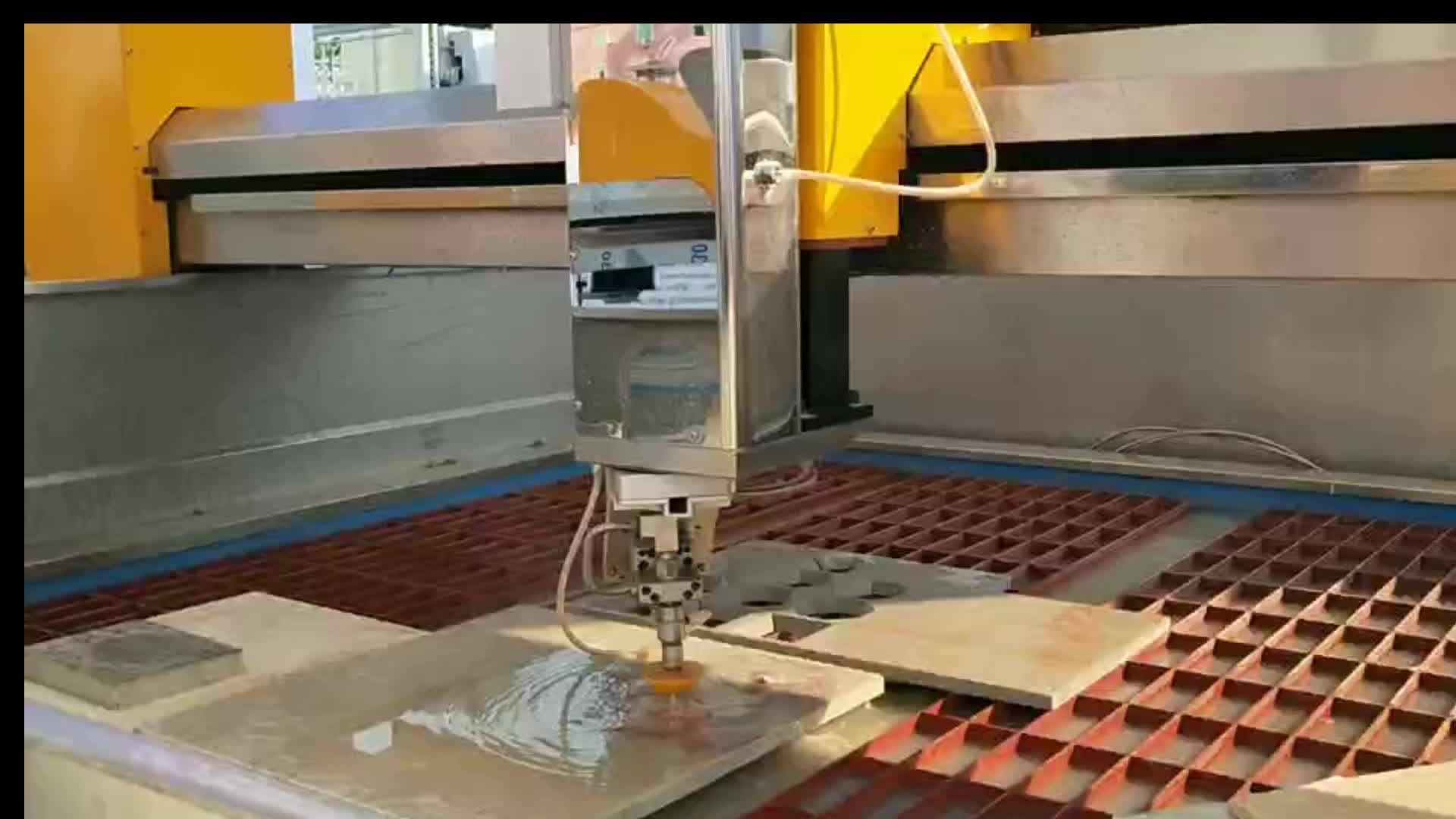
Пример резки металла на установке ГАР
Ванна оборудования, в которой производится гидроабразивная обработка, выполняет две функции:
- Снижает уровень шума при разрезании (до 78…80 дБ против 130…140 дБ в случае обработки вне водяной среды);
- Гасит энергию и скорость струи воды.
Строение сопла ГАР для резки чистой водой Строение сопла ГАР для резки водой с абразивом
Принцип гидрорезки
Технология гидроабразивной резки (ГАР) уникальна тем, что с её помощью возможен раскрой большинства видов материалов. ГАР применяется для резки металла, труднообрабатываемых материалов и сплавов (титана, магнитных сплавов, жаропрочной стали и т.п.), камня, стекла, армированного бетона, композитов, керамики, резины, пластмассы, кожи, бумаги, поролона, пищевых продуктов и др. Для алюминиевых сплавов, меди и латуни акварезка более эффективна, чем лазерная резка, т.к. эти металлы имеют низкую способность к поглощению энергии лазерного излучения и требуют увеличения мощности нагрева.
Расскажем кратко о специфике ГАР. Насос нагнетает высокое давление воды порядка 4000-6000 атм, она проходит через узкую дюзу диаметром 0,1-0,5 мм, при этом разгоняясь до 1200 м/с, что в 3,5 раза выше скорости звука. Так струя воды превращается в режущий инструмент. Добавление абразивных частиц повышает разрушающую силу воды в сотни раз. Противостоять ей не может даже бронированная сталь!
Достоинства ГАР:
- Нет термического воздействия на раскраиваемый материал. Максимальная температура в области реза – 50-90 °C, что открывает возможности для резки, в том числе взрывоопасных материалов. Низкая температура в области реза исключает оплавление и пригорание материала.
- Отсутствует механическая деформация заготовки, т.к. сила воздействия струи небольшая – от 1 до 100 Н.
- Физико-химические свойства материала после раскроя не изменяются.
- Срез получается гладким, не требует дополнительной обработки.
- Использование оборудования с числовым программным управлением (ЧПУ) даёт возможность получения сложного профиля с любым радиусом закругления или острыми углами. При этом соблюдается высокая точность обработки в диапазоне 0,025-0,1 мм.
- Отходы материала минимальны, т.к. толщина реза составляет 0,1-3 мм.
- Возможность начать обработку с любой точки заготовки без предварительного засверливания отверстий.
- Поскольку процесс резки осуществляется с водой, мелких частиц от абразива (пыли) в воздухе практически нет.
- Допустимая толщина разрезаемого материала – 0,1-300 мм.
- Экологическая безвредность.
Наряду с гидроабразивной резкой широко применяется лазерная и плазменная резка. Раскрой материала в двух последних случаях происходит путём его расплавления в области реза. Это накладывает ограничения на область их применения в отличие от универсальной холодной гидрорезки.
Существуют отличия и в максимально допустимой толщине обрабатываемых материалов:
- для гидроабразивной резки – до 300 мм;
- для плазменной резки – до 70 мм;
- для лазерной резки – до 20 мм.
Исходя из указанных параметров видно, насколько акварезка выгодно отличается от других способов резки.
Экспериментальные исследования показывают, что гидроабразивная резка уступает лазерной только при раскрое стали толщиной менее 6 мм из-за низкой скорости обработки. При толщинах более 6 мм лидирует гидрорезка.










Управление
Для эффективной работы станка необходим труд нескольких инженеров и операционистов. Проектировщик обязан создать проект в специальной компьютерной среде. Затем файл помещается в память устройства. Машина сама распределяет функции на остальные узлы. Сотрудник отвечает за достаточное количество расходных материалов, за запуск программы, контроль за выполнением и своевременное оповещение о поломке. Специалист по оборудованию обязан проводить техническое обследование (профилактическое), а также устранять неполадки.
Гидроабразивные станки с ЧПУ
Числовое программное управление позволяет осуществлять наиболее трудные детали с погрешностью в половину миллиметра. Производственный процес полность автоматизирован, он не требует постоянных команд, ему необходимо только однажды задать программу (выбрать из списка или ввести в память) и поставить запуск. Такое оборудование дорогостоящее, но более эффективное. Нет человеческого фактора, то есть минимизирован риск ошибок.
Как режут металл водой вручную
Менее популярные на производстве, зато теоретически возможны для изготовления в домашних условиях. Задача оператора – выбор угла резки, давления, напора и ширины струи. Работать с ним труднее, но, однажды научившись, специалист сможет делать очень эффективные простые формы. Точность остается высокой, но при этом набор функций относительно небольшой. Еще одно достоинство – цена значительно ниже, чем у оборудования с ЧПУ.
Сущность технологии
Гидроабразивная резка металла не является инновационной технологией, использовать ее начали еще в 1960-х годах. Первой станки для выполнения такой резки начала применять американская авиастроительная компания. Именно руководство этой компании сделало официальное заявление о данном методе, описав его преимущества и рекомендовав применять его для резки металла и других материалов, обладающих высокой твердостью. С этого момента абразивная резка металла с использованием воды стала активно применяться предприятиями и завоевывать все большую популярность.
Суть данной технологии заключается в том, что в зону реза под большим давлением подается вода, в состав которой включены абразивные вещества. Любая установка гидроабразивной резки работает по следующей схеме.
- В смеситель аппарата из специальной емкости подаются вода и абразивный материал, в качестве которого преимущественно используется мелкий песок.
- После смешивания вода с абразивом поступает в сопло установки.
- В сопле формируется тонкая струя гидроабразивной смеси, которая под большим давлением подается в зону резки.
Принцип действия гидрообразивной резки
Технология, реализуемая по подобной схеме, позволяет не только выполнять резку быстро и с высоким качеством, но и значительно экономить на расходных материалах, самым дорогим из которых является обычный песок. Следует отметить, что по скорости выполнения абразивная резка с помощью воды сопоставима с плазменной технологией, а по качеству получаемого реза – с лазерной.
Принцип работы гидроабразивной резки
Применение станков водно-абразивной резки не ограничиваются только возможностью раскроя металлопроката, все же основная доля оборудования продолжает применяться непосредственно в этой сфере производства. Работа гидроабразивной резки основана на технологии подачи воды с определенным содержанием абразивного вещества под давлением, на поверхность материала. Что происходит во время резки?
- Вода подается из специального резервуара под давлением в смеситель.
- Одновременно в смеситель направляется абразивная смесь, обычно состоящая из мелких частиц песка.
- После смешивания с абразивом, вода подается на сопло для резки металла гидроабразивной струей воды.
- Тонкая струйка направляется на поверхность обрабатываемого материала и разрезает его.
Такой принцип работы позволяет существенно увеличить скорость обработки металла и качество его реза. Единственный расходный материал, который потребуется заменять, это сам абразивный порошок. Понадобится время от времени добавлять абразивный порошок в специальные резервуары.
Скорость гидроабразивной резки металла может сравниться с той, которая есть у плазменных автоматических станков. Но качество проведения работ может сравниться только с разрезанием с помощью лазера.
Абразивы для гидрорезки
В технологии ГАР применяются минеральные абразивы: гранатовый песок, купрошлак (купершлак), электрокорунд, карбид кремния, кварцевый песок и др. Одним из важнейших параметров для абразива является его твёрдость, измеряющаяся согласно минералогической шкале Мооса. Для акварезки применяются абразивы с твёрдостью 6,5 и выше по Моосу. Максимальное значение твёрдости у алмаза – 10 класс по минералогической шкале.
Выбор разновидности абразива зависит от физических свойств материала, подвергающегося раскрою. Твёрдость абразивного материала должна быть выше твёрдости разрезаемой заготовки.
Рассмотрим виды абразивов подробнее:
Расходные материалы
Резка водой металла невозможна без абразива, для нормального эксплуатирования оборудования для гидроабразивной резки применяют расходные материалы как искусственного, так и природного происхождения. Необходимо отметить, что твёрдость материала обычно определяется по шкале Мооса.
Шкала Мооса это набор из десяти эталонов, для определения твёрдости исходного материала на царапание. По этой причине именно она применяется для определения твёрдости инструментальных материалов и абразивов. Чем выше твёрдостью по Моосу, тем твёрже материал. Эталоном 10 категории служит алмаз, самый твёрдый материал на Земле в настоящее время.
Стоит отметить, что абразивная обработка материала возможна лишь при применении абразива более высокой твёрдости. Так резка камня водой возможна лишь с использованием абразива превосходящего его по твёрдости.
Основными абразивными материалами для гидрорезки служат:
- Порошок электрокорунда, 9 категория по шкале Мооса, материал крайне высокой твёрдости, искусственного происхождения. Применяется для обработки высокоуглеродистых сталей, титана, некоторых алюминиевых сплавов, армированного бетона;
- Гранатовый песок для гидроабразивной резки, твёрдость 7-7,5 по шкале Мооса, наиболее актуальный на сегодняшний день, материал для гидроабразивной резки. Применяется для обработки сталей различных сортов, иных цветных и черных металлов. Бетона, композитов и других материалов;
- Кварцевый песок, около 7 по Моосу, резка стекла;
- Карбид кремния, 9-9,5 по шкале Мооса, применяется для обработки высокотвёрдых материалов, камень, высокотвёрдые синтетические материалы, металлы.
Основными критериями для выбора гидроабразива служат:
- Твёрдость исходного материала, гранатовый песок, например, имеет твёрдость от 7 по Моосу, что достаточно для резки стали, необходимо учитывать, что от твёрдости абразива зависит и износ деталей и узлов режущей головки;
- Фракция, иначе размер зерна порошка, тут все понятно, мелкое зерно более эффективно в некоторых случаях, хотя восстановить для повторного использования мелкое зерно фактически невозможно, обычным размером зеран считается 10-30% от диаметра сопла режущей головки, хотя зачастую размер зерна стремится к низшему значению;
- При выборе водного абразива необходимо учитывать и требуемую шероховатость полученной линии реза, если технические условия позволяют большую шероховатость, то вполне можно использовать и более крупный абразив и наоборот.
Info
- Publication number
- RU2701017C1
RU2701017C1
RU2018147481A
RU2018147481A
RU2701017C1
RU 2701017 C1
RU2701017 C1
RU 2701017C1
RU 2018147481 A
RU2018147481 A
RU 2018147481A
RU 2018147481 A
RU2018147481 A
RU 2018147481A
RU 2701017 C1
RU2701017 C1
RU 2701017C1
Authority RU Russia
Prior art keywords
sand pomegranate sand particles pomegranate cutting
Prior art date 2018-12-29
Application number RU2018147481A Other languages
English (en)
Inventor Юрий Митрофанович Федорчук Владимир Владиславович Матвиенко Александр Сергеевич Ивашутенко Николай Николаевич Воронков Станислав Викторович Рябцев Денис Валерьевич Нарыжный Original Assignee Федеральное государственное автономное образовательное учреждение высшего образования “Национальный исследовательский Томский политехнический университет” Priority date (The priority date is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the date listed.) 2018-12-29 Filing date 2018-12-29 Publication date 2019-09-24










2018-12-29Application filed by Федеральное государственное автономное образовательное учреждение высшего образования “Национальный исследовательский Томский политехнический университет” filed
Critical
Федеральное государственное автономное образовательное учреждение высшего образования “Национальный исследовательский Томский политехнический университет”
2018-12-29Priority to RU2018147481A priority
Critical
patent/RU2701017C1/ru
2019-09-24Application granted granted
Critical
2019-09-24Publication of RU2701017C1 publication
Critical
patent/RU2701017C1/ru
Как выбрать гранат
Каждой ягодке полагается свой сезон. Время спелых гранатов – поздняя осень и зима. Хотя, в продаже они попадаются и весной, и летом, но качество такой покупки, увы, сомнительно.
Учитывая довольно высокую стоимость, дабы не потратить деньги зря, рекомендуем ознакомиться с важными параметрами выбора.
- Внешний вид кожицы: признаком спелости является темно-красный ее цвет с желтыми или оранжевыми вкраплениями. Бурая и коричневая корки, пятна, трещины – признаки перезрелости и залежалости. Попробуйте сковырнуть кусочек. Внутренний слой должен быть сухим. Следующий момент – степень натянутости кожицы. Желательно, чтобы она плотно охватывала содержимое.
- Цвет и структура завязи, бывшей когда-то цветком: никакой зелени быть не должно. Эта часть у спелой гранатины сухая и также красно-оранжевая.
- Вес: у сочного плода масса больше, чем кажется с виду.
- Тактильные ощущения: если чуть сдавить фрукт, он кажется упругим и твердым.
- Звук: характерный «металлический».
Кстати, в последнее время во многих городах свежевыжатым гранатовым соком можно полакомиться на рынках и в других местах скопления граждан. Предприимчивые продавцы обзавелись сквизирами и давят фреш в присутствии желающих из любого понравившегося фрукта. Быстро, недорого. Однако гигиеническая составляющая такого мероприятия вызывает сомнения.
Общий принцип работы гидроабразивной резки и общее устройство станка для неё
Гидроабразивная станочная резка, это метод обработки металла или камня, посредством воздействия тонкой струи смеси из воды и абразива, подаваемой через сопло станка, при очень высоком давлении, до 4000-5000 атмосфер. При этом давлении струя выходит из сопла со скорость в несколько раз превышающей скорость звука, и уже сама по себе может резать мягкие материалы, при добавлении абразива режущее действие потока становится сильнее. В результате давления и воздействия абразива обрабатываемый материал просто вымывается под этой струёй. Вот так и происходит резка металла водой.
Устроены гидроабразивные станки обычно следующим образом. Вода под давлением от 1000 до 5000 атмосфер, давление определяется исходя из задач и твёрдости обрабатываемого материала, подаётся в смесительную камеру, через сопло диаметром 0,2-0,4 мм, туда же вводится и мелкодисперсный порошок абразива. Смесь выходит через режущую головку диаметром до 1,5 мм, подведённую к заготовке. Рез производится выходящей из сопла смесью, после резки металлов, отработанная смесь попадает в ёмкость для гашения энергии, обычно представляющую собой бассейн с водой, глубиной до одного метра. Там же происходит и подводная абразивная резка металла. Оттуда после очистки вода может использоваться для второго цикла, абразивный порошок в зависимости от возможности восстановления либо используется вновь, либо утилизируется.