Выбор сварочного аппарата
Для того, чтобы решить, какой сварочный аппарат необходим, нужно определить, для чего его планируется приобрести. Для этого учитывают следующее:
- Требуется оценить собственный опыт работы с TIG сваркой. Если он недостаточный, то использование такой техники может стать неэффективным.
- Нужно участь толщину обрабатываемых деталей и обдумать возможность использования обычного вида сварки.
- Какие материалы необходимо сваривать. В некоторых случаях применение TIG сварки является наилучшим способом, в других — можно рассмотреть альтернативные варианты.
- Нужно определить, планируется ли регулярно использовать эту технику или она требуется для разового применения.
Ответив на эти вопросы, можно приступить к выбору подходящей модели сварочного аппарата.

Оборудование, нужное для проведения работИсточник srbu.ru
Существует модели, использующие как переменный, так и постоянный ток. Первый вариант подойдёт для работы с алюминием, магнием или с металлами, у которых имеется оксидная плёнка. Аппараты с постоянным током применяются для сварки стали, чугуна или меди. Существуют универсальные модели, позволяющие использовать тот вид тока, который необходим в конкретном случае. Их легко отличить по названию, так как в нём должны присутствовать символы «AC/DC».
Аппараты различаются в зависимости от величины используемого сварочного тока. Выбор зависит от вида тока, материала и толщины свариваемых деталей. Определив, какие нужно будет обрабатывать, выбирают технику, которая способна обеспечить подходящий режим работы.
Например, если речь идёт о стальных деталях толщиной до 6 мм, то необходимо обеспечить 200 А. В том случае, когда предстоит сваривать сталь до 1 мм или медь до 5 мм, то потребуется сила тока в диапазоне от 5 до 200 А.
При покупке надо оценить стабильность электрической дуги при токе менее 10 А
Это важно, если предполагается вести обработку тонких деталей.. Некоторые аппараты могут применять импульсный режим
Он применяется для обработки деталей небольшой толщины. Он действует с использованием малых токов. В этом режиме уменьшается тепловое воздействие на металл. В процессе работы ток периодически меняется с наибольшего до минимального и обратно.
Некоторые аппараты могут применять импульсный режим. Он применяется для обработки деталей небольшой толщины. Он действует с использованием малых токов. В этом режиме уменьшается тепловое воздействие на металл. В процессе работы ток периодически меняется с наибольшего до минимального и обратно.
Каждый аппарат может обеспечить ограниченное время непрерывной работы. Оно зависит от используемой силы тока и обычно составляет несколько минут. На практике такое время — не более 3-4. Поэтому можно выбрать сварочный аппарат с меньшей продолжительностью, сэкономив на этом.
Заниженный параметр приведёт к увеличению времени обработки. В этом случае потребуется часто прерывать сварку для охлаждения рабочего узла. Завышенный параметр приведёт к удорожанию стоимости аппарата.

Труба, сваренная при помощи аргонодуговой сваркиИсточник stroy-podskazka.ru
Дополнительные функции
Нужно обратить внимание на возможность правильно проводить заварку кратера. При неаккуратной работе он может образоваться в финальной части шва
Чтобы избежать этого, необходимо обеспечить плавное уменьшение силы тока на заключительном участке. В сварочном аппарате для этой цели используется специальный режим.

Применение аргонной сварки требует профессионального уровня подготовкиИсточник stroy-podskazka.ru
Правильное выполнение включения дуги важно, так как оно исключит возникновение определённых проблем. Если электрическая дуга загорается в контакте с деталью, то возможен прожиг металла
Высокочастотный поджиг позволяет включить дугу, не прикасаясь к обрабатываемому металлу, исключая возникновение такой проблемы. При этом на детали не остаётся вольфрамовых включений. Эффект достигается за счёт кратковременной предварительной подачи более сильного тока.
Продувка инертным газом защищает шов от окисления. Она обеспечивает охлаждение вольфрамового электрода и керамической горелки. Её можно также выполнять предварительно или после отключения электрической дуги.
Нужно учитывать, какое напряжение питания необходимо для работы. Для большинства аппаратов подходит однофазное, равное 220 В. Более мощным потребуется трёхфазное, обеспечивающее 380 В.
В некоторых аппаратах дополнительно применяется жидкостное охлаждение горелки. Оно обеспечивает снижение износа и увеличение срока эксплуатации этого узла.

Швы на алюминиевой поверхности, полученные при помощи аргонной сваркиИсточник svarkaspec.ru
Оборудование для работы с аргоном
Одним из важнейших для аргоновой сварки является инверторный аппарат TIG. От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки – залог успеха.
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
Силу тока. Для сварки тонких сталей до 5 мм достаточно инвертора 160 А. Если планируете варить блоки двигателя, толстые пластины 6 мм и выше, понадобится инверторный аппарат 200-250 А. Максимальный показатель возможен до 400 А.
Мощность. От этой характеристики зависит, сможете ли вы подключить аппарат в обычную розетку в гараже или понадобится прокладывать отдельную линию. Для медной проводки сечением 1.5 мм² допустима нагрузка 4 кВт. Если проводник обладает сечением 2.5 мм², можно включить инвертор до 6 кВт. Лучше всего проложить линию в мастерскую сечением 4 мм², тогда получится запитать аргоновый аппарат с мощностью до 8 кВт.
220/380 В. Если купить аппарат 380 В, а в гараже нет такого напряжения, то варить не получится.
Вес аппарата. Для выездной работы или аргоновой сварке на высоте выбирайте инвертор с массой 3-5 кг. Более тяжелые — 10-15 кг и выше подойдут для стационарной работы.
Удобство управления. Цифровой дисплей облегчает точную регулировку сварочного тока.










Функционал настроек. От этого напрямую зависит цена инвертора TIG и качество сварки. Отлично, когда можно настроить предпродувку газом, базовый ток, нарастающий ток для розжига, спадающий ток для заварки кратера. В импульсных моделях можно задавать величину импульсного тока в процентном соотношении от базового, чтобы снизить тепловложение, что актуально для тонких металлов.
ПВ. Продолжительность включения или продолжительность нагрузки определяет, сколько в течение 10 минут получится непрерывно варить аргоновым аппаратом. ПВ 30-40% подойдет для непродолжительных работ. В мастерскую ищите аппарат с ПВ 60-80%. Для профессиональной деятельности выбирают ПВ 100%.
Необходимое оборудование
Аргонодуговая сварка меди и других металлов предполагает наличие особого оборудования. Минимальное техническое оснащение включает в себя:
- Источники тока.
- Осциллятор.
- Инвертор.
- Баллон с аргоном.
- Редуктор.
- Горелку.
- Соединительные кабели.
- Вольфрамовые электроды.
- Присадочную проволоку.
Для полноценной ТИГ сварки в аппарате необходим постоянный поджиг. Самые простые источники для ТИГ сварки выдают постоянный ток. Ими можно сваривать металлы – нержавейку, черный металл, латунь, медь, бронза. Но нельзя сваривать металлы, имеющие оксидную пленку – алюминий и магний. Для них необходимо, чтобы в источнике была функция переменного тока. Это более сложные источники, имеющие функцию и постоянного и переменного тока. Для переменного тока существуют такие настройки, как баланс тока.
В современных моделях существуют источники с режимами для разных толщин материала, различных пространственных положений. Самая распространенная функция – пульсовый режим. Одна из характеристик – частота пульса. Существуют источники с частотой пульса до 15 тысяч Гц. Чем больше частота, тем выше функциональность.
При выборе аппарата для TIG сварки надо определиться, где он будет использоваться и для каких целей. Это определит наличие нужных функций:
- напряжение источника питания;
- наличие режимов с постоянным и переменным током;
- возможность смены полярности;
- наличие режима для стали с высокой вязкостью;
- способность долгое время сваривать металл, имеющий большую толщину;
- нахождение в комплекте горелки с водяным охлаждением;
- наличие охлаждения стационарного вида;
- наличие возможности контроля работы с помощью дисплея;
- возможность работы на производственных линиях.
К достоинствам относятся и дополнительные функции:
- наличие возможности бесконтактного поджога дуги;
- DOWN POST GAS – позволяет плавно производить отключение дуги;
- BALANCE – возможность изменения баланса полярности при сварке переменным током.
Существует много моделей сварочных аппаратов для ТИГ сварки. Модель TIGER 170 DC опережает конкурентов по соотношению веса прибора и производительности. Аппарат имеет широкие возможности применения – от стальных листов толщиной 0,2 мм до 6 мм. Дополнительная функция регулировки значения тока позволяет сваривать тонкие листы без прожогов. Аппарат имеет микропроцессорное управление и большой объем памяти. Простой и удобный интерфейс позволяет устанавливать нужные параметры и режимы.
Аппарат HAMER TIG-200DC может работать в двух режимах. Это вариант для сварки черных металлов и нержавеющей стали. Главное достоинство – невысокая цена в сочетании с наличием всех необходимых функций.
Сварочный аппарат ELAND TORS-200 имеет похожие характеристики. В наличии – большее количество дополнительных функций. Отличительная черта – комплектация приспособлениями и расходными элементами для работы, как для ТИГ, так и для MMA сварках.
В ГОСТе 5.917-71 изложены требования к ручным горелкам для аргонодуговой сварке. Согласно этому нормативному документу должны применяться горелки типа РГА. Наиболее распространенные модели – РГА-150 и РГА-400. Выбор для TIG сварки диаметра и толщины электрода зависит от вида свариваемых металлов.
Принцип действия и сфера применения
Сварочный инвертор аргонно дуговой сварки — это аппарат для выполнения неразъемных электросварных соединений металлических деталей с использованием аргона, выполняющего функции защитного газа.
С точки зрения автоматизации процесса, режим аргоновой сварки может осуществляться:
- Вручную;
- Полуавтоматически;
- Автоматически.
В технологическом аспекте, работа может выполняться:
- С применением плавящегося электрода;
- Посредством неплавящегося электрода.
По сложившейся традиции, когда говорят об аргоновой дуговой сварке, подразумевают ручную TIG – сварку. В этой технологии используется тугоплавкий вольфрамовый электрод и присадочный пруток, который подается к месту сварки вручную. Соединение деталей осуществляется за счет расплавления кромок свариваемого материала и присадочного прутка.
 Фото 1. Комплект для аргоновой дуговой сварки
Фото 1. Комплект для аргоновой дуговой сварки
На фото 1 изображен аппарат аргонно дуговой сварки с комплектом аксессуаров, в состав которого обычно входят:
- Собственно аппарат, заключенный в корпус;
- Газовая горелка, служащая для удержания вольфрамового электрода и подачи аргона в область сварки;
- Набор сменных сопел и электродов разного диаметра для работы с металлами и сплавами разной толщины и состава. На фото 2 представлены электроды;
- Комплект на фото содержит также держак для штучного электрода. Большинство аппаратов этого класса поддерживают возможность выполнения ручной дуговой сварки (ММА);
 Фото 2. Вольфрамовые электроды для работы с различными металлами
Фото 2. Вольфрамовые электроды для работы с различными металлами
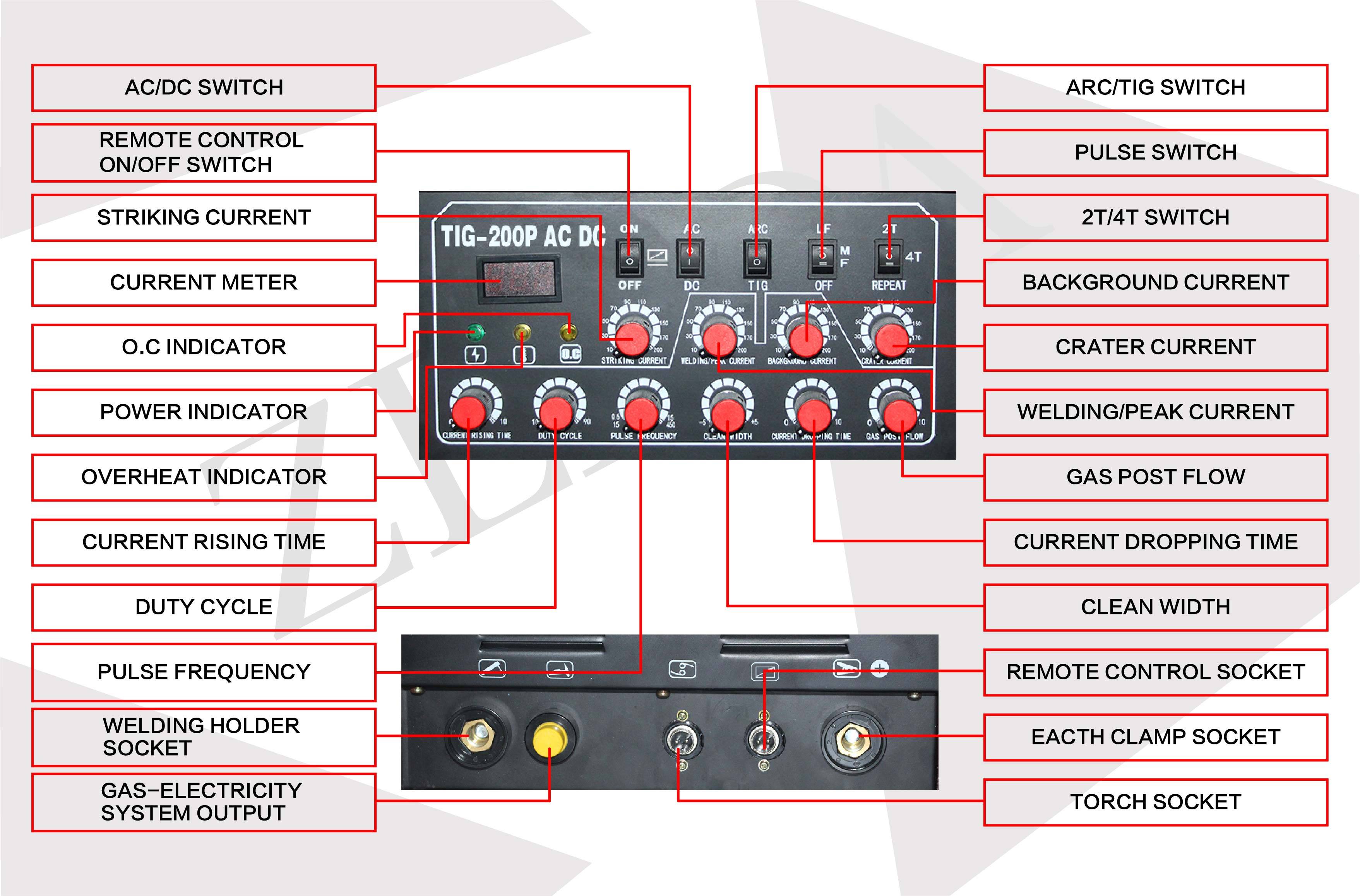
На лицевой панели аппарата располагается цифровой индикатор тока, органы управления параметрами режима сварки, разъемы для подключения горелки, держака и проводов дистанционного управления.
Источником сварочного тока служит инверторный преобразователь. Инвертором называется устройство, которое, питаясь постоянным током, на выходе формирует переменное напряжение определенной частоты.
Трансформация переменного напряжения высокой частоты осуществляется импульсным трансформатором, имеющим очень малые размеры в сравнении с обычным, работающим на промышленной частоте. Далее, пониженное до необходимого уровня высокочастотное напряжение выпрямляется. Для сглаживания пульсаций применяются фильтровые конденсаторы, емкость которых, и, соответственно, габариты, также значительно уменьшаются с ростом частоты тока. Эти факторы определяют компактность и малый вес инверторных аппаратов.
Наиболее распространенным направлением применения аргоновой сварки является сваривание алюминия. Кроме этого, данная технология позволяет качественно соединять детали из титана, нержавеющей стали, чугуна, цветных и черных металлов. При использовании данного метода для соединения металлов, традиционно свариваемых ручной электродуговой сваркой плавящимся электродом, отмечается значительно более высокое качество сварного шва. К тому же шов сразу получается чистым и не требует механической обработки. На фото 3 продемонстрировано соединение обычных стальных труб аргоновой дуговой сваркой.
 Фото 3. Сварка аргоном стальных труб
Фото 3. Сварка аргоном стальных труб
Особенности
Если перевести на русский язык наименование режима, дающего аббревиатуру TIG, то получится «вольфрам с инертным газом». Разберем подробнее назначение каждого элемента в сварочном процессе. Проплавление металла осуществляется под воздействием электрической дуги, которая создается между двумя электродами под высоким напряжением. Роль одного электрода играет свариваемая деталь, а другого – специальный вольфрамовый стержень, которым управляет сварщик.
Вольфрамовый электрод плавится при температуре 4000°C градусов. Этот показатель существенно выше, чем у других металлов и сплавов, поэтому таким электродом можно вести сварку практически любых типов сталей. Для получения точного и аккуратного шва следует периодически затачивать электрод. Вольфрамовый стержень закреплен в цанге горелки, а незадействованная часть уложена в специальный колпак, предотвращающий замыкание.
Горелка сварочного аппарата устроена таким образом, что в середине сопла размещен электрод, а газ при этом подается по кругу. Так как в качестве защитного газа выступает аргон, то подобный способ сварки называют аргонодуговым. Идея защиты инертным газом заключается в вытеснении кислорода. Если он проникнет в сварную ванну, то в результате химических реакций начнет выделяться водород, что приведет к появлению множества трещин при кристаллизации металла. Для каждого сплава определяется свой режим сварки, характеризующийся определенным количеством газа и значением напряжения на электродах.

Тип сварки TIG получил широкое распространение. Благодаря тому, что температура дуги достаточно высокая, имеется возможность ведения работ с углеродистой сталью, а также с цветными металлами и их сплавами. Сварку ТИГ применяют при обработке чугунных, медных и алюминиевых изделий, но основное свое преимущество она показывает при сварке нержавеющей стали. Нержавейку можно сваривать и инверторами MMA, однако именно при ведении аргонодуговой сварки получается аккуратный и точный шов, который не следует впоследствии очищать от шлаков.
Проволока для присадки должна быть выполнена из того же материала, что и свариваемые элементы. ТИГ сварка позволяет сваривать алюминий. Если нет защитного газа, то расплавленный алюминий быстро окисляется. В среде аргона характерная пленочка окисла не образуется, и кромки равномерно расплавляются.

Сварка TIG чаще всего применяется в следующих работах и отраслях:
- машиностроение;
- работа с пищевой сталью, производство посуды;
- производство емкостей для хранения химически агрессивных веществ;
- ремонт автомобилей.
Как и любой другой вид сварки, аргонодуговой предъявляет ряд требований и обладает определенными особенностями. О них должен знать каждый сварщик, так как в противном случае невозможно будет гарантировать качественного результата.









Свариваемые детали, в частности поверхности кромок, необходимо очистить от посторонних элементов и обезжирить.
Вольфрамовый электрод подключается к отрицательной клемме инвертора.
Для сварки алюминия необходимо оборудование, работающее в режиме AC (переменный ток).
Необходимо правильно рассчитать сварной ток, исходя из условий работы. В частности, на выбор его значения влияет диаметр электрода. Чрезмерно большой ток приведет к плавлению электрода, что нежелательно.
При отсутствии должного опыта рекомендуется формировать дугу небольшого размера.
Перед сваркой необходимо провести подготовку горелки
Вольфрамовый электрод должен выступать из цанги на 3-5 мм.
Необходимо обратить внимание на равномерное распределение газа по сечению сопла горелки.

PRO TIG 200 P DSP AC/DC (E201)
Аппарат серии (E201) предназначен для профессиональной аргонодуговой сварки (TIG) постоянным и переменным током и для ручной дуговой сварки (MMA). В режиме TIG сварки возможно выполнение точечной сварки.
Ключевые особенности:
Итак мы составили примерный перечень аппаратов сварочный tig (автор не претендует на истину в первой инстанции). Представим технические данные в виде таблицы.
За дополнительную плату можно приобрести – тележки, блоки охлаждения , пульты, горелки и разные аксессуары. И стоимость комплекта может превысить 500 тысяч рублей.
Следующая пятерка состоит из двух итальянцев и трех китайцев.
Итальянские сварочный инвертор tig ac близнецы -братья от одного завода изготовителя отличаются цветом названием и ценой. Почему синий дороже красного? мы этого не узнаем…….. За свои не малые деньги аппараты предлагают достаточно скромную мощность , разъем подключения пульта, импульсный режим. Эта категория аппаратов уже не имеет возможность комплектоваться блоком охлаждения и тележкой. Мы их отодвигаем в конец списка из за высокой стоимости. Фанаты марки оп прежнему могут поддержать рублем итальянского производителя.
На первое место попадает FUBAG INTIG 200 AC/DC PULSE и на втором за счет более высокой стоимости по техническим параметрам это профессиональное оборудование , имею широкие настрой параметрической кривой и выбор формы импульсной волны . Также предусмотрены программы для сварки изменяемые пользователем. На Fubag гарантия 2 года , на Aotai ATIG 210 PAC гарантия 3 года и вариантом полностью замены аппарата при выходе из строя в течении первых 6 месяцев эксплуатации
Если сравнивать эти два аргонника и подумать какой тиг ас дс тиг аппарат купить до 100000 руб либо задаться вопросом какой tig ac dc лучше купить в 2019 году, обратите внимание на эти аппараты. Достаточно профессиональные настройки для сварки алюминия и нержавеющей стали сварочный инвертор tig ac
Далее мы оставляем Сварог PRO TIG 200 P DSP AC/DC tig 200 ac dc pulse при сравнимых функциях с итальянскими инверторами он имеет более низкую стоимость (более чем в 2 раза) и гарантию 5 лет.
1. Режим TIG AC – переменный сварочный ток.
2. Режим TIG AC Pulse – переменный импульсный сварочный ток.
3. Режим TIG DC – постоянный сварочный ток.
4. Режим TIG DC Pulse – постоянный импульсный сварочный ток.
5. Режим MMA DC – Постоянный сварочный ток.
6. Режим 2T (Двухтактный режим).
7. Режим 4T (Четырехтактный режим).
8. Режим SPOT сварки.
Technology Tig 222 AC/DC-HF/LIFT 230V и Prestige TIG 222 AC / DC дают 12 месяцев гарантию , бонусом в комплекте идет редуктор с манометрами и сварка tig ac dc .
Хотя изначально план был сравнить 10 аппаратов tig 200 ac но в процессе сравнения выяснилось не мало отличий и большой разброс в цене. Производителей больше чем тут мы сравнили, безусловно , и в стоимости до 70 000 рублей их еще больше. В дальнейшем при интересе со стороны читателя мы дополним обзор разными брендами, пишите какие вас интересуют когда возникает вопрос сварочный tig купить .
наш рейтинг из дорогих TIG сварочных инверторов AC/DC c питанием 220В
1. Tetrix 230 AC/DC Comfort 2.0 puls 8P TM
2. MasterTig MLS 2300ACDC
3. TIG SOUND AC-DC 2240
4. MagicWave 2200 Job G/F
5. CADDY TIG 2200I AC/DC
6. Technology Tig 222 AC/DC-HF/LIFT 230V и Prestige TIG 222 AC / DC
Наш рейтинг для tig ac dc аргонников сварочных инверторов c питанием 220В до 100000 руб.
1. FUBAG INTIG 200 AC/DC PULSE
2. Aotai ATIG 210 PAC
3. Сварог PRO TIG 200 P DSP AC/DC
P.S. в данной статье автор выражает свое субъективное мнение……..









Как выбрать
При выборе оборудования для аргоновой сварки следует обратить внимание на целый ряд важных параметров!
Параметры выбора оборудования:
Интенсивность дуги должна регулироваться. При этом должны быть доступны значения от самых маленьких до самых больших. Это обеспечит возможность работы с различными материалами. Если дугу невозможно будет «убавить» до минимума, то обработка тонких металлических листов (не толще 1,5 мм) будет недоступна. Если вы планируете сваривать тонкие металлические листы, то аппарат должен позволять уменьшать силу тока до 80 А и меньше.
В некоторых аппаратах электрическая дуга не постоянна, а возникает с определенной периодичностью. Интервалы между ее возникновениями составляют тысячные доли секунды. Такой режим работы показал большую эффективность, чем традиционный. Он лучше перемещает расплавленный металл, не требует контакта электрода с обрабатываемой заготовкой, уменьшает риск возникновения окислений на швах.
Если человек раньше не имел опыта сварки, то он обязательно будет допускать ошибки на начальном этапе. Самая распространенная – несвоевременное отделение электрода от заготовки, которое приводит к «залипанию». Оно может вызвать не только поломку оборудования, но и нанести вред здоровью. Поэтому аппарат должен иметь систему защиту, которая автоматически его отключает в подобной ситуации.
Производитель техники не всегда сообщает о проблемах при ее использовании, нюансах эксплуатации, недостатках. Это обусловлено стремлением продать как можно больше своей продукции. Поэтому перед покупкой не будет лишним ознакомиться с отзывами людей, которые уже владеют оборудованием. Также можно изучить обзоры и рецензии независимых специалистов.
Каким сварочным аппаратом пользуетесь Вы?
АргоновымИнверторным
Если вы планируете работать с металлическими заготовками большой толщины, то оборудование должно иметь силу тока не менее 200 А.
Сталь, медь и железо сваривают с использованием постоянного тока.
Однако некоторые металлы им обрабатывать нельзя.
В частности, это касается алюминия, а также сплавов с магнием.
Дело в том, что они способны окисляться самостоятельно, даже без участия кислорода, следовательно, аргон их защитить не может.
Постоянный ток этому способствует.
Мнение эксперта
Кузнецов Василий Степанович
Иногда, чтобы покупателю было проще понять, какие материалы можно обрабатывать с помощью оборудования, в техническом паспорте указывают перечень металлов, доступных для работы. Это избавляет от необходимости детального изучения технических характеристики прибора.