Присадочная проволока
Существует два вида присадочной проволоки: обычная, требующая защитной газовой среды для сваривания, и порошковая, содержащая флюс. В последнем случае сварка может вестись без подачи газа, однако такой способ можно рекомендовать только для повышения мобильности в случае выполнения неответственных соединений. В целом же большинство преимуществ полуавтоматической сварки проявляются именно при работе с подачей защитного газа.
Сварочная проволока отличается по трём основным критериям: марке сплава, диаметру и массогабаритным показателям бухты. В последних двух отношениях выбор целиком зависит от возможностей инвертора и типоразмера токопроводящего наконечника горелки. С выбором марки сварочной проволоки всё сложнее, здесь придётся обращаться к справочной документации. Общее правило таково, что по составу, то есть по содержанию углерода и легирующих компонентов присадочный материал должен быть максимально приближен к материалу свариваемого изделия. При этом прочностные характеристики проволоки должны немного превосходить материал детали.
Диаметр проволоки также следует выбирать исходя из толщины свариваемого металла. Проволока толщиной 0,8 мм подходит как для работы с тонкостенными изделиями при минимальной скорости подачи, так и для сваривания односторонним швом деталей толщиной до 3 мм. Диаметр проволоки в 1 мм подходит для однопроходной сварки деталей толщиной до 7–8 мм, однако при этом сварочный ток увеличивается до 200 А. Для более массивных металлических изделий можно использовать проволоку до 1,6 мм, способную сваривать детали до 14–16 мм в зависимости от типа соединения, однако при этом качественный прогрев шва возможен только при токах в 300–350 А.
Наиболее распространённой в любительской сварке считается омеднённая сварочная проволока марки ER70S-3 и СВ08Г2С. Основное отличие между ними в содержании кремния и раскисляющих элементов. Вторая из указанных марка требует меньше внимания к подготовке деталей: очистке, удалению ржавчины и масляных загрязнений. Однако если требуется высококачественное соединение ответственных деталей, лучше выбирать проволоку с меньшим содержанием присадок, которая образует шов высокой однородности, поверхность которого в наибольшей степени пригодна к нанесению лакокрасочных покрытий.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
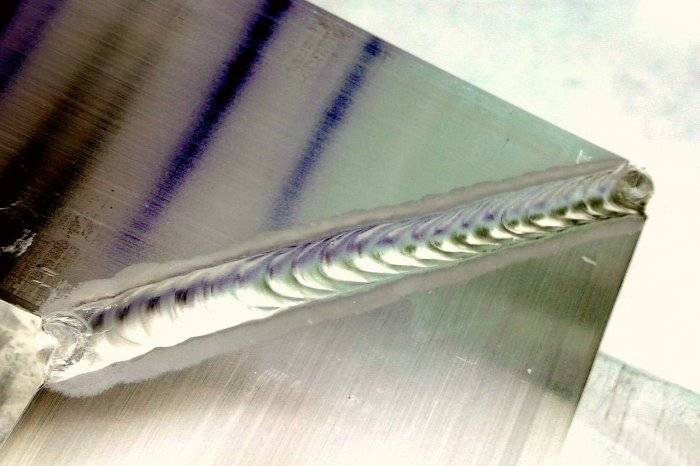
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
Читать также: Как заварить отверстие в металле
При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Нержавейка производится из высоколегированной стали, которая устойчива к ржавчине. Ее используют при изготовлении домашних приборов и промышленных устройств. Если вы знаете, как варить нержавейку аргоном, то можно избавить себя от множества серьезных проблем. Именно о том, как происходит сварка аргоном, и пойдет речь в рассматриваемой статье.
Сварка алюминия аргоном
Из перечисленных способов сварки наибольшей популярностью пользуются: аргонодуговая сварка АС TIG и полуавтоматическая импульсная сварка MIG. Очень часто первый вид сварочного процесса называют или аргонной, или аргоновой, или сваркой аргоном. Каждый из этих терминов подразумевает один и тот же технический процесс: сварка вольфрамовым электродом в среде аргона.
Для реализации такого сварочного процесса необходимы следующие элементы:
- мощный источник переменного тока (желательно с изменяющейся частотой);
- высокочастотный HF преобразователь для зажигания сварочной дуги.
Изменение частоты переменного тока в сторону увеличения и уменьшения в определённых пределах позволяет обеспечивать более точный контроль над состоянием дуги. Можно регулировать фокусировку ширины.
Кроме изменения частоты применяется изменение баланса переменного тока. Изменение баланса позволяет управлять процессом так называемого «раскисления» поверхностного слоя алюминия. Иногда его называют предварительной чисткой. Количество и качество подобной чистки зависит от состава металла, его чистоты и скорости сварки. Однако настройка слишком высокого баланса значительно снижает стабильность создаваемой дуги. Низкий баланс приводит к тому, что не удаётся расплавить поверхностную оксидную плёнку.
Для проведения такой сварки используются вольфрамовые электроды и присадочные прутки или проволока. В соответствии с ГОСТ электроды должны иметь диаметр от 1,6 до 2,4 мм, а прутки диаметром от 1,6 до 4 мм. В качестве защитного газа применяют инертный газ (обычно это аргон) отсюда и пошло название процесса сварки. Правда существуют аппараты, в которых применяется гелий с высокой степенью очистки.  Все параметры: интервал изменения частоты и баланса переменного тока, размеры электродов и присадочного прутка, размер дуги, скорость подачи газа зависит от технических возможностей оборудования и состава и формы свариваемых деталей. Чтобы не допускать ошибок при сварке, разработаны специальные таблицы, которые позволяют выставлять требуемые параметры. Кроме таблиц, опытными сварщиками разработаны инструкции по сварке алюминия. Согласно инструкции целесообразно обеспечивать угол между свариваемой поверхностью и электродом выдерживать в пределах 70-80°, между электродом и присадочным бруском или проволокой близким к 90°. Длину сварочной дуги необходимо выдерживать в пределах от 1,5 мм до 2,4 мм. Горелка должна двигаться медленно и не обгонять присадочный пруток. Таким образом, будет обеспечена наилучшая защита образованного шва.
Все параметры: интервал изменения частоты и баланса переменного тока, размеры электродов и присадочного прутка, размер дуги, скорость подачи газа зависит от технических возможностей оборудования и состава и формы свариваемых деталей. Чтобы не допускать ошибок при сварке, разработаны специальные таблицы, которые позволяют выставлять требуемые параметры. Кроме таблиц, опытными сварщиками разработаны инструкции по сварке алюминия. Согласно инструкции целесообразно обеспечивать угол между свариваемой поверхностью и электродом выдерживать в пределах 70-80°, между электродом и присадочным бруском или проволокой близким к 90°. Длину сварочной дуги необходимо выдерживать в пределах от 1,5 мм до 2,4 мм. Горелка должна двигаться медленно и не обгонять присадочный пруток. Таким образом, будет обеспечена наилучшая защита образованного шва. 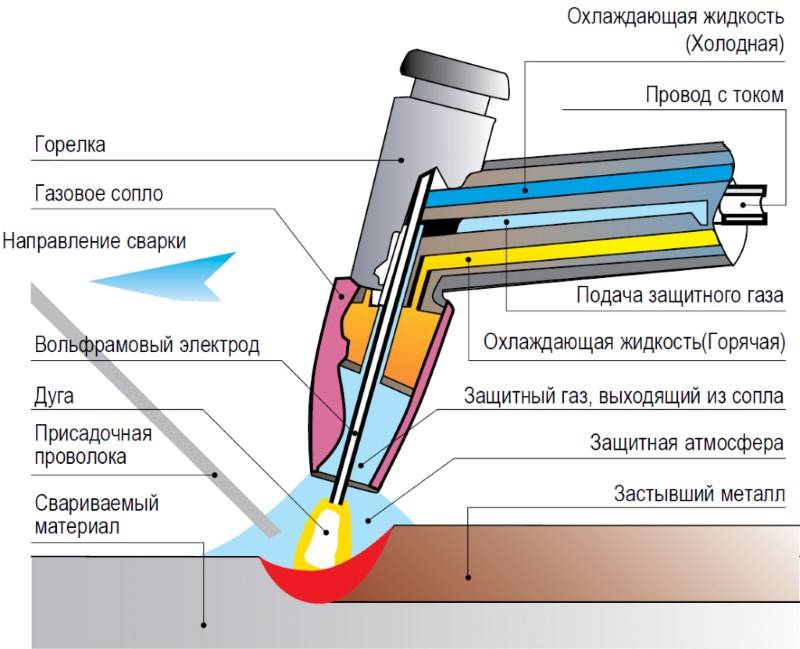 Для получения лучшего качества сварки следует алюминиевую деталь располагать на горизонтальной поверхности. В качестве подложки лучше использовать прокладку из меди или стали. Будет обеспечен надёжный отвод тепла во время сварочного процесса. Это необходимо при сварке тонких деталей, так как перегрев может вызвать прожигание самой детали.
Для получения лучшего качества сварки следует алюминиевую деталь располагать на горизонтальной поверхности. В качестве подложки лучше использовать прокладку из меди или стали. Будет обеспечен надёжный отвод тепла во время сварочного процесса. Это необходимо при сварке тонких деталей, так как перегрев может вызвать прожигание самой детали.
Повышенный расход газа приводит к эффекту засасывания воздуха в зону дуги, что снижает эффект воздействия инертного газа. Если газ вытекает медленно, или применяется слишком большая скорость сварки, это тоже приводит к ухудшению качества защиты места шва. Обычно специалисты включают подачу аргона за 3-5 секунд до зажигания дуги и выключают через 5 секунд после сварки.
Сварка алюминия и стали с покрытием стальных кромок промежуточным металлом
Для улучшения протекания процесса сварки используют технологические приёмы, которые обеспечивают расплавление алюминия, а не стали. Например, перед началом сварки кромки стали покрывают различными металлами, которые наносятся горячим, или гальваническим способом. Аргонодуговую сварку вольфрамовым электродом выполняют по этим покрытиям с использованием присадочной проволоки. Хорошие результаты сварки получаются, также, при электрометаллизации кромок.
Наиболее простым способом покрытия кромок промежуточным металлом является способ горячего алитирования. Суть его состоит в окунании стальных кромок в расплавленный алюминий, выдержкой в нём в течение 40мин и последующем медленном охлаждении. Но практические опыты, проведённые Ленинградским корабельным институтом (ныне Санкт-Петербургский государственный морской технический университет) и институтом электросварки имени Е.О. Патона показали целесообразность других металлов, или применение биметаллических вставок.
Выбор покрытия зависит от требований прочности, предъявляемых к сварному соединению. Кроме того, учитываются и экономическая целесообразность. Наиболее дорогим способом является метод гальванического покрытия.
Для аргонодуговой сварки (АДС) сплава АД1 со сталью, в качестве покрытия для стальных кромок наиболее хорошо подходит олово, которое наносится гальваническим способом или методом горячего погружения.
Для АДС сплава АМц в качестве покрытия для стальных кромок лучше выбирать алюминий или цинк и наносить их гальваническим способом. Цинк, нанесённый методом горячего погружения, обеспечивает более низкую прочность стыка.
Для АДС сплава АМг неплохие результаты обеспечивает покрытие стальных кромок оловом или латунью, нанесённых горячим погружением, цинком, нанесённом гальваническим способом или горячим погружением, или, сварка без покрытия. Но более удачным будет выбор двухслойного покрытия из меди и цинка, нанесённого гальваническим способом. Покрытие из серебра, сплавов АМг3 и АМг показывает удовлетворительные результаты.
Трудности сваривания алюминия с нержавейкой
Нержавеющая сталь – высоколегированная, в ее состав входят цветные металлы и неметаллы. Теплопроводность в сравнении с углеродистыми сталями вдвое ниже. Сплав прогревается неравномерно, концентрируется в контактной точке, это приводит к прожогам области шва. При сварке алюминия с нержавейкой необходимо поддерживать небольшой ампераж, работать на низких токах. Допустимая температура в рабочей зоне 500°С.
Алюминий хорошо проводит тепло, но при нагреве активно окисляется. Для работы с ним нужна защитная атмосфера. Еще один нюанс – алюминиевые сплавы плавятся при 600°С, а оксидная пленка – только при нагреве свыше 2000°С. Перед соединением необходимо снимать слой окислов.
https://youtube.com/watch?v=eqjcdLCGNhY
Это интересно: Сварка алюминия в домашних условиях — особенности и преимущества
Оборудование для сварки
Применяют несколько видов аппаратов:
- для ручной электродуговой сварки плавящимся или вольфрамовым электродом, работающих по технологии MIG/MAG;
- поддерживающие режимы WIG/TIG;
- полуавтоматы с подачей аргона.
При выборе сварочного аппарата для нержавейки и алюминия учитывают особенности сплавов, из которых сделаны детали. Лучше использовать высокочастотный переменный ток, в качестве генератора для дугового метода чаще выбирают небольшой инвертор. При выборе газового оборудования желательно подобрать горелку с линзой, оснащенной сеточкой, расход газа будет меньше, он обеспечит нормальную защиту ванны расплава. У сварочного полуавтомата для сварки алюминия и нержавейки должен был импульсный режим работы, желательна функция «Сoldarc».








Если при соединении алюминиевых и нержавеющих заготовок учитывать особенности металлов, можно добиться неплохого качества швов. Новичкам работа с разнородными сплавами не по силам, лучше обратиться в специализированные организации, оказывающие услуги по сварке.
Особенности аргоновой сварки алюминия
Поверхность алюминия покрыта тугоплавкой пленкой – из оксида алюминия, эта особенность значительно затрудняет сваривание
материала с присадочным, так как температура ее плавления – 2050 градусов. Поэтому каждое изделие из алюминия проходит
предварительную химическую очистку с использованием флюсов. Главный дефект возникающий в процессе сварки алюминия – несплавление
в корне шва, возникающий при недостаточной силе тока и высокотемпературном нагреве, поэтому кромки металла полностью не проплавливаются из-за возникающего окисления.
Сварной алюминий можно встретить практические повсеместно: в пищевой, электротехнической, химической промышленности, в самолетостроении и даже в космической технике.

Защитные приспособления и одежда
Безопасность сварщика и окружающих его вещей особенно важна, если речь идет о работе в условиях домашней мастерской или небольшого частного предприятия. Обязательными элементами защиты рабочего считаются:
сварочный шлем, маска или очки. Маска – оптимальный вариант, поскольку защищает не только глаза от слепящего света электрической дуги, но и кожу лица (и частично шеи) от ожогов брызгами расплавленного металла и искрами. Также в определенной мере маска предохраняет дыхательные пути. Прозрачные очки рекомендуется использовать в том числе при резке металла и обработке кромок. Темный щиток маски предохраняет кожу от избыточного и специфического «сварочного загара», который может вызвать рак кожи;
перчатки или рукавицы с крагами (защитными элементами на запястья и выше). Материал перчаток должен быть максимально плотным, не плавящимся (обязательное условие, поскольку нагрев может быть значительным), и при этом достаточно мягким для удобства работы. Плотная фиксация на кистях нежелательна, перчатки должны свободно облегать руку;
куртка или передник из плотного, не склонного к возгоранию материала. Также может использовать комбинезон или полукомбинезон;
плотная, легко выдерживающая температурные воздействия обувь
Важно, чтобы в обуви не было открытой шнуровки, гвоздей в подошве и других металлических элементов;
при работе в неудобных местах, с вынужденным укладыванием на пол или стоянием на коленях применяют наколенники, специальные подставки и коврики.
Согласно нормативам, сварщики также должны применять респираторы. Однако чаще всего домашние мастера отказываются от него, мотивируя это неудобством работы и коротким ее периодом.
Важно: люди, имеющие проблемы с дыхательными путями (частые случаи бронхита или ангин, недавно перенесенная пневмония, наличие астмы или аллергии) в обязательном порядке должны использовать респиратор во время сварки!
Материал перчаток (рукавиц, краг) и одежды, предназначенных специально для сварщиков, маркируется «ТР», то же касается обуви. Рекомендовано изготовление спецодежды для сварщиков из натуральных материалов (брезента, хлопка, натуральной кожи) с дополнительной пропиткой огнезащитными веществами. В бытовых условиях подойдет плотная джинсовая или брезентовая одежда, длинные передник и нарукавники (за неимением краг) из брезента или кожи, кожаные перчатки. Но рукавицы или перчатки лучше все же приобрести специализированные.
Нержавеющие стали
Коррозионностойкие стали варятся сложнее, чем черные из-за их более сложных физико-химических свойств.
Во-первых, у нержавейки больше электропроводность, поэтому понадобятся более высокие токи, чем обычно, приблизительно на 15%. Во-вторых, легирование хромом от 13% (что и делает сталь стойкой к коррозии) может вызвать проблемы
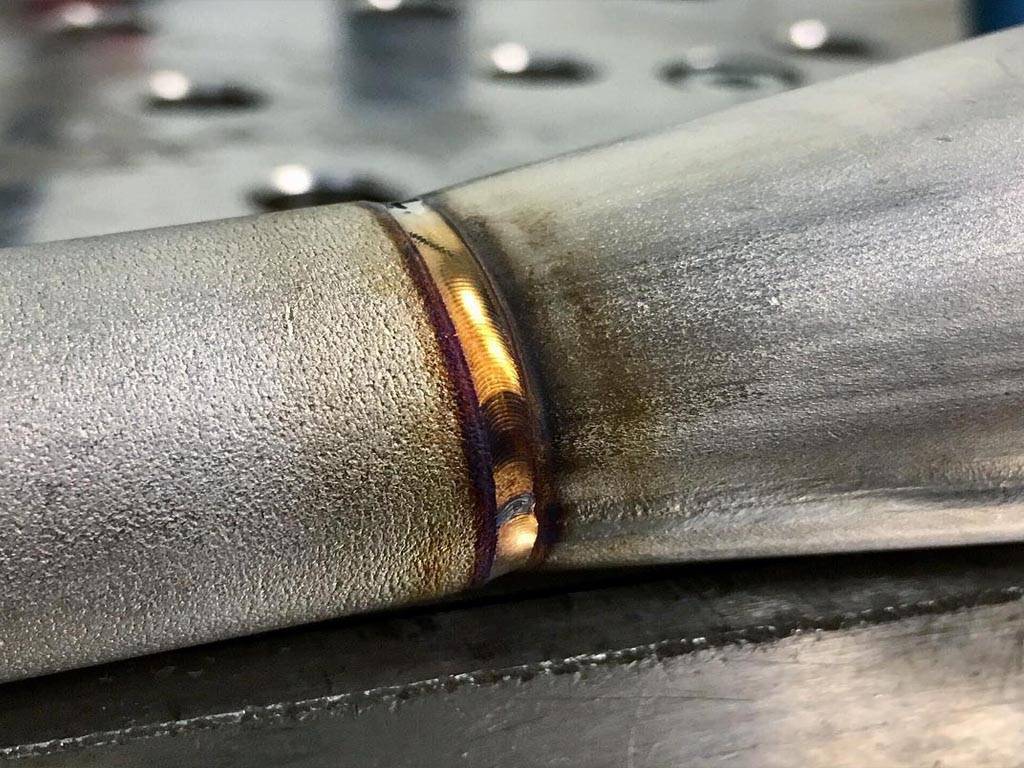
Например, при сварке нержавейки тонкостенной, которая встречается чаще, чем толстая,важно организовывать газовую защиту обратной стороны шва, обратного валика. Оксиды хрома приводят к возникновению трещин
Если вы сварили дорогую выхлопную систему автомобиля из стали AISI 304 и защита шва шла только с наружной стороны, со временем ваша система развалится. Чтобы защитить шов внутри трубопровода, в него напускают аргон, а открытые торцы закрывают заглушками.
Аустенитные стали типа 12Х18Н10Т (AISI 321); 08Х18Н10 (AISI 304) варят с прутком нержавеющим ER-308 (аналоги СВ-06Х19Н9Т, СВ -01Х19Н9, СВ-04Х19Н9). Стали типа 12Х18Н10т называют еще «пищевыми нержавейками», так как оптимальная пропорция хрома и никеля придает стойкость к агрессивным средам, таким как органические кислоты, образующиеся при переработке некоторых пищевых технических культур. Стали данного типа часто встречаются в быту.
Наплавленный металл ER-308, имеющий сходный химсостав, также не боится кислотных и прочих «недоброжелательных» сред. Низкое содержание углерода в проволоке ER-308 снижает риск развития межкристаллитной коррозии — процесса развития коррозии по границам зерен металла. Содержание кремния и марганца положительно сказывается на формировании и кристаллизации сварочной ванны.
Механические свойства ER-308:
- Предел текучести, Rp0.2 390 MПa;
- Предел прочности, Rm 600 MПa
- Относительное удлинение A5 42 %
- Ударная вязкость, J 120
Следующий класс сталей — хром-никель-молибденовые типа ст.10Х17Н13М3Т, ст.03Х17Н14М2; 15Х14Н14М2ВФБГ; 08Х16Н13М2В. Применяются чаще в промышленности, в быту гораздо реже. Благодаря легированию молибденом они становятся устойчивыми к еще более агрессивным кислотным средам ( серная, ортофосфорная кислоты и т.д.). Молибден препятствует местной коррозии, горячему образованию трещин, повышает температуру эксплуатации конструкций и механизмов и ударную вязкость при сверхнизких температурах. В качестве присадочного материала для этих сталей применяется пруток нержавейка ER-316 (отечественный аналог Св-04Х19Н11М3).
Механические свойства ER-316:
- Предел текучести 480 МПа
- Предел прочности 630 МПа
- Удлинение 33% КCV
- +20°С 175 Дж
- — 110°С 150 Дж
- -196° С 110 Дж
Часто задают вопрос про сварку нержавейки в бытовых условиях: нужно ли для этого приобретать дорогой источник питания инверторного типа? Совсем не обязательно, сварить нержавейку можно и на обычном ММА-сварочнике (смотрите наш Магазин отзывов). Некоторые из них, правда, имеют переключатель режимов ММА/TIG, но и те инвертора, в которых такая возможность отсутствует,можно приспособить к аргонодуговой сварке: приобретите вентильную горелку, баллон с аргоном и редуктор давления дополнительно. Сварка на таком самодельном аргонном аппарате имеет свои особенности, но если их учитывать, можно вполне сносно работать. Главное, не начинать сварку на изделии, приготовьте для этого графитовую подкладку. Если будете начинать на изделии, вольфрамового электрода вам хватит на пару поджигов, затем придется перетачивать. Заканчивать процесс также необходимо на графите.
Как варить металлы в аргоновой среде
Для начала понадобиться оборудование, которым можно осуществлять процесс сварки в аргоне.
Потребуется инвертор с возможностью TIG-сварки. Это аппарат имеет функцию подключения газового оборудования. Саму сварку осуществляют неплавящимся вольфрамовым электродом с подачей газа к горелке.
Также нужно приобрести электроды (вольфрам) и газ. Дополнительно может потребоваться присадочная проволока.
Чаще всего под аргоном сваривают детали из нержавейки и алюминия. Как это делается технологически?
Аргонно-дуговая сварка инвертором ММА предусматривает использование дополнительно осциллятора. Это устройство, которое обеспечивает бесконтактное зажигание дуги. В аргоне обычным способом поджог затрудняется, а осциллятор дает нужное напряжение для этого.
Важно знать правильный выбор тока при сварке аргоном для различных материалов: стали, нержавейки или алюминия
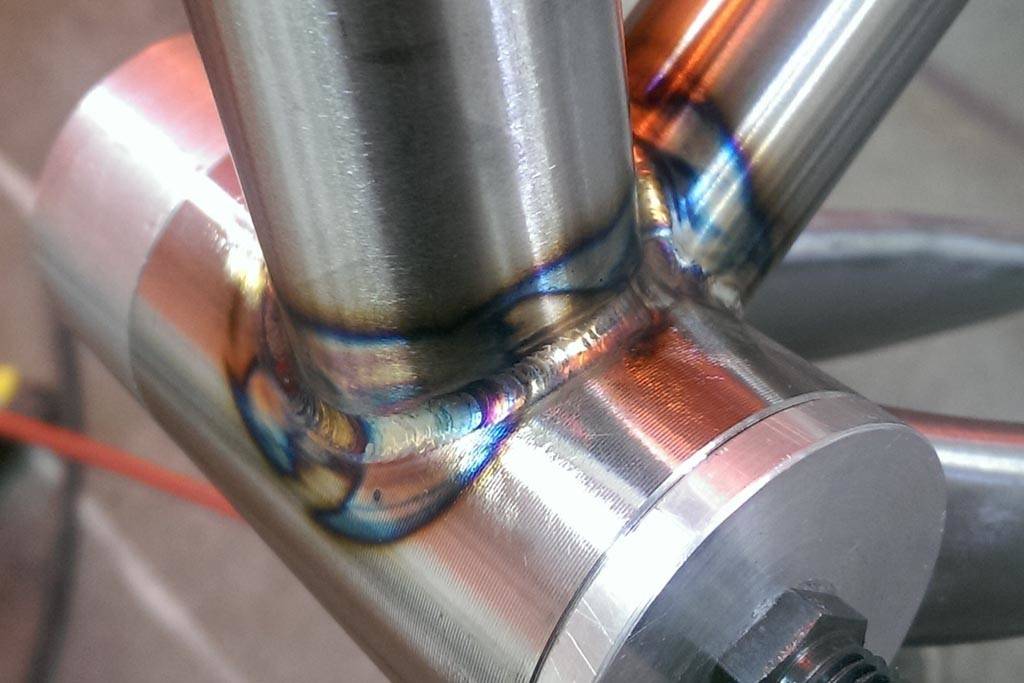
Сварка нержавеющих сталей
Подключается оборудование, кабель горелки ставится на плюс, а масса на минус.
Расход газа выставляют 6-10 литров, силу тока регулируют в зависимости от толщины свариваемых деталей. Чем более толстостенный металл, тем выше показатель. Для нержавейки толщиной 1-2 миллиметра сила тока выставляется 15-35 ампер.









При сварке неплавящимся электродом дугу разжигают не на заготовках, а рядом на графитовой пластинке.
После поджигания дуги, плавно ведут шов, ни в коем случае нельзя утапливать вольфрамовый стержень в сварочную ванну.
Присадочную проволоку подают к краю расплава легкими тычками. Слишком резкая подача присадки будет приводить к интенсивному разбрызгиванию расплава.
Когда сварочный шов завершен, нужно оторвать электрод от поверхности, погасив дугу, и вернуть горелку к нему, чтобы остывание металла происходило под струей аргона.
При сварке следите за тем, чтобы присадочный материал и сам электрод находились в зоне, к которой подается аргон.
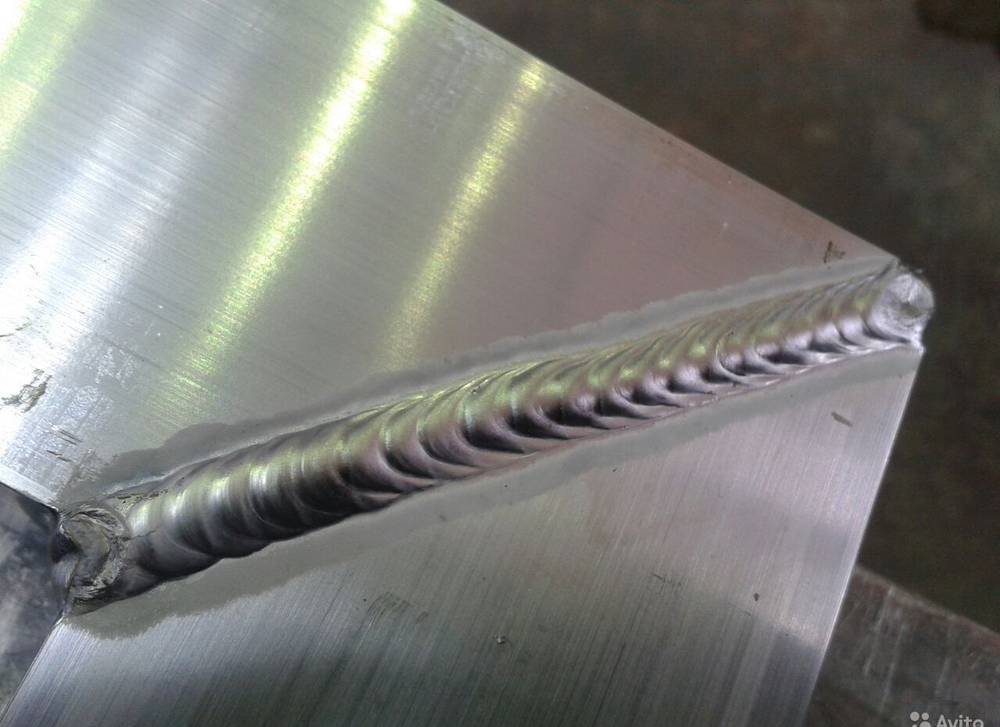
Сварка алюминия
Расход газа при сварке алюминия выставляют от 8 до 10 литров. Обязательно соблюдается обратная полярность электрического тока. Если вы свариваете алюминий, то горелка ставиться на минус, а масса — на плюс.
Вольфрамовый электрод выбирают по толщине (они бывают от 1 до 4 мм). Кончик электрода рекомендуется подточить, для лучшей фокусировки дуги.
Для варки алюминия также используется присадочный пруток, который выбирают зависимо от того, какой металл сваривается (чистый или сплав).
При сварке неплавящимся электродом дугу лучше зажигать также на графитовой пластинке. При ведении шва угол наклона горелки должен составлять 45 градусов. Электрод нужно вести плавно, без резких рывков, чтобы не нарушить равномерную подачу аргона.
Как и в случае с нержавейкой, присадочный пруток подают тычками к краю, но не в саму ванну.
Обязательно нужно следить за сварочным процессом, чтобы вольфрамовый стержень не попал в расплавленный металл.
После завершения сварного шва дугу гасят, отрывая электрод, и оставляют подачу аргона на соединение для застывания расплавленного алюминия в защитной среде.
Толстые алюминиевые детали можно варить на постоянном токе, используя обратную полярность и небольшую силу в 35 ампер.
Свою специфику имеют и процессы варки других цветных металлов меди, титана и прочих.
Возможно также сваривание и плавящимися электродами. Для этого используют специальные виды расходников, предназначенные именно для варки цветных металлов и нержавеющих сталей.
Кроме аргона возможно использование других газов, например, гелия. При его применении в сварке алюминия, шов получается даже чище и более качественным, чем с другими аналогами.
А что Вы, думаете по этому поводу? Насколько целесообразно использование такой технологии сваривания деталей в бытовых условиях? Если у Вас имеется опыт по сварке различных металлов с использованием аргона, поделитесь им в блоке комментариев к этой статье.
Отличие меди и титана
Своеобразием отличается медь. Металл также очень легко окисляется, обладает большой теплопроводностью (в 6 раз больше, чем у железа). Для сваривания медных деталей нужна высокая температура дуги.
При этом придется значительно увеличить расход аргона. Скорость потока варьируется в диапазоне от 7 л/мин при работе с тонкими деталями (1,2 мм) до 14 л/мин при сваривании в несколько проходок деталей с толщиной 25 мм.
Специфика меди заключается также в большом линейном расширении, которое может приводить к образованию трещин на горячем материале. Для предотвращения негативных явлений медь разогревают постепенно до 300 °C, бронзовые сплавы – до 600 °C. Только после этого можно приступать к работе.
Для работы с титаном аргон приходится направлять с тыльной стороны детали. Поэтому заранее следует приобрести специальные форсунки для подачи газа. Расход аргона составляет 6-7 л/мин.
Аргоновая сварка — это процесс со многими параметрами. Учесть все можно и нужно, руководствуясь специальными справочниками. Имея представление об основах, сориентироваться в технической литературе гораздо проще.









Достоинства и недостатки
У каждой технологии существуют свои плюсы. Не является исключением и рассматриваемый способ сваривания металлов. Поэтому для лучшего понимания такого понятия, как TIG сварка, что это такое и для чего она нужна, расскажу для начала об ее достоинствах. Итак, во время этого процесса:
- не происходит разбрызгивание расплавленного металла;
- снижается внутренняя напряженность, которая обязательно появляется при сварке, когда не используется защитная газовая среда;
- удается соединить между собой детали из большинства известных металлических сплавов;
- образуется достаточно узкая зона прогрева, из-за чего металлические заготовки практически не деформируются;
- оказывается минимальное негативное воздействие на природу.
 ТИГ-сварка не вредит природе
ТИГ-сварка не вредит природе
Кроме того, после сваривания металлов данным методом обычно не приходится осуществлять механическую доработку созданного шва. Однако у этого способа также существуют минусы, зная которые удастся лучше понять популярный тип сварки TIG, что это за метод. Итак, к недостаткам относится:
- сложность сварочного процесса при ветре, потому что происходит выдувание аргона, из-за чего возрастает расход инертной газовой среды;
- необходимость выполнения скрупулезной подготовки заготовок, чтобы на металлических кромках не было грязи, масляных и жирных остатков;
- сложность работы на труднодоступных участках, потому что используемые горелки не предназначены для сварки в таких местах, так как недопустимо, чтобы они находились под острым углом к заготовке;
На заметку!
Некоторые сварщики увеличивают или уменьшают вылет электрода, но любой из вариантов снижает скорость сварочного процесса и уменьшает качество шва.
 Большой вылет электрода уменьшает скорость ТИГ-сварки
Большой вылет электрода уменьшает скорость ТИГ-сварки
необходимость зачистки места за пределами сварочной зоны, где происходит розжиг электродуги при активации функции «TIG lift» в сварочном аппарате, так как в этой точке всегда будет оставаться след.